1. Introduction
The important properties of tin, such as malleability, ductility, and corrosion resistance, make it suitable for use in many applications [
1,
2,
3]. Cassiterite is the main mineral for the cost-efficient extraction of tin. The Dachang ore field in the Guangxi province of China is one of the main sources of cassiterite associated with the sulfide ore; therefore, it is named cassiterite associated with pollimetallic ore (tin, lead, antimony, zinc, iron). Useful minerals of cassiterite associated with pollimetallic ore are cassiterite, pyrite, pyrrhotite, arsenopyrite, jamesonite, and small amounts of sphalerite, tetrahedrite tin, galena, and chalcopyrite, while gangue minerals are mainly quartz and calcite [
4].
Cassiterite is heavy, hard, and extremely brittle; therefore, gravity separation was a frequently used method for recovering cassiterite [
5,
6]. On the other hand, sulfide minerals are generally recovered by flotation. Due to the different separation methods of cassiterite and sulfide minerals, the required grinding size is also different [
4]. Coarsely ground ore, with particles larger than 40 μm, is required for recovering cassiterite [
7]. If particles are smaller, the gravity separation efficiency sharply decreases. For recovering sulfide minerals, finely ground ore, with particles in the range of −0.15 + 0.010 mm, is necessary [
4]. As present, in Chehe Dressing Plant in Guangxi, China, the cassiterite is recovered by shaking table, and the required particle size is about −0.148 + 0.40 mm. For recovery sulfide mineral, the required particle size is about 70% of −0.074 mm. However, it is challenging to meet both the requirements of rough grinding of cassiterite and fine grinding of sulfide. There is an inherent contradiction between cassiterite overgrinding and sulfide ore undergrinding. The overgrinding would cause a large amount of cassiterite to be ground to a fine level, yielding a high loss rate in tailings, which is difficult to recover.
Some attempts were made to optimize the grinding size of cassiterite by rod mill [
8], double-sphericity abnormity media [
9], electric pulse fragmentation [
10], thermal pretreatment [
11], and grinding optimization (grinding media, grinding circuits and grinding models) [
4,
12,
13,
14]. To a certain extent, these above methods could improve the distribution of particle size in grinding product. Especially, thermal pretreatment can lead to thermal expansion of minerals, and then lead to intergranular cracking, and enhanced liberation. However, it needs a long time to heat the whole sample by traditional heating.
Therefore, microwave heating attracts a lot of attention. Microwave heating fundamentally differs from conventional heating because microwave electromagnetic energy can penetrate deep into the sample for an instant. Compared with traditional heating techniques, the main advantages of microwave heating in mineral processing are (i) non-contact heating, (ii) energy transfer instead of heat conduction and convection, (iii) rapid heating, (iv) selective heating, (v) volumetric heating, and (vi) heating from the interior of mineral body [
15,
16,
17]. In the last few decades, microwave assisted grinding has been focused on ilmenite, chalcopyrite, iron ore, coal, gold ore, pyrite, and lead and zinc ore [
18,
19,
20,
21,
22,
23,
24]. It is found that the grinding effect in microwave heating pretreatment is better than that in traditional heating. Compared to conventional processes, microwave leaching processes were found to be highly energy-efficient, less time consuming, and more environmentally friendly.
