
Recovery of Platinum and Palladium from Spent Automotive Catalysts: Study of a New Leaching System Using a Complete Factorial Design



Abstract
:1. Introduction
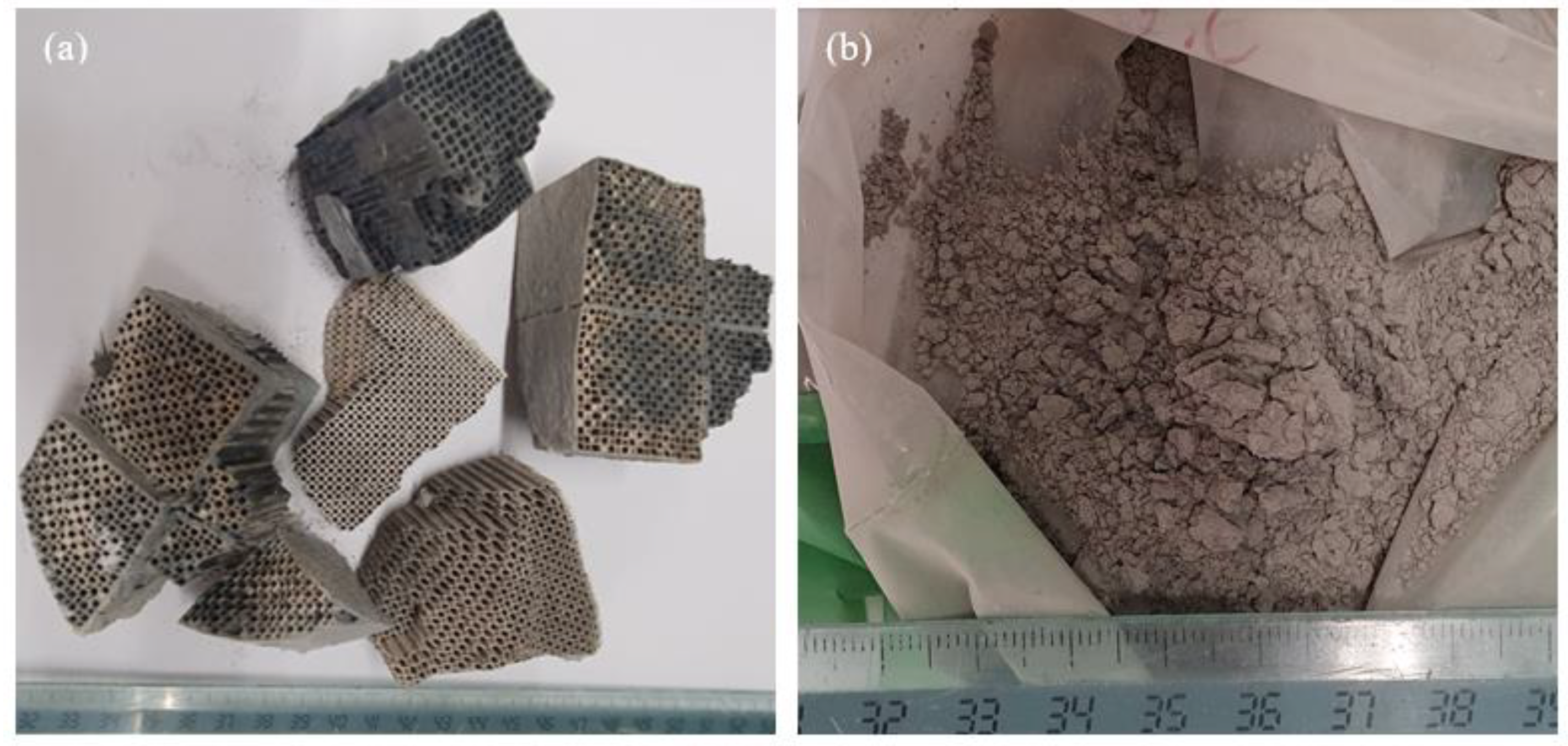
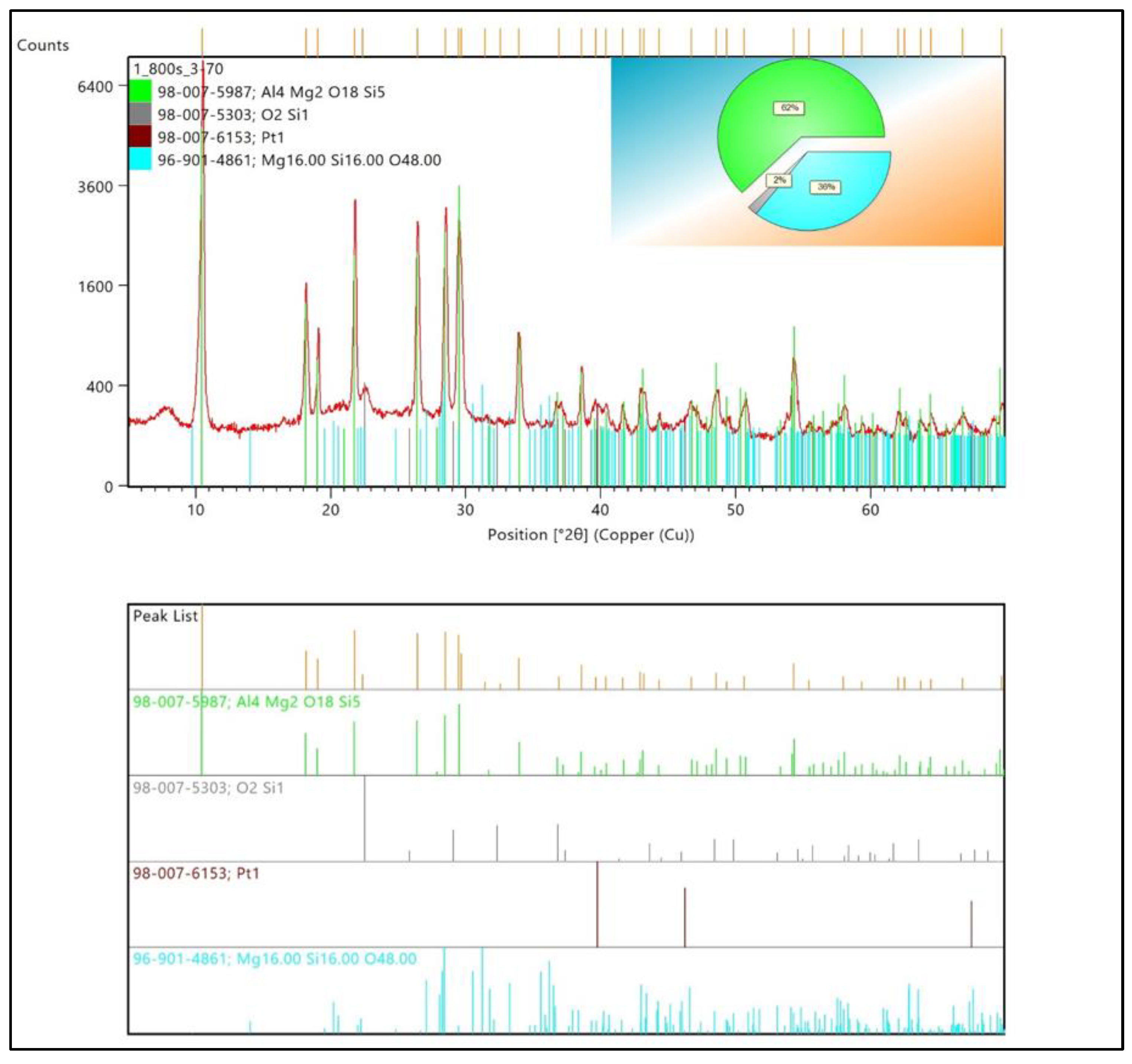
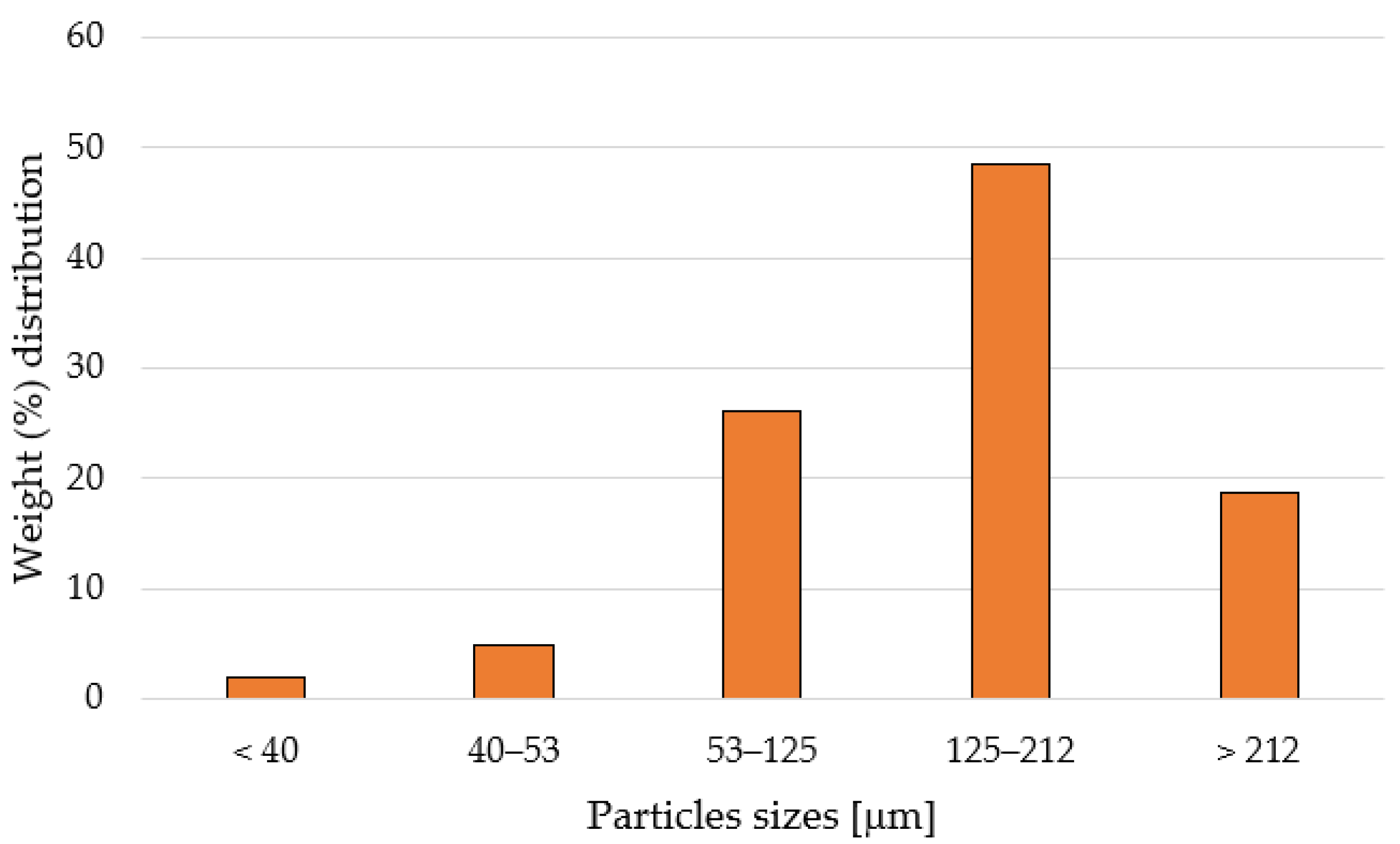
2. Materials and Methods
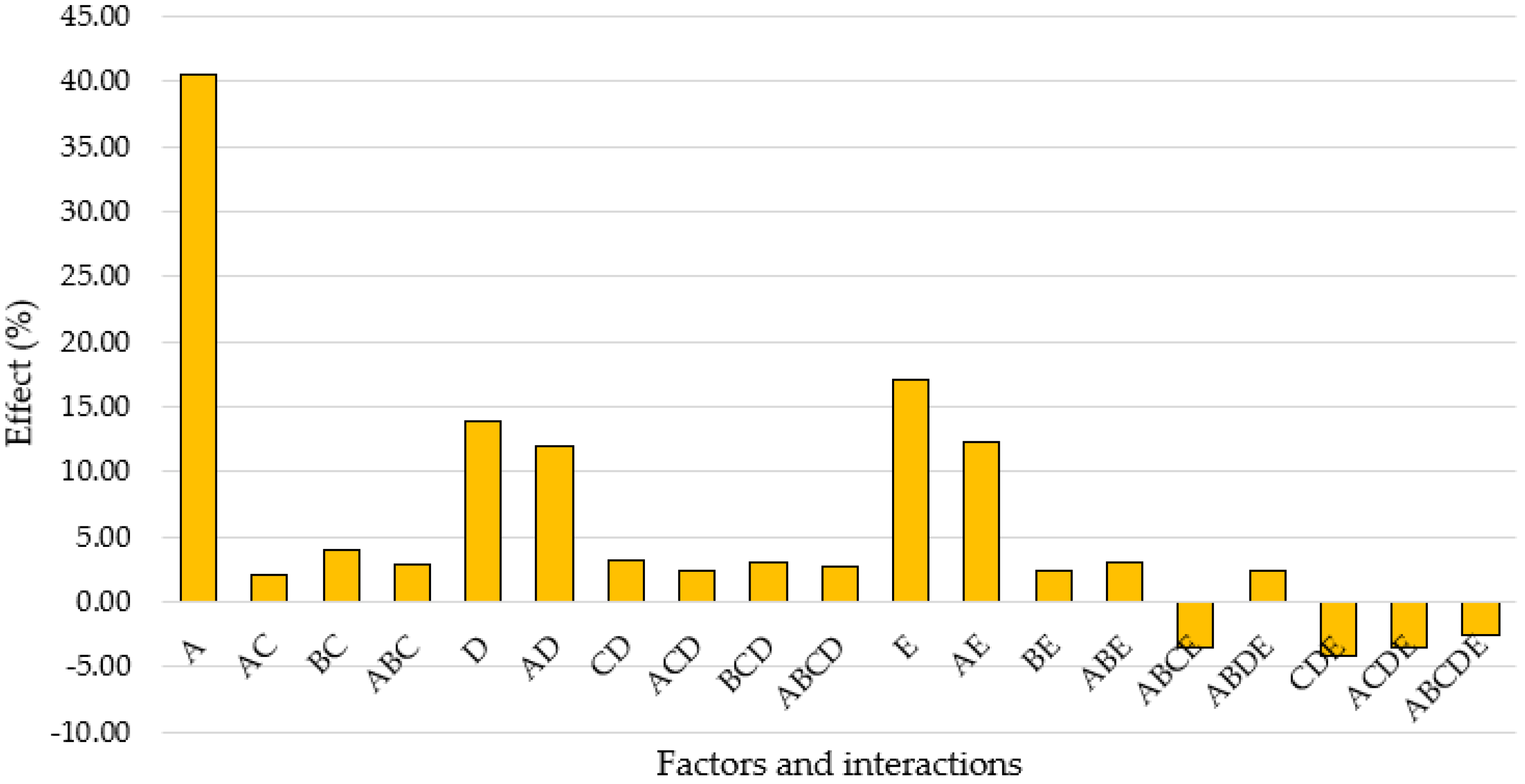
3. Results and Discussions
| H2O2 + 2HCl = Cl2 + 2H2O | ΔG(21 °C) = −23.550 kcal/mol | (6) |
| Cl2 + C2H4O2 = C2H3ClO2 + HCl | ΔG(21 °C) = −23.760 kcal/mol | (7) |
| C2H4O2 + H2O2 = C2H4O3 + H2O | ΔG(21 °C) = −23.760 kcal/mol | (8) |
| 2HCl + 2H2O2 + C2H4O2 = C2H4O3 + 3H2O + Cl2 | ΔG(21 °C) = −83.862 kcal/mol | (9) |
| 2C2H4O3+ 4HCl + Pt = PtCl4 + 2H2O + 2C2H4O2 | ΔG(21 °C) = −95.136 kcal/mol | (10) |
| 2H2O2 + 4HCl + Pt = PtCl4 + 4H2O | ΔG(21 °C) = −86.441 kcal/mol | (11) |
| 2C2H3ClO2 + 2HCl + Pt = PtCl4 + 2C2H4O2 | ΔG(21 °C) = −36.943 kcal/mol | (12) |
| C2H4O3 + 2HCl + Pd = PdCl2 + H2O + C2H4O2 | ΔG(21 °C) = −64.370 kcal/mol | (13) |
| H2O2 + 2HCl + Pd = PdCl2 + 2H2O | ΔG(21 °C) = −60.023 kcal/mol | (14) |
| C2H3ClO2 +HCl + Pd = PdCl2 + C2H4O2 | ΔG(21 °C) = −12.712 kcal/mol | (15) |
3.1. Influence of Hydrochloric Acid
3.2. Influence of Hydrogen Peroxide
3.3. Influence of Organic Acids
3.4. Influence of Time
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dong, H.; Zhao, J.; Chen, J.; Wu, Y.; Li, B. Recovery of platinum group metals from spent catalysts: A review. Int. J. Miner. Process. 2015, 145, 108–113. [Google Scholar] [CrossRef]
