
Research into the Impact of Spindle Speed and Feed Rate Changes on the Life of a Deep-Drilling Technology Tool

 ,
,
Abstract
:1. Introduction
- (a)
- The design of the tool must ensure good guidance of the tool in the hole and the geometry of the cutting part of the tool must ensure the formation of chips that can be easily removed from the hole area.
- (b)
- The tool must be sufficiently rigid to be able to drill efficiently in order to ensure that the drilling process runs smoothly.
- (c)
- The design of the tool must allow smooth chip removal from the hole area to ensure the smooth running of the drilling process and to prevent damage to the tool.
- (d)
- The technology must ensure a favorable relationship between cutting productivity and production economy through the appropriate choice of machine and other working conditions while adhering to all the required technical conditions for the accuracy of the drilled part.
- (e)
- The tool design must provide the prescribed dimensional accuracy, geometric shape and surface quality.
2. Methodology
2.1. Experimental Machinery
2.2. Parameters of the Test-Part Selection
2.3. Pilot-Hole Drilling
3. Statistical Evaluation and Optimization
3.1. Dependence of the Number of Drilled Holes up to the Moment of Tool Damage When Changing the Speed-Constant Feed Rate
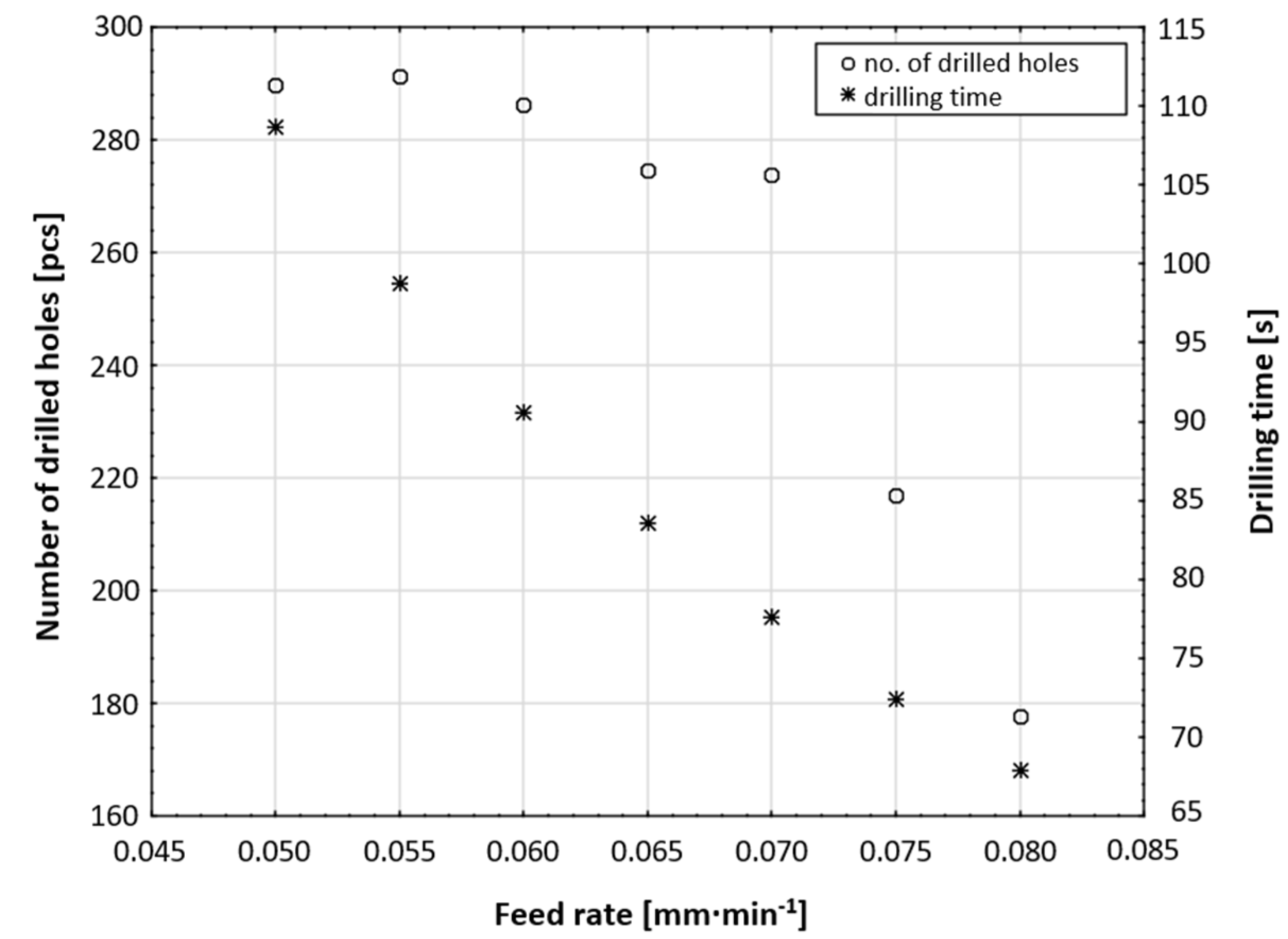
3.2. Dependence of the Number of Drilled Holes up to Moment of Tool Damage When Changing the Feed Rate-Constant Speed
3.3. Statistical Evaluation and Optimization of the Dependence of the Auger Life at a Constant Feed Rate and Different Spindle Speeds
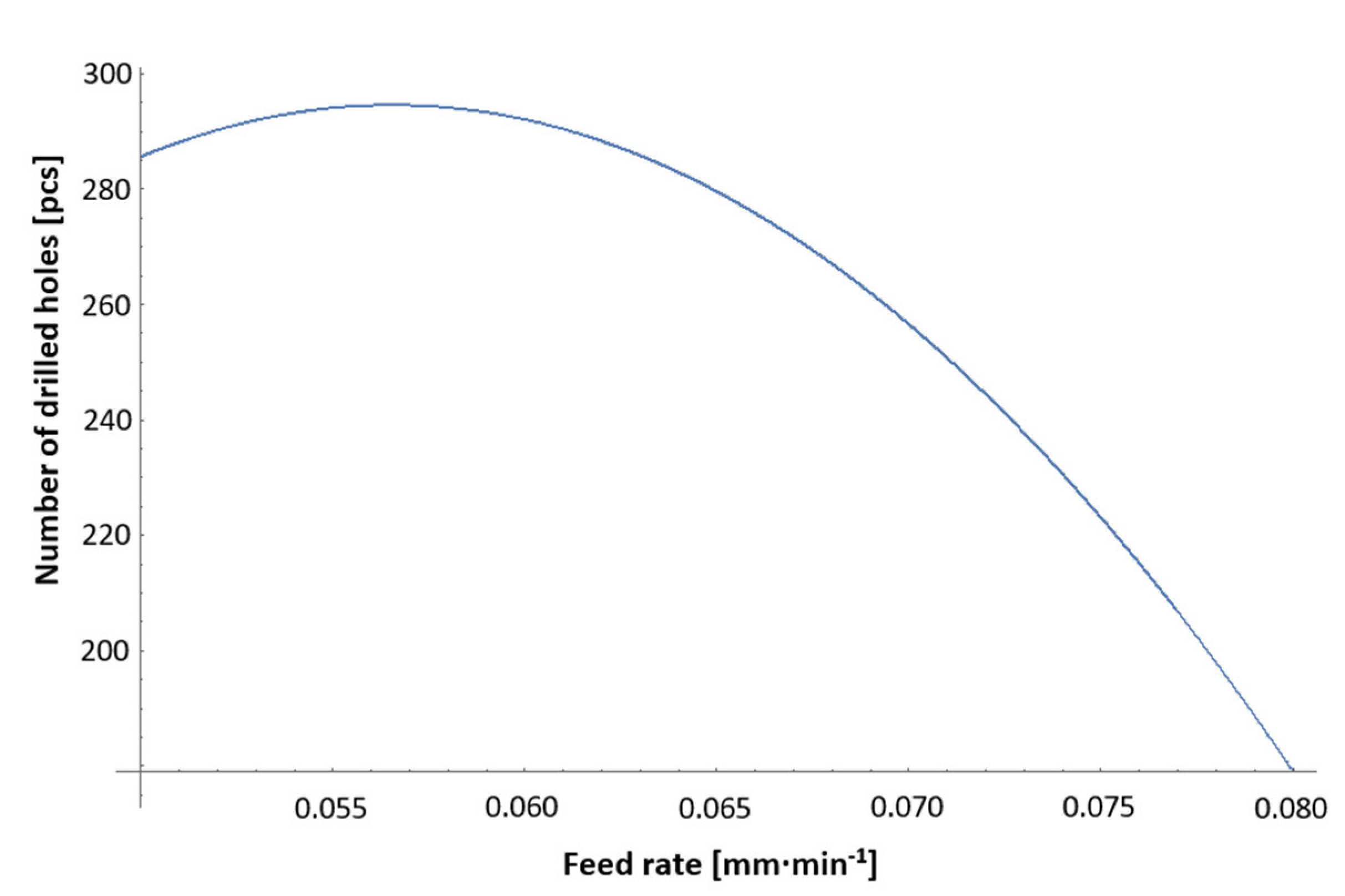
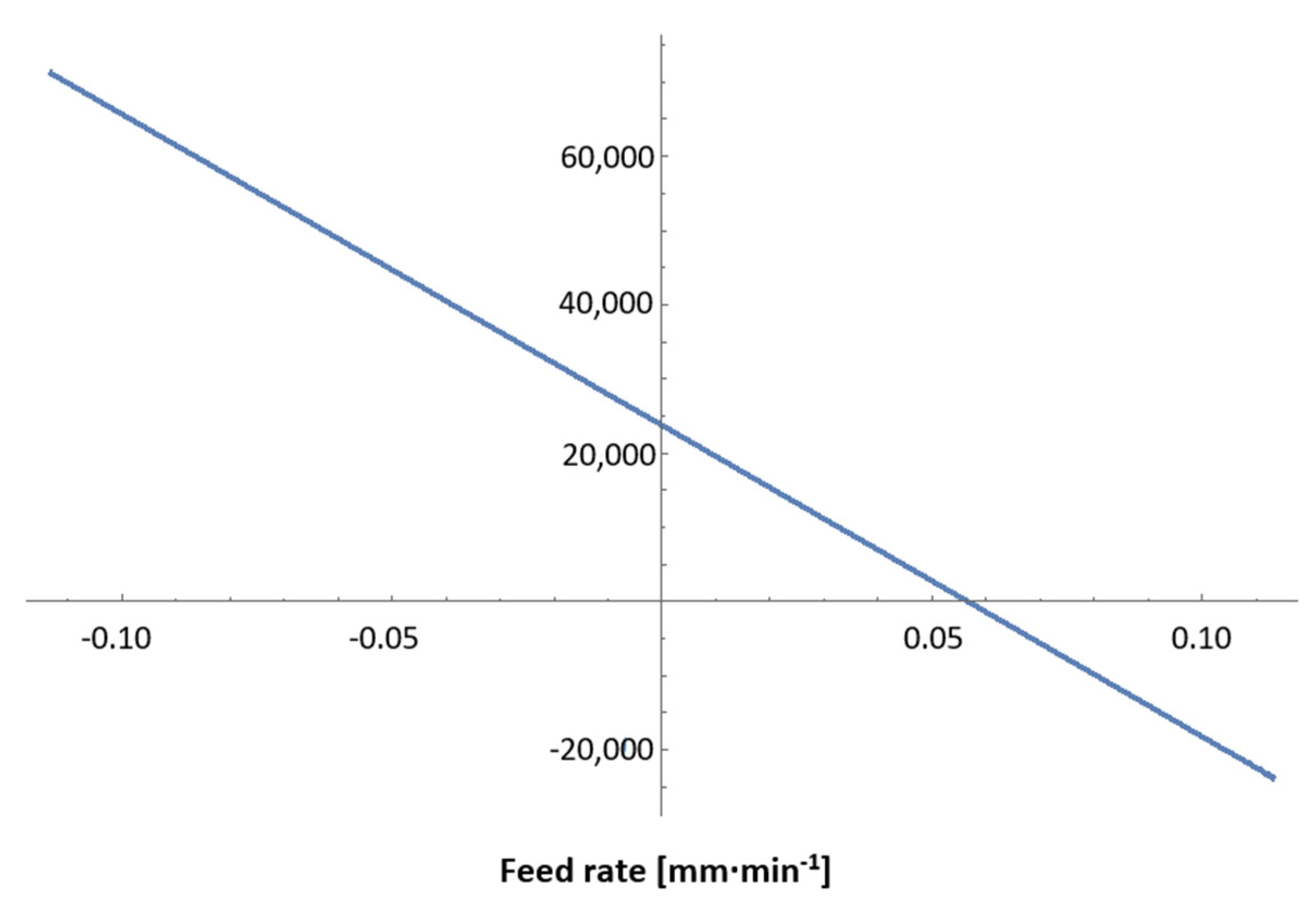
3.4. Statistical Evaluation and Optimization of the Dependence of the Number of Holes Drilled up to the Moment of Tool Damage When Changing the Feed Rate at a Constant Speed
