
Digital Twins-Based Production Line Design and Simulation Optimization of Large-Scale Mobile Phone Assembly Workshop

 ,
,
Abstract
:1. Introduction
2. Related Studies
3. Analysis of Mobile Phone Assembly Line Process and Automation Demand
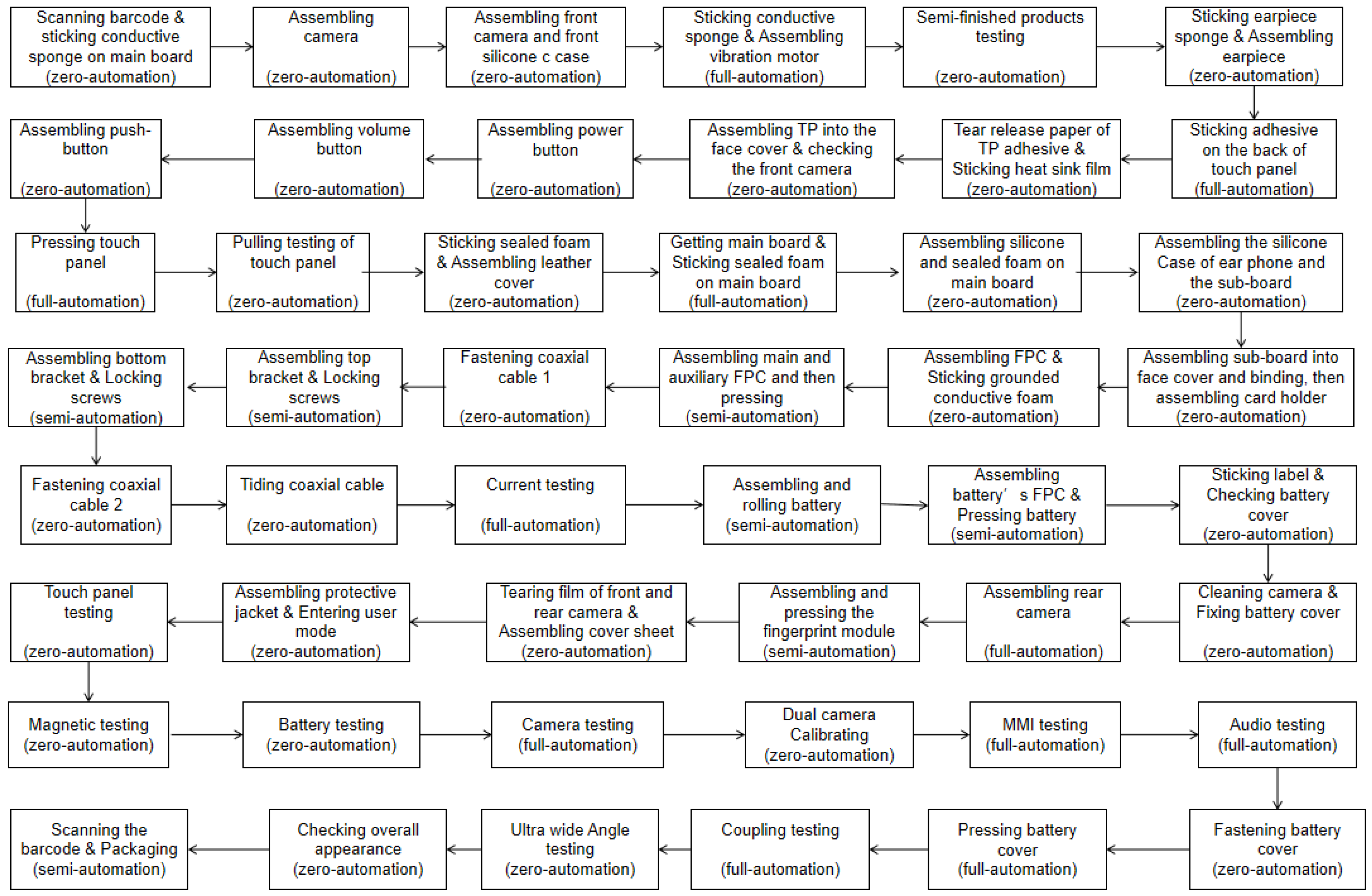
3.1. The Mobile Phone Assembly Process
3.2. Mobile Phone Assembly Process Analysis
4. Production Line Design of Large-Scale Mobile Phone Assembly Workshop
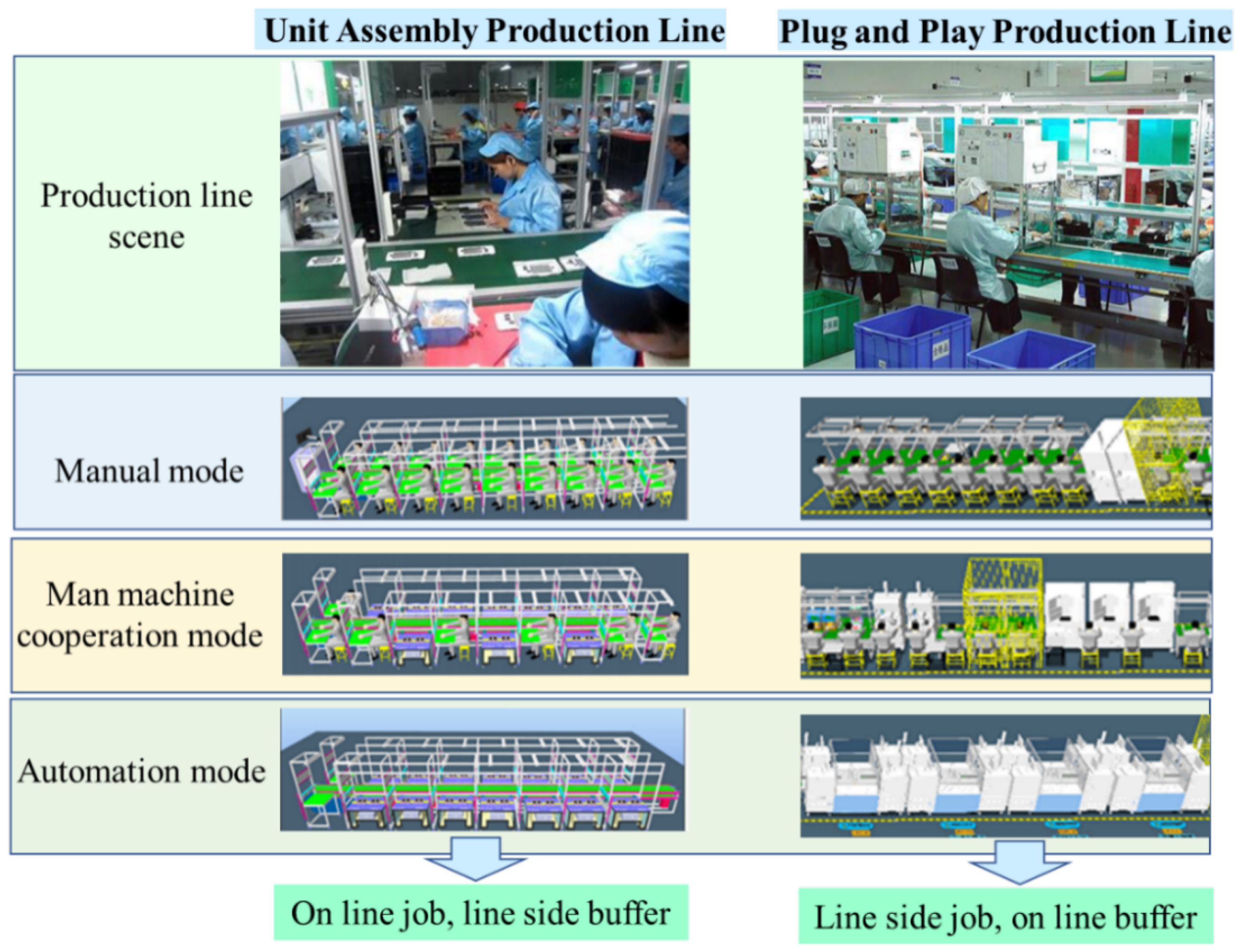
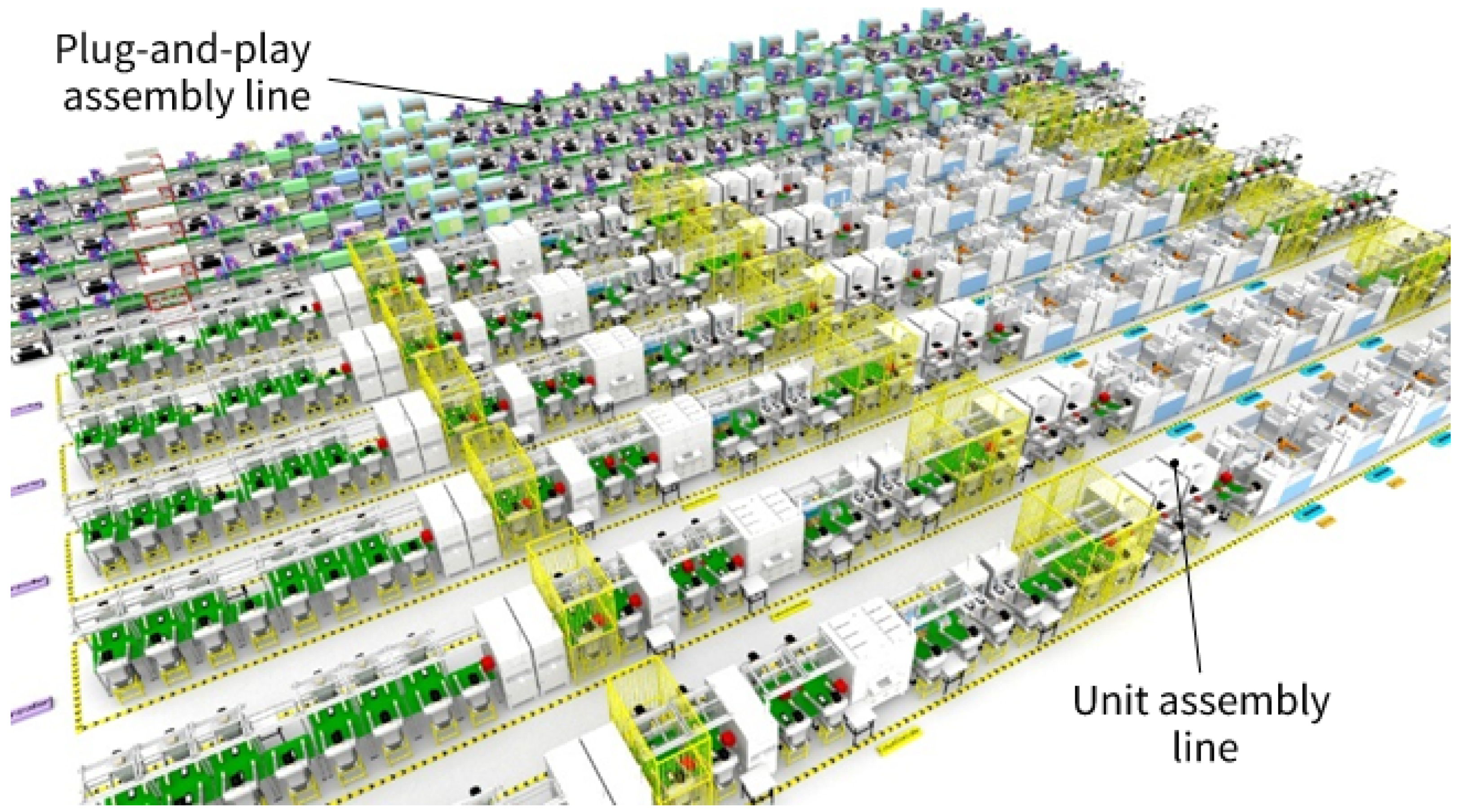
4.1. Plug-And-Play and Unit Production Line Architecture
4.2. Indices of Technical Evaluation
- Production taktTakt time refers to the average time required to assemble a product determined by the assembly line’s output. The calculation formula is as shown in Equation (1), where is the production takt, T is the effective working time and Q is the product output during the effective working time.
- CostProduction line costs include construction costs and operating costs. This paper takes the construction cost of production line design into a consideration object, including the equipment and workers’ configuration costs. It is expressed as Equation (2), where C is the construction cost of the production line, is the equipment cost and is the wage cost of workers.
