3.3.1. Undercutting and End Cutting
Undercutting refers to the phenomenon that part of the tooth profile at the dedendum of the machined gear is cut off by the cutting tool during generating manufacture [
12]. Undercutting will weaken the bending strength of the tooth dedendum, reduce the contact ratio, and destroy the smoothness of gear transmission. Therefore, it is of great significance to study the undercutting limit conditions of the conjugated straight-line internal gear pair to avoid the undercutting interference of the tooth profile and improve the transmission life of the gear pair.
In order to determine the limiting conditions for the non-occurrence of undercutting, refer to the undercutting theory proposed by Litvin [
13]: it is assumed that the tooth profile
is a tool profile used to process the conjugate tooth profile
. If singular points appear in the tooth profile
, undercutting will occur in processing, and the singular points should meet the following mathematical conditions:
where
is the position vector of the meshing point on the conjugate tooth profile
and
is the relative motion velocity of the meshing point on the conjugate tooth profile along the tooth profile.
Since the conversion relationship between the position vector of the linear tooth profile of the external gear and the conjugate tooth profile of the internal gear ring is relatively complex, it is not convenient to solve the singular points directly by taking the derivative of the position vectors, so it can be solved according to the relative motion relationship between conjugate tooth profiles. Then the mathematical model of the singular points on the tooth profile can be expressed as follows [
16,
17,
18]:
where
is the relative motion velocity of the meshing point of tooth profile
along the tooth profile;
is the relative motion velocity at the meshing point of the conjugate tooth profiles, namely, the motion velocity of the meshing point on tooth profile
relative to tooth profile
; and
is the relative motion velocity of the meshing point of tooth profile
along the tooth profile. The above velocity vectors are defined in the same coordinate system.
