1. Introduction
Construction and demolition waste (CDW) is a mixture of different solids [
1,
2,
3]. Their use, without any treatment, is generally restricted to landfills, causing environmental problems [
4,
5]. However, part of the CDW consists of inert materials that can be reused in civil engineering as aggregates [
6]. For that purpose, their separation by species or group of materials with similar properties is required.
The CDW treatment plants in Europe and South America present comminution and size separation, after light materials (paper and wood) separation by air processes and metals separation (usually magnetic separation, and sometimes eddy current) [
7,
8,
9,
10,
11,
12,
13]. In this way, the entire CDW is classified into different size ranges, but the different constituents-concrete, brick (red ceramic), wall mortars, asphalt, natural stone, etc.—remain mixed. Most commonly, the aggregates are sorted into granular sand (particles with a size under 4 mm) and coarse aggregates (particles size between 20 mm and 4 or 2 mm). These granular mixtures, named recycled aggregates (RA), are commonly used in road sub-base layers with good results. New applications should be developed and tested to minimize the harmful effects of simple CDW storage. For instance, European legislation increasingly requires new destinations for CDW. The most promising issue seems to be the use of coarse recycled aggregate in a new concrete formulation [
14,
15,
16,
17], which can reduce generated waste and can respond to increasing demand for aggregates [
18].
Concretes produced with comminuted rocks present with higher strength when compared with concretes produced with RA. The difference of strength increases with less use of comminuted demolition concrete particles in the RA [
19,
20,
21]. To compensate partially, there is the addition of more cement, which increases economic and environmental costs.
An important restriction of CDW use is the fact that in both main applications, sub-base material and new concretes, the content of gypsum is highly restricted by standards, to a maximum of about 1%. This is explained by the expansion of sulfates during the material life that produces irreversible structural damages. Preparation plants of CDW do not accept gypsum debris, but the control is only visual and not always effective. In this way, the risk associated with the use of RA in new concretes is high, due to a possible presence of gypsum particles. It is the major limitation of recycled aggregate application in new concretes.
A reasonable way to improve the quality of RA is sorting on-site [
22,
23,
24]. This implies that part of the material during the demolition is separated before recycling. This procedure may cause additional costs and logistic difficulties. In practice, few demolition companies implement selective demolition and disassembly [
25], which is considered to demand much more time and work [
26]. Consequently, sorting techniques could be used to limit the gypsum content and to concentrate concrete particles from CDW.
Some proposals for the use of separation and concentration plants based on ore treatment equipment are available in the literature. Coelho and Brito [
5,
27,
28] have proposed a CDW recycling plant facility in Portugal, with the use of various gravity concentrators (air jigs, spirals, etc.), to be installed in the Lisbon region. Weimann [
29] tested conventional jigging to separate high dense particles from recycled sand. Ulsen [
30] used heavy media and magnetic separation to sort dense particles from recycled sand originated by CDW comminution. Müller [
31] tested a conventional jig in a pilot plant to concentrate mixtures of brick and concrete particles, as well as gypsum and concrete sands. Angulo [
32] proposed the use of optical sorting to remove the red ceramic from CDW. Schnellert [
33] used an industrial conventional jig to reduce the gypsum content in a mixture of coarse gypsum and concrete particles. Hendriks [
34] presents some preliminary results of conventional jigging and magnetic separation of concrete and brick coarse particles. Cazacliu [
35] described preliminary results of separation in an air jig of mixtures of concrete, brick, and gypsum coarse particles. Müller [
36,
37,
38] published several works of gypsum concentration with the use of conventional jigs for recycling or simply for the removal of the final concentrate. Several authors studied the jigging parameters used to concentrate CDW [
39,
40,
41,
42,
43]. Tabelin et al. [
44,
45,
46,
47] used conventional jigs to concentrate electronic wastes with very good results. The researchers also had good results concentrating mixed plastics [
48,
49].