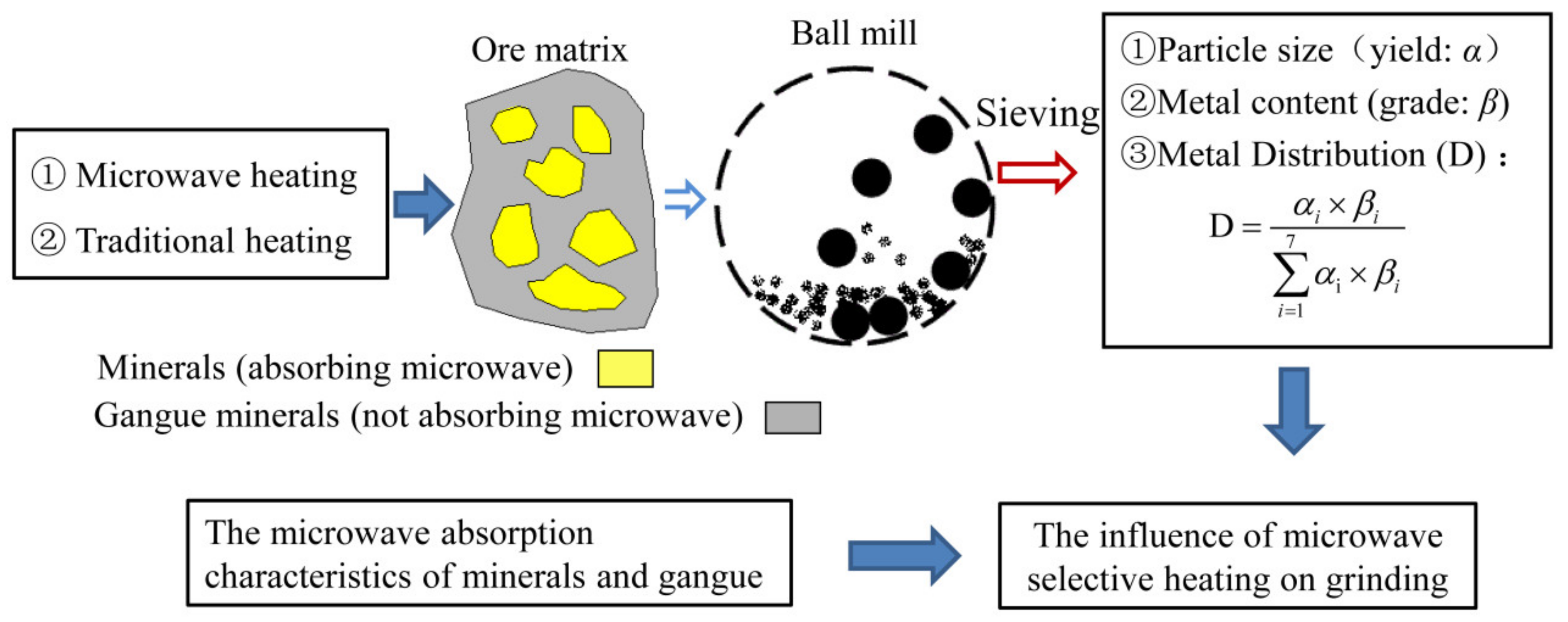
According to the plant process of Chehe Dressing Plant in Guangxi of China, the required particle size for recovering cassiterite by shaking table is about −0.148 + 0.40 mm, and the required particle size for recovering sulfide mineral by flotation is about 70% of −0.074 mm. In this paper, cassiterite associated with pollimetallic ore was subjected to microwave heating pretreatment in the hope that microwave selective heating of minerals could lead to selective thermal expansion and improve requirements of rough grinding of cassiterite and fine grinding of sulfide. Firstly, we assessed the ability of different minerals to absorb the microwave energy. Secondly, the influences of microwave heating and conventional heating pretreatment on grinding were carried out. The particle size, the grade of metal, and the metal distribution in each grinding product were analyzed before and after the heating pretreatment. Combined with the ability of mineral to absorb microwave, the influence of microwave selective heating on grinding was analyzed.