Assuming that the linear tooth profile of the external gear is the tool profile used to process the conjugate tooth profile of the internal gear ring, then, in the coordinate
, combining the tooth profile expression and the relative velocity expression, the vectors
and
in Equation (52) are written in the form of components:
Substituting Equations (53) and (54) into Equation (52), the following can be obtained:
The meshing equation should be satisfied when the linear tooth profile of the external gear is processed to form the conjugate tooth profile of the internal gear ring. Substituting Equation (7) into Equation (17), the following can be obtained:
The following can be obtained by taking the full derivative of Equation (56) with respect to time
t:
The angular velocity of the external gear is expressed as follows:
Substituting Equation (58) into Equation (57), a linear equation system with a single unknown
can be obtained by combining Equations (55) and (57). The specific form is as follows:
According to matrix theory, in order for the Equation (59) to have a definite non-zero solution, the rank of its augmented matrix
and coefficient matrix
must be equal to each other and equal to 1, namely:
Then there is the following:
Combined with Equation (56), Equations (7), (54), and (56) are substituted into Equation (61). The position parameters
and
of the singular point on the conjugate tooth profile of the internal gear ring satisfy the following functional relations:
where
.
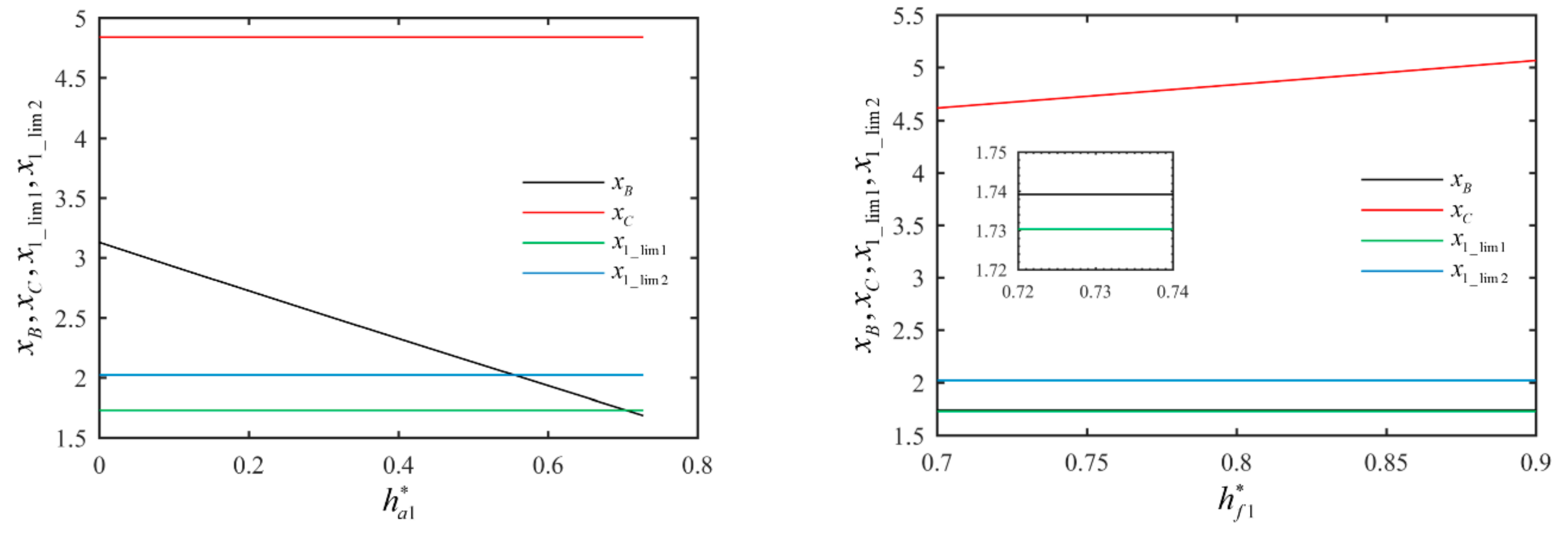
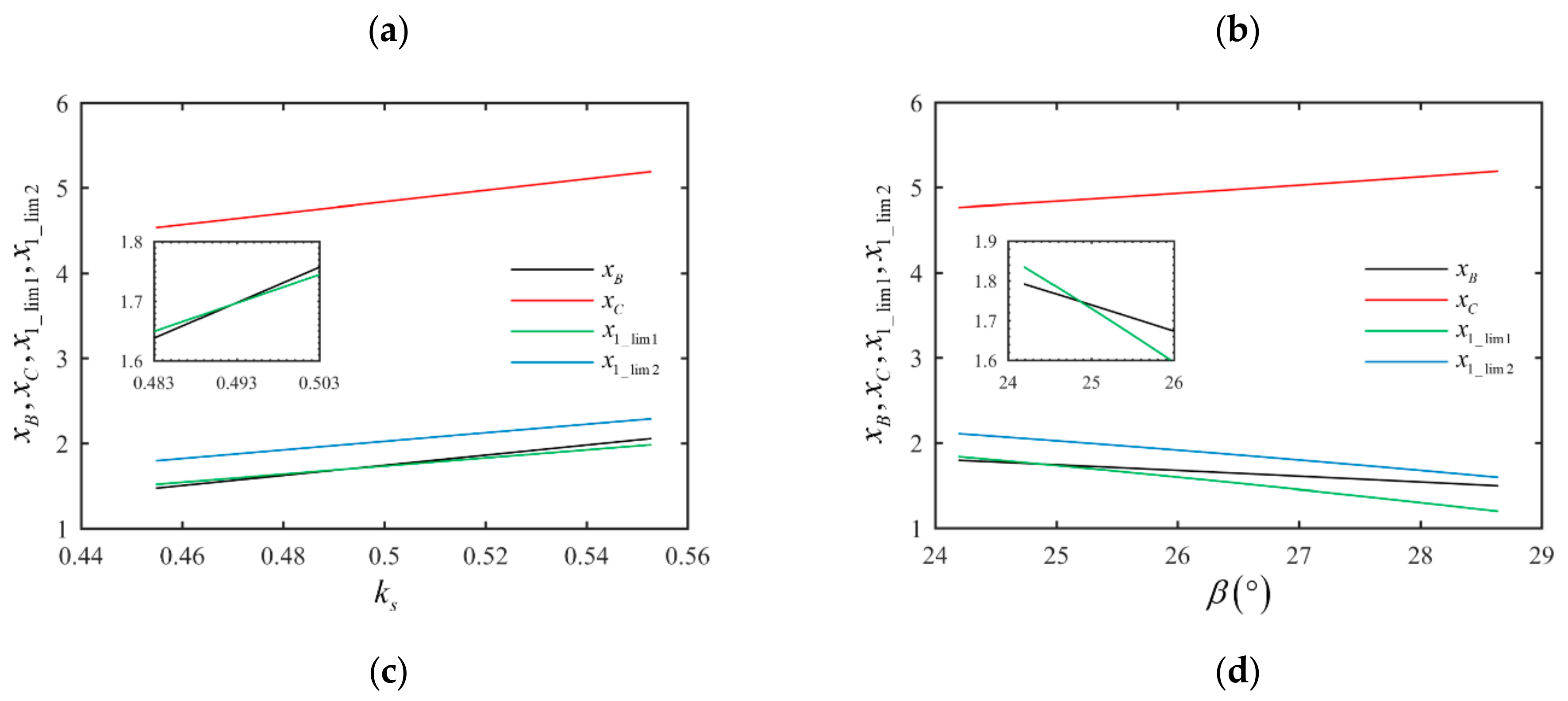
According to Equation (62), given a set of basic design parameters, the boundary point on the linear tooth profile forming the singular point on the conjugate tooth profile can be determined, whose corresponding x-coordinate is
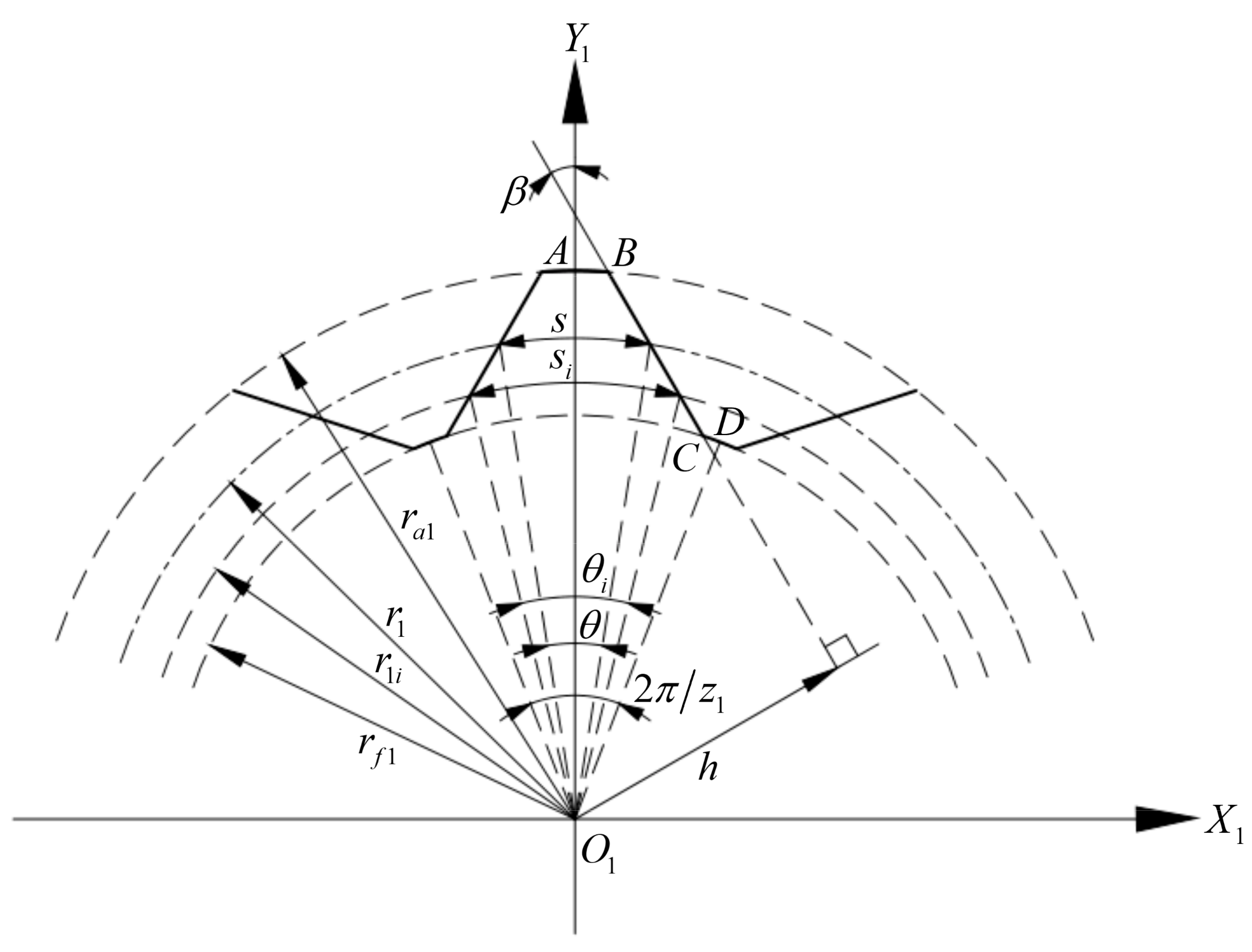
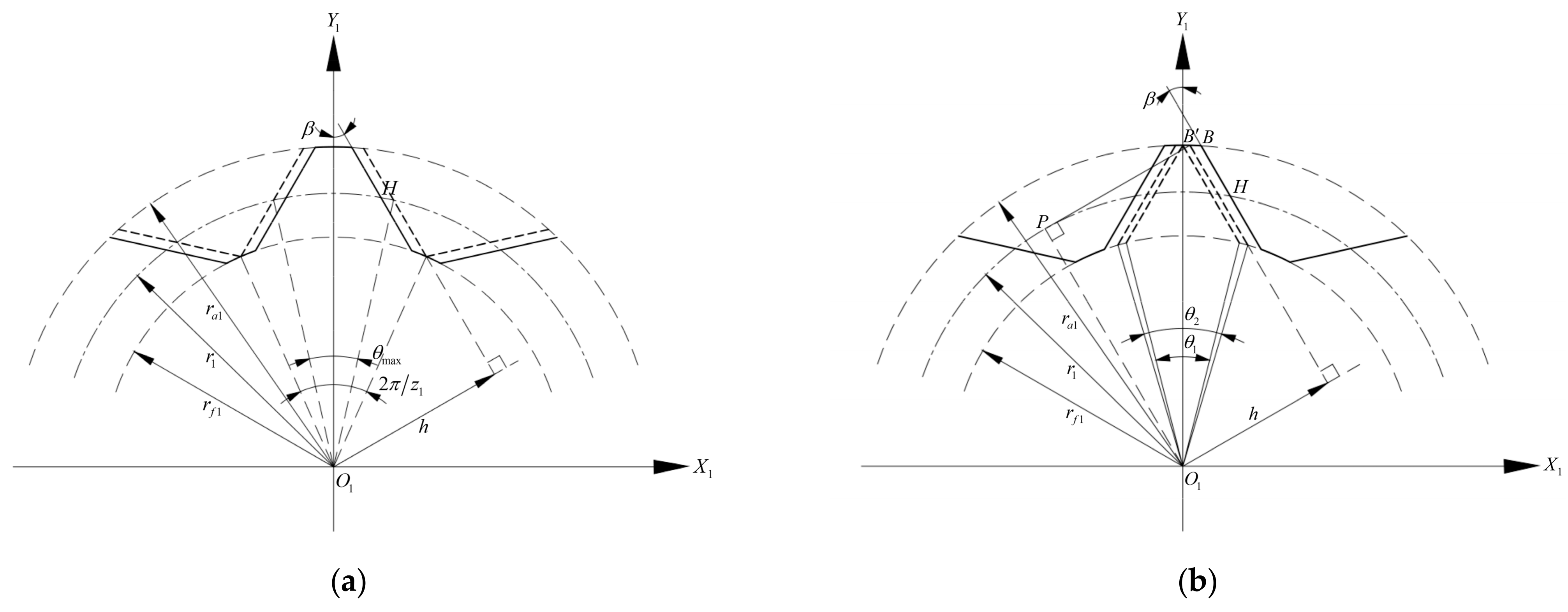
. Taking the right tooth profile of the external gear as an example, it can be seen from
Figure 2 that if the boundary point is outside the tool profile of the external gear, that is, the constraint of Equation (63) can be met, the undercutting in the conjugate tooth profile of the internal gear ring can be avoided during the forming process of the linear tooth profile of the external gear.