- IPA. PGMs in Use. Available online: https://ipa-news.de/index/pgm-applications/ (accessed on 10 January 2023).
- CRM. Alliance PGMs. Available online: https://www.crmalliance.eu/ (accessed on 1 December 2022).
- TradingEconomics. Available online: https://tradingeconomics.com/ (accessed on 20 March 2023).
- Rzelewska-Piekut, M.; Paukszta, D.; Regel-Rosocka, M. Hydrometallurgical recovery of platinum group metals from spent automotive converters. Physicochem. Probl. Miner. Process. 2021, 57, 83–94. [Google Scholar] [CrossRef]
- IPA the Primary Production of Platinum Group Metals (PGMs). Available online: https://ipa-news.de/assets/sustainability/PrimaryProductionFactSheet_LR.pdf (accessed on 11 December 2022).
- Karim, S.; Ting, Y.P. Recycling pathways for platinum group metals from spent automotive catalyst: A review on conventional approaches and bio-processes. Resour. Conserv. Recycl. 2021, 170, 105588. [Google Scholar] [CrossRef]
- Fornalczyk, A.; Saternus, M. Catalytic converters as a source of platinum. Metalurgija 2011, 50, 261–264. [Google Scholar]
- Birloaga, I.; Vegliò, F. An innovative hybrid hydrometallurgical approach for precious metals recovery from secondary resources. J. Environ. Manag. 2022, 307, 114567. [Google Scholar] [CrossRef] [PubMed]