- Balance rateThe production line balance rate, also known as process synchronization, is the average of all production and manufacturing processes. Reduce idle or blocking caused by the imbalances of processes by adjusting the workload. The formula for calculating the balance rate of the production line is shown in Equation (3), where is the balance rate, is the sum of the standard working hours of each process, is bottleneck time after balance and n is the number of processes.
- Balance loss rateBalance loss rate refers to the production loss of the production line caused by the imbalance of the production line. It is calculated by Equation (4), where is balance loss rate and is the balance rate.
4.3. Design of Production Line
4.3.1. Large-Scale Mobile Phone Assembly Line Equipment
4.3.2. Design of Production Line Working Hours
4.3.3. Configuration of the Assembly Line Equipment and Worker
5. Design and Simulation Optimization of Large Mobile Phone Assembly Hybrid Workshop
5.1. Design of Hybrid Workshop
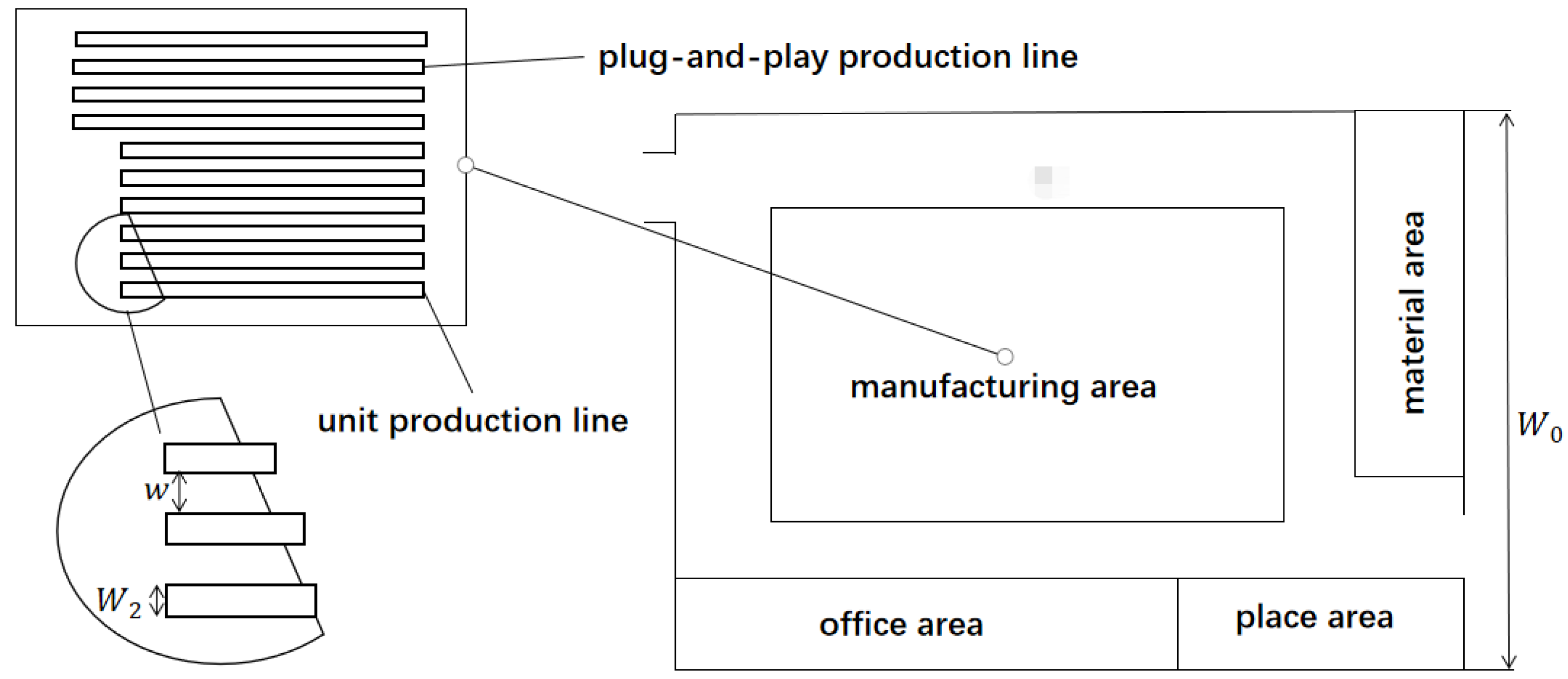
5.1.1. The Layout of the Hybrid Assembly Workshop
- The geometric layout of the assembly line. The flow direction of the mobile phone is designed in a one-way form, and both types of production line adopt the linear type.
- The method of placing the assembly line. Each assembly line will be placed horizontally to reduce the cost of waste and assembly line capacity loss caused by logistics factors by considering the location relationship between the manufacturing area and the material finished product area.
5.1.2. Quantity Design of Assembly Line in the Hybrid Workshop
- The construction cost of a production line
- The production capacity per unit area of the production line:
5.2. Simulation and Optimization Analysis of Assembly Line in Hybrid Workshop Based on Semi-Physical Simulation Technology of Digital Twins
5.2.1. The Construction of Semi-Physical Simulation Model
5.2.2. Simulation and Optimization Analysis
- 1.