Similar to undercutting, end cutting refers to the phenomenon that part of the tooth profile at the addendum of the machined gear is cut off by the cutting tool, which will lead to an incomplete tooth profile and will damage the transmission of the gear pair.
Based on the principle of gear generating manufacture, the tooth profile of the rack cutter and the linear tooth profile are conjugate tooth profiles in the process of forming the linear tooth profile of the external gear by rack cutter. Therefore, the generating process can also be regarded as the inverse process of forming the tooth profile of the rack cutter by the linear tooth profile. If the latter experiences undercutting in the forming process, the former is bound to experience end cutting in the forming process. Thus, the problem of end cutting in the process of forming the linear tooth profile can be transformed into the problem of undercutting in the process of forming the tooth profile of the rack cutter.
Therefore, Equation (51) is directly used to carry out the undercutting analysis in the process of forming the tooth profile of the rack cutter by the linear tooth profile of the external gear, so as to determine the constraint that no end cutting occurs in the process of forming the linear tooth profile by rack cutter. The idea and method of derivation are similar to that of undercutting, so it is not repeated here. The position parameters
and
of the singular point on the tooth profile of the rack cutter can be obtained by solving the following functional relations:
where
,
.
According to Equation (64), given a set of basic design parameters, the boundary point on the linear tooth profile forming the singular point on the tooth profile of the rack cutter can be determined, whose corresponding x-coordinate is
. Taking the right tooth profile of the external gear as an example, combined with
Figure 2, it can be seen that if the boundary point is outside the external gear’s tool profile, that is, the constraint of Equation (65) can be met, the undercutting in the tooth profile of the rack cutter can be avoided, that is, the end cutting in the linear tooth profile of the external gear during the forming process.
