
Influence of Sea Sand on Sintering of V–Ti–Fe Concentrate—A Case Study from Indonesia


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ore Blending Scheme
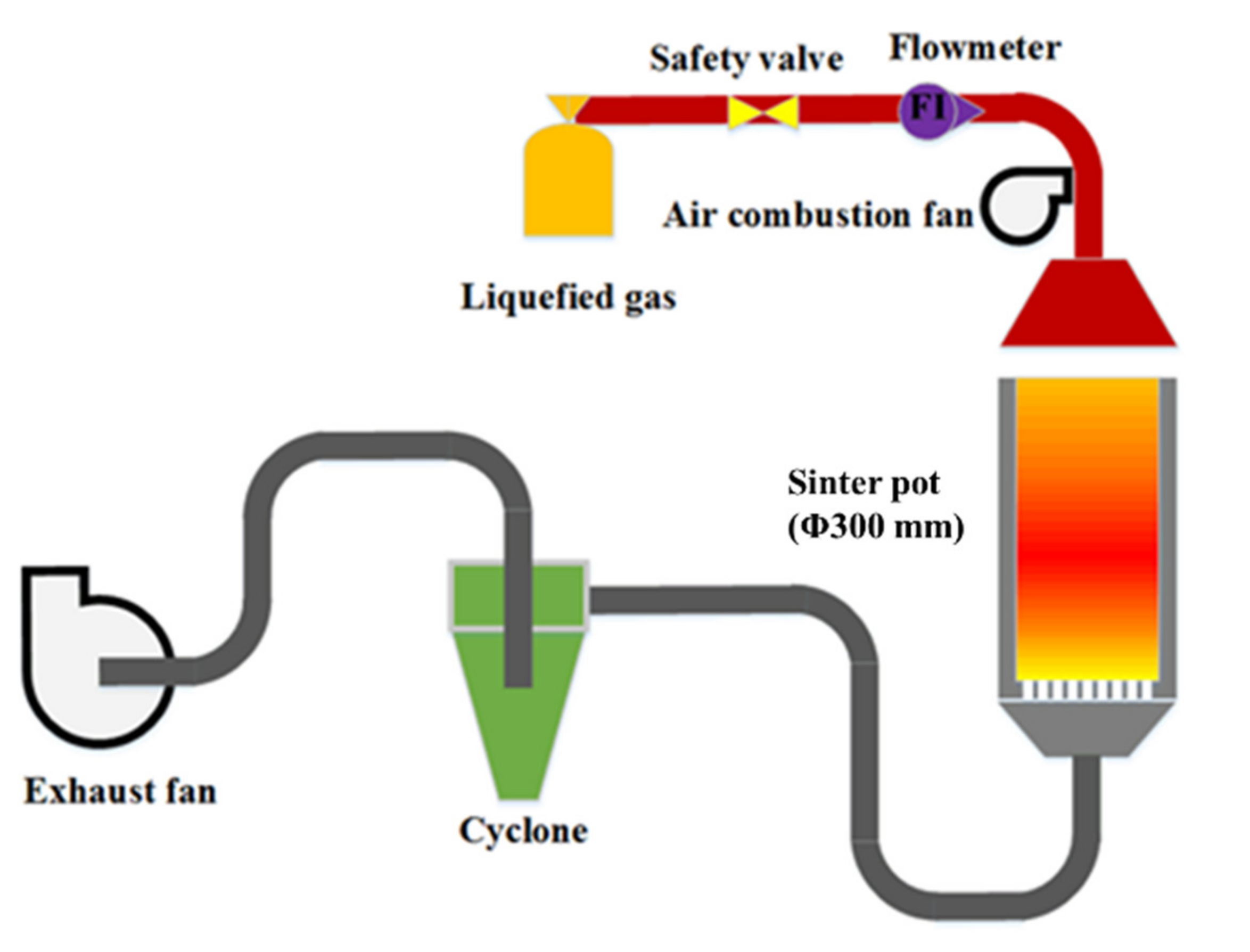
2.3. Methods
- Finished product rate—the proportion of sinters in the total produced sinter mixtures.