3. The Microwave Absorption Ability of Minerals
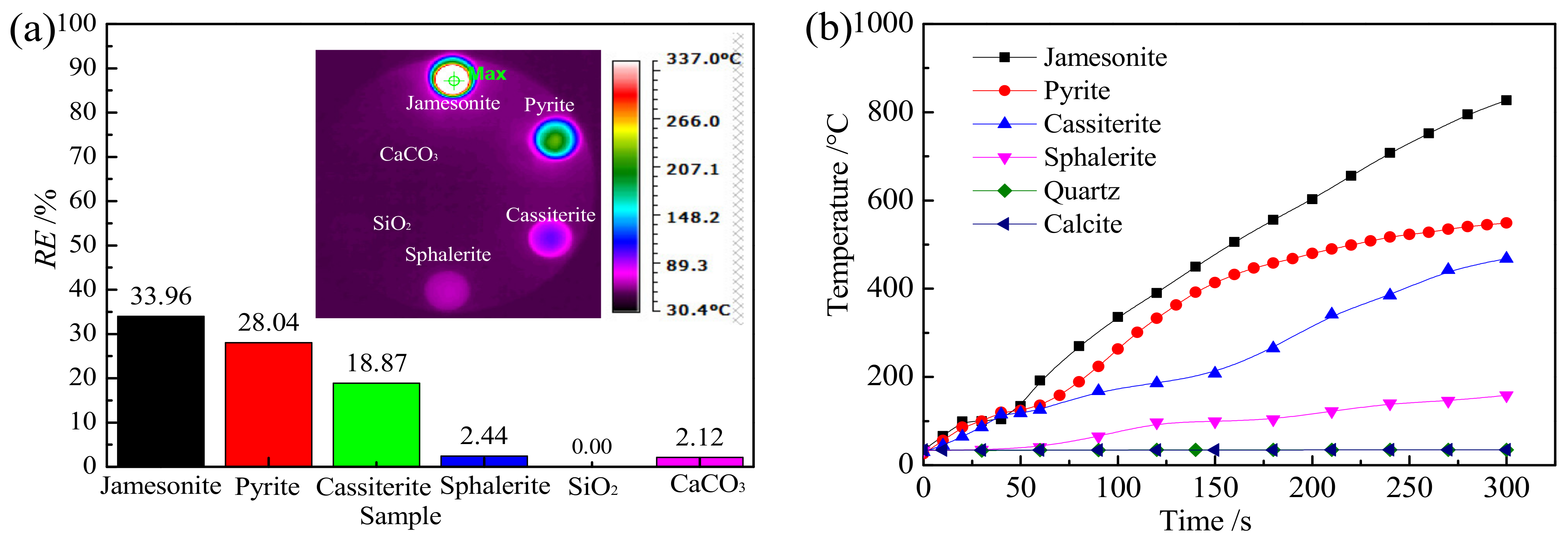
The microwave absorption characteristics of jamesonite, pyrite, sphalerite, cassiterite, quartz, and calcite are presented in
Figure 2a,b. The
RE value (range of 0–100%) represents the relative microwave energy absorbed by the sample (see in
the supporting information and
Figure S4). The higher the
RE value, the stronger the microwave absorption ability. The real permittivity of these six samples at 2.45 GHz is shown in
Table 4.
Figure 2a shows significant differences in the microwave absorption ability of the main minerals in cassiterite associated with pollimetallic ore. Among them, jamesonite has the highest
RE value, followed by pyrite, cassiterite, sphalerite, while gangue minerals are the worst. Besides,
Figure 2a illustrates the surface temperature (measured by infrared imaging) of these six samples after being put together in a rotating table in the microwave heating field for 60 s (
Figure S1). The surface temperature is consistent with the
RE values, indicating that the higher
RE is related to the stronger microwave absorption and the higher surface temperature.
Figure 2b shows that microwaves easily heat jamesonite and pyrite. The heating rate of cassiterite is lower, while quartz and calcite are not significantly heated in the microwave field.
Table 4 shows that jamesonite, cassiterite, and pyrite exhibit good microwave absorption properties and can be heated by the microwave field through dielectric loss (
Figure S5 and S6); in contrast, sphalerite, quartz, and calcite show weak microwave absorption, which is consistent with the data in
Figure 2a. Therefore, based on the difference ability in absorbing microwave, microwave selective heating and selective thermal expansion can be achieved.