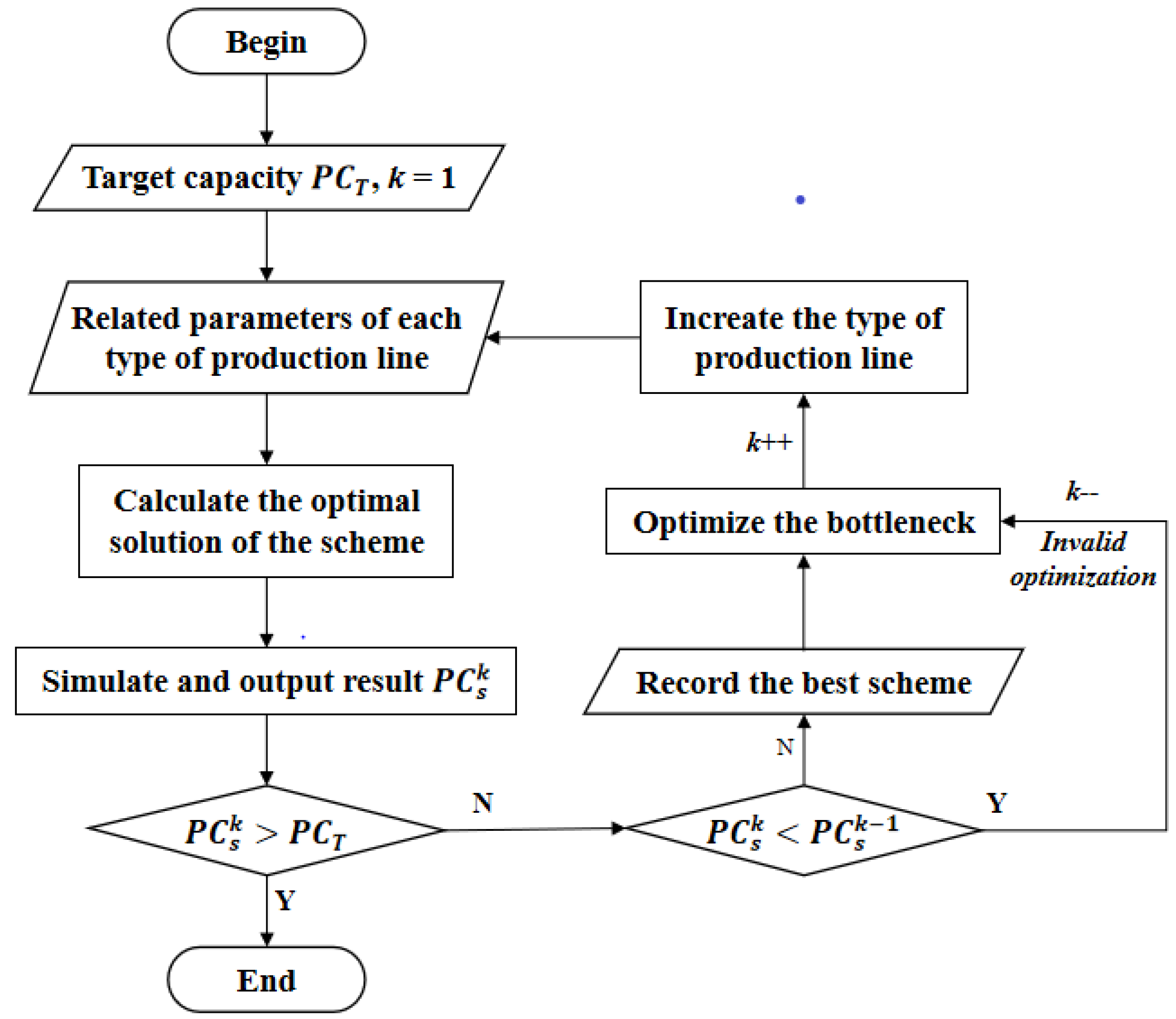
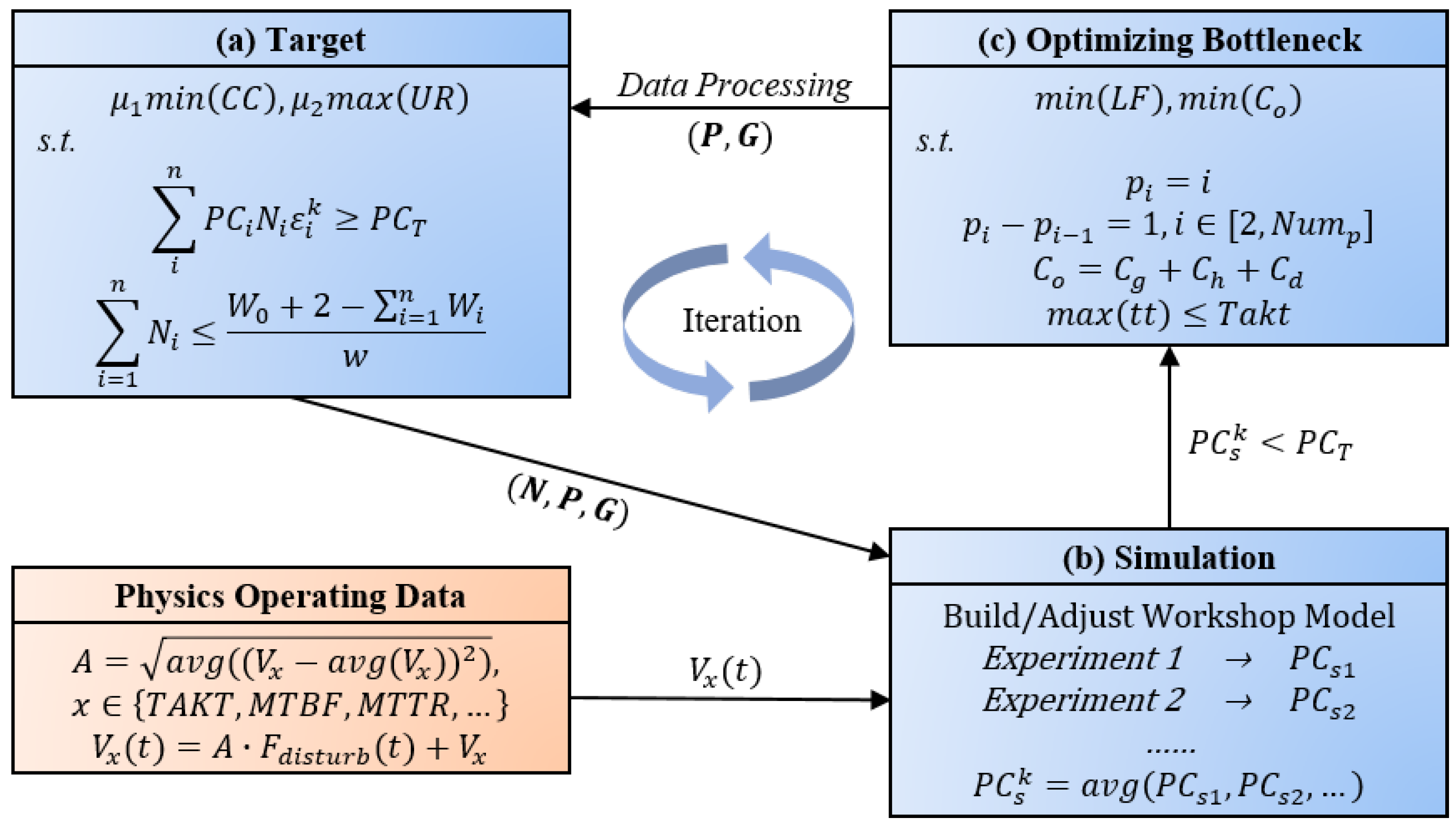
- Figure 9a shows that the iterative optimization objective of minimizing the construction cost and maximizing the capacity is defined according to Equation (10). The value of variables is limited by Equations (12) and (16) to obtain the quantity of production lines configuration N of various types of production lines based on the current process grouping G and process takt time sequence P.
