
A Digital Twin Model of Three-Dimensional Shading for Simulation of the Ironmaking Process



Abstract
:1. Introduction
- A digital twin model is proposed for observing the whole production process. The presented method implemented the virtual reality and shading rending of the whole ironmaking furnace process. The computation performance is further analyzed with high accuracy and excellent computation cost. All the implementation is based on the real-time data collected from the industry.
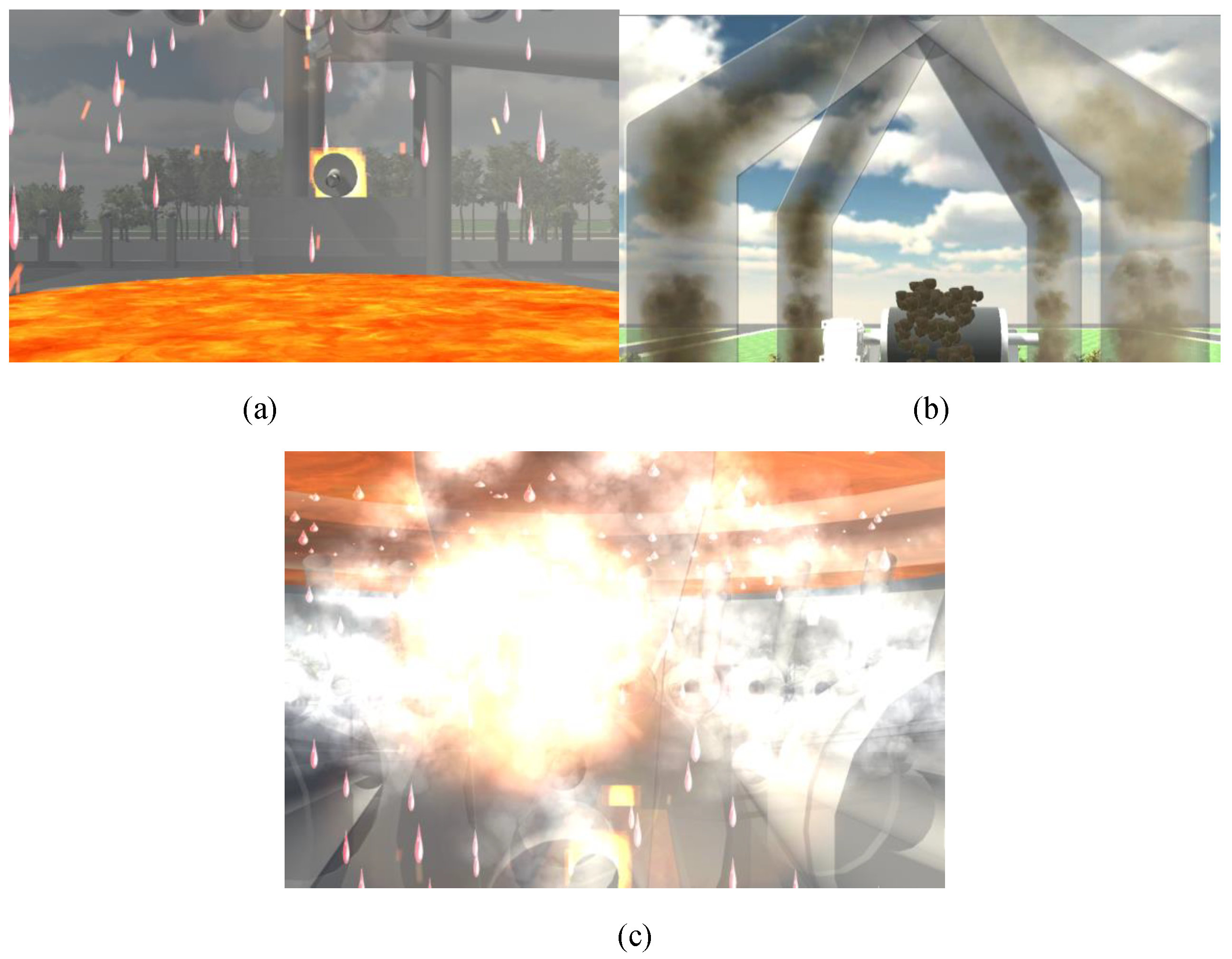
- A novel script animation and call particle system according to the motion mode of different geometric objects to give the dynamic effect of geometric objects. The proposed animation models the different motions and particle flow in the reaction of the ironmaking process. It has the great advantage of simulating the practical ironmaking process with the support of a high-resolution interface. The experiments show that the average animation frame rate with high stability and robustness, and has up to 75 FPS.