- Yield (P) rate—the ratio of the mass of product sinter (i.e., +5 mm sinter) to the total mass of sinter produced.
- Sintering speed—the average speed value obtained by dividing the thickness of the sintering mixture bed by the sintering time.
- Drum strength (T)—15 kg of product sinter is placed in a drum device and sieved after 200 revolutions (Chinese Industrial Standard, GB 8209-87). The proportion of samples with a particle size greater than 6.3 mm in the total is the drum strength.
- Utility factor—the output of sintered ore per hour per unit of effective exhaust area.
- Return rate—the ratio of the mass of sinter return to the total mass of sinter produced.
- The reduction degree (RI)—the RI of sinter was tested by Chinese Industrial Standard (GBT 13241-2017), and requires 500 g of 10–12.5 mm sinter that was put into a reduction tube, and heated to 900 °C under the protection of N2. After the temperature became stable, the reduction gas (CO 30%, N2 70%) was introduced into the reduction tube with a flow rate of 15 L/min. The sample was reduced for 180 min at 900 °C, the mass was recorded every 3 min, and the quality at first 20 min, then every 10 min, followed by introducing N2 to protect the sample cooled down to ambient temperature.
- The low temperature reduction degradation index (RDI)—the RDI was tested by GBT 13242-2017. First, 500 g of 10.0–12.5 mm sinter is reduced at 500 °C for 60 min; the standard flow rate of the reducing gas (CO 20%, CO2 20%, N2 60%) is 15 L/min. The sinter was then loaded into a drum (130 mm × 200 mm) and rotated at a speed of 30 r/min for 10 min, followed by screening. The ratio of the mass +3.15 mm fractions to the total mass of sinter was used for the test.
