
Analysis of Time-Varying Mesh Stiffness and Dynamic Response of Gear Transmission System with Pitting and Cracking Coupling Faults

Abstract
:1. Introduction
2. Calculation of Gear Time-Varying Mesh Stiffness
2.1. Calculation of Meshing Stiffness of Normal Gear
2.2. Calculation of Time-Varying Mesh Stiffness of Gear Pair with Fault
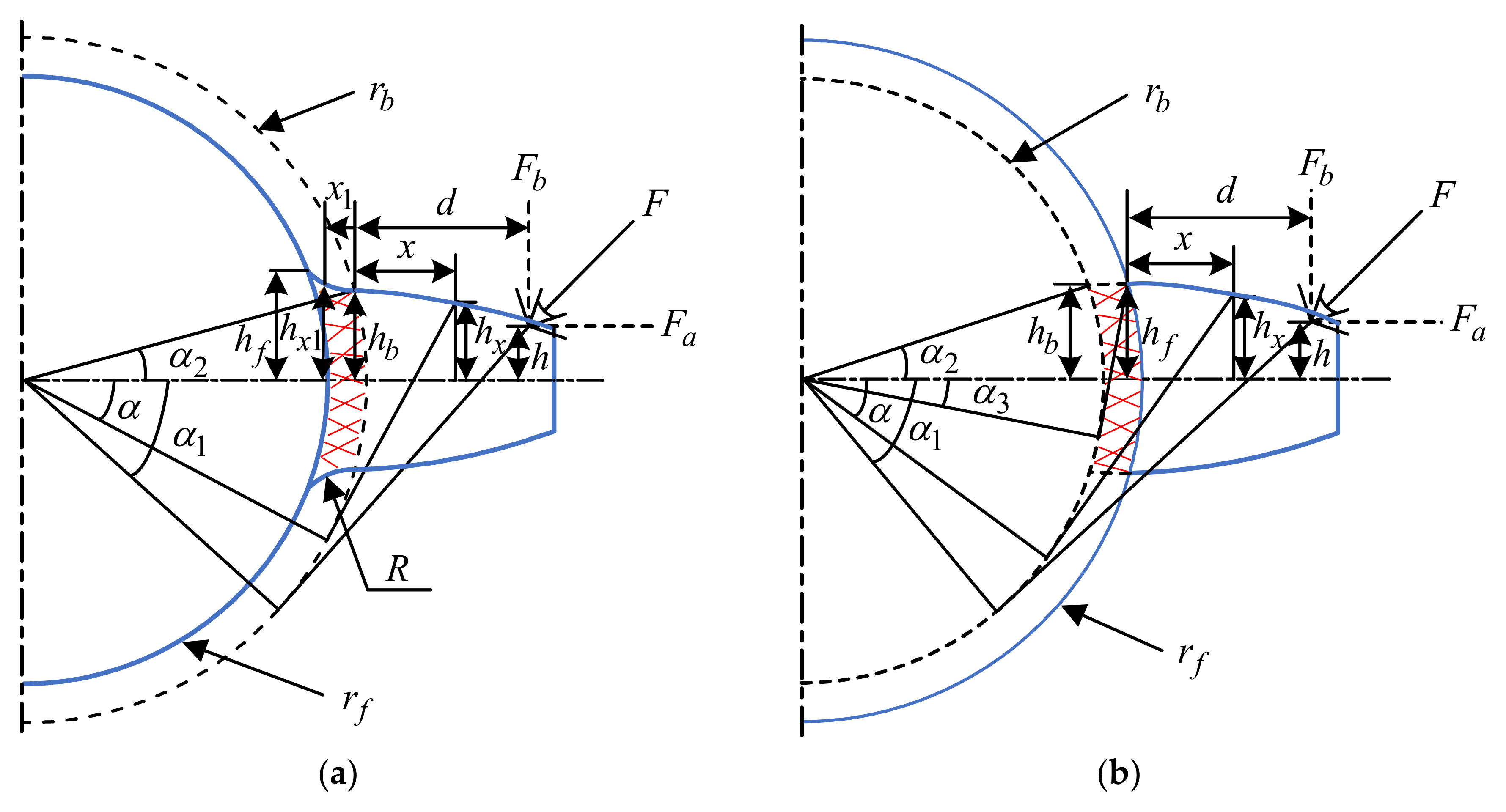
2.2.1. Calculation of Time-Varying Meshing Stiffness of Gear with Root Crack