- All the vertex shaders are considered to use all kinds of coordinate space transformation and vertex output variables to improve the 3D shading performance. The industrial blast ironmaking system modeling and application verifies the presented method’s high performance.
- The presented digital twin model for the ironmaking furnace process provides a novel real-time modeling and fault diagnosis method. It monitors dynamically the production process and constructs an advanced 3D virtual reality model. The validation and verification experiments prove that the presented framework has state-of-the-art performance on our benchmark cases and other comparatives.
2. Related Works
2.1. Lava Rendering
2.2. Blinn–Phong Illumination Model
2.3. Noise Generation Method
3. System Description
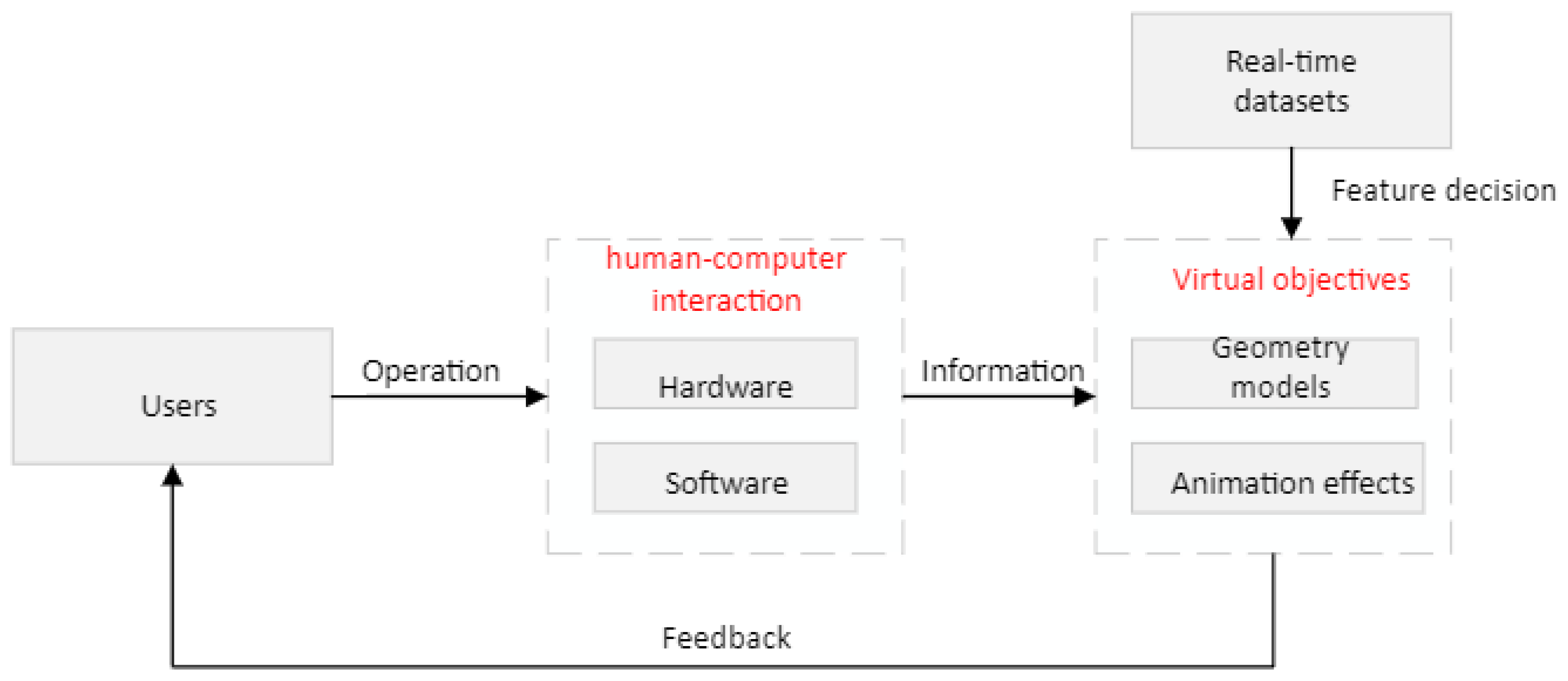
3.1. The Overall System Framework
3.2. The Shader Framework
4. The System Design
4.1. Iron Pool Special Effect Implementation Method
Special Effect Realization Method of Material Layer
- 1.