Notably, the generating method uses the principle that the conjugate tooth profiles meshing with each other are mutually enveloping lines. At this time, the processed conjugate tooth profile of the internal gear ring is determined by the tooth profile of the external gear, and the addendum coefficient of the internal gear ring , the dedendum coefficient . If there are boundary points on the linear tooth profile of the external gear, undercutting will inevitably occur in the generating process. Thus, undercutting is the constraint that must be considered in gear pairs processed by the generating manufacture. If the forming method or other processing methods are adopted, although undercutting will not occur in the machining process, if singular points appear on the conjugate tooth profile of the internal gear ring, a complete and smooth conjugate tooth profile curve cannot be obtained, resulting in the designed gear pair being unable to engage in transmission normally. Therefore, in the design and machining of conjugated straight-line internal gear pairs, it is necessary to take the occurrence of undercutting as a necessary constraint. The design process and end cutting of the rack cutter’s profile can be understood in the same way.
To summarize, in order to avoid undercutting and end cutting in the design and machining of the conjugated straight-line internal gear pair, the constraints of Equations (63) and (65) should be satisfied by reasonably matching the basic design parameters of the gear pair.
The four sets of design parameters in
Table 4 are taken as examples of undercutting and end cutting. MATLAB
® programming is used to calculate the x-coordinates
and
corresponding to the boundary points of undercutting and end cutting on the linear tooth profile of the external gear, respectively, by using Equations (62) and (64). Then, it is determined whether undercutting and end cutting will occur in the generating manufacture according to the constraints of Equations (63) and (65). The detailed calculations and analysis results are shown in