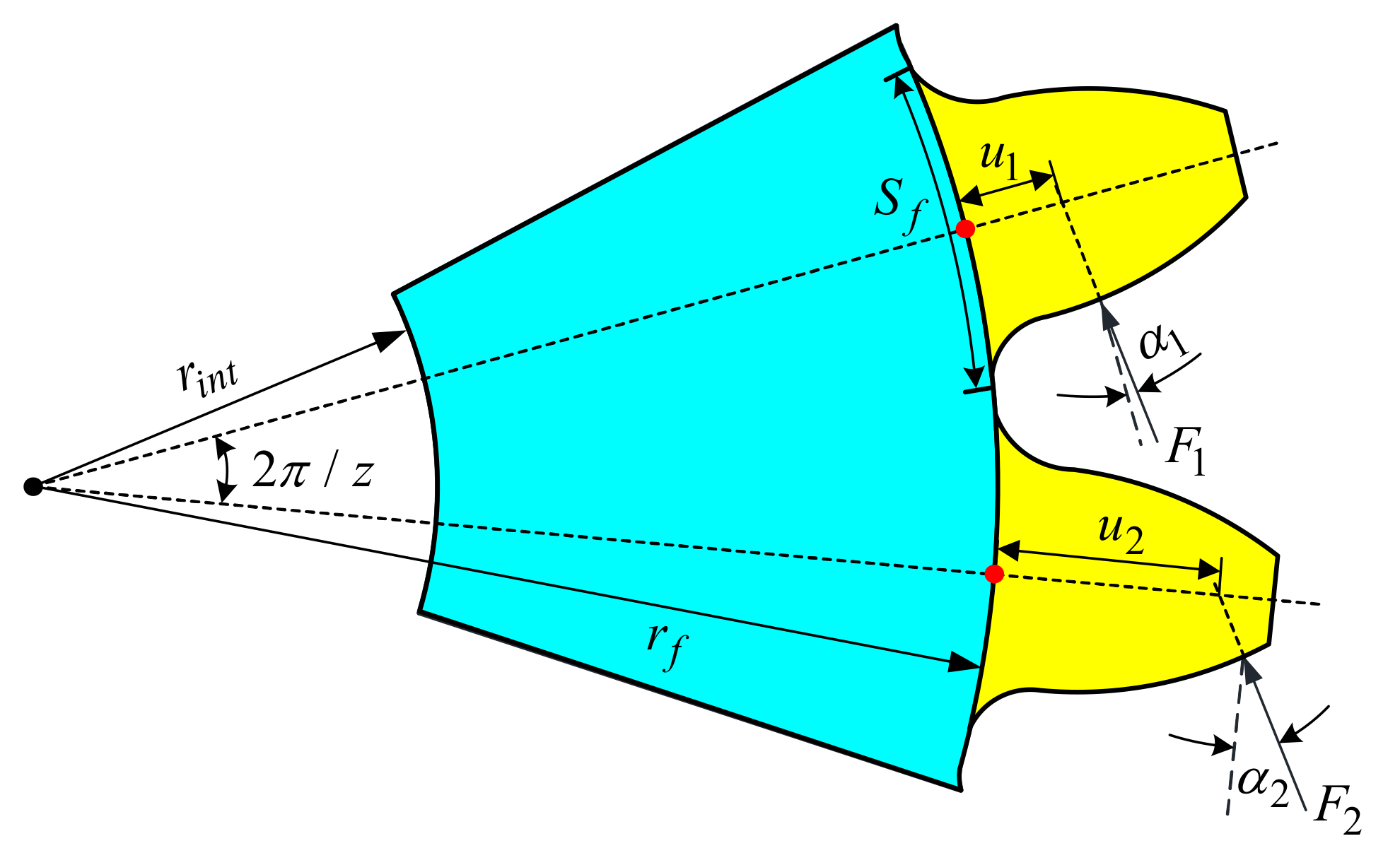
2.2.2. Pitting Gear Modeling
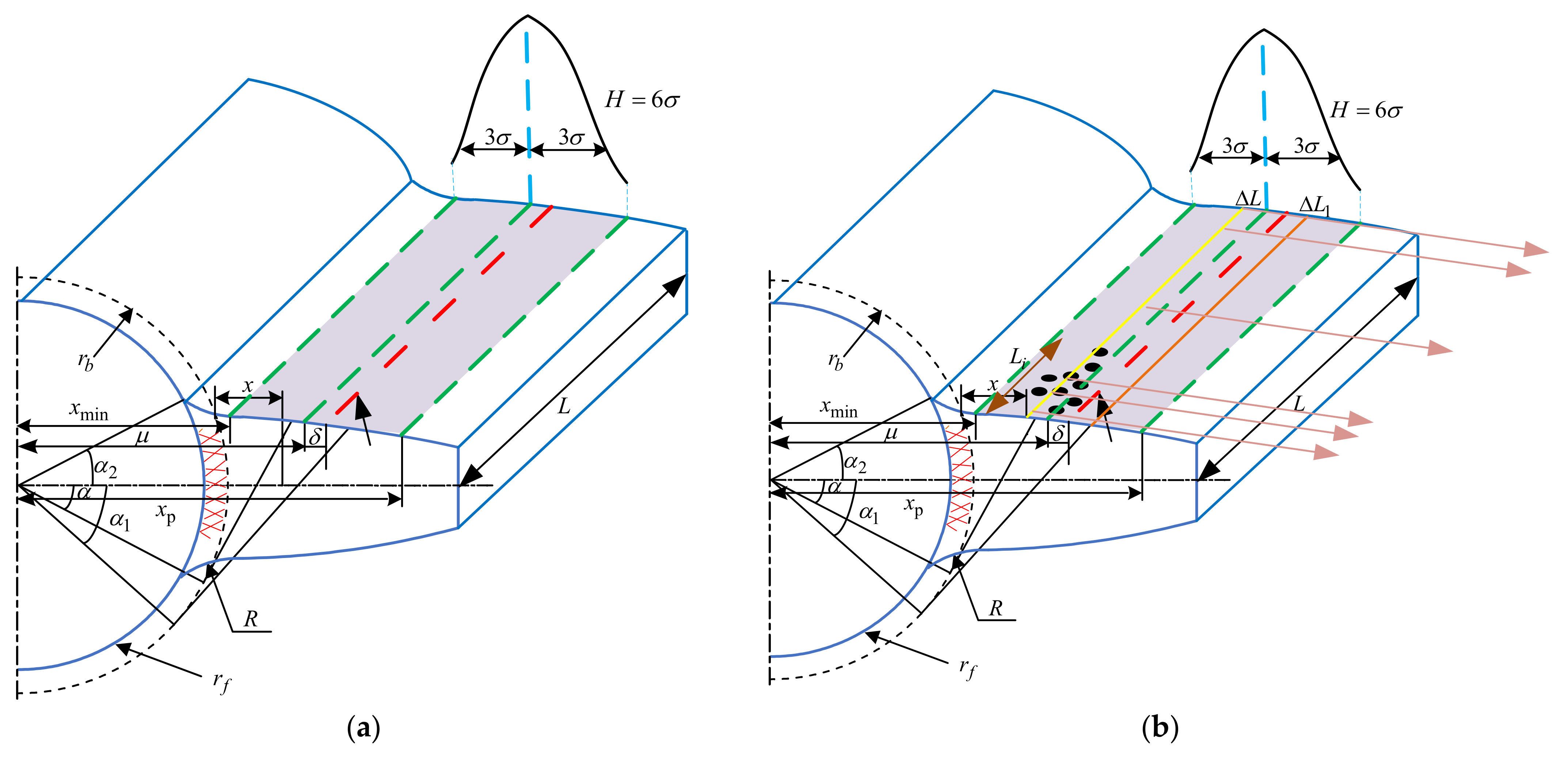
2.2.3. Calculation of Time-Varying Meshing Stiffness of Pitting Gear