- 2.
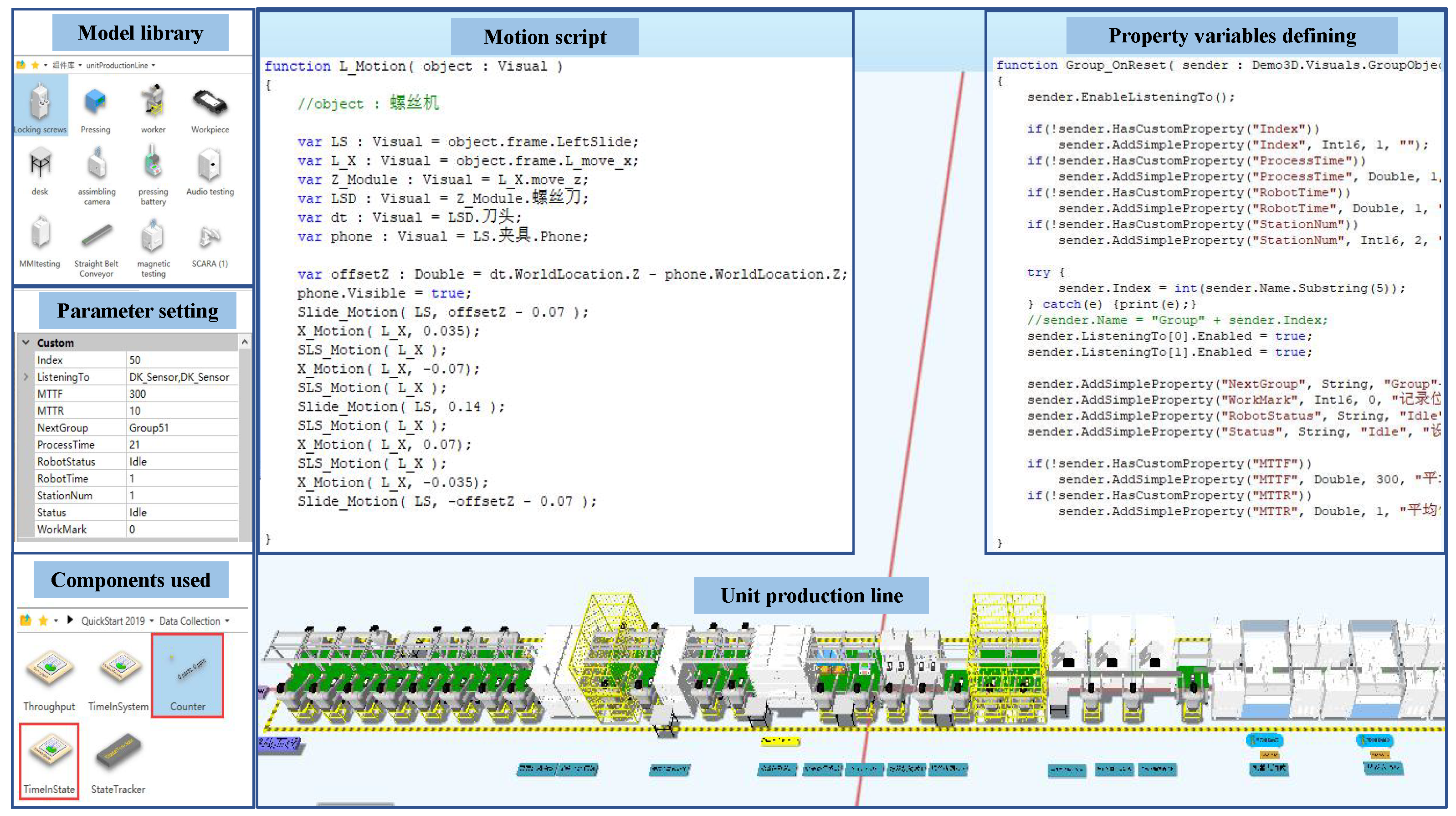
- Input the quantity of production lines solution N value calculated in the previous step, together with the grouping of procedures solution G and takt time of process solution P values, into the Emulate3d digital twin simulation software to establish a specific virtual workshop model, then introduce the historical data of physical workshop runtime statistics. Use the event simulation module built in the software to conduct multiple simulation simulations and statistics. Finally, obtain the simulation capacity result of the design scheme to verify the feasibility of the scheme obtained by the mathematical model, as shown in Figure 9b. In particular, to simulate the abnormal conditions in the actual workshop operation as realistically as possible, the time-dependent random disturbance function is introduced to determine the relevant data of the production process.
- 3.
- If the average production capacity is more minor than the target production capacity , it indicates that the current scheme can meet the design requirements, the iteration ends, and the results are output; Otherwise, proceed to the next iteration. If is less than the capacity result of the previous iteration, the scheme has not been improved. Bottleneck optimization should be carried out for the results of the previous iteration. Otherwise, bottleneck optimization is carried out for this scheme.
- 4.
- As shown in Figure 9c, lowering costs as much as possible to reduce the bottleneck location affects the production line’s performance, minimizing the station load fluctuations and optimizing cost as the goal. This optimizes and adjusts the bottleneck station or sub-bottleneck station. Then the optimized process grouping G and process takt time sequence P are input to the mathematical model in Figure 9a, and a new Cycle iteration starts until the simulation scheme meets the design requirements.