- Bourgeois, D.; Lacanau, V.; Mastretta, R.; Contino-Pépin, C.; Meyer, D. A simple process for the recovery of palladium from wastes of printed circuit boards. Hydrometallurgy 2020, 191, 105241. [Google Scholar] [CrossRef]
- Ding, Y.; Zheng, H.; Li, J.; Zhang, S.; Liu, B.; Ekberg, C. An efficient leaching of palladium from spent catalysts through oxidation with Fe(III). Materials 2019, 12, 1205. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ding, Y.; Zheng, H.; Li, J.; Zhang, S.; Liu, B.; Ekberg, C.; Jian, Z. Recovery of platinum from spent petroleum catalysts: Optimization using response surface methodology. Metals 2019, 9, 354. [Google Scholar] [CrossRef] [Green Version]
- Duclos, L.; Svecova, L.; Laforest, V.; Mandil, G.; Thivel, P.X. Process development and optimization for platinum recovery from PEM fuel cell catalyst. Hydrometallurgy 2016, 160, 79–89. [Google Scholar] [CrossRef]
- Hammadi, M.Q.; Yassen, R.S.; Abid, K.N. Recovery of Platinum and Palladium from Scrap Automotive Catalytic Converters. Al-Khwarizmi Eng. J. 2017, 13, 131–141. [Google Scholar] [CrossRef] [Green Version]
- Aaltonen, M.; Peng, C.; Wilson, B.P.; Lundström, M. Leaching of metals from spent lithium-ion batteries. Recycling 2017, 2, 20. [Google Scholar] [CrossRef] [Green Version]
- Abo Atia, T.; Wouters, W.; Monforte, G.; Spooren, J. Microwave chloride leaching of valuable elements from spent automotive catalysts: Understanding the role of hydrogen peroxide. Resour. Conserv. Recycl. 2021, 166, 105349. [Google Scholar] [CrossRef]