The sensor-based sorting technique is widely used in the mining industry [
50,
51,
52,
53]. Different types of sensors are used to concentrate and separate minerals. Its use in CDW recycling is currently quite restricted in laboratory tests, but with promising results.
Vegas et al. [
54] investigated the use of sensor-based sorting to separate and concentrate the materials from CDW. The results showed promising results regarding the concentration of gypsum and light materials. Many authors have studied the impact of sensor-based sorting in concentrating circuits [
55,
56,
57], but the studies were not carried out for CDW.
The most used equipment to concentrate CDW particles is a conventional jig. With the ever-increasing price of the water (water treatment and recycling, water usage, etc.), two methods that do not use water were tested to separate and concentrate the different particles of the CDW: air jig and sensor-based sorting. Additionally, due to the different CDW origins and compositions, the behavior of the jigging process to concentrate CDW with different shapes, sizes, and contents, and because of the wide types of jigs models on the market, further studies are imperative to better understand jigging techniques to treat CDW, as well as their limitations and performance. The advent of new sensor-based sorting technologies has brought new possibilities for processing CDW to produce recycled aggregates. In this context, the present paper provides a technical comparison among the three most promising methods of upgrading coarse CDW recycling: conventional jigging, dry jigging, and sensor-based sorting.
4. Results and Discussion
In all tests, the presentation of the results was in (i) particle concentration that is the percentage of one kind of particle (concrete, brick, or gypsum) in a product, (ii) mass recovery that is the mass of a particle in a product in relation to the equipment feed.
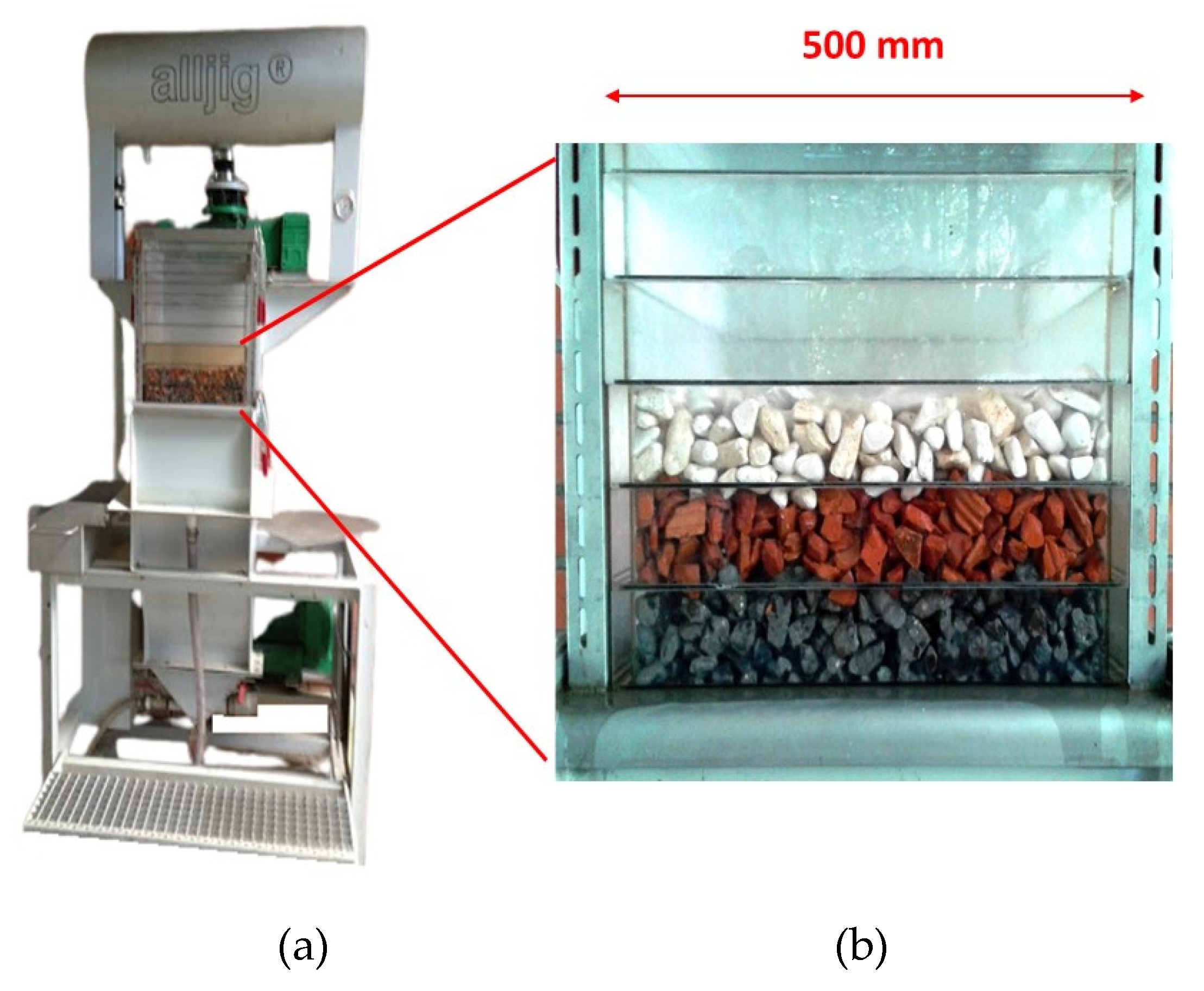
4.1. Conventional Jig
Figure 6 presents the chamber position in conventional jig.
Table 1 presents the particle concentration of the jigging product.
Table 2 presents the mass recovery of the particles in relation to the conventional jig feed. It means the percentage of each particle in the chambers.
The jig in chamber 1 presents a concrete concentration of 91.9% (
Table 1). It means that 91.9% of the particles in chamber 1 are concrete particles and represent 90.1% in the mass recovery of the concrete particles from the jig feed (