Table 5.
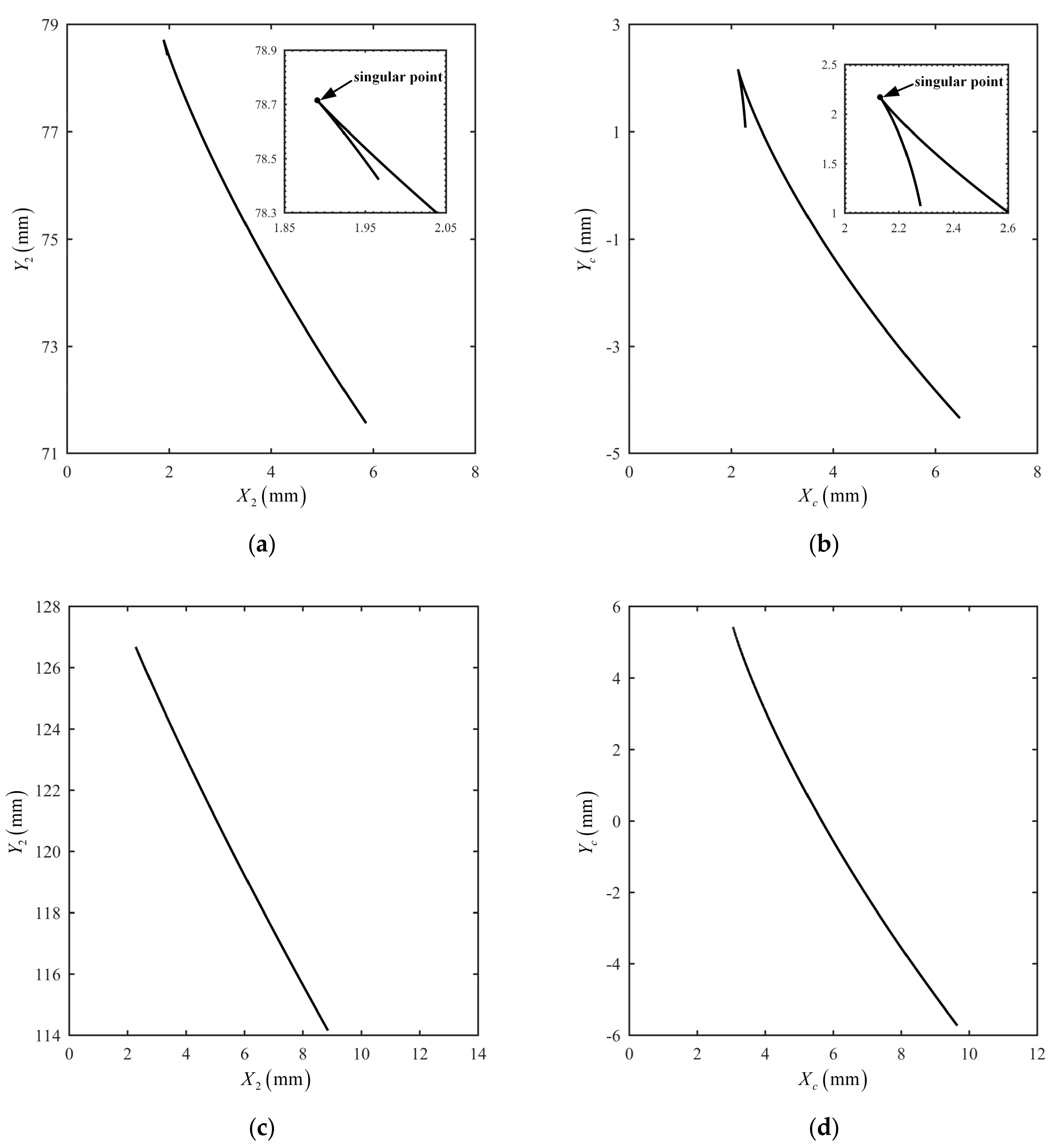
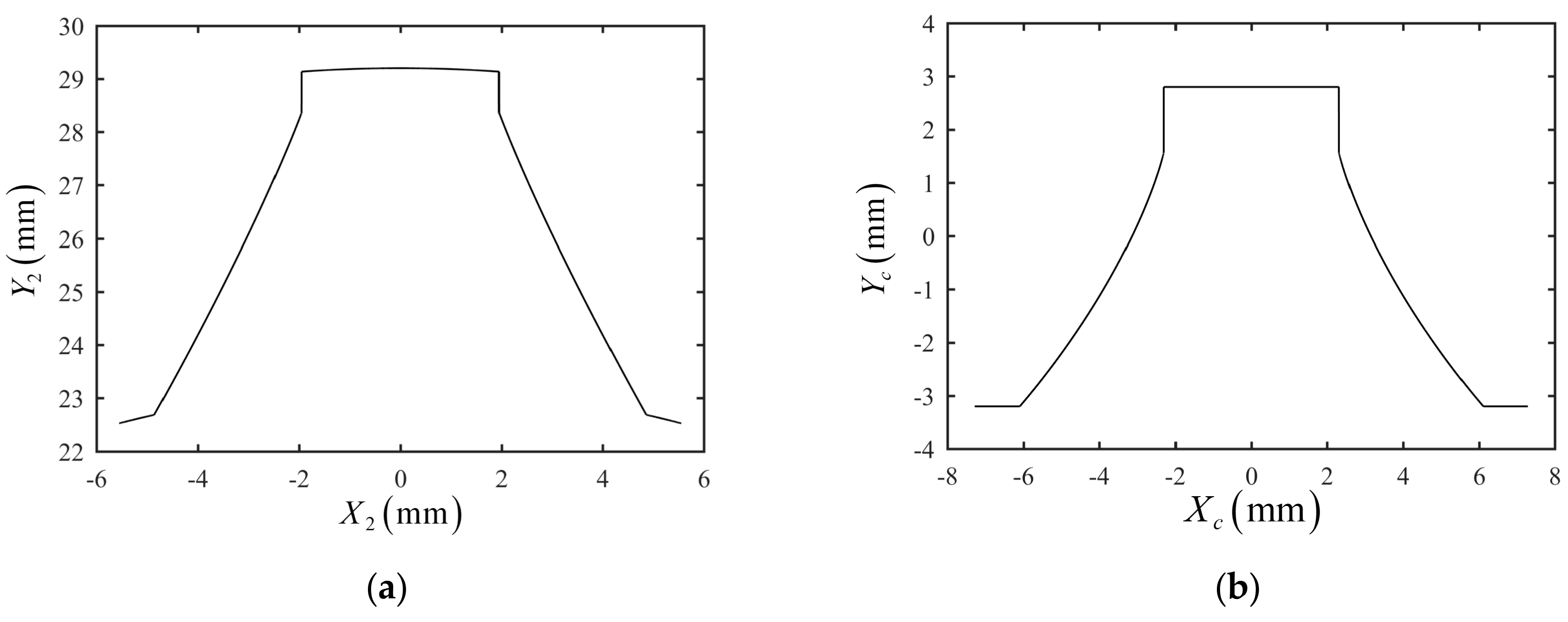
Taking case 2 and case 4 as examples,
Figure 8 shows the conjugate tooth profiles of the internal gear ring and rack cutter, and
Figure 9 shows the envelope forming process of tooth profiles in the generating manufacture. Since singular points exist on the conjugate tooth profiles corresponding to case 2, and the specific positions are marked out in
Figure 8, undercutting and end cutting will occur. At this time, part of the conjugate tooth profile above the singular point at the dedendum of the internal gear ring is cut by the linear tooth profile of the external gear; the linear tooth profile at the addendum of the external gear is cut by the small part of the tooth profile below the singular point at the addendum of the rack cutter; the specific positions are circled by the red outlines in
Figure 9. Conjugate tooth profiles corresponding to case 4 have no singular points, so undercutting and end cutting will not occur. The above analysis results verify the correctness of the undercutting and end cutting theory of the conjugated straight-line internal gear pair derived in this paper; in addition, this research idea and method can also be applied to the undercutting determination of other kinds of conjugate tooth profiles in plane.
3.3.2. Tooth-Overlapping Interference
In the transmission of internal gear pairs, the meshing profiles may overlap with each other after they are out of meshing, which is called tooth-overlapping interference. The existence of tooth-overlapping interference will lead to a failed operation, and the gear pairs cannot be installed correctly. Therefore, in the design stage of the gear pair, the check of tooth-overlapping interference must be carried out to avoid the interference.
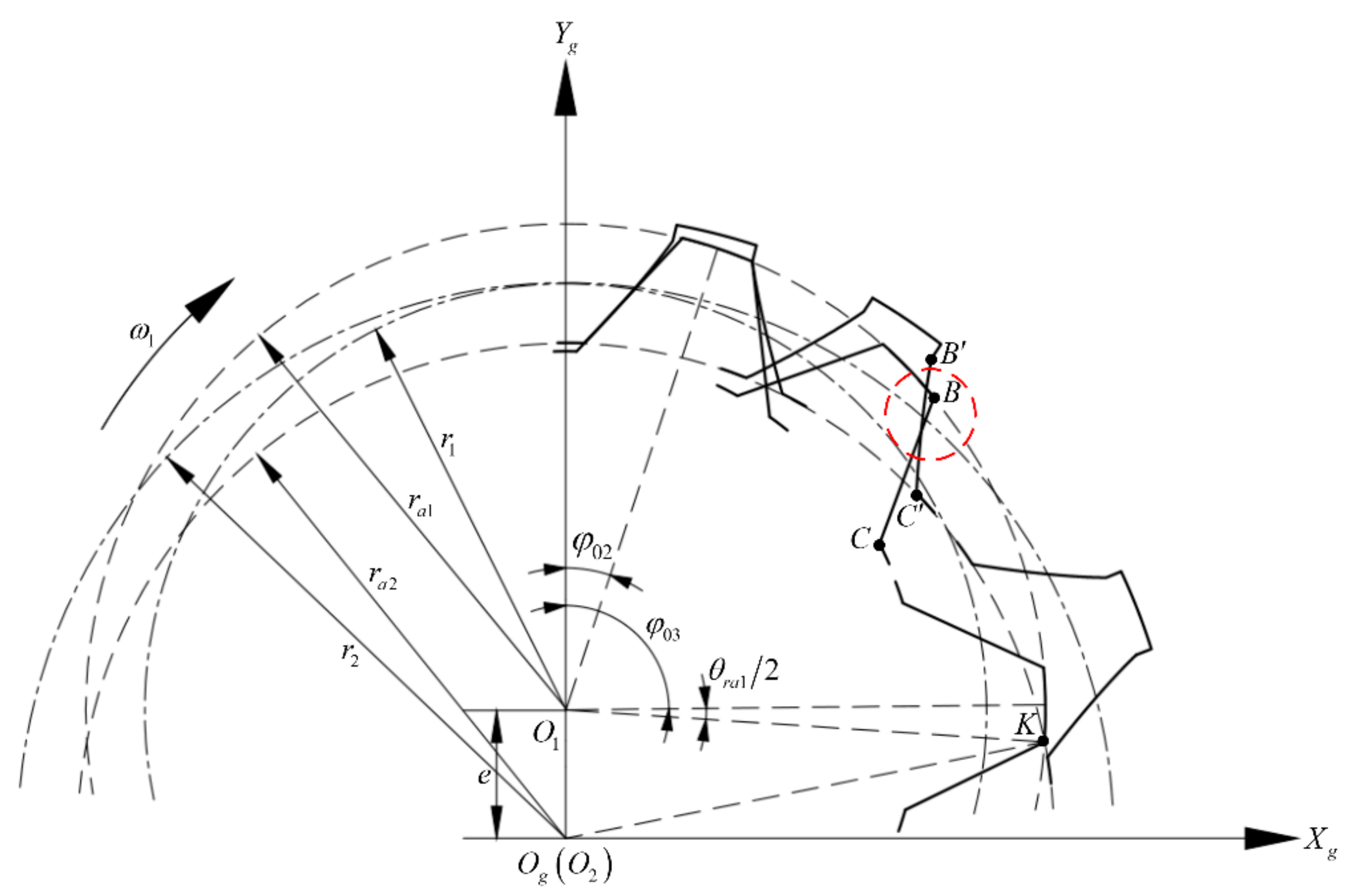
As shown in
Figure 10, in the coordinate