- Karim, S.; Ting, Y.P. Ultrasound-assisted nitric acid pretreatment for enhanced biorecovery of platinum group metals from spent automotive catalyst. J. Clean. Prod. 2020, 255, 120199. [Google Scholar] [CrossRef]
- Wiecka, Z.; Rzelewska-Piekut, M.; Regel-Rosocka, M. Recovery of platinum group metals from spent automotive converters by leaching with organic and inorganic acids and extraction with quaternary phosphonium salts. Sep. Purif. Technol. 2022, 280, 119933. [Google Scholar] [CrossRef]
- UMICORE. Precious Metals Refining Catalytic Converter. Available online: https://pmr.umicore.com/en/ (accessed on 5 November 2022).
- Montgomery, D.C. Design And Analysis of Experiment, 5th ed.; John Wiley & Son, Inc.: Hoboken, NJ, USA, 2001; ISBN 978-1118-14692-7. [Google Scholar]
- Cox, M. Solvent Extraction in Hydrometallurgy. In Solvent Extraction Principles and Practice, Revised and Expanded; CRC Press: New York, NY, USA, 2004; pp. 455–505. [Google Scholar]
- Upadhyay, A.K.; Lee, J.-c.; Kim, E.-y.; Kim, M.-s.; Kim, B.-S.; Kumar, V. Leaching of platinum group metals (PGMs) from spent automotive catalyst using electro-generated chlorine in HCl solution. J. Chem. Technol. Biotechnol. 2013, 88, 1991–1999. [Google Scholar] [CrossRef]