- The presented method builds the 3D ironmaking model with a high degree of freedom. In the local space, the normal map records absolute normal information, which means that the normal information obtained in the local space can only be used for a single model, and if this information is applied to other models, it may obtain the wrong bump effect. Normal texture in tangent space preserves relative normal data, which implies that even if the normal texture information is applied to a completely different model grid, a good result is then produced.
- 2.
- The presented digital twin framework achieves a superior UV animation effect. When we obtain the normal texture information in tangent space, we can move the UV coordinates of a texture to achieve a bump shift effect; however, if the normal texture information is obtained from the local space, it will obtain the completely wrong effect of movement. The reason for this difference is the same as above.
- 3.
- The proposed method can be reused for normal textures. For a hexahedron or more polyhedral, the presented digital system only needs one normal texture instead of six to obtain the desired bump effect. The principle of reuse is the same as above.
- 4.
- The complexity can be compressed. In local space, it is possible for a normal texture to store normal information in every direction, so a normal texture in local space must store normal component values in three directions and be in-compressible. In tangent space, the normal z component of a normal texture is always greater than 0 (positive direction), so when using a normal texture in tangent space, only the direction can be stored, and the Z direction can be derived from the direction.
5. Specification of Implementation
5.1. Particle System Special Effect Implementation Method
5.2. Shader Optimization Method
6. System Simulation and Digital Twin Modeling
7. Concluding Remarks
7.1. Problem Still to Be Solved
7.2. Summary and Prospect
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, K.; Jiang, Z.; Xie, Y.; Pan, D.; Gui, W. Abnormality Monitoring in the Blast Furnace Ironmaking Process Based on Stacked Dynamic Target-Driven Denoising Autoencoders. IEEE Trans. Ind. Inform. 2021, 18, 1854–1863. [Google Scholar] [CrossRef]
- Liu, X.; Chen, L.; Feng, H.; Qin, X.; Sun, F. Constructal design of a blast furnace iron-making process based on multi-objective optimization. Energy 2016, 109, 137–151. [Google Scholar] [CrossRef]
- Tyamo, O.; Armin, K.S.; Zhou, C.Q. Review on Computational Modeling and Visualization of the Ironmaking Blast Furnace study on Northwest of Purdue University. Steel Res. Int. 2019, 90, 1900046. [Google Scholar]
- Wang, H.; Chu, M.; Guo, T.; Zhao, W.; Feng, C.; Liu, Z.; Tang, J. Mathematical Simulation on Blast Furnace Operation of Coke Oven Gas Injection in Combination with Top Gas Recycling. Steel Res. Int. 2016, 87, 539–549. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, Y.; Yang, J.; Zhang, X.; He, M. Meso-and macroeffects of roof split blasting on the stability of gateroad surroundings in an innovative nonpillar mining method. Tunn. Undergr. Space Technol. 2019, 90, 99–118. [Google Scholar] [CrossRef]
- Smallman, R.E.; Bishop, R.J. Modern Physical Metallurgy; Elsevier: London, UK, 2016; pp. 430–444. [Google Scholar]
- Lei, Y.; Chen, X.; Min, M.; Xie, Y. A semi-supervised Laplacian extreme learning machine and feature fusion with CNN for industrial superheat identification. Neurocomputing 2020, 381, 186–195. [Google Scholar] [CrossRef]
- Chenn, Z.; Guangwu, T.; Jichao, W.; Dong, F.; Tyamo, O.; Armin, S. Comprehensive Numerical Modeling of Blast Ironmaking Process. JOM 2016, 68, 1353–1362. [Google Scholar]