Sg, assuming that the gear pair rotates clockwise, the right tooth profile of the external gear and its corresponding conjugate profile are taken as an example. At the initial moment, the axis
and
coincide, the corresponding angle of the external gear when a pair of conjugate tooth profiles exit meshing is
according to Equation (50), and the point
is the intersection of the addendum circles of the external gear and internal gear ring. When the linear tooth profile rotates through the point, the two tooth profiles will completely separate, and the tooth-overlapping interference will no longer occur; the corresponding angle of the external gear is
at this time. Therefore, the range of the external gear angle corresponding to the check of tooth-overlapping interference is as follows:
According to the geometric relationship in
Figure 2, the expression of tooth thickness
and its corresponding central angle
on any circle of external gear can be deduced:
Substituting the relation
into Equation (67), the center angle
of the tooth thickness of the external gear addendum circle is as follows:
According to the geometric relationship in
Figure 10, the following can be obtained:
In
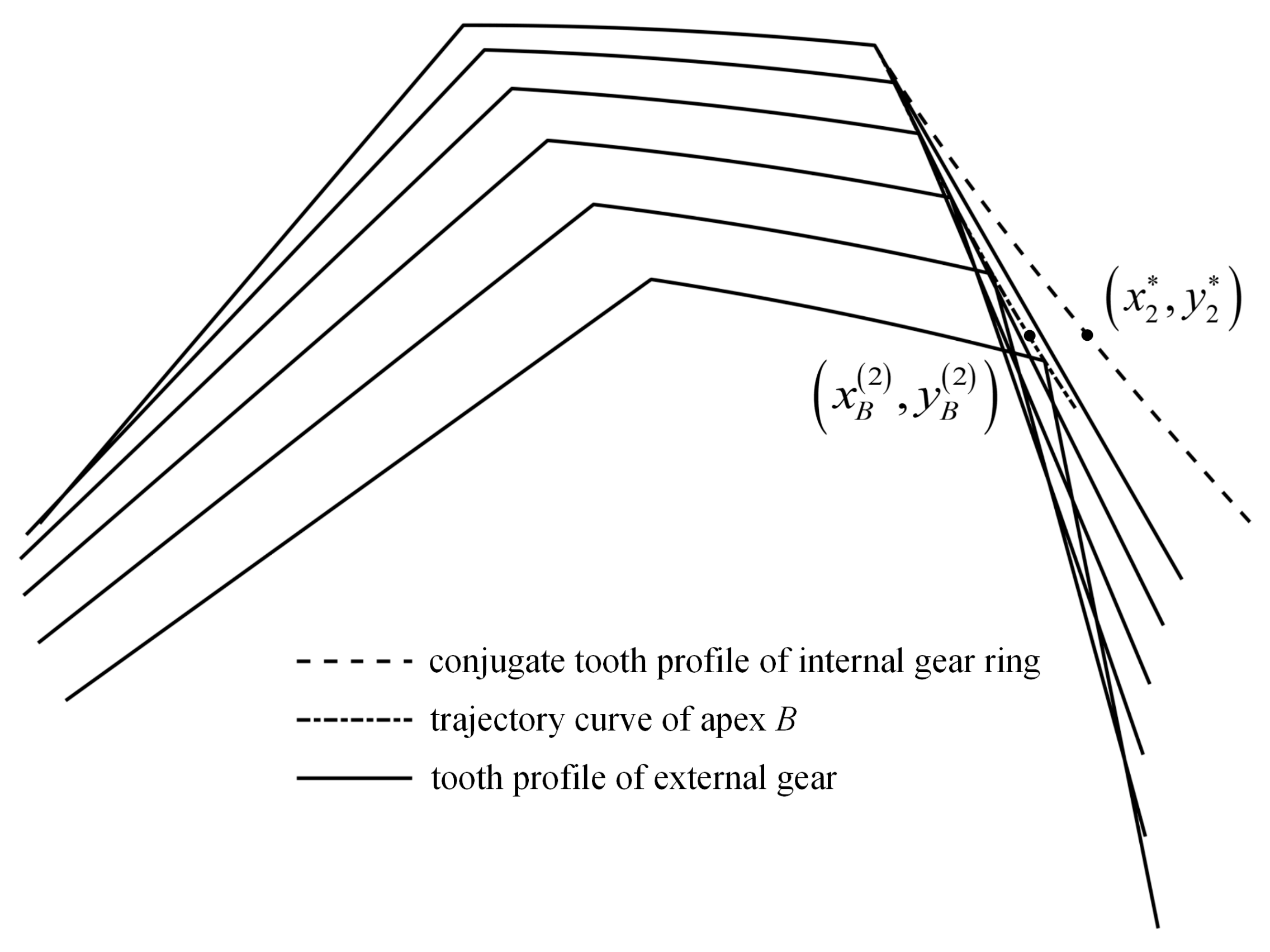
Figure 10, the position of interference is circled by the red outline. If tooth-overlapping interference occurs, the apex
of the linear tooth profile will definitely be embedded into the conjugate tooth profile
of the internal gear ring, and the apex is located on the right side of the conjugate tooth profile. Therefore, the following judgment method is intended to be adopted to the check of tooth-overlapping interference: in the coordinate
, the motion trajectory of the apex
will form a curve, and the coordinates of curve
can be obtained by the coordinate transformation of Equation (71). If the curve intersects with the conjugate profile curve of the internal gear ring, tooth-overlapping interference will inevitably occur; otherwise, it will not occur.