2.2.4. Stiffness Calculation of Pitting Corrosion-Crack Composite Failure
3. Simulation and Experimental
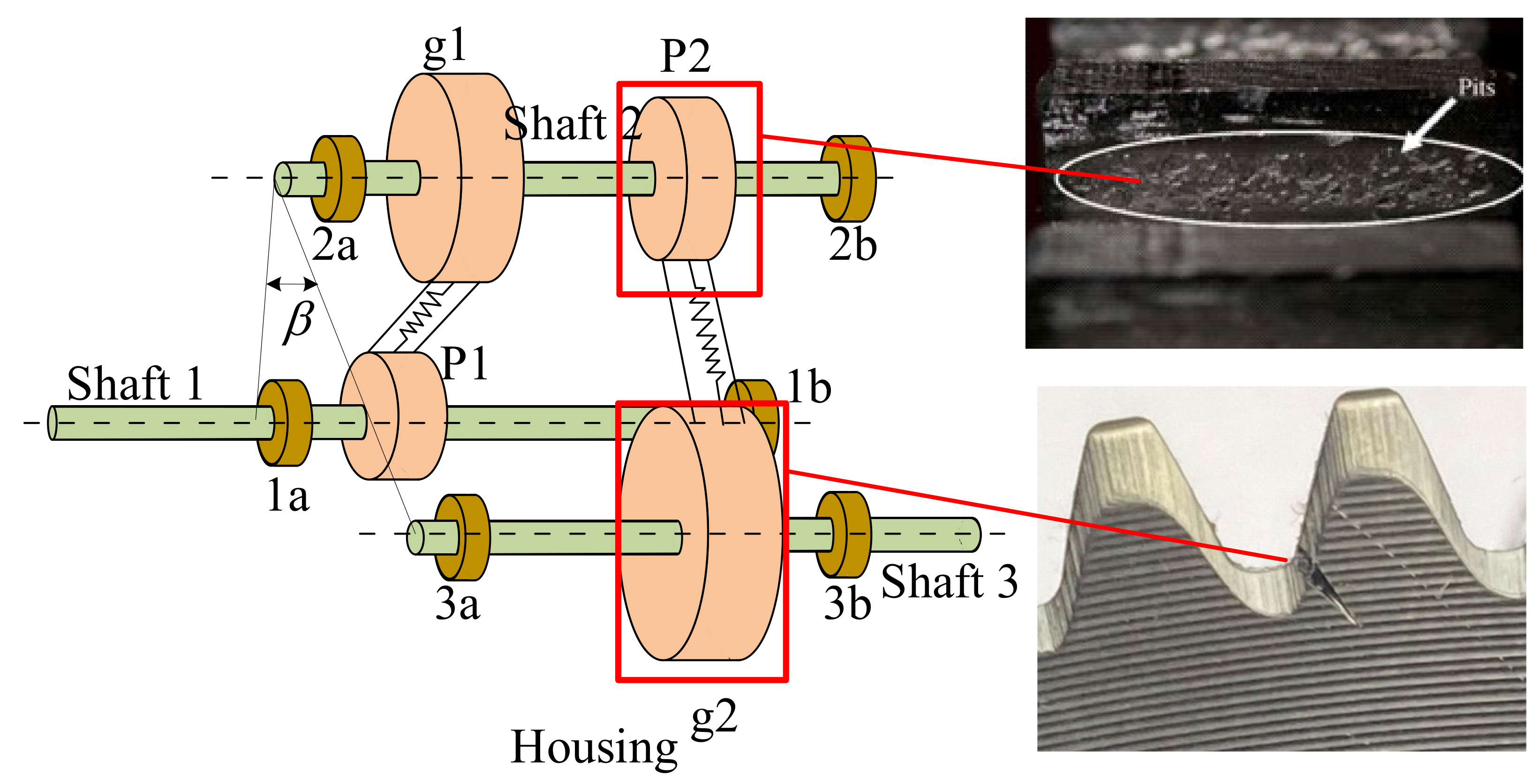