Table 2). The jig in chamber 2, the chamber in the middle, presents a brick concentration of 82.1% (
Table 1), which represents 82.3% of the jigging feed (
Table 2). Jig chamber 3, the chamber on the top, presents a gypsum concentration of 89.6% (
Table 1), which represents 92.7% of the jigging feed (
Table 2).
It can be seen in the tables that concrete, brick, and gypsum particles can be easily separated and concentrated and may present concentrates with high contents. The results presented in the jigging tests are very promising for the use of conventional jigs in the treatment of CDW. With two density cuts in a single jig (generation of three products), it is possible to recover considerable masses with a good concentration of concrete, bricks, and gypsum particles. With the use of more than one jig, with for instance a cleaner and scavenger stage, larger mass recoveries and better concentrations in the different products are expected to be reached.
Even with only two density cuts, mass recoveries were bigger than 80% for the three products, reaching almost 93% of the mass recovery in relation to the feed (gypsum, 92.7%). Concerning particle concentration, the values were also around 80%–90%.
It is interesting to observe that the concentrations of concrete and gypsum particles are around 90% (
Table 1) in their respective chambers, while for bricks particles, around 80%. This can be explained by the interfaces between the different products. The greatest amount of material displaced (material present in a wrong chamber) occurs at the interfaces, due to separation cut errors. The brick particle bed (chamber 2) has two interfaces, one with the gypsum chamber and the other with the concrete chamber, while the gypsum and concrete chamber present only one interface. In jigging processes, imperfections in density cuts occur basically due to two operational factors: (i). During stratification (expansion and contraction of the particle bed) and; (ii). During the physical separation in the interface of the particle layers to generate the products. It is worth emphasizing that the error associated with the bed cut (during the discharge of the product) is presumably lower for industrial jigs, as the bed separation and the vertical motion (pulse) occur simultaneously [
69], which is not the case for batch jigs.