- Prasetyo, E.; Anderson, C. Platinum group elements recovery from used catalytic converters by acidic fusion and leaching. Metals 2020, 10, 485. [Google Scholar] [CrossRef] [Green Version]
- de Oliveira Demarco, J.; Stefanello Cadore, J.; Veit, H.M.; Bremm Madalosso, H.; Hiromitsu Tanabe, E.; Assumpção Bertuol, D. Leaching of platinum group metals from spent automotive catalysts using organic acids. Miner. Eng. 2020, 159, 106634. [Google Scholar] [CrossRef]
- Jha, M.K.; Lee, J.C.; Kim, M.S.; Jeong, J.; Kim, B.S.; Kumar, V. Hydrometallurgical recovery/recycling of platinum by the leaching of spent catalysts: A review. Hydrometallurgy 2013, 133, 23–32. [Google Scholar] [CrossRef]
- Barakat, M.A.; Mahmoud, M.H.H.; Mahrous, Y.S. Recovery and separation of palladium from spent catalyst. Appl. Catal. A Gen. 2006, 301, 182–186. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Replications Number | Pt [g/kg] | Pd [mg/kg] |
|---|---|---|
| I | 3.67 | 5.74 |
| II | 3.65 | 5.68 |
| III | 3.54 | 5.78 |
| Average | 3.62 | 5.73 |
| St. Dev. | 0.07 | 0.05 |
| Factors | Levels | ||||
|---|---|---|---|---|---|
| − | 0 | + | |||
| A | HCl concentration | [mol/L] | 3 | 4 | 5 |
| B | H2O2 concentration | [% wt./vol.] | 1 | 5.5 | 10 |
| C | C6H8O7 concentration | [% wt./vol.] | 0 | 5 | 10 |
| D | C2H4O2 concentration | [% vol./vol.] | 0 | 5 | 10 |
| E | Time | [h] | 1 | 2 | 3 |
| - | - | Pt | Pd |
|---|---|---|---|
| Factors | k | 5 | 5 |