- Ma, K.; Deng, J.; Wang, G.; Xu, J. Utilization and impacts of hydrogen in the ironmaking processes: A review from lab-scale basics to industrial practices. Int. J. Hydrogen Energy 2021, 46, 26646–26664. [Google Scholar] [CrossRef]
- Ashish, A.; Kothari, A.K.; Ramna, R.V.; Padmapal; Singh, M.K. A review on liquid level measurement techniques using mathematical models and field sensors in blast furnace. Metall. Res. Technol. 2019, 116, 307. [Google Scholar]
- Burdea, G.C.; Coiffet, P. Virtual Reality Technology; John Wiley & Sons: New York, NY, USA, 2003. [Google Scholar]
- Wu, M.; Yang, J.; Huang, F.; Hua, L.; Xiong, S. Bonding of Cast Iron-Aluminum In Bimetallic Castings by High Pressure Die Casting Process. Int. J. Adv. Manuf. Technol. 2021, 120, 537–549. [Google Scholar] [CrossRef]
- Xie, H.L.; Wang, Q.H.; Ni, J.L.; Li, L.R. A GPU-based prediction and simulation method of grinding surface topography for belt grinding process. Int. J. Adv. Manuf. Technol. 2020, 106, 5175–5186. [Google Scholar] [CrossRef]
- Uhlenbrock, L.; Jensch, C.; Tegtmeier, M.; Strube, J. Digital twin for extraction process design and operation. Processes 2020, 8, 866. [Google Scholar] [CrossRef]
- Liu, J.; Zhou, H.; Tian, G.; Liu, X.; Jing, X. Digital twin-based process reuse and evaluation approach for smart process planning. Int. J. Adv. Manuf. Technol. 2019, 100, 1619–1634. [Google Scholar] [CrossRef]
- Liu, Q.; Liu, M.; Wang, Z.; Yan, F.; Ma, Y.; Shen, W. A novel intelligent manufacturing mode with human-cyber-physical collaboration and fusion in the non-ferrous metal industry. Int. J. Adv. Manuf. Technol. 2021, 119, 549–569. [Google Scholar] [CrossRef]
- Zhou, H.; Yang, C.; Sun, Y. A Collaborative Optimization Strategy for Energy Reduction in Ironmaking Digital Twin. IEEE Access 2020, 8, 177570–177579. [Google Scholar] [CrossRef]
- Boschert, S.; Rosen, R. Digital twin—The simulation aspect. In Mechatronic Futures; Springer: Cham, Switzerland, 2016; pp. 59–74. [Google Scholar]
- Long, N.; Lei, Y.; Peng, L.; Xu, P.; Mao, P. A scoping review on monitoring mental health using smart wearable devices. Math. Biosci. Eng. 2022, 19, 7899–7919. [Google Scholar] [CrossRef]
- Zhang, D.; Gao, X. A digital twin dosing system for iron reverse flotation. J. Manuf. Syst. 2022, 63, 238–249. [Google Scholar] [CrossRef]
- Lei, Y.; Karimi, H.R.; Cen, L.; Chen, X.; Xie, Y. Processes soft modeling based on stacked autoencoders and wavelet extreme learning machine for aluminum plant-wide application. Control. Eng. Pract. 2021, 108, 104706. [Google Scholar] [CrossRef]
- Lei, Y.; Chen, X.; Xie, Y. An improved cell situation identification approach with convolutional neural network and wavelet extreme learning machine. Proc. Inst. Mech. Eng. Part I J. Syst. Control. Eng. 2021, 235, 1898–1905. [Google Scholar] [CrossRef]
- Lei, Y.; Karimi, H.R.; Chen, X. A novel self-supervised deep LSTM network for industrial temperature prediction in aluminum processes application. Neurocomputing 2022, 502, 177–185. [Google Scholar] [CrossRef]
- Zenner, A.; Makhsadov, A.; Klingner, S.; Liebemann, D.; Kruger, A. Immersive Process Model Exploration in Virtual Reality. IEEE Trans. Vis. Comput. Graph. 2020, 26, 2104–2114. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, S.; Hossain, M.M.; Hoque, M.I. A brief discussion on augmented reality and virtual reality in construction industry. J. Syst. Manag. Sci. 2017, 7, 1–33. [Google Scholar]
- Kao, D.; Mousas, C.; Magana, A.J.; Harrell, D.F.; Ratan, R.; Melcer, E.F.; Sherrick, B.; Parsons, P.; Gusev, D.A. Hack. VR: A Programming Game in Virtual Reality. arXiv 2020, arXiv:2007.04495. [Google Scholar]