4. Grinding Test
4.1. Before and after the Microwave Pretreatment
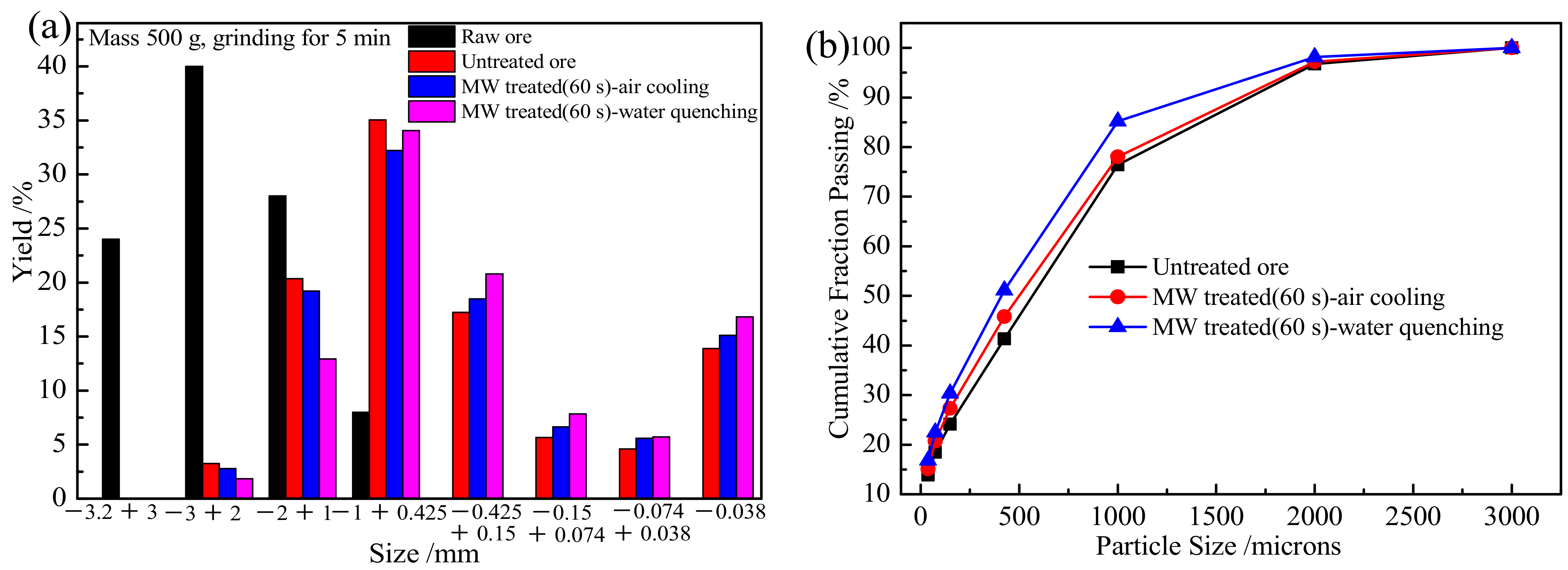
The wet grinding test results of untreated samples, naturally cooled samples pretreated by microwave heating, and water-quenched samples pretreated by microwave (MW) heating are shown in
Figure 3.
After the microwave heating for 60 s (the surface temperature seen in
Figure S7), the surface temperature was about 340 °C. The yield of coarse particles (−2 + 1 mm) of the grinding products significantly decreases, while the yield of fine particles (−0.425 mm) increases. The changes in the particle size of grinding products are more apparent after water quenching. The microwave pretreatment with water quenching is more conducive to promoting the reduction of ore hardness, so that the increase in the yield of fine particles is more apparent.
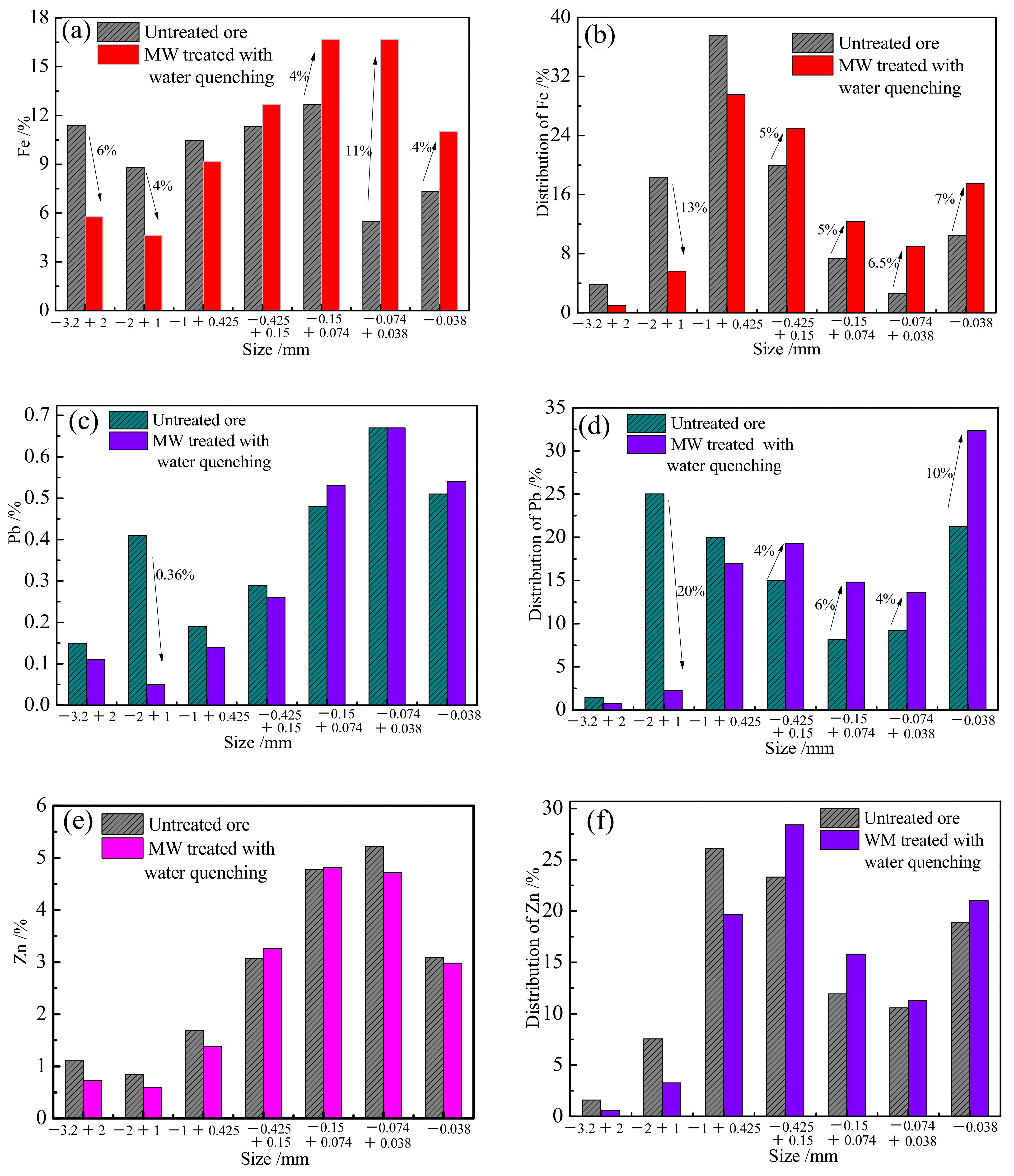
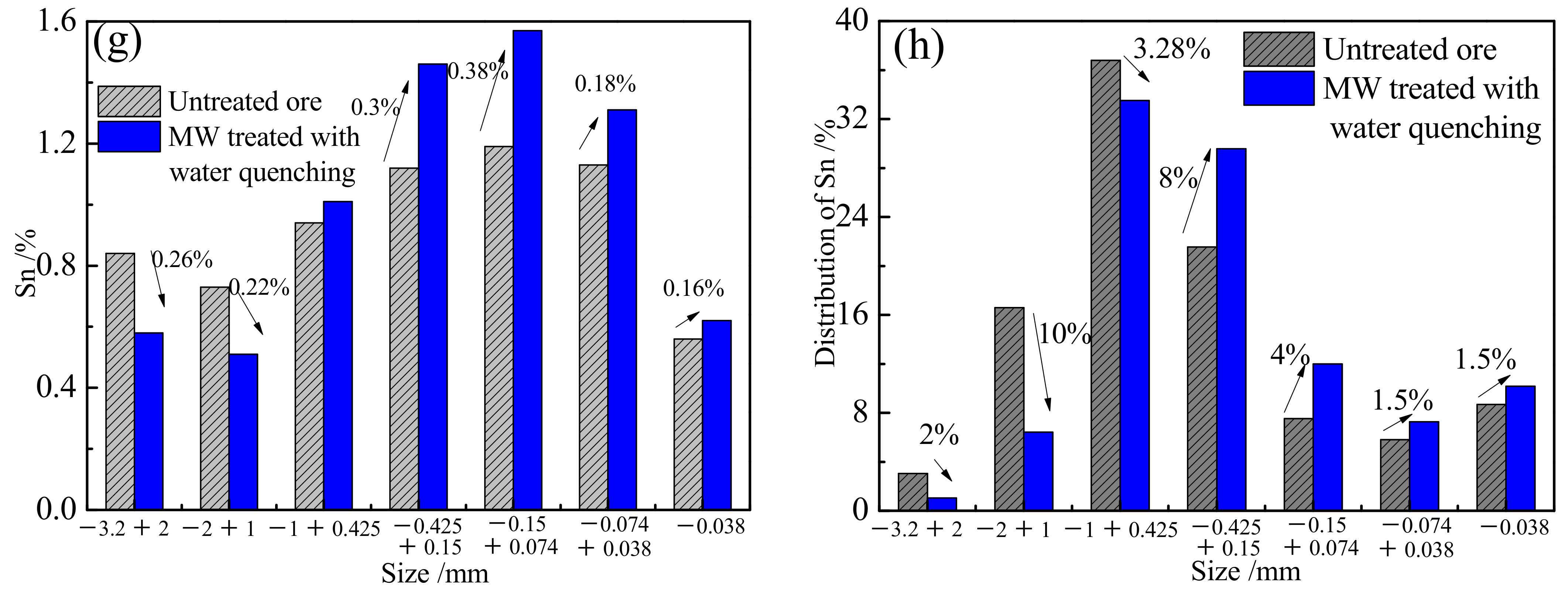
The grade and distribution of Fe, Pb, Sn, and Zn in each particle size range are shown in
Figure 4. The grade and distribution of Fe are significantly decreased in the size ranges of −3.2 + 2 mm, −2 + 1 mm, and −1 + 0.425 mm, and significantly increased in the size ranges of −0.15 + 0.074 mm, −0.15 + 0.074 mm, and −0.038 mm. Since pyrite exhibits good microwave absorption ability and represents a large fraction in the ore matrix. Pyrite was quickly heated in the microwave field, resulting in a thermal expansion and yielding the microcrack generation so that pyrite crushes first in the grinding process. The grinding rate and separation of pyrite are accelerated and promoted.