3. Results and Discussion
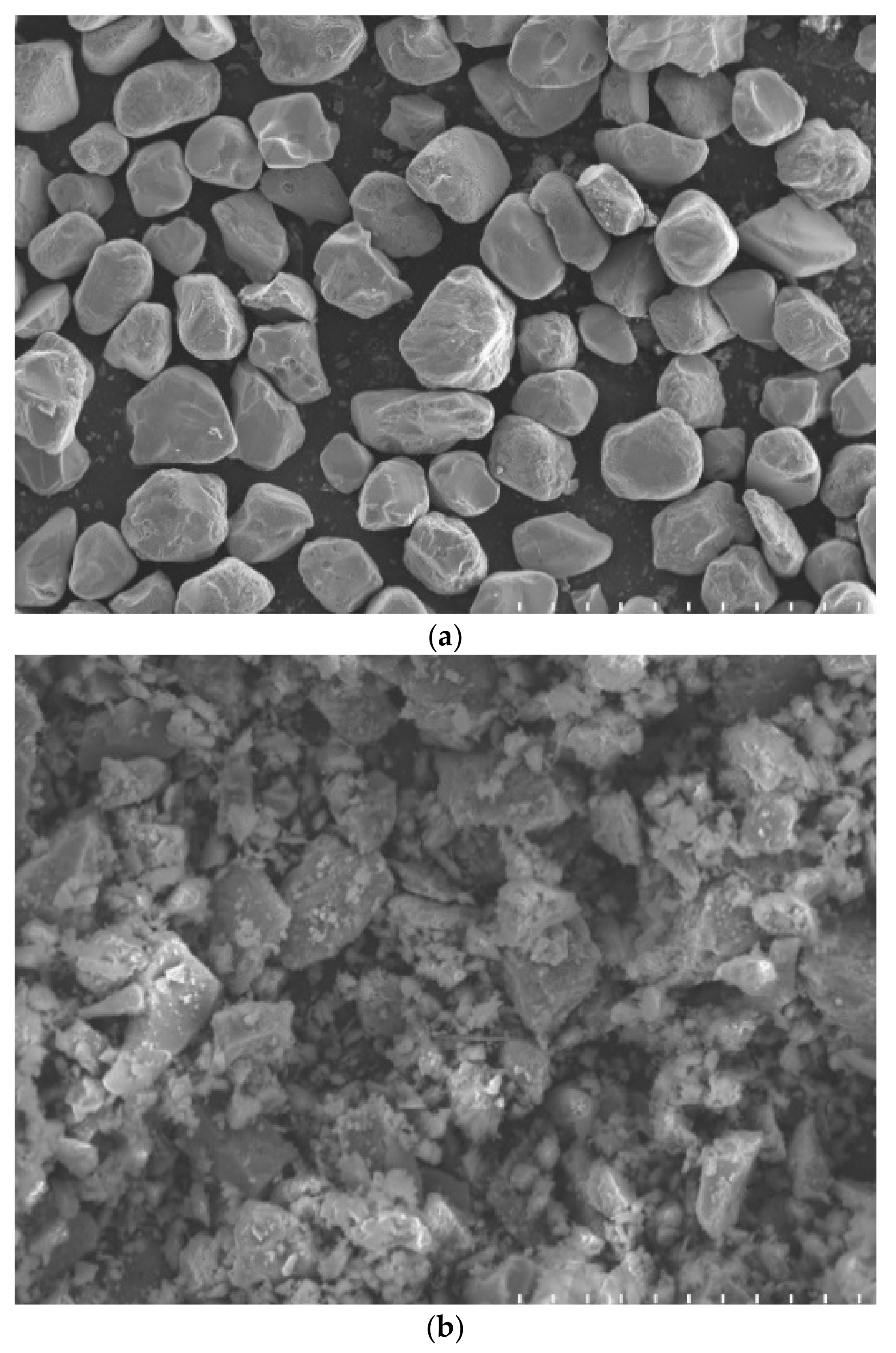
3.1. Characteristics of Iron Ores
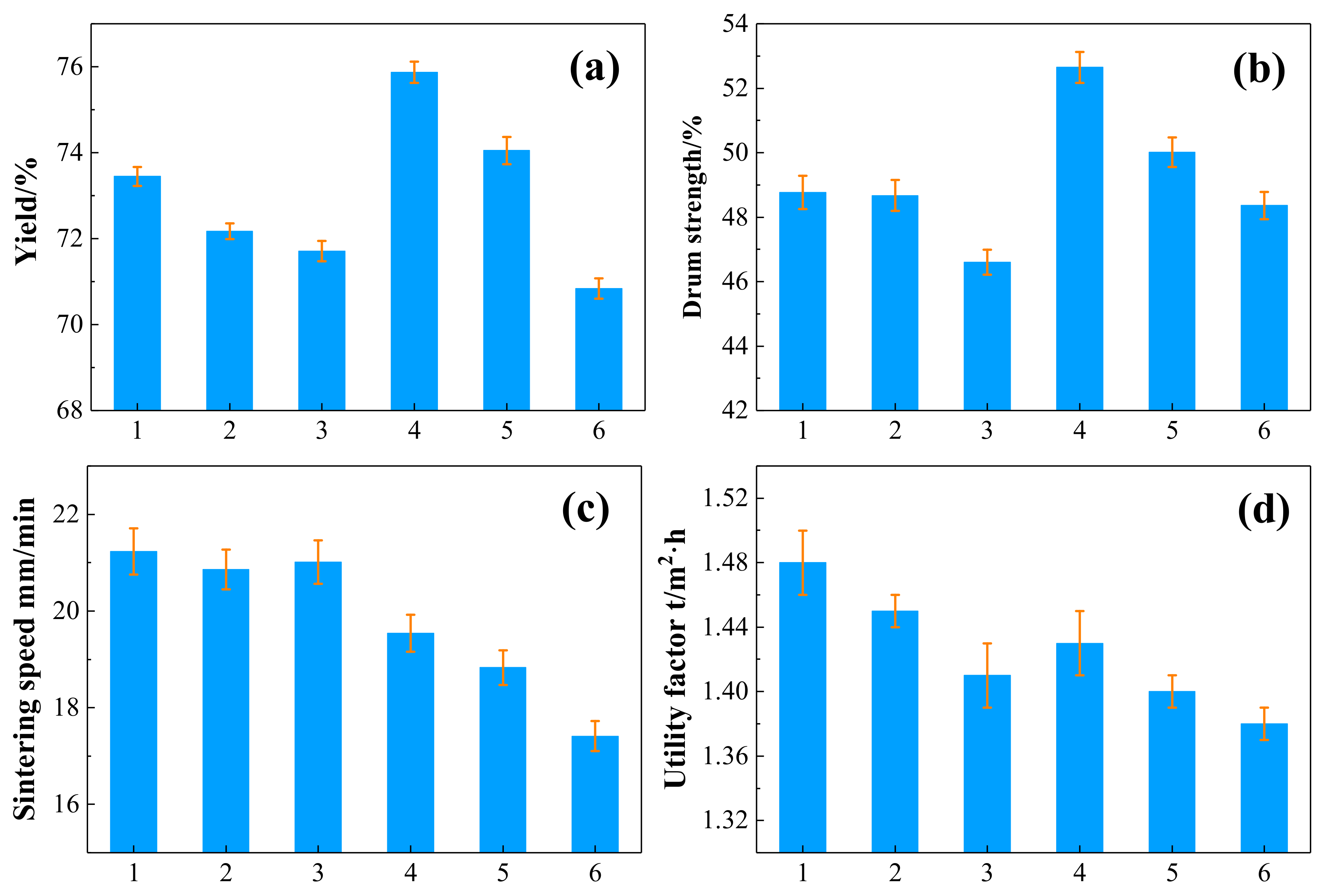
3.2. Influence of the Additive Proportion of Sea Sand on Sintering
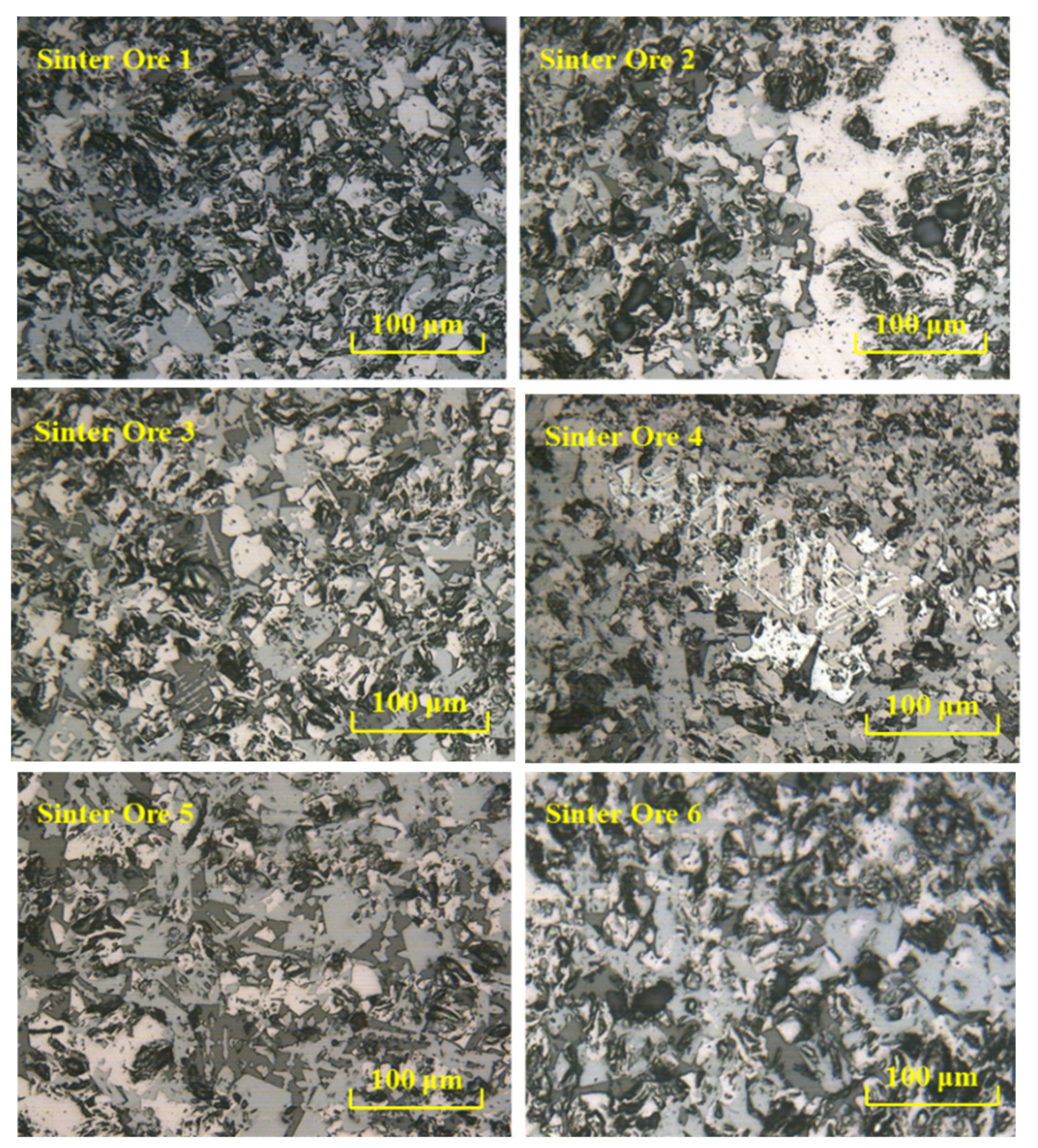
3.3. Influence of the Additive Proportion of Sea Sand on Sinter’s Quality
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Van Gosen, B.S.; Fey, D.L.; Shah, A.K.; Verplanck, P.L.; Hoefen, T.M. Deposit Model for Heavy-Mineral Sands in Coastal Environments; Scientific Investigations Report 2010–5070–L; U.S. Geological Survey: Washington, DC, USA, 2014.
- Suratman, S. Distributon characteristics of ferro-titanium oxide mineral on low grade iron sand. Indones. Min. J. 2007, 20, 49–58. [Google Scholar]
- Hong, B.X.; Zhang, W.F.U. Research on Material Composition of Vanadium Titanium Magnetite of a Beach Placer in Indonesia. Mult. Min. Res. 2012, 35, 44–49. [Google Scholar]
- Gao, Q.J.; Wei, G.; Liu, C.S.; Shen, F.M. Effect of Binary Basicity on Sintering Process and Quality of Indonesia Vanadium Titanium Magnetite. J. Northeast. Univ. 2016, 37, 1727–1730. [Google Scholar]
- Wang, Z.Y.; Zhang, J.L.; Liu, Z.J.; Zhang, L.M. Ball-Milling Micro-dissociation of Ironsand and Magnetic Force at Fine Level. J. Northeast. Univ. 2016, 37, 712–715. [Google Scholar]