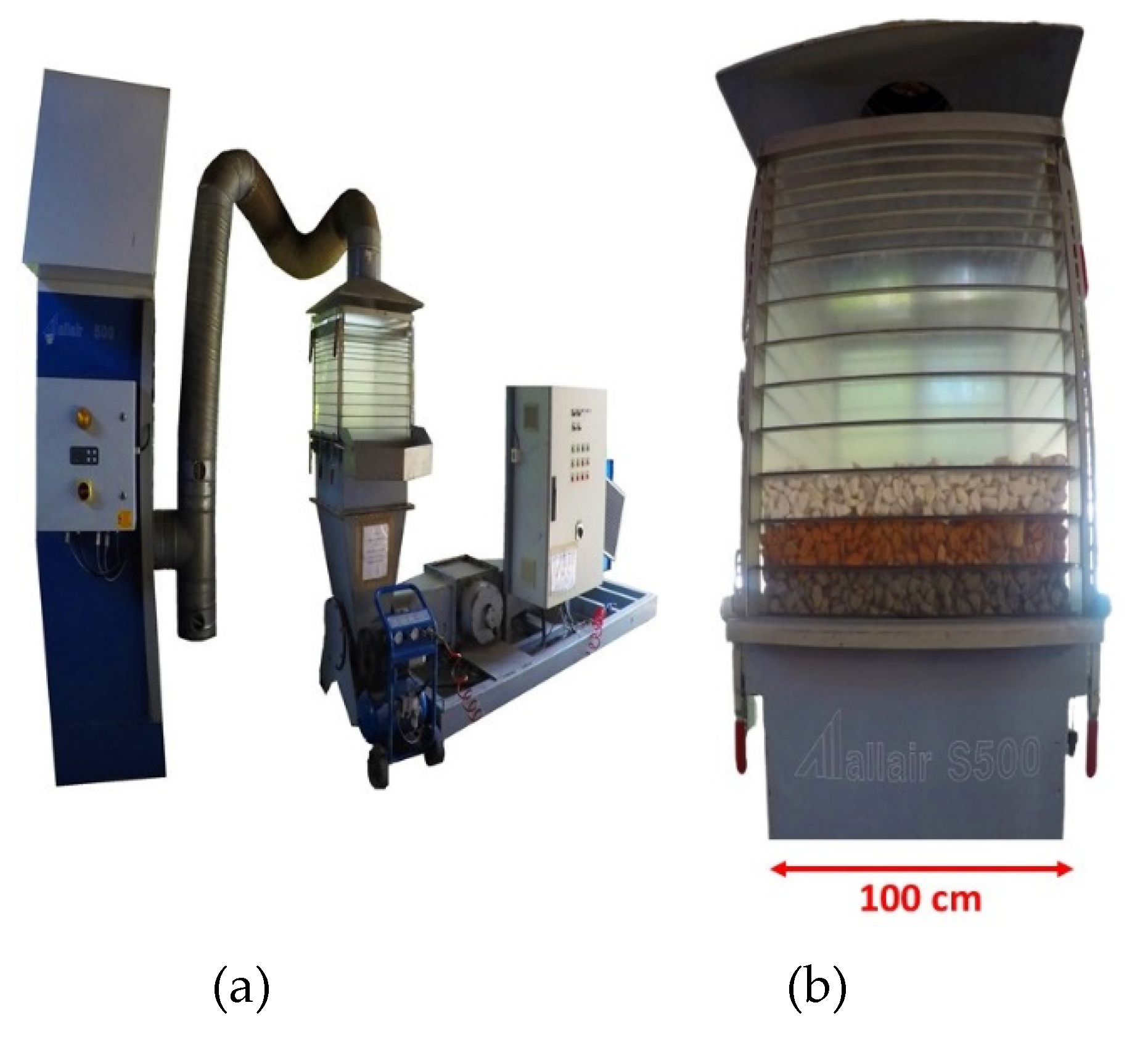
4.2. Air Jig
The air jigging concentration procedures followed the same methodology as the conventional jig tests. After stratification, the product chambers were separated. In chamber 1 (closest to the jig bottom), concrete particles; chamber 2 (in the middle), brick particles; and in chamber 3 (on the top), gypsum particles.