The Pb grade and distribution in the coarse-size range of −2 + 1 mm decrease significantly, while the Pb grade changes slightly in the fine-size ranges of −0.15 + 0.074 mm, −0.15 + 0.074 mm, and −0.038 mm. However, the Pb distribution increases significantly in the size ranges of −0.15 + 0.074 mm, −0.074 + 0.038 mm, and −0.038 mm. Especially, the distribution in the size range of −0.038 mm increases considerably. This may originate from jamesonite’s excellent microwave absorption ability, which can be heated up quickly in the microwave field. It yields thermal expansion and microcrack generation, increasing the grindability after the microwave pretreatment.
Sphalerite shows a weak microwave absorption ability, so it is not easy to heat in the microwave field. The grade and distribution of Zn before and after the microwave pretreatment change slightly, unlike Fe and Sn: it slightly decreases in the coarse-size range of 3 + 0.425 mm, while the Zn distribution in the size range of −0.425 mm increases little.
The grade and distribution of Sn decrease significantly in the sizes of −3.2 + 2 mm and −2 + 1 mm and increase in the size ranges of −0.425 + 0.15 mm and −0.15 + 0.074 mm, suggesting that the grindability of cassiterite is improved after the microwave heating pretreatment. This induces cassiterite priority crushing, but the effect is relatively weaker than for pyrite. The Sn distribution in the fine-size ranges of −0.074 + 0.038 mm and −0.038 mm increases by 1.5%. Therefore, the requirements of rough grinding of cassiterite and fine grinding of sulfide could be achieved by the microwave pretreatment.
4.2. Comparison of Microwave Heating and Traditional Heating
A resistance furnace was used as traditional heating equipment (power is 12 kW). The raw ore samples without any pretreatment (Untreated), microwave-heated (MW), and resistance furnace-heated (RFH) were dry ground by Bond power ball mill with 200 rotations. We set the sample grinding batch to 1000 g. After the dry grinding, the samples were screened.
4.2.1. The Temperature Influence in the Traditional Heating
After conventional heating for 20 min at different temperatures (based on decomposition temperature of minerals), the samples were immediately placed into water to cool down and dried for dry grinding and screening test, as shown in
Table 5. The traditional heating pretreatment and microwave heating pretreatment improve the grinding effect (grindability). After the traditional heating pretreatment, the coarse particle size of the product gradually decreases with the heating temperature, while the fine particle size gradually increases, indicating that high temperatures are beneficial for grinding, which implies that temperature is the key factor for successful grinding.