- Jin, H.Q.; Yang, H. Status and problem of China’s iron ore imports and counter measures. Globalization 2014, 5, 97–106. [Google Scholar]
- Zou, L.L.; Lv, Q.; Chen, S.J.; Li, F.C.; Bai, G.R. Best ratio of Indonesian sea sand by using weighted grey relational analysis. China Met. 2014, 24, 6–9. [Google Scholar]
- Samanta, S.; Goswami, M.C.; Baidya, T.K.; Mukherjee, S.; Dey, R. Mineralogy and carbothermal reduction be-haviour of vanadium-bearing titaniferous magnetite ore in Eastern India. Int. J. Miner. Metall. Mater. 2013, 20, 917–924. [Google Scholar] [CrossRef]
- Yang, S.; Zhou, M.; Jiang, T.; Xue, X. Study on Sintering Characteristics of Ultra-Poor Vanadium-Titanium Magnetite. Minerals 2021, 11, 515. [Google Scholar] [CrossRef]
- Van den Berg, T.; de Villiers, J.; Cromarty, R. Variation of the redox conditions and the resultant phase assemblages during iron ore sintering. Int. J. Miner. Proc. 2016, 150, 47–53. [Google Scholar] [CrossRef] [Green Version]
- Nicol, S.; Chen, J.; Qi, W.; Mao, X.; Jak, E.; Hayes, P.C. Measurement of Process Conditions Present in Pilot Scale Iron Ore Sintering. Minerals 2019, 9, 374. [Google Scholar] [CrossRef] [Green Version]
- Ji, Z.; Zhao, Y.; Gan, M.; Fan, X.; Chen, X.; Hu, L. Microstructure and Minerals Evolution of Iron Ore Sinter: In-fluence of SiO2 and Al2O2. Minerals 2019, 9, 449. [Google Scholar] [CrossRef] [Green Version]
- Gao, Q.; Wei, G.; Jiang, X.; Zheng, H.; Shen, F. Effect of Indonesia vanadium ilmeno-magnetite on fluidity of blast furnace slag in Jiangsu Shasteel. J. Mater. Met. 2016, 15, 88–91. [Google Scholar]