5.3. Evaluation of Production Line Scheme of Hybrid Workshop
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Leng, J.; Liu, Q.; Ye, S.; Jing, J.; Wang, Y.; Zhang, C.; Zhang, D.; Chen, X. Digital twin-driven rapid reconfiguration of the automated manufacturing system via an open architecture model. Robot. Comput. Integr. Manuf. 2020, 63, 101895. [Google Scholar] [CrossRef]
- Tao, F.; Zhang, H.; Liu, A.; Nee, A.Y. Digital twin in industry: State-of-the-art. IEEE Trans. Ind. Inform. 2018, 15, 2405–2415. [Google Scholar] [CrossRef]
- Leng, J.; Wang, D.; Shen, W.; Li, X.; Liu, Q.; Chen, X. Digital twins-based smart manufacturing system design in Industry 4.0: A review. J. Manuf. Syst. 2021, 30, 119–137. [Google Scholar] [CrossRef]
- He, B.; Bai, K. Digital twin-based sustainable intelligent manufacturing: A review. Adv. Manuf. 2021, 9, 1–21. [Google Scholar] [CrossRef]
- Tarkesh, H.; Atighehchian, A.; Nookabadi, A.S. Facility layout design using virtual multi-agent system. J. Intell. Manuf. 2009, 20, 347–357. [Google Scholar] [CrossRef]
- Zúñiga, E.R.; Moris, M.U.; Syberfeldt, A.; Fathi, M.; Rubio-Romero, J.C. A simulation-based optimization methodology for facility layout design in manufacturing. IEEE Access 2020, 8, 163818–163828. [Google Scholar] [CrossRef]
- Deshpande, V.; Patil, N.D.; Baviskar, V.; Gandhi, J. Plant layout optimization using CRAFT and ALDEP methodology. Product. J. Natl. Product. Counc. 2016, 57, 32–42. [Google Scholar]
- Liu, J.; Liu, J. Applying multi-objective ant colony optimization algorithm for solving the unequal area facility layout problems. Appl. Soft Comput. 2019, 74, 167–189. [Google Scholar] [CrossRef]
- Xu, J.; Li, Z. Multi-Objective Dynamic Construction Site Layout Planning in Fuzzy Random Environment. Autom. Constr. 2012, 27, 155–169. [Google Scholar] [CrossRef]
- Turanoğlu, B.; Akkaya, G. A new hybrid heuristic algorithm based on bacterial foraging optimization for the dynamic facility layout problem. Expert Syst. Appl. 2018, 98, 93–104. [Google Scholar] [CrossRef]
- Khajemahalle, L.; Emami, S.; Keshteli, R.N. A hybrid nested partitions and simulated annealing algorithm for dynamic facility layout problem: A robust optimization approach. INFOR Inf. Syst. Oper. Res. 2021, 59, 74–101. [Google Scholar] [CrossRef]
- Tayal, A.; Singh, S.P. Integrating big data analytic and hybrid firefly-chaotic simulated annealing approach for facility layout problem. Ann. Oper. Res. 2018, 270, 489–514. [Google Scholar] [CrossRef]
- Derakhshan Asl, A.; Wong, K.Y. Solving unequal-area static and dynamic facility layout problems using modified particle swarm optimization. J. Intell. Manuf. 2017, 28, 1317–1336. [Google Scholar] [CrossRef]
- Zha, S.; Guo, Y.; Huang, S.; Wu, Q.; Tang, P. A hybrid optimization approach for unequal-sized dynamic facility layout problems under fuzzy random demands. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 382–399. [Google Scholar] [CrossRef]
- Dong, L.; Wang, Z. Plant Layout and Simulation Roaming System based on Virtual Reality Technology. MATEC Web Conf. 2018, 214, 4001. [Google Scholar] [CrossRef] [Green Version]
- Pinto, R.; Goncalves, J.; Lopes Cardoso, H.; Oliveira, E.; Goncalves, G.; Carvalho, B. A Facility Layout Planner tool based on Genetic Algorithms. In Proceedings of the 2016 IEEE Symposium Series on Computational Intelligence, Athens, Greece, 6–9 December 2019. [Google Scholar]
- Liao, Z.; Cong, M.; Liu, D.; Meng, F. Using simulation in layout verification of solar module assembly workshop. Int. J. Model. Simul. Sci. Comput. 2018, 09, 1850017. [Google Scholar] [CrossRef]
- Naranje, V.; Reddy, P.V.; Sharma, B.K. Optimization of Factory Layout Design Using Simulation Tool. In Proceedings of the 2019 IEEE 6th International Conference on Industrial Engineering and Applications (ICIEA), Tokyo, Japan, 12–15 April 2019. [Google Scholar]
- Boysen, N.; Fliedner, M.; Scholl, A. A classification of assembly line balancing problems. Eur. J. Oper. Res. 2007, 183, 674–693. [Google Scholar] [CrossRef]
- Tonge, F.M. Summary of a heuristic line balancing procedure. Manag. Sci. 1960, 7, 21–42. [Google Scholar] [CrossRef]
- Kim, Y.K.; Hyun, C.J.; Kim, Y. Sequencing in mixed model assembly lines: A genetic algorithm approach. Comput. Oper. Res. 1996, 23, 1131–1145. [Google Scholar] [CrossRef]
- Bukchin, J.; Dar-El, E.M.; Rubinovitz, J. Mixed model assembly line design in a make-to-order environment. Comput. Ind. Eng. 2002, 41, 405–421. [Google Scholar] [CrossRef]
- Mukund Nilakantan, J.; Ponnambalam, S.G. Robotic U-shaped assembly line balancing using particle swarm optimization. Eng. Optim. 2016, 48, 231–252. [Google Scholar] [CrossRef]
- Alavidoost, M.H.; Zarandi, M.H.F.; Tarimoradi, M.; Nemati, Y. Modified genetic algorithm for simple straight and U-shaped assembly line balancing with fuzzy processing times. J. Intell. Manuf. 2017, 28, 313–336. [Google Scholar] [CrossRef]
- Kazemi, S.M.; Ghodsi, R.; Rabbani, M.; Tavakkoli-Moghaddam, R. A novel two-stage genetic algorithm for a mixed-model U-line balancing problem with duplicated tasks. Int. J. Adv. Manuf. Technol. 2011, 55, 1111–1122. [Google Scholar] [CrossRef]
- Delice, Y.; Kızılkaya Aydoğan, E.; Özcan, U.; İlkay, M.S. A modified particle swarm optimization algorithm to mixed-model two-sided assembly line balancing. J. Intell. Manuf. 2017, 28, 23–36. [Google Scholar] [CrossRef]