| Levels | n | 2 | 2 |
| Variance error | MSe | 1.85 | 1.18 |
| Degree of freedom error | ve | 2 | 2 |
| Run | Run Code | HCl [mol/L] | H2O2 [%wt./vol.] | C6H8O7 [%wt./vol.] | C2H4O2 [%vol./vol.] | Time [h] | LL Concentration [mg/L] | WW Concentration [mg/L] | Recovery (%) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pt | Pd | Pt | Pd | Pt | Pd | |||||||
| 1 | 1 | 3 | 1 | 0 | 0 | 1 | 17.41 | 0.21 | 8.18 | 0.10 | 5.71 | 43.59 |
| 2 | a | 5 | 1 | 0 | 0 | 1 | 85.71 | 0.33 | 44.11 | 0.16 | 30.45 | 73.31 |
| 3 | b | 3 | 10 | 0 | 0 | 1 | 21.37 | 0.23 | 11.19 | 0.04 | 7.14 | 42.90 |
| 4 | ab | 5 | 10 | 0 | 0 | 1 | 85.32 | 0.33 | 40.81 | 0.15 | 28.08 | 68.01 |
| 5 | c | 3 | 1 | 10 | 0 | 1 | 13.58 | 0.22 | 6.87 | 0.11 | 3.98 | 38.36 |
| 6 | ac | 5 | 1 | 10 | 0 | 1 | 56.42 | 0.29 | 30.88 | 0.15 | 17.01 | 51.79 |
| 7 | bc | 3 | 10 | 10 | 0 | 1 | 16.36 | 0.23 | 8.83 | 0.12 | 4.92 | 41.12 |
| 8 | abc | 5 | 10 | 10 | 0 | 1 | 64.44 | 0.30 | 32.57 | 0.14 | 19.25 | 52.94 |
| 9 | d | 3 | 1 | 0 | 10 | 1 | 18.04 | 0.25 | 9.78 | 0.12 | 5.43 | 44.26 |
| 10 | ad | 5 | 1 | 0 | 10 | 1 | 180.03 | 0.43 | 82.56 | 0.21 | 53.22 | 76.27 |
| 11 | bd | 3 | 10 | 0 | 10 | 1 | 30.09 | 0.31 | 14.50 | 0.13 | 9.91 | 63.12 |
| 12 | abd | 5 | 10 | 0 | 10 | 1 | 63.12 | 0.30 | 32.55 | 0.11 | 24.52 | 70.45 |
| 13 | cd | 3 | 1 | 10 | 10 | 1 | 21.78 | 0.26 | 10.66 | 0.17 | 7.19 | 57.19 |