- Lu, Y.; Liu, C.; Wang, K.I.-K.; Huang, H.; Xu, X. Digital Twin-driven smart manufacturing: Connotation, reference model, applications and research issues. Robot. Comput. Integr. Manuf. 2020, 61, 101837. [Google Scholar] [CrossRef]
- Lee, S.H.; Jung, B.S. Development of electric vehicle maintenance education ability using digital twin technology and VR. Int. J. Adv. Cult. Technol. 2020, 8, 58–67. [Google Scholar]
- Liu, S.; Lu, S.; Li, J.; Sun, X.; Lu, Y.; Bao, J. Machining process-oriented monitoring method based on digital twin via augmented reality. Int. J. Adv. Manuf. Technol. 2021, 113, 3491–3508. [Google Scholar] [CrossRef]
- Jain, P.; Poon, J.; Singh, J.P.; Spanos, C.; Sanders, S.R.; Panda, S.K. A digital twin approach for fault diagnosis in distributed photovoltaic systems. IEEE Trans. Power Electron. 2019, 35, 940–956. [Google Scholar] [CrossRef]
- Akimov, L.; Lvov, V.; Martino di Montegiordano, D.; de Mei, K.; Osipov, N.; Ostrovaia, A.; Krasnozhen, S.; Badenko, V.; Terleev, V. Shading System Design and Solar Gains Control for Buildings Passive Energy-Efficiency Improvement. In Technological Advancements in Construction; Spring: Cham, Switzerland, 2022; pp. 13–24. [Google Scholar]
- Lyons, N. Deep Learning-based Computer Vision Algorithms, Immersive Analytics and Simulation Software, and Virtual Reality Modeling Tools in Digital Twin-driven Smart Manufacturing. Econ. Manag. Financ. Mark. 2022, 17, 67–81. [Google Scholar]
- Lattanzi, L.; Raffaeli, R.; Peruzzini, M.; Pellicciari, M. Digital twin for smart manufacturing: A review of concepts towards a practical industrial implementation. Int. J. Comput. Integr. Manuf. 2021, 34, 567–597. [Google Scholar] [CrossRef]
- Aydemir, H.; Zengin, U.; Durak, U.; Hartmann, S. Designing a virtual iron bird as a digital twin. In Proceedings of the AIAA Scitech 2021 Forum, virtual event, 11–15 & 19–21 January 2021; p. 0239. [Google Scholar] [CrossRef]
- Zhou, H.; Yang, C.; Sun, Y. Intelligent Ironmaking Optimization Service on a Cloud Computing Platform by Digital Twin. Engineering 2021, 7, 1274–1281. [Google Scholar] [CrossRef]
- Feldt, J.; Kourouklis, T.; Kontny, H.; Wagenitz, A. Digital twin: Revealing potentials of real-time autonomous decisions at a manufacturing company. Proc. CIRP 2020, 88, 185–190. [Google Scholar] [CrossRef]
- Huang, S.; Wang, G.; Lei, D.; Yan, Y. Toward digital validation for rapid product development based on digital twin: A framework. Int. J. Adv. Manuf. Technol. 2022, 119, 2509–2523. [Google Scholar] [CrossRef]
- He, B.; Bai, K.J. Digital twin-based sustainable intelligent manufacturing: A review. Adv. Manuf. 2021, 9, 1–21. [Google Scholar] [CrossRef]
- López, C.E.B. Real-time event-based platform for the development of digital twin applications. Int. J. Adv. Manuf. Technol. 2021, 116, 835–845. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Zuo, Y.; Zhao, D. Digital twin service towards smart manufacturing. Procedia Cirp 2018, 72, 237–242. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F. Digital twin and big data towards smart manufacturing and industry 4.0: 360 degree comparison. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Boje, C.; Guerriero, A.; Kubicki, S.; Rezgui, Y. Towards a semantic Construction Digital Twin: Directions for future research. Autom. Constr. 2020, 114, 103179. [Google Scholar] [CrossRef]
- Regan, M.; Pose, R. Priority rendering with a virtual reality address recalculation pipeline. In Proceedings of the 21st Annual Conference on Computer Graphics and Interactive Techniques, New York, NY, USA, 24–29 July 1994; pp. 155–162. [Google Scholar]