- Becker, C.; Scholl, A. A survey on problems and methods in generalized assembly line balancing. Eur. J. Oper. Res. 2006, 168, 674–715. [Google Scholar] [CrossRef]
- Moreira, M.C.O.; Pastor, R.; Costa, A.M.; Miralles, C. The multi-objective assembly line worker integration and balancing problem of type-2. Comput. Oper. Res. 2017, 82, 114–125. [Google Scholar] [CrossRef]
- Lee, A.H.I.; Kang, H.; Chen, C. Multi-Objective Assembly Line Balancing Problem with Setup Times Using Fuzzy Goal Programming and Genetic Algorithm. Symmetry 2021, 13, 333. [Google Scholar] [CrossRef]
- Liu, R.; Xie, X.; Yu, K.; Hu, Q. A survey on simulation optimization for the manufacturing system operation. Int. J. Model. Simul. 2018, 38, 116–127. [Google Scholar] [CrossRef] [Green Version]
- Bongomin, O.; Mwasiagi, J.I.; Nganyi, E.O.; Nibikora, I. A complex garment assembly line balancing using simulation-based optimization. Eng. Rep. 2020, 2, e12258. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Q.; Chen, X.; Zhang, D.; Leng, J. A Digital Twin-Based Approach for Designing and Multi-Objective Optimization of Hollow Glass Production Line. IEEE Access 2017, 5, 26901–26911. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, X.; Wang, X.; Cui, F.; Cheng, H. A simulation-based approach for plant layout design and production planning. J. Ambient. Intell. Humaniz. Comput. 2019, 10, 1217–1230. [Google Scholar] [CrossRef]
- Guo, J.; Zhao, N.; Sun, L.; Zhang, S. Modular based flexible digital twin for factory design. J. Ambient. Intell. Humaniz. Comput. 2019, 10, 1189–1200. [Google Scholar] [CrossRef]
- Damiani, L.; Demartini, M.; Giribone, P.; Maggiani, M.; Revetria, R.; Tonelli, F. Simulation and Digital Twin Based Design of a Production Line: A Case Study. In Proceedings of the International MultiConference of Engineers and Computer Scientists (IMECS), Hong Kong, China, 14–16 March 2018. [Google Scholar]
- Leng, J.; Yan, D.; Liu, Q.; Zhang, H.; Zhao, G.; Wei, L.; Zhang, D.; Yu, A.; Chen, X. Digital twin-driven joint optimisation of packing and storage assignment in large-scale automated high-rise warehouse product-service system. Int. J. Comput. Integr. Manuf. 2021, 34, 783–800. [Google Scholar] [CrossRef]
- Wang, B.; Yuan, L.; Yu, X.; Ou, L. Construction and Optimization of Digital Twin Model for Hardware Production Line. In Proceedings of the IEEE IECON 2020—46th Annual Conference of the IEEE Industrial Electronics Society, Singapore, 18–21 October 2020. [Google Scholar]
- Leng, J.; Zhou, M.; Xiao, Y.; Zhang, H.; Liu, Q.; Shen, W.; Su, Q.; Li, L. Digital twins-based remote semi-physical commissioning of flow-type smart manufacturing systems. J. Clean. Prod. 2021, 306, 127278. [Google Scholar]
- Liu, Q.; Leng, J.; Yan, D.; Zhang, D.; Wei, L.; Yu, A.; Zhao, R.; Zhang, H.; Chen, X. Digital twin-based designing of the configuration, motion, control, and optimization model of a flow-type smart manufacturing system. J. Manuf. Syst. 2021, 58, 52–64. [Google Scholar] [CrossRef]
- Guo, H.; Chen, M.; Mohamed, K.; Qu, T.; Wang, S.; Li, J. A digital twin-based flexible cellular manufacturing for optimization of air conditioner line. J. Manuf. Syst. 2021, 58, 65–78. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Content | Relevant Data |
|---|---|
| Monthly working hours | 26 days/month |
| Shift | 2 shifts/day |
| Time of each shift | 7 h |
| The average frequency of production change | 4 days/time |
| Daily maintenance of the equipment | 10 min/day |
| Material preparation for the shift | 10 min |
| Break time for a shift | 15 min |
| Change line time | 18 min |
| Equipment Name | Equipment Working Hours (s) | Plug-And-Play Equipment Size (m) | Unit Equipment Size (m) |
|---|---|---|---|
| Sticking adhesive equipment | Design working hours | 1.1 × 1.0 | 0.9 × 1.0 |
| Pressing equipment | Design working hours | 1.1 × 1.0 | 1.0 × 1.0 |
| Current detection fixture | 80 | 1.1 × 1.0 | 1.4 × 1.1 |
| Camera detection equipment | 160 | 1.1 × 1.0 | 1.5 × 1.05 |
| Audio detection equipment | 50 | 1.1 × 1.0 | 0.75 × 0.55 |
| Coupling detection equipment | 60 | 1.1 × 1.0 | 0.75 × 0.55 |
| Ultra-wide-angle testing equipment | 30 | 1.1 × 1.0 | 0.8 × 1.3 |
| Locking screw equipment | Design working hours | 1.1 × 1.0 | 0.85 × 0.68 |
| MMI detection equipment | 70 | 1.1 × 1.0 | 0.75 × 0.55 |
| Sticking equipment | Design working hours | 1.1 × 1.0 | 1.1 × 1.0 |
| Rear camera assembling equipment | 17.6 | 1.1 × 1.0 | 0.65 × 1.6 |
| Sticking and assembling equipment | 36 | 1.1 × 1.0 | 0.65 × 1.6 |
| Double-layer conveyor belt | 3 | 51 × 3 | - |
| Pallet turning and circulating equipment | 15 | 0.7 × 0.5 | - |
| Procedure Contents | Equipment Name | Plug-And-Play Equipment Working Hours | Unit Equipment Working Hours |
|---|---|---|---|
| Sticking adhesive on the back of the touch panel | Gluing equipment | 16 | 10 |
| Pressing touch panel | Pressing equipment | 17.5 | 12.5 |
| Sticking sealed foam on the mainboard | Pasting and assembling equipment | 18 | 12 |
| Pressing battery cover | Pressing equipment | 24 | 13 |
| Station | Plug-And-Play Average | Plug-And-Play Correction | Unit Average | Unit Correct |
|---|---|---|---|---|