- Lü, Q.; Wang, W.S.; Jin, Y.C.; Li, F.; Gao, F. Influence of New Zealand Sea sand proportioning ratio on metallurgical properties of vanadium titanium bearing sinter of Cheng steel. Iron Steel Vanadium Titan. 2010, 31, 80. [Google Scholar]
- Hu, B.S.; Liu, H.; Li, L.; Wang, L.; Li, W.D. Influence of proportioning sea sand iron ore on sintering processing. J. Sinter. Pelletizing 2006, 31, 16–20. [Google Scholar]
- Wang, Z.Y.; He, M.J. Study on the influence of the Indonesian sea sand on sinter output and quality. Zhejiang Met. 2013, 1, 41. [Google Scholar]
- Matsumura, M.; Hoshi, M.; Kawaguchi, T. Improvement of Sinter Softening Property and Reducibility by Controlling Chemical Compositions. ISIJ Int. 2005, 45, 594–602. [Google Scholar] [CrossRef] [Green Version]
- Yong, Z.; Mi, Z.; Chu, M.S.; Xue, X.X. Sintering experiments of high-Cr vanadium and titanium magnetite. J. Northeast. Univ. 2013, 34, 383–387. [Google Scholar]
- Gao, B.H.; Wang, H.J.; Yuan, Q.U.; Li, L. Experimental Research on Extracting Iron from Beach Placer Concen-trate in Indonesia by Direct Reduction-Grinding-Magnetic Separation. J. Min. Metall. Eng. 2012, 32, 44–46. [Google Scholar]
- Cheng, G.-J.; Xing, Z.-X.; Yang, H.; Xue, X.-X. Effects of High Proportion Unground Sea Sand Ore on the Prepara-tion Process and Reduction Performance of Oxidized Pellets. Minerals 2021, 11, 87. [Google Scholar] [CrossRef]