- Guo, H.; Zhu, Y.; Zhang, Y.; Ren, Y.; Chen, M.; Zhang, R. A digital twin-based layout optimization method for discrete manufacturing workshop. Int. J. Adv. Manuf. Technol. 2021, 112, 1307–1318. [Google Scholar] [CrossRef]
- Negri, E.; Berardi, S.; Fumagalli, L.; Macchi, M. MES-integrated digital twin frameworks. J. Manuf. Syst. 2020, 56, 58–71. [Google Scholar] [CrossRef]
- Schaefer, J.L.; Baierle, I.C.; Sellitto, M.A.; Siluk, J.; Furtado, J.C.; Nara, E. Competitiveness scale as a basis for Brazilian Small and Medium-Sized Enterprises. Eng. Manag. J. 2021, 33, 255–271. [Google Scholar] [CrossRef]
- Zhou, G.; Zhang, C.; Li, Z.; Ding, K.; Wang, C. Knowledge-driven digital twin manufacturing cell towards intelligent manufacturing. Int. J. Prod. Res. 2020, 58, 1034–1051. [Google Scholar] [CrossRef]
- Shao, G.; Helu, M. Framework for a digital twin in manufacturing: Scope and requirements. Manuf. Lett. 2020, 24, 105–107. [Google Scholar] [CrossRef]
- Liu, X.; Deng, Y.; Han, C.; Di Renzo, M. Learning-based prediction, rendering and transmission for interactive virtual reality in RIS-assisted terahertz networks. IEEE J. Sel. Areas Commun. 2021, 40, 710–724. [Google Scholar] [CrossRef]
- Zörnack, G.; Weiss, J.; Schummers, G.; Eck, U.; Navab, N. Evaluating surface visualization methods in semi-transparent volume rendering in virtual reality. Comput. Methods Biomech. Biomed. Eng. Imaging Vis. 2021, 9, 339–348. [Google Scholar] [CrossRef]
- Liu, X.; Deng, Y. Learning-Based Prediction, Rendering and Association Optimization for MEC-Enabled Wireless Virtual Reality (VR) Networks. IEEE Trans. Wirel. Commun. 2021, 20, 6356–6370. [Google Scholar] [CrossRef]
- Wang, F.; Shiomi, H.; Ito, T.; Kakue, T.; Shimobaba, T. Fully analytic shading model with specular reflections for polygon-based hologram. Opt. Lasers Eng. 2023, 160, 107235. [Google Scholar] [CrossRef]
- Newlands, C.; Zauner, K.P. Procedural Generation and Rendering of Realistic, Navigable Forest Environments: An Open-Source Tool. arXiv 2022, arXiv:2208.01471. [Google Scholar]
- Li, B.; Furukawa, T. DRM-Based Colour Photometric Stereo Using Diffuse-Specular Separation for Non-Lambertian Surfaces. J. Imaging 2022, 8, 40. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Indexes | BSBP | ASBP |
|---|---|---|
| Average frame rate (FPS) | 15.0 | 75.0 |
| Batches | 18,000 | 3000 |
| SetPass Calls | 7500 | 2500 |
| CPU usage | 80% | 25% |
| GPU usage | 25% | 25% |
| Memory usage | 45% | 30% |
| Performance | Real Operation | Digital Twin System |
|---|---|---|
| rendering time | 83 | 75.0 |
| Batches | 2590 | 3376 |
| response time | 30 ms | 25 ms |
| Stability | feasible | feasible |
| Robustness | feasible | feasible |
| GPU usage | 26% | 25% |
| Memory usage | 45% | 30% |
| computation time | 44 ms | 37 ms |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lei, Y.; Karimi, H.R. A Digital Twin Model of Three-Dimensional Shading for Simulation of the Ironmaking Process. Machines 2022, 10, 1122. https://doi.org/10.3390/machines10121122
Lei Y, Karimi HR. A Digital Twin Model of Three-Dimensional Shading for Simulation of the Ironmaking Process. Machines. 2022; 10(12):1122. https://doi.org/10.3390/machines10121122
Chicago/Turabian StyleLei, Yongxiang, and Hamid Reza Karimi. 2022. "A Digital Twin Model of Three-Dimensional Shading for Simulation of the Ironmaking Process" Machines 10, no. 12: 1122. https://doi.org/10.3390/machines10121122
APA StyleLei, Y., & Karimi, H. R. (2022). A Digital Twin Model of Three-Dimensional Shading for Simulation of the Ironmaking Process. Machines, 10(12), 1122. https://doi.org/10.3390/machines10121122