4.2.2. The Influence of Heating Time in the Traditional Heating
Considering that the decomposition temperature of some sulfide minerals in the ore is around 495 °C (pyrite), the resistance furnace was set at 400 °C when studying the effect of the heating time in the traditional heating to avoid the influence of the arsenic and sulfur decomposition. The grinding test results are shown in
Table 6.
The coarse grain size gradually decreases with the heating time, while the fine grain size increases. The particle size distribution of the product after dry grinding through RFH at 400 °C for 20 min is similar to that after the application of the microwave field with a power 6 kW for 1 min (
Figure S7). Compared with the pretreatment time of microwave heating (
Table S1), the pretreatment time in traditional heating is considerably longer.
Table 7,
Table 8,
Table 9,
Table 10 show the grade and distribution of Fe, Pb, Sn, and Zn for each size range of grinding products after traditional (12 kW, 20 min) and microwave heating pretreatments (6 kW, 1 min), respectively. Both heat treatments show that the Fe, Pb, and Zn grade and distribution in the coarse-size range (−3.2 + 2 mm, −2 + 1 mm) significantly decrease, while they increase in the size ranges of −0.425 + 0.15 mm, −0.15 + 0.074 mm, −0.074 + 0.038 mm, and −0.038 mm.
However, there are also differences between traditional and microwave heating. The Fe, Pb, and Zn grade and metal distribution in the coarse-size range after the microwave heating are lower than after the traditional heating. In the fine-size range, the grade and metal distribution of Fe and Pb after the microwave heating are higher than after the traditional heating, indicating the selective microwave heating for pyrite and jamesonite, and the microwave heating time is shorter than the traditional heating time. Additionally, crushing occurs first for the minerals that absorb microwaves, which is the main difference between the microwave and traditional heating pretreatments.
The grade and distribution of Sn (
Table 10), similar to
Section 4.1 (wet grinding), decreases significantly in the size ranges of −3.2 + 2 mm and −2 + 1 mm, and increases in the size ranges of −0.425 + 0.15 mm and −0.15 + 0.074 mm. Still, the fraction of Sn slightly increases in the size range of −0.038 mm. The distributions of Fe, Pb, and Zn in fine-size range are higher than Sn, indicating that it can promote the separation of sulfide ore and reduce cassiterite overgrinding by controlling grinding parameters and heating treatment.
4.2.3. Energy Consumption
In order to compare the energy consumption of the traditional and microwave heating pretreatments, the energy consumption of the heating pretreatments with a similar grinding effect was analyzed and shown in
Table 11.
According to a rough calculation, the energy consumption of the microwave heating treatment is only 5% of that of the traditional heating pretreatment. The energy consumption of the resistance furnace does not consider the energy consumption for the heating from room temperature to 400 °C (1.5 h). Thus, the energy consumption in the traditional heating pretreatment greatly exceeds the microwave energy consumption. In the traditional heating, the whole ore sample is heated from the surface toward the inside, taking a long time, while microwaves selectively heat specific minerals in the ore matrix but not other gangue minerals. In addition, the higher the microwave power density, the shorter the time required [
18,
19].
5. Conclusions
Cassiterite polymetallic sulfide was pretreated by traditional and microwave heating pretreatments. Jamesonite and pyrite exhibited good microwave absorption, and they could be quickly heated to high temperatures in the microwave field. Both heat pretreatments improved the grinding effect, especially for the coarse-size range (−3.2 + 2 mm, −2 + 1 mm). The distribution of Fe, Pb, Zn, and Sn increased in the fine-size range (−0.425 mm). The selective microwave heating of pyrite and jamesonite played a key role. The Fe and Pb grades in the size ranges of −3.2 + 2 mm and −2 + 1 mm after the microwave pretreatment (6 kW, 1 min) were lower than those after the traditional heating (12 kW, 400 °C, 20 min). The grade and distribution of Sn decreased significantly in the size ranges of −3.2 + 2 mm and −2 + 1 mm, and increased in the size ranges of −0.425 + 0.15 mm and −0.15 + 0.074 mm. The fraction of Sn slightly increased in the size range of -0.038 mm. Heating treatment promoted the liberation of sulfide ore and reduced cassiterite overgrinding. The microwave heating time was shorter than the traditional heating time. The minerals that exhibited a stronger microwave absorption ability crushed first. The energy consumption of the microwave heating pretreatment was only 5% of that consumed in the traditional heating pretreatment.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}