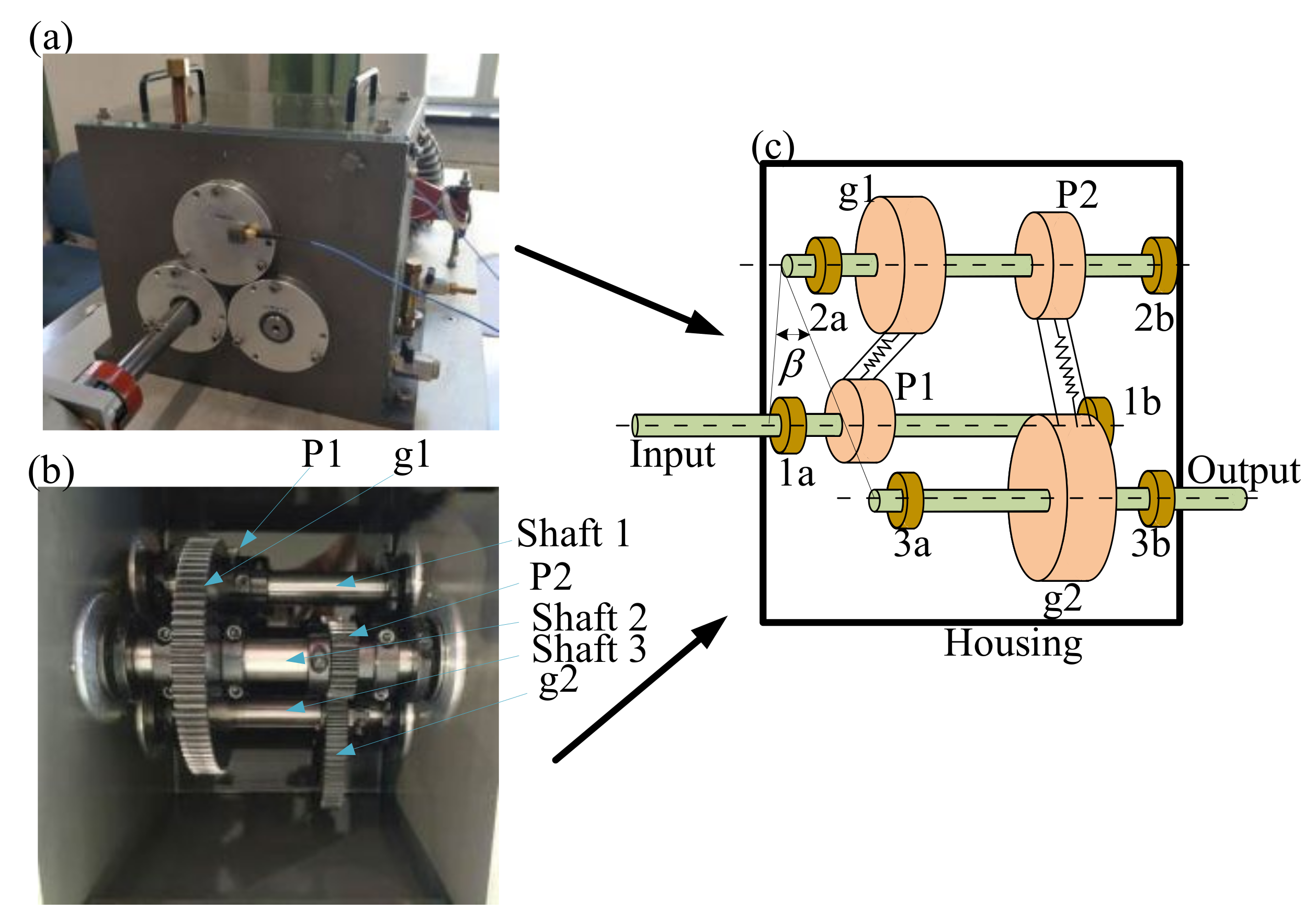
3.1. Modeling of Two-Stage Gear Transmission System
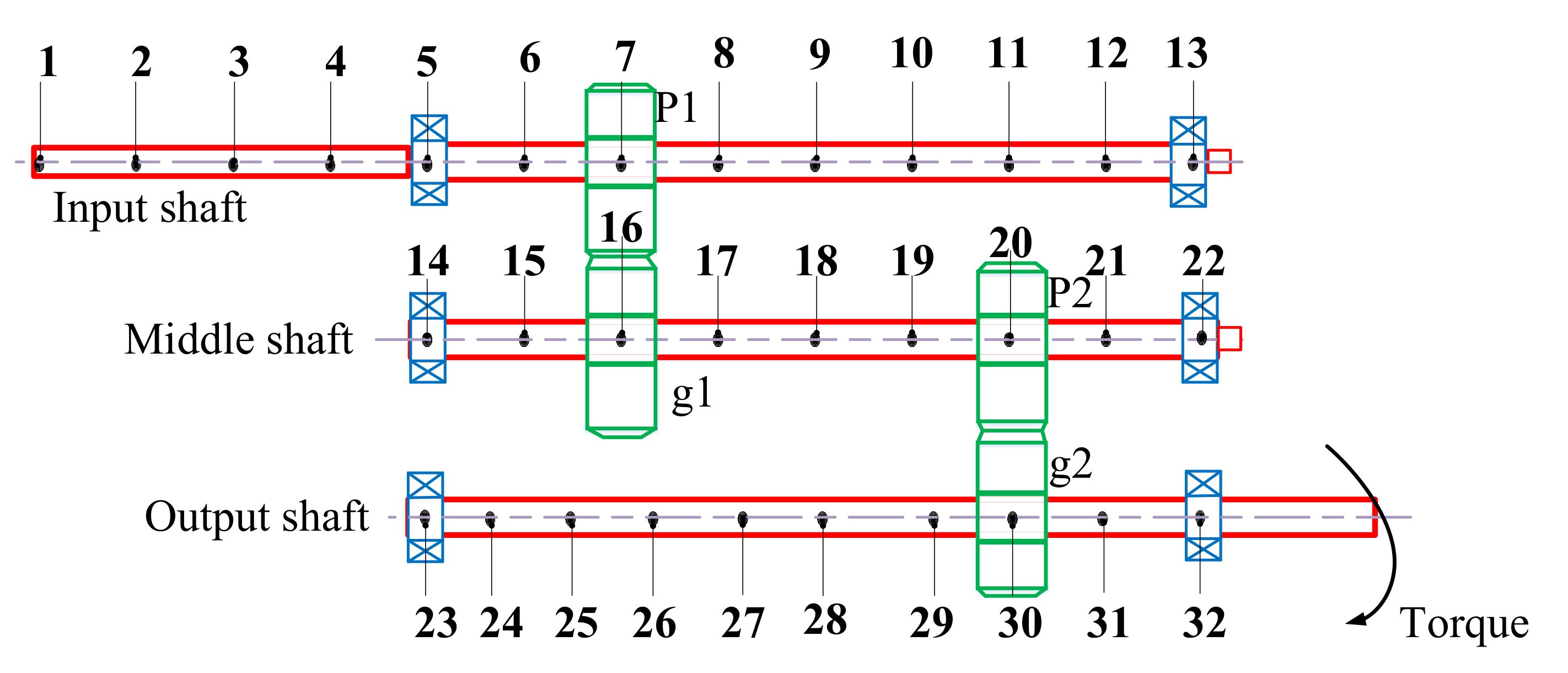