4. Recommended Conditions for Drilling with Gun-Drill Tool on a CNC Machine Using a Pilot-Hole Guide
- Stop the auger before the hole-rapid traverse.
- Slowly insert the auger at a counter-clockwise speed (or without speed, at a maximum of 50 min−1) with cooling.
- Once the auger has been inserted into the pilot hole, switch on full speed and cooling.
- Start the drilling process.
- When the full depth of the hole is reached, switch off the feed rate, stop the spindle speed with a delay and switch off the high-pressure cooling with a small delay.
- Slide the auger out of the hole at rapid traverse.
- A feed rate of 0.07 mm·min−1.During the testing of the stable service life at the given feed rate, in the event of a change in input conditions (deviation in the workpiece material), it is recommended to reduce the feed-rate value to 0.06 mm·min−1.
- A speed of 2700 min−1. During the testing of the stable service life at the given speed, in the event of a change in input conditions (deviation in the workpiece material), it is recommended to reduce the speed value to 2600 min−1.
- Coolant pressure >30 bar; the manufacturer recommends that it be above 35 bar.
- Emulsion percentage >9% (the manufacturer recommends over 12%).
- The pilot hole must be 1–1.5xD long.
- The pilot-hole tolerance must be in H8.
- The pilot-hole apex angle should be >140°.
- The cutting speed varies, depending on the workpiece material used (the tested cutting speed, which showed the highest service life values, was 90 m·min−1).
- The feed rate varies, depending on the workpiece material used (the material tested by us showed the highest tool life at a feed rate of 0.07 mm·min−1).
- The pilot-hole drilling deviation should be <0.02 mm in all axes.
- Gun-drill tool deviation <0.02 mm in all axes.
- The minimum length of the drilling part of the gun-drill tool should be 1.5xD.