| 14 | acd | 5 | 1 | 10 | 10 | 1 | 138.92 | 0.35 | 72.83 | 0.11 | 46.43 | 68.70 |
| 15 | bcd | 3 | 10 | 10 | 10 | 1 | 28.56 | 0.28 | 14.02 | 0.14 | 9.44 | 58.59 |
| 16 | abcd | 5 | 10 | 10 | 10 | 1 | 174.76 | 0.39 | 88.24 | 0.18 | 61.89 | 86.00 |
| 17 | e | 3 | 1 | 0 | 0 | 3 | 33.73 | 0.28 | 14.94 | 0.12 | 10.97 | 57.19 |
| 18 | ae | 5 | 1 | 0 | 0 | 3 | 135.89 | 0.35 | 61.36 | 0.16 | 44.32 | 72.19 |
| 19 | be | 3 | 10 | 0 | 0 | 3 | 34.18 | 0.29 | 14.63 | 0.12 | 11.06 | 58.94 |
| 20 | abe | 5 | 10 | 0 | 0 | 3 | 145.12 | 0.41 | 67.12 | 0.18 | 47.51 | 84.05 |
| 21 | ce | 3 | 1 | 10 | 0 | 3 | 23.71 | 0.22 | 9.97 | 0.10 | 8.96 | 53.01 |
| 22 | ace | 5 | 1 | 10 | 0 | 3 | 135.78 | 0.32 | 62.30 | 0.16 | 51.90 | 78.12 |
| 23 | bce | 3 | 10 | 10 | 0 | 3 | 34.34 | 0.27 | 12.83 | 0.09 | 12.42 | 60.89 |
| 24 | abce | 5 | 10 | 10 | 0 | 3 | 149.06 | 0.34 | 86.21 | 0.19 | 55.65 | 79.65 |
| 25 | de | 3 | 1 | 0 | 10 | 3 | 39.00 | 0.32 | 16.70 | 0.11 | 13.91 | 70.17 |
| 26 | ade | 5 | 1 | 0 | 10 | 3 | 200.55 | 0.44 | 95.71 | 0.21 | 72.63 | 100.58 * |
| 27 | bde | 3 | 10 | 0 | 10 | 3 | 32.96 | 0.28 | 0.28 | 0.28 | 10.23 | 74.21 |
| 28 | abde | 5 | 10 | 0 | 10 | 3 | 221.62 | 0.48 | 115.49 | 0.23 | 81.33 | 109.79 * |
| 29 | cde | 3 | 1 | 10 | 10 | 3 | 28.00 | 0.26 | 14.59 | 0.12 | 10.28 | 59.15 |
| 30 | acde | 5 | 1 | 10 | 10 | 3 | 201.50 | 0.40 | 99.22 | 0.20 | 73.31 | 92.07 |
| 31 | bcde | 3 | 10 | 10 | 10 | 3 | 41.54 | 0.28 | 18.15 | 0.12 | 14.40 | 61.10 |