| Assembling main and auxiliary FPC and then pressing | 12.33 | 17.95 | 12.33 | 12.94 |
| Assembling top bracket & Locking screws | 11.34 | 16.91 | 11.34 | 11.91 |
| Assembling and rolling battery | 37.40 | 44.27 | 37.40 | 39.27 |
| Assembling battery’s FPC & Pressing battery | 19.00 | 24.95 | 19.00 | 19.95 |
| Assembling bottom bracket & Locking screws | 10.69 | 16.22 | 10.69 | 11.23 |
| Assembling and pressing the fingerprint module | 9.44 | 14.91 | 9.44 | 9.92 |
| Station | Plug-And-Play Average | Plug-And-Play Correction | Unit Average | Unit Correction |
|---|---|---|---|---|
| Scanning barcode & sticking conductive sponge on mainboard | 11.96 | 17.56 | 11.93 | 12.53 |
| Assembling camera | 11.93 | 17.53 | 11.93 | 12.53 |
| Assembling front camera and front silicone ccase | 11.18 | 16.74 | 11.18 | 11.73 |
| Semi-finished products testing | 10.89 | 16.43 | 10.89 | 11.44 |
| Sticking earpiece sponge & Assembling earpiece | 11.66 | 17.24 | 11.66 | 12.25 |
| Tear release paper of TP adhesive & Sticking heat sink film | 9.64 | 15.12 | 9.64 | 10.12 |
| Assembling TP into the face cover & checking the front camera | 11.57 | 17.15 | 11.57 | 12.14 |
| Assembling power button | 11.97 | 17.57 | 11.97 | 12.57 |
| Assembling volume button | 11.70 | 17.29 | 11.70 | 12.29 |
| Assembling push-buttons | 11.75 | 17.34 | 11.75 | 12.34 |
| Pulling testing of a touch panel | 11.79 | 17.38 | 11.79 | 12.39 |
| Sticking sealed foam & Assembling leather cover | 12.34 | 17.96 | 12.34 | 12.96 |
| Assembling silicone and sealed foam on the main board | 11.65 | 17.23 | 11.65 | 12.23 |
| Assembling the silicone Case of ear phone and the sub-board | 12.33 | 17.95 | 12.33 | 12.94 |
| Assembling sub board into face cover and binding, then assembling card holder | 12.16 | 17.77 | 12.16 | 12.77 |
| Assembling FPC & Sticking grounded conductive foam | 10.91 | 16.46 | 10.91 | 11.46 |
| Fastening coaxial cable 1 | 11.49 | 17.06 | 11.49 | 12.07 |
| Fastening coaxial cable 2 | 11.32 | 16.89 | 11.32 | 11.89 |
| Tiding coaxial cable | 12.21 | 17.82 | 12.21 | 12.82 |
| Sticking label & Checking battery cover | 11.39 | 16.96 | 11.39 | 11.97 |
| Cleaning camera & Fixing battery cover | 12.32 | 17.94 | 12.32 | 12.94 |
| Tearing film of front and rear camera & Assembling cover sheet | 12.23 | 17.84 | 12.23 | 12.84 |
| Assembling protective jacket & Entering user mode | 11.92 | 17.52 | 11.92 | 12.52 |
| Touch panel testing | 10.73 | 16.27 | 10.73 | 11.26 |
| Magnetic testing | 11.17 | 16.73 | 11.17 | 11.73 |
| Battery testing | 12.25 | 17.86 | 12.25 | 12.86 |
| Dual camera Calibrating | 12.32 | 17.94 | 12.32 | 12.93 |
| Fastening battery cover | 24.96 | 31.21 | 24.96 | 26.21 |
| Checking overall appearance | 12.49 | 17.31 | 12.49 | 12.31 |
| Scanning the barcode & Packaging | 12.66 | 17.93 | 12.66 | 12.40 |
| Production Line Type | The Capacity of Production Line (Set/Hour) | Production Line Takt (Seconds) | The Number of Production Line |
|---|---|---|---|
| Plug-And-Play | 200 | 18 | 4 |
| Unit | 300 | 13 | 6 |
| Natations | Remarks |
|---|---|
| N | The quantity of production lines solution |
| P | The quantity of production lines solution |
| G | The grouping of procedures solution |
| The production capacity of i-th simulation experiment | |
| The average production capacity of k-th iteration simulation | |
| The target production capacity of the workshop | |
| The unit area capacity of production line | |
| The construction cost of the workshop | |
| The load fluctuation between the stations | |
| The rebalancing adjustment cost of optimizing bottleneck | |
| The cost of other measures and grouping procedures | |
| The cost of increasing workers | |
| The cost of improving equipment | |
| The i-th procedures | |
| The total number of procedures | |
| The maximum takt time of production line | |
| The threshold value of production takt | |
| The time-dependent random disturbance function |
| Equipment | Average Construction Cost of Production Line () | Average Production Capacity per Unit Area of Production Line (pcs/m/h) | Assembly Cost () |
|---|---|---|---|
| Before optimization | 9,122,370 | 1.85 | 0.120 |
| After optimization | 9,299,840 | 2.00 | 0.102 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, R.; Zou, G.; Su, Q.; Zou, S.; Deng, W.; Yu, A.; Zhang, H. Digital Twins-Based Production Line Design and Simulation Optimization of Large-Scale Mobile Phone Assembly Workshop. Machines 2022, 10, 367. https://doi.org/10.3390/machines10050367
Zhao R, Zou G, Su Q, Zou S, Deng W, Yu A, Zhang H. Digital Twins-Based Production Line Design and Simulation Optimization of Large-Scale Mobile Phone Assembly Workshop. Machines. 2022; 10(5):367. https://doi.org/10.3390/machines10050367
Chicago/Turabian StyleZhao, Rongli, Guangxin Zou, Qianyi Su, Shangwen Zou, Wenshun Deng, Ailin Yu, and Hao Zhang. 2022. "Digital Twins-Based Production Line Design and Simulation Optimization of Large-Scale Mobile Phone Assembly Workshop" Machines 10, no. 5: 367. https://doi.org/10.3390/machines10050367
APA StyleZhao, R., Zou, G., Su, Q., Zou, S., Deng, W., Yu, A., & Zhang, H. (2022). Digital Twins-Based Production Line Design and Simulation Optimization of Large-Scale Mobile Phone Assembly Workshop. Machines, 10(5), 367. https://doi.org/10.3390/machines10050367