- Fixed clamping in the hydraulic clamp.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neo, D.W.K.; Liu, K.; Kumar, A.S. High throughput deep-hole drilling of Inconel 718 using PCBN gun drill. J. Manuf. Processes 2020, 57, 302–311. [Google Scholar] [CrossRef]
- Strodick, S.; Berteld, K.; Schmidt, R.; Biermann, D.; Zabel, A.; Walther, F. Influence of cutting parameters on the formation of white etching layers in BTA deep hole drilling. Tech. Mess. 2020, 87, 674–682. [Google Scholar] [CrossRef]
- Ozerkan, H.B.; Cogun, C. Electrochemical small diameter deep hole drilling of powder metal steel. Trans. Famena 2020, 44, 47–58. [Google Scholar] [CrossRef]
- Vasilko, K.; Murcinkova, Z. Experimental study of chip shapes in grinding by unique quick stop method and the ground subsurface layers micro-hardness. J. Mech. Sci. Technol. 2019, 33, 1341–1347. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, S.; Zhang, Y.; Wang, C.H.; Zhang, S.; Yang, Z.; Xu, W. Optimization of low-power femtosecond laser trepan drilling by machine learning and a high-throughput multi-objective genetic algorithm. Opt. Laser Technol. 2022, 148, 107688. [Google Scholar] [CrossRef]
- Steininger, A.; Bleicher, F. In-process monitoring and analysis of whirling motions in boring and trepanning association deep drilling. MM Sci. J. 2019, 2019, 3122–3128. [Google Scholar] [CrossRef]
- Arrospide, E.; Bikandi, I.; Larranaga, I.; Cearsolo, X.; Zubia, J.; Durana, G. Harnessing deep-hole drilling to fabricate air-structured polymer optical fibres. Polymers 2019, 11, 1739. [Google Scholar] [CrossRef] [Green Version]
- Garza, C.; Das, R.; Shterenlikht, A.; Pavier, M. Measurement of assembly stress in composite structures using the deep-hole drilling technique. Compos. Struct. 2018, 202, 119–126. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; He, N.; Hao, X.Q.; Yang, Y.F. Deep-hole gun drilling mechanics model of Ti6Al4V alloy based on Johnson and Cook flow stress model. Int. J. Adv. Manuf. Technol. 2019, 104, 4497–4508. [Google Scholar] [CrossRef]
- Haddag, B.; Nouari, M.; Moufki, A. Experimental analysis of the BTA deep drilling and a new analytical thermomechanical model for assessment of cutting forces and BTA drill design. Int. J. Adv. Manuf. Technol. 2020, 106, 455–469. [Google Scholar] [CrossRef]
- Panda, A.; Duplak, J. Comparison of theory and practice in analytical expression of cutting tools durability for potential use at manufacturing of bearings. Appl. Mech. Mater. 2014, 616, 300–307. [Google Scholar] [CrossRef]
- Dobransky, J.; Mikus, R.; Ruzbarsky, J. Comparison of cooling variants by simulation software. Mater. Technol. Qual. Assur. 2013, 801, 75–80. [Google Scholar] [CrossRef]
- Gao, T.; Li, C.H.; Wang, Y.; Liu, X.; An, Q.; Li, H.N.; Zhang, Y.; Cao, H.; Liu, B.; Wang, D.; et al. Carbon fiber reinforced polymer in drilling: From damage mechanisms to suppression. Compos. Struct. 2022, 286, 115232. [Google Scholar] [CrossRef]
- Lu, H.; Zhao, X.; Tao, B.; Ding, H. A state-classification approach for light-weight robotic drilling using model-based data augmentation and multi-level deep learning. Mech. Syst. Signal Processing 2022, 167, 108480. [Google Scholar] [CrossRef]