To increase the efficiency of the air jigging tests in relation to the conventional jig, a size range of 20 mm × 12 mm was used. This size range is narrower, and the particles are coarser than in the conventional jig (20 mm × 2 mm). Whenever you have a narrower size distribution and coarser particles, the separation efficiency increases. Even so, the results presented by the conventional jig were better than the air jig.
The jigging products concentration in chambers can be observed in
Table 3, and
Table 4 the mass recovery of the jigging in relation to the feed.
Due to the lower separation efficiency of the air jig concerning the conventional jig, the mass recoveries, as well as the concentrations of particles in the products, show better results in the conventional jig. Whenever there is the use of a separation medium in a jig with a lower density (water density and air density), the efficiency will be lower for the lower density, in the case of the air medium. This is due to the concentration criterion, which is the ratio of the denser particle minus the density of the separation medium to the less dense particle minus the density of the medium. In fact, this is a relationship between the apparent densities of the particles.
Even though, it was possible to reach mass recoveries between 70% and 80% for the different particles (
Table 4): concrete particles 79.7%, bricks 67.9%, and gypsum 82%. The particle concentration in the products also reached high values (
Table 3): concrete particles 80.2%, bricks 63.8%, and gypsum 90.2%.
The same phenomenon presented in the conventional jig separation can be observed in the air jig. The concentrations of concrete and gypsum particles are better than brick particles. The phenomenon is explained in the previous section.
The same as commented for the conventional jig, it is possible to use a concentration circuit with rougher, scavenger, and cleaner steps, increasing the mass recovery and particle concentration.
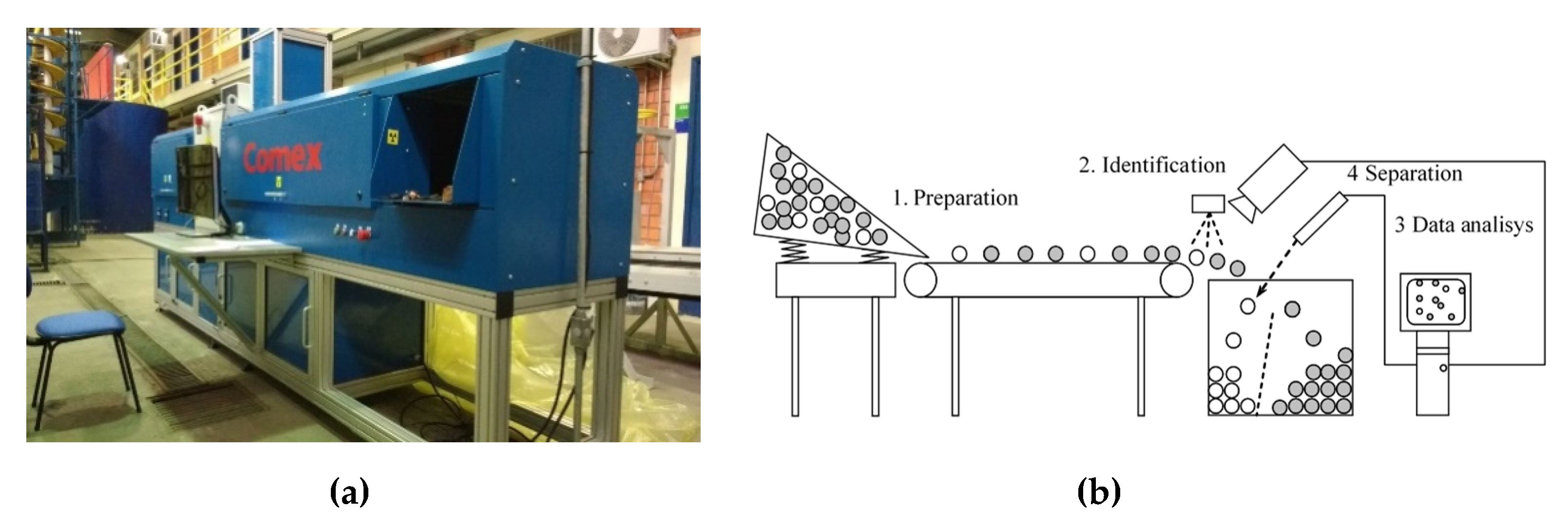
4.3. Sensor-Based Sorting
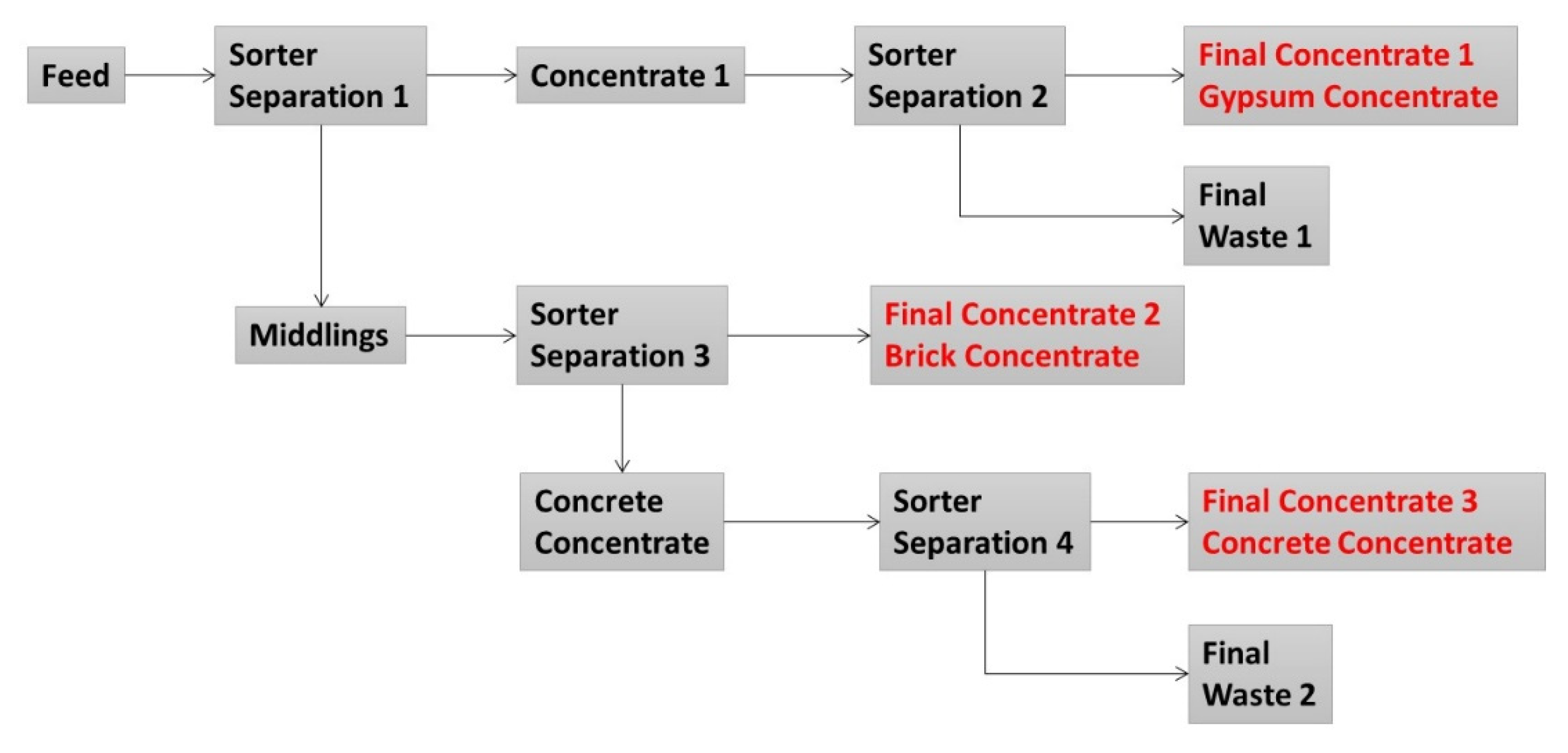
All SBS tests were carried out separately in the following size ranges: 19.1–12.5 mm, 12.5–9.1 mm, and 9.1–4.76 mm. The tests were developed according to the flowsheet presented in
Figure 5. The concentrate products (gypsum, brick, and concrete concentrate), in RED in
Figure 5, are presented in
Table 5. The mass recoveries concerning the feed of each particle are presented in
Table 6.