| 32 | abcde | 5 | 10 | 10 | 10 | 3 | 284.78 | 0.44 | 113.03 | 0.23 | 88.01 | 89.70 |
| 33 | I | 4 | 5.5 | 5 | 5 | 2 | 64.93 | 0.32 | 29.10 | 0.13 | 22.59 | 69.33 |
| 34 | II | 4 | 5.5 | 5 | 5 | 2 | 57.61 | 0.32 | 25.48 | 0.13 | 20.00 | 69.33 |
| 35 | III | 4 | 5.5 | 5 | 5 | 2 | 59.10 | 0.31 | 26.54 | 0.13 | 20.57 | 67.45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Romano, P.; Birloaga, I.; Vegliò, F. Recovery of Platinum and Palladium from Spent Automotive Catalysts: Study of a New Leaching System Using a Complete Factorial Design. Minerals 2023, 13, 479. https://doi.org/10.3390/min13040479
Romano P, Birloaga I, Vegliò F. Recovery of Platinum and Palladium from Spent Automotive Catalysts: Study of a New Leaching System Using a Complete Factorial Design. Minerals. 2023; 13(4):479. https://doi.org/10.3390/min13040479
Chicago/Turabian StyleRomano, Pietro, Ionela Birloaga, and Francesco Vegliò. 2023. "Recovery of Platinum and Palladium from Spent Automotive Catalysts: Study of a New Leaching System Using a Complete Factorial Design" Minerals 13, no. 4: 479. https://doi.org/10.3390/min13040479
APA StyleRomano, P., Birloaga, I., & Vegliò, F. (2023). Recovery of Platinum and Palladium from Spent Automotive Catalysts: Study of a New Leaching System Using a Complete Factorial Design. Minerals, 13(4), 479. https://doi.org/10.3390/min13040479