- Bornschlegel, B.; Haasler, D.; Finger, J.; Grizmann, D.; Trautz, M.; Gillner, A. Deep drilling of structural timber with high power ultrashort pulsed laser radiation. J. Laser Micro Nanoeng. 2020, 15, 195–203. [Google Scholar] [CrossRef]
- Hong, J.; Zhou, J.H.; Chan, H.L.; Zhang, C.; Xu, H.; Hong, G.S. Tool condition monitoring in deep hole gun drilling: A data-driven approach. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, 10–13 December 2017; pp. 2148–2152. [Google Scholar] [CrossRef]
- Wang, Y.; Jia, W.; Zhang, J. The force system and performance of the welding carbide gun drill to cut AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2014, 74, 1431–1443. [Google Scholar] [CrossRef]
- Zhang, X.; Leong, T.G.; Liu, K.; Anantharajan, S.K. Effect of apex offset inconsistency on hole straightness deviation in deep hole gun drilling of Inconel 718. Int. J. Mach. Tools Manuf. 2018, 125, 123–132. [Google Scholar] [CrossRef]
- Kirsanov, S.V.; Babaev, A.S. The study of deep holes accuracy and surface roughness after gun drilling. In Proceedings of the 2014 International Conference on Mechanical Engineering, Automation and Control Systems (MEACS), Tomsk, Russia, 16–18 October 2014; pp. 1–4. [Google Scholar] [CrossRef]
- Mann, J.B.; Saldana, C.; Guo, Y.; Yeung, H. Effects of controlled modulation on surface textures in deep-hole drilling. SAE Int. J. Mater. Manuf. 2013, 6, 24–32. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; He, F.; Xiong, D. Gundrill life improvement for deep-hole drilling on manganese steel. Int. J. Mach. Tools Manuf. 2004, 44, 327–331. [Google Scholar] [CrossRef]
- Schnabel, D.; Oezkaya, E.; Biermann, D.; Eberhard, P. Modeling the motion of the cooling lubricant in drilling processes using the finite volume and the smoothed particle hydrodynamics methods. Comput. Methods Appl. Mech. Eng. 2018, 329, 369–395. [Google Scholar] [CrossRef]
- Wang, Y.; Yan, X.; Li, B.; Tu, G. The study on the chip formation and wear behavior for drilling forged steel S48CS1V with TiAlN-coated gun drill. Int. J. Refract. Met. Hard Mater. 2012, 30, 200–207. [Google Scholar] [CrossRef]
- Wegert, R.; Guski, V.; Mohring, H.C.; Schmauder, S. Temperature monitoring in the subsurface during single lip deep hole drilling. Tech. Mess. 2020, 87, 757–767. [Google Scholar] [CrossRef]
- Aized, T.; Amjad, M. Quality improvement of deep-hole drilling process of AISI D2. Int. J. Adv. Manuf. Technol. 2019, 69, 2493–2503. [Google Scholar] [CrossRef]
- Arunkumar, N.; Thanikasalam, A.; Sankaranarayanan, V.; Senthilkumar, E. Parametric optimization of deep-hole drilling on AISI 1045 steel and online tool condition monitoring using an accelerometer. Mater. Manuf. Processes 2018, 33, 1751–1764. [Google Scholar] [CrossRef]
- Chu, N.H.; Nguyen, D.B.; Ngo, N.K.; Nguyen, V.D.; Tran, M.D.; Vu, N.P.; Ngo, Q.H.; Tran, T.H. A new approach to modelling the drilling torque in conventional and ultrasonic assisted deep-hole drilling processes. Appl. Sci. 2018, 8. [Google Scholar] [CrossRef] [Green Version]
- Han, C.; Luo, M.; Zhang, D.H.; Wu, B.H. Iterative learning method for drilling depth optimization in peck deep-hole drilling. J. Manuf. Sci. Eng. Trans. ASME 2018, 140, 121009. [Google Scholar] [CrossRef]