As shown in
Figure 11, this method transforms the complex problem of tooth-overlapping interference into the problem of judging whether there is an intersection between the conjugate tooth profile of the internal gear ring and the trajectory curve of the apex of the linear tooth profile in the coordinate
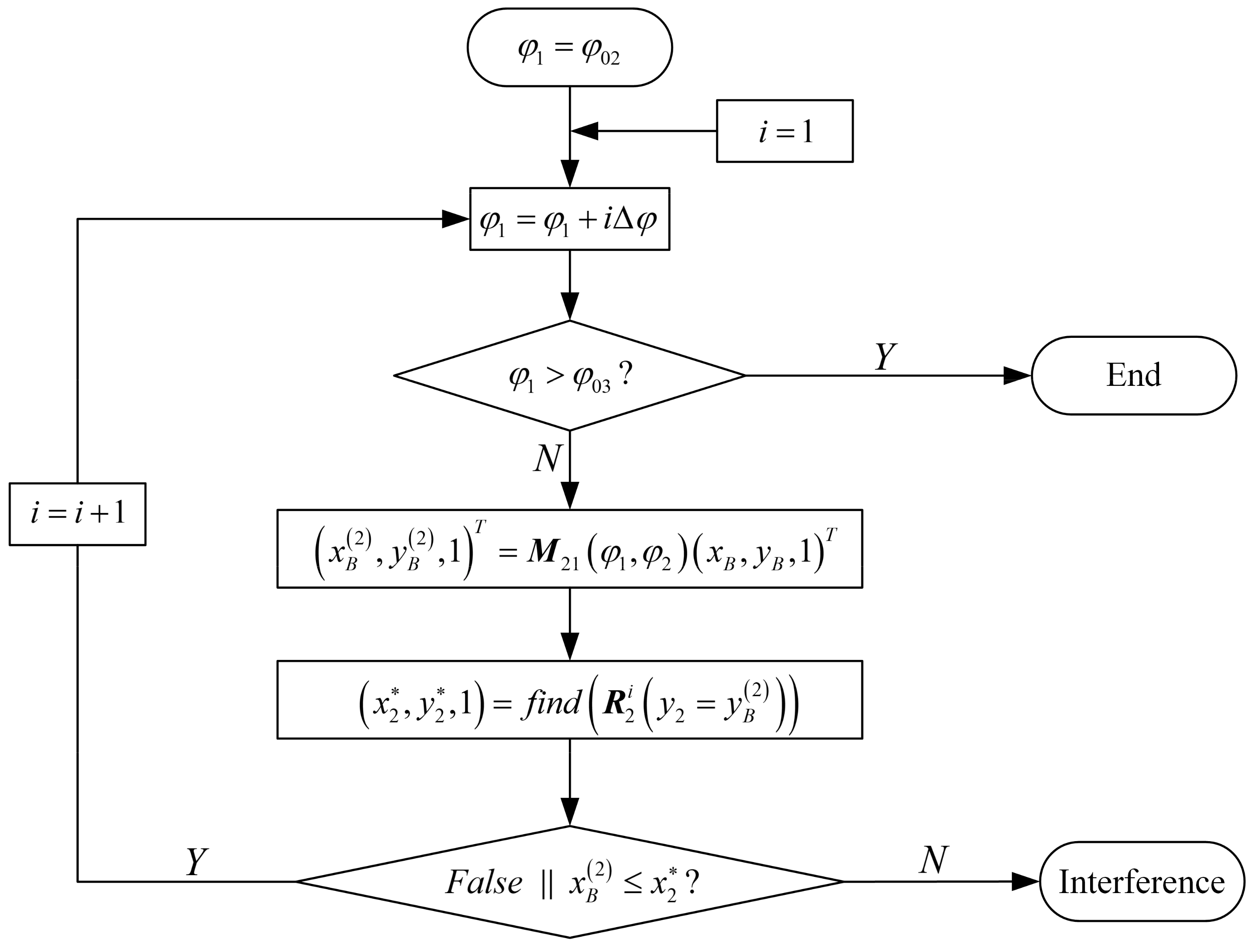
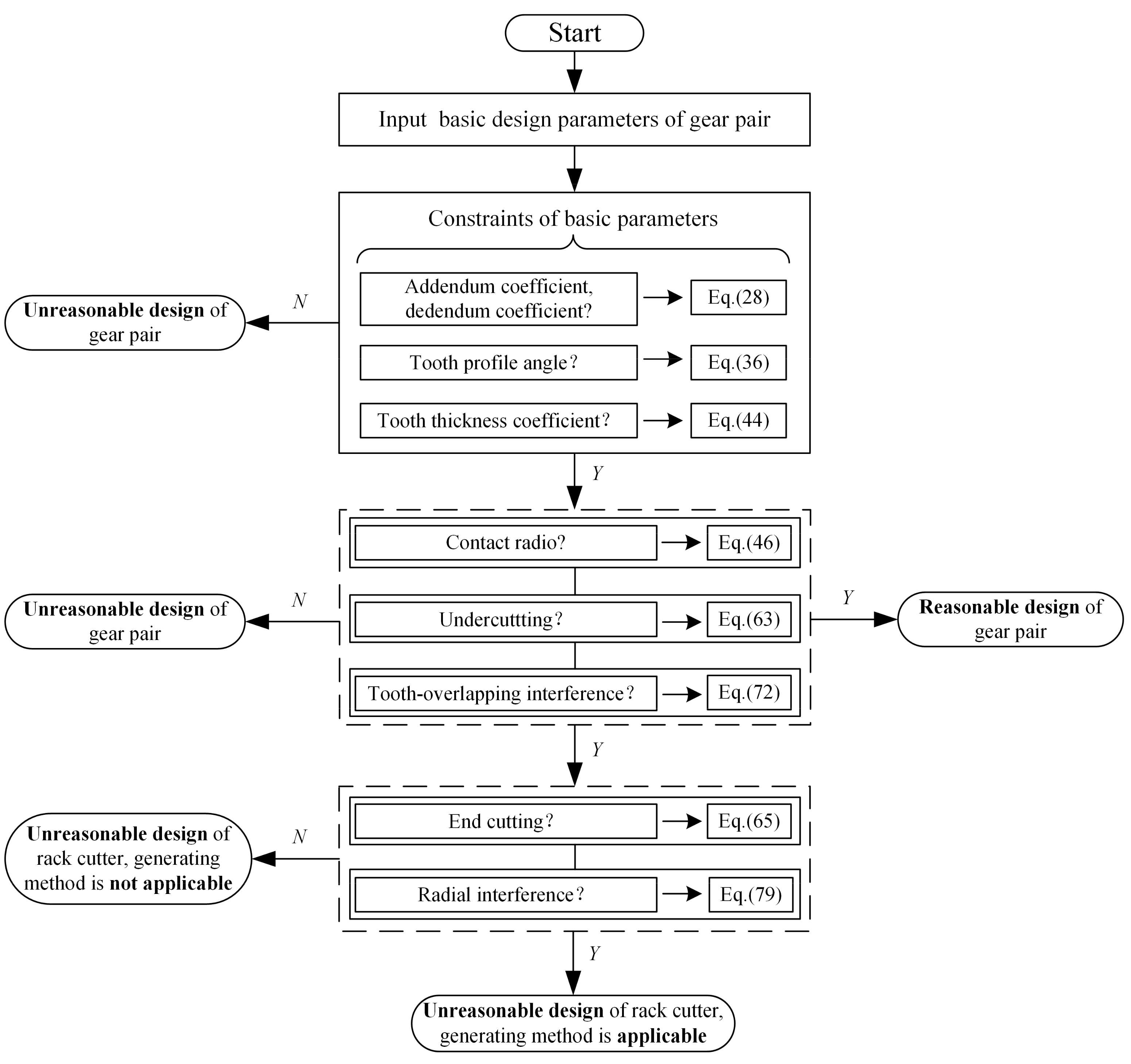
. Furthermore, the checking ranges of the angle and conjugate profile curve are discretized, and the numerical calculation method is used to make the above method easy to be programmed. The specific calculation flow is shown in
Figure 12; when the angle of the external gear is
, find the coordinate
of the point on the position vector
of the internal gear ring’s profile, which is equal to the y-coordinate
of point
. If no corresponding point can be found or the relation
exists, it indicates that the point
is located on the left side of the conjugate profile curve under this angle, and thus no tooth-overlapping interference occurs. If the relation
exists, it indicates that point
is located on the right side of the conjugate profile curve, and then the tooth-overlapping interference occurs. Complete the check of tooth-overlapping interference within the whole range of the angle
. If no tooth-overlapping interference occurs within the whole range, the tooth-overlapping interference of the gear pair will not occur; otherwise, it will. Therefore, the constraint of no tooth-overlapping interference of the conjugated straight-line internal gear pair can be written in the following form:
where
is the decision function of tooth-overlapping interference.
3.3.3. Radial Interference
Radial interference means the following in the assembly process of the internal gear pair, the external gear can only be assembled into the internal gear ring along the axial direction, but the external gear cannot be installed to the meshing position along the radial direction from the center of the internal gear ring. At this point, if the external gear is used as a slotting cutter for the radial cutting and generating motion to process the internal gear ring by the generating method, there will be an end cutting in the internal gear ring. Therefore, the radial interference is a constraint that must be satisfied when the gear pair is machined by the generating method, but not when the gear pair is designed.