It is possible to see that all final products present in total, high particles concentration. The gypsum concentrate product presents 93.3% of gypsum particles (
Table 5), with mass recovery in relation to the feed of 92.8% (
Table 6).
The tests were carried out with a high-resolution CCD camera, where the separation is based on the reflectance spectrum (basically particle color). It can be observed in
Table 5 that it is possible to reach high particle concentration for the coarser size ranges (19.1–12.5 mm). As expected, the smaller the particle size, the worse the separation. With decreasing particle size, there is a tendency for measurements to be less efficient. An exception can be seen in bricks, which present very characteristic colors. Even so, the mass recoveries for the finest particle ranges (9.1–4.76 mm) were low, 47%.
Even with good results in the final products, it must be said that a concentration circuit with two or three cuts was used for each concentrated product (
Figure 5). Therefore, the operating and investment costs would be quite large. With just one cut, no reasonable particle concentration values were obtained.
In general, considering the concentration over the entire particle size range (19.1–4.76), the results obtained in the concentration circuit (
Figure 5) were quite good. The particle concentration of the products reached 95.5%, for brick 99.4%, and for gypsum 93.3%, which represents mass recovery concerning the circuit feed of 85.0% for concrete, 78.4% for brick and 92.8% for gypsum.
4.4. Results Comparison
The comparative results among conventional jig, air jig, and sensor-based sorting, in terms of particle concentration and mass recovery, can be seen in
Table 7. All results present reasonable values and in a general manner, it is possible to say that the three pieces of equipment can be used to separate and concentrate CDW.
Comparing a conventional jig and air jig, the particle concentration results were not quite different, but the mass recoveries of the conventional jig were higher due to the cutting efficiency. The cutting efficiency of the conventional jig in comparison with the air jig is higher due to the separation mean used, the water, providing a higher concentration criterion. However, the use of air jigs can be viable, taking into account the water use associated with the environmental cost. This method should not be neglected. Its operation is simple and uses only air in the separation, water recovery and treatment circuit not being necessary for its recirculation.
In terms of particle concentration, the sensor-based sorting results were quite good, with product concentrations above 93%, reaching up to 99.4% in bricks, but their mass recoveries have only reasonable values. It cannot be forgotten that the sensor-based sorting used a separation circuit with several concentration steps. This means that operational and investment costs would be considerably higher with the use of a concentration circuit. The values obtained in only one cut showed very poor results.
Sometimes, it is necessary for the production of a high concentrate product for industrial use. For example, when recycled concrete particles are used in new structural concretes, it is necessary to use very pure particle concentrates. In this case, the use of a concentration circuit would be viable with the generation of a recyclable product. Some legislation may require product recirculation, providing technical and economic feasibility of sensor-based sorting.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}