- Valicek, J.; Harnicarova, M.; Hlavaty, I.; Grznarik, R.; Kusnerova, M.; Hutyrova, Z.; Panda, A. A new approach for the determination of technological parameters for hydroabrasive cutting of materials. Mater. Werkst. 2016, 47, 462–471. [Google Scholar] [CrossRef]
- Hoekstra, B.; Shekarian, A.; Kolasangiani, K.; Oguamanam, D.C.D.; Zitoune, R.; Bougherara, H. Effect of machining processes on the damage response and surface quality of open hole hybrid carbon/flax composites: An experimental study. Compos. Struct. 2022, 285, 115244. [Google Scholar] [CrossRef]
- Panda, A.; Duplak, J.; Jurko, J.; Pandova, I. Roller bearings and analytical expression of selected cutting tools durability in machining process of steel 80MoCrV4016. Appl. Mech. Mater. 2013, 415, 610–613. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Al | N |
|---|---|---|---|---|---|---|---|
| 0.14–0.22 | ≤0.12 | 1.00–1.50 | ≤0.035 | 0.02–0.035 | 0.80–1.30 | 0.015–0.040 | ≤0.015 |
| Kruskal–Wallis ANOVA by Ranks. Number of Drilled Holes (Analysis). Independent (Grouping) Variable: Spindle Speed. Kruskal–Wallis Test: H (5, N = 60) = 21.13129, p = 0.0008 | ||||
|---|---|---|---|---|
| Code | Valid N | Sum of Ranks | Mean Rank | |
| 2400 min−1 | 1 | 10 | 376.5000 | 37.65000 |
| 2500 min−1 | 2 | 10 | 410.5000 | 41.05000 |
| 2600 min−1 | 3 | 10 | 360.0000 | 36.00000 |
| 2700 min−1 | 4 | 10 | 354.5000 | 35.45000 |
| 2800 min−1 | 5 | 10 | 203.5000 | 20.35000 |
| 2900 min−1 | 6 | 10 | 125.0000 | 12.50000 |
| Multiple Comparisons of p Values (Two-Tailed). Number of Drilled Holes (Analysis). Independent (Grouping) Variable: Spindle Speed. Kruskal–Wallis Test: H (5, N = 60) = 21.13129, p = 0.0008 | ||||||
|---|---|---|---|---|---|---|
| 2400 min−1 R: 37.650 | 2500 min−1 R: 41.050 | 2600 min−1 R: 36.000 | 2700 min−1 R: 35.450 | 2800 min−1 R: 20.350 | 2900 min−1 R: 12.500 | |
| 2400 min−1 | 1.000000 | 1.000000 | 1.000000 | 0.401362 | 0.019220 | |
| 2500 min−1 | 1.000000 | 1.000000 | 1.000000 | 0.120608 | 0.003851 | |
| 2600 min−1 | 1.000000 | 1.000000 | 1.000000 | 0.676409 | 0.039334 | |
| 2700 min−1 | 1.000000 | 1.000000 | 1.000000 | 0.797884 | 0.049479 | |
| 2800 min−1 | 0.401362 | 0.120608 | 0.676409 | 0.797884 | 1.000000 | |
| 2900 min−1 | 0.019220 | 0.003851 | 0.039334 | 0.049479 | 1.000000 | |
| Model | AICc | BIC | SSE | RMSE | R-Square | |
|---|---|---|---|---|---|---|
| Linear |  | 58.579379 | 45.954658 | 304.02571 | 8.7181666 | 0.8377591 |
| Exponential 2P |  | 59.133867 | 46.509145 | 333.46133 | 9.1304618 | 0.822051 |
| Quadratic |  | 75.245678 | 34.412715 | 32.944643 | 3.3138418 | 0.9824194 |
| Logistic 3P |  | 78.806526 | 37.973564 | 59.638621 | 4.4586478 | 0.9681743 |
| Parameter | Estimate | Std. Error | Lower 95% | Upper 95% |
|---|---|---|---|---|
| Intercept | −1324.217 | 379.86959 | −2068.748 | −579.6862 |
| Slope | 1.3334511 | 0.2875571 | 0.7698495 | 1.8970527 |
| Quadratic | −0.000269 | −0.000542 | −0.000376 | −0.000163 |
| Kruskal–Wallis ANOVA by Ranks. Number of Drilled Holes (Analysis). Independent (Grouping) Variable: Feed Rate. Kruskal–Wallis Test: H (6, N = 70) = 44.78770 p = 0.0000 | ||||
|---|---|---|---|---|
| Code | Valid N | Sum of Ranks | Mean Rank | |