In the coordinate
, the conjugate tooth profiles on the right are still taken as an example. The initial meshing position is located at pitch point
. At this time, the included angles between the radius of the tooth apexes
and
of the gear pair and the axis
are
and
, respectively. The following can be obtained from the geometric relationship in
Figure 13:
where
and
d2 are the distance from the apexes
and
of the gear pair to the axis
, respectively.
and
are the included angles between the radius on the pitch circles and the radius of the apexes
and
at the tooth profile on the same side, respectively.
As can be seen from
Figure 2, the coordinate of the intersection
of the reference circle of the external gear and the straight-line segment
is
; combined with Equations (7) and (11), the length of the straight-line segment
is as follows:
In Δ
, the following is obtained according to the law of cosines:
Since the conjugate tooth profile of the internal gear ring is an irregular curve, the point coordinates on the tooth profile cannot be directly solved through geometric relationships. Based on the mathematical model of the tooth profile of the internal gear ring in
Section 2.3, MATLAB
® programming is used to solve the coordinates of the intersections
and
of the conjugate tooth profile of the internal gear ring with its reference circle and addendum circle, and then the length of the straight-line segment
is as follows:
In Δ
, the following is obtained according to the law of cosines:
In
Figure 13, when
, the radial interference of the gear pair will occur at the angle
; on the contrary, when
, the radial interference of the gear pair will not occur. Thus, the constraint that there is no radial interference of the conjugated straight-line internal gear pair can be written in the following form:
where
is the decision function of radial interference.




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}