- Chen, C.; Lu, L.; Jiao, K. Thermodynamic Modelling of Iron Ore Sintering Reactions. Minerals 2019, 9, 361. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scheme | V–Ti–Fe Concentrate | Sea Sand | Ore A | Ore B | Ore C | Ore D | Ore E | Ore F | Returned Fines |
|---|---|---|---|---|---|---|---|---|---|
| Mixture 1 | 35.0 | 0.0 | 10.0 | 4.0 | 5.0 | 7.0 | 10.0 | 1.0 | 28.0 |
| Mixture 2 | 30.0 | 5.0 | 10.0 | 4.0 | 5.0 | 7.0 | 10.0 | 1.0 | 28.0 |
| Mixture 3 | 20.0 | 15.0 | 10.0 | 4.0 | 5.0 | 7.0 | 10.0 | 1.0 | 28.0 |
| Mixture 4 | 10.0 | 25.0 | 10.0 | 4.0 | 5.0 | 7.0 | 10.0 | 1.0 | 28.0 |
| Mixture 5 | 0.0 | 35.0 | 10.0 | 4.0 | 5.0 | 7.0 | 10.0 | 1.0 | 28.0 |
| Mixture 6 | 0.0 | 45.0 | 7.0 | 4.0 | 5.0 | 6.0 | 9.0 | 0.0 | 24.0 |
| Parameters | Value | Parameters | Value |
|---|---|---|---|
| Bed thickness | 650 mm | Diameter of sinter pot | 300 mm |
| Negative pressure for ignition | 8 kPa | Negative pressure for air draft | 16 kPa |
| Ignition temperature | 1050 °C | Thickness of hearth layer | 25 mm |
| Ignition time | 2 min | Pelleting time of mixture | 3 min |
| Type of Ore | TFe | SiO2 | CaO | Al2O3 | MgO | TiO2 | S | P | LOI |
|---|---|---|---|---|---|---|---|---|---|
| V-Ti-Fe concentrate | 53.44 | 4.80 | 1.58 | 3.30 | 4.20 | 11.20 | 0.35 | 0.05 | 2.60 |
| Sea sand | 55.00 | 4.90 | 1.00 | 3.60 | 3.50 | 9.95 | 0.00 | 0.00 | 2.60 |
| Ore A | 62.50 | 4.70 | 0.10 | 1.78 | 0.10 | 0.13 | 0.02 | 0.05 | 2.21 |
| Ore B | 40.00 | 7.30 | 25.00 | 2.33 | 2.64 | 3.00 | 0.50 | 0.05 | 5.00 |
| Ore C | 61.77 | 3.57 | 0.15 | 2.42 | 0.13 | 0.20 | 0.02 | 0.09 | 6.20 |