| 0.05 (mm·min−1) | 1 | 10 | 496.0000 | 49.6000 |
| 0.055 (mm·min−1) | 2 | 10 | 499.5000 | 49.9500 |
| 0.06 (mm·min−1) | 3 | 10 | 468.5000 | 46.8500 |
| 0.065 (mm·min−1) | 4 | 10 | 400.0000 | 40.0000 |
| 0.07 (mm·min−1) | 5 | 10 | 406.0000 | 40.6000 |
| 0.075 (mm·min−1) | 6 | 10 | 155.0000 | 15.5000 |
| 0.08 (mm·min−1) | 7 | 10 | 60.0000 | 6.0000 |
| Multiple Comparisons of p Values (Two-Tailed). Number of Drilled Holes (Analysis). Independent (Grouping) Variable: Cut Feed Kruskal–Wallis Test: H (6, N = 70) = 44.78770 p = 0.0000 | |||||||
|---|---|---|---|---|---|---|---|
| 0.05 mm·min−1 R: 49.60 | 0.055 mm·min−1 R: 49.950 | 0.06 mm·min−1 R: 46.850 | 0.065 mm·min−1 R: 40.000 | 0.07 mm·min−1 R: 40.600 | 0.075 mm·min−1 R: 15.500 | 0.08 mm·min−1 R: 6.0000 | |
| 0.05 (mm·min−1) | 1.000000 | 1.000000 | 1.000000 | 1.000000 | 0.003762 | 0.000035 | |
| 0.055 (mm·min−1) | 1.000000 | 1.000000 | 1.000000 | 1.000000 | 0.003226 | 0.000029 | |
| 0.06 (mm·min−1) | 1.000000 | 1.000000 | 1.000000 | 1.000000 | 0.012011 | 0.000151 | |
| 0.065 (mm·min−1) | 1.000000 | 1.000000 | 1.000000 | 1.000000 | 0.149184 | 0.003930 | |
| 0.07 (mm·min−1) | 1.000000 | 1.000000 | 1.000000 | 1.000000 | 0.122183 | 0.003018 | |
| 0.075 (mm·min−1) | 0.003762 | 0.003226 | 0.012011 | 0.149184 | 0.122183 | 1.000000 | |
| 0.08 (mm·min−1) | 0.000035 | 0.000029 | 0.000151 | 0.003930 | 0.003018 | 1.000000 | |
| Model | AICc | BIC | SSE | RMSE | R-Square | |
|---|---|---|---|---|---|---|
| Quadratic |  | 637.77225 | 646.15085 | 32,812.781 | 22.130138 | 0.7725013 |
| Cubic |  | 637.74334 | 648.04832 | 31,729.031 | 21.92585 | 0.7700151 |
| Quartic |  | 639.73713 | 651.89476 | 31,547.316 | 22.030509 | 0.781275 |
| Linear |  | 672.86817 | 679.25002 | 55,944.286 | 28.682923 | 0.6121251 |
| Exponential 2P |  | 679.18499 | 685.56684 | 61,227.507 | 30.006741 | 0.5754953 |
| Parameter | Estimate | Std Error | Lower 95% | Upper 95% |
|---|---|---|---|---|
| Intercept | −376.4143 | 127.18298 | −625.6884 | −127.1402 |
| Slope | 23,736.19 | 3979.3245 | 15,936.858 | 31,535.523 |
| Quadratic | −209,904.8 | 30,542.492 | −269,766.9 | −150,042.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pollák, M.; Kočiško, M.; Petrus, J.; Grozav, S.D.; Ceclan, V. Research into the Impact of Spindle Speed and Feed Rate Changes on the Life of a Deep-Drilling Technology Tool. Machines 2022, 10, 268. https://doi.org/10.3390/machines10040268
Pollák M, Kočiško M, Petrus J, Grozav SD, Ceclan V. Research into the Impact of Spindle Speed and Feed Rate Changes on the Life of a Deep-Drilling Technology Tool. Machines. 2022; 10(4):268. https://doi.org/10.3390/machines10040268
Chicago/Turabian StylePollák, Martin, Marek Kočiško, Jaroslav Petrus, Sorin Dumitru Grozav, and Vasile Ceclan. 2022. "Research into the Impact of Spindle Speed and Feed Rate Changes on the Life of a Deep-Drilling Technology Tool" Machines 10, no. 4: 268. https://doi.org/10.3390/machines10040268
APA StylePollák, M., Kočiško, M., Petrus, J., Grozav, S. D., & Ceclan, V. (2022). Research into the Impact of Spindle Speed and Feed Rate Changes on the Life of a Deep-Drilling Technology Tool. Machines, 10(4), 268. https://doi.org/10.3390/machines10040268