3.2. Axial Segment Element Modeling
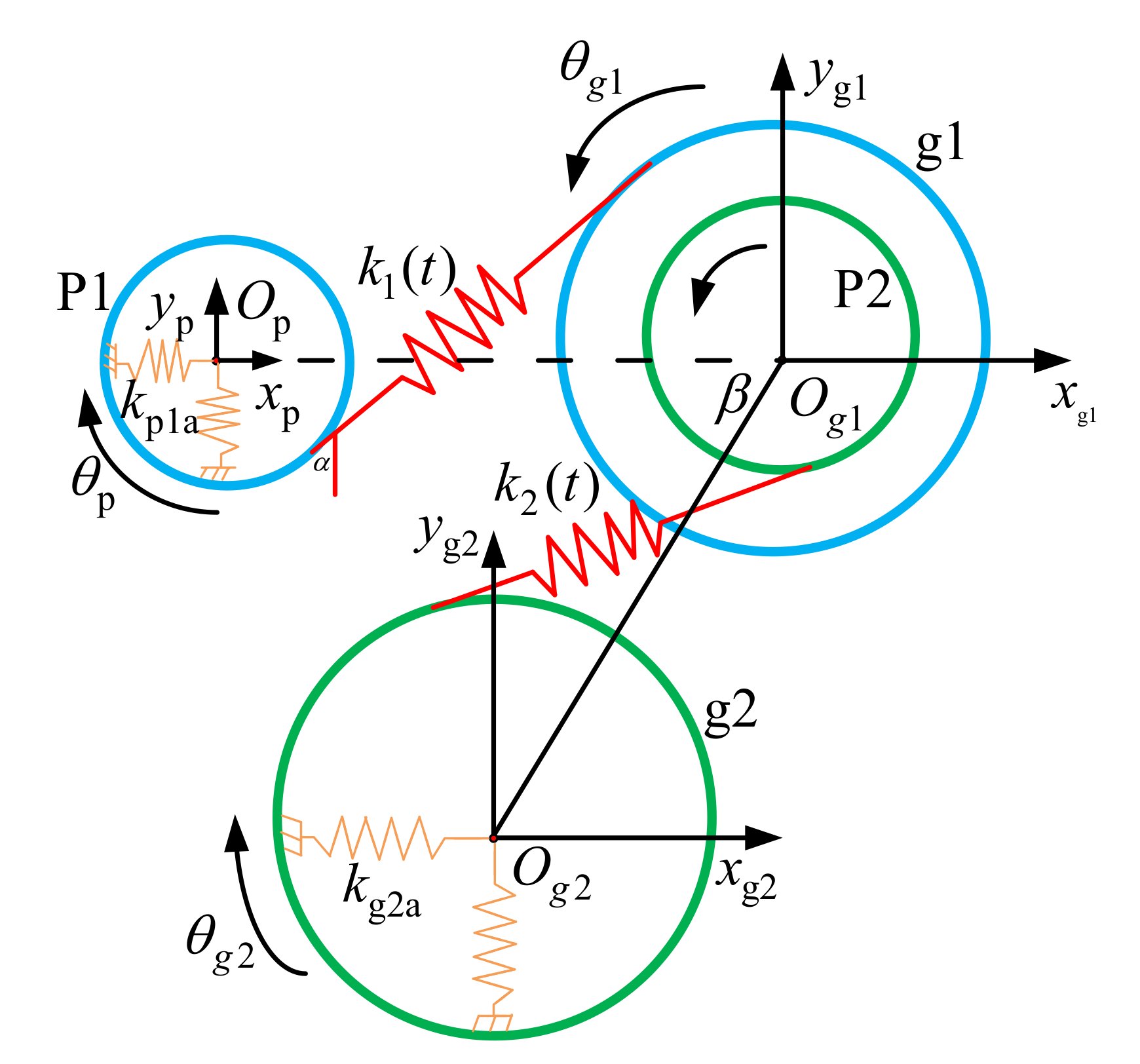
3.3. Modeling of Gear Meshing Unit
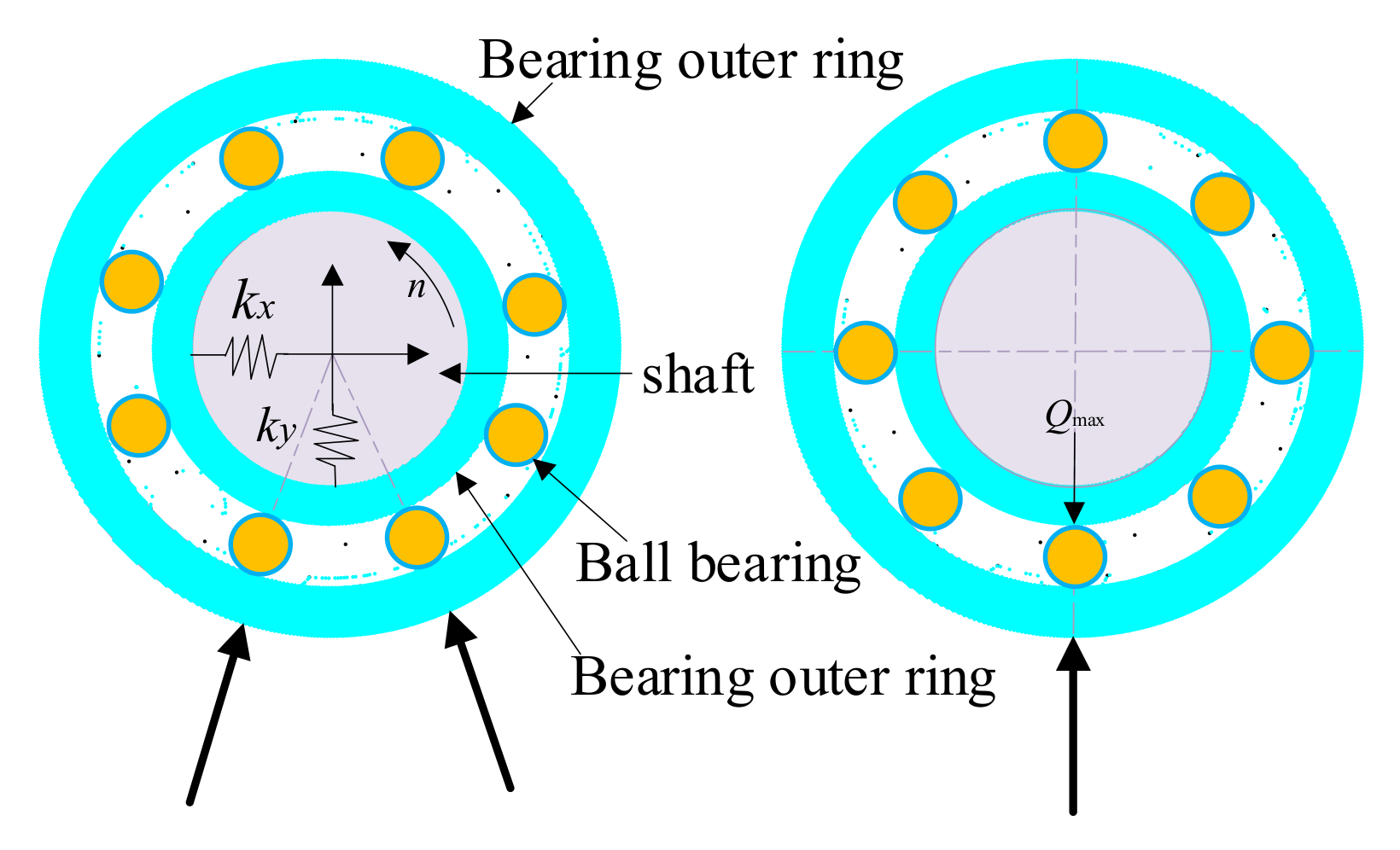
3.4. Modeling of Bearing Unit
3.5. Overall Dynamics Model of Two-Stage Gear Transmission System
3.6. Simulation Results
3.7. Experimental Results
4. Conclusions
- (1)