| Ore D | 51.36 | 2.50 | 6.20 | 0.09 | 3.55 | 0.12 | 0.06 | 0.22 | 6.93 |
| Ore E | 58.96 | 3.35 | 3.89 | 1.44 | 1.79 | 2.01 | 0.55 | 0.09 | 1.10 |
| Ore F | 62.00 | 4.41 | 1.79 | 0.94 | 1.61 | 0.53 | 0.30 | 0.03 | 1.00 |
| Returned fines | 50.00 | 5.30 | 11.90 | 2.30 | 2.22 | 4.50 | 0.06 | 0.04 | 1.20 |
| Ore | >16 | 16–100 | 100–160 | 160–200 | <200 |
|---|---|---|---|---|---|
| V–Ti–Fe concentrate | 10.70 | 23.60 | 18.00 | 14.50 | 33.20 |
| Sea sand | 0.50 | 25.65 | 56.50 | 10.35 | 7.00 |
| Sample | Yield % | Drum Strength % | Sintering Speed mm/min | Utility Factor t/m2·h | Finished Product Rate % | Return Rate % |
|---|---|---|---|---|---|---|
| 1 | 73.45 ± 0.22 | 48.77 ± 0.52 | 21.23 ± 0.48 | 1.48 ± 0.02 | 95.81 ± 0.12 | 26.55 ± 0.18 |
| 2 | 72.17 ± 0.18 | 48.67 ± 0.48 | 20.86 ± 0.41 | 1.45 ± 0.01 | 94.86 ± 0.14 | 27.83 ± 0.16 |
| 3 | 71.71 ± 0.24 | 46.60 ± 0.39 | 21.01 ± 0.45 | 1.41 ± 0.02 | 94.65 ± 0.11 | 28.29 ± 0.18 |
| 4 | 75.87 ± 0.25 | 52.65 ± 0.48 | 19.54 ± 0.38 | 1.43 ± 0.02 | 94.87 ± 0.13 | 24.13 ± 0.15 |
| 5 | 74.05 ± 0.32 | 50.02 ± 0.46 | 18.83 ± 0.36 | 1.40 ± 0.01 | 94.20 ± 0.11 | 25.95 ± 0.16 |
| 6 | 70.84 ± 0.24 | 48.36 ± 0.42 | 17.41 ± 0.31 | 1.38 ± 0.01 | 94.11 ± 0.12 | 29.16 ± 0.14 |
| Sample | TFe | SiO2 | CaO | Al2O3 | MgO | TiO2 | FeO | R2 (CaO/SiO2) |
|---|---|---|---|---|---|---|---|---|
| 1 | 50.44 | 5.37 | 11.31 | 2.62 | 2.94 | 5.09 | 8.20 | 1.94 |
| 2 | 50.50 | 5.38 | 11.28 | 2.64 | 2.92 | 5.04 | 8.51 | 1.91 |
| 3 | 51.11 | 5.17 | 10.89 | 2.66 | 2.86 | 5.27 | 7.97 | 2.00 |
| 4 | 50.90 | 5.29 | 11.14 | 2.68 | 2.81 | 5.00 | 8.69 | 2.00 |
| 5 | 50.72 | 5.41 | 11.35 | 2.70 | 2.75 | 4.73 | 7.20 | 2.11 |
| 6 | 50.27 | 5.46 | 11.49 | 2.85 | 2.90 | 5.31 | 7.20 | 2.21 |
| Sample | RDI+3.15/% | RI/% | Ta/°C | Ts/°C | ΔTsa/°C | Tm/°C |
|---|---|---|---|---|---|---|
| 1 | 55.05 ± 0.21 | 75.13 ± 0.26 | 1072 | 1223 | 151 | 1397 |
| 2 | 53.49 ± 0.34 | 75.46 ± 0.36 | 1077 | 1225 | 148 | 1398 |
| 3 | 51.44 ± 0.25 | 74.38 ± 0.19 | 1068 | 1230 | 162 | 1388 |
| 4 | 50.78 ± 0.32 | 75.90 ± 0.34 | 1069 | 1221 | 152 | 1405 |
| 5 | 49.98 ± 0.22 | 75.89 ± 0.28 | 1070 | 1235 | 165 | 1420 |
| 6 | 45.50 ± 0.18 | 75.45 ± 0.24 | 1063 | 1218 | 155 | 1443 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, Y.; Ling, Q.; Zhang, K.; Liu, H. Influence of Sea Sand on Sintering of V–Ti–Fe Concentrate—A Case Study from Indonesia. Minerals 2021, 11, 793. https://doi.org/10.3390/min11080793
Qin Y, Ling Q, Zhang K, Liu H. Influence of Sea Sand on Sintering of V–Ti–Fe Concentrate—A Case Study from Indonesia. Minerals. 2021; 11(8):793. https://doi.org/10.3390/min11080793
Chicago/Turabian StyleQin, Yuelin, Qingfeng Ling, Ke Zhang, and Hao Liu. 2021. "Influence of Sea Sand on Sintering of V–Ti–Fe Concentrate—A Case Study from Indonesia" Minerals 11, no. 8: 793. https://doi.org/10.3390/min11080793
APA StyleQin, Y., Ling, Q., Zhang, K., & Liu, H. (2021). Influence of Sea Sand on Sintering of V–Ti–Fe Concentrate—A Case Study from Indonesia. Minerals, 11(8), 793. https://doi.org/10.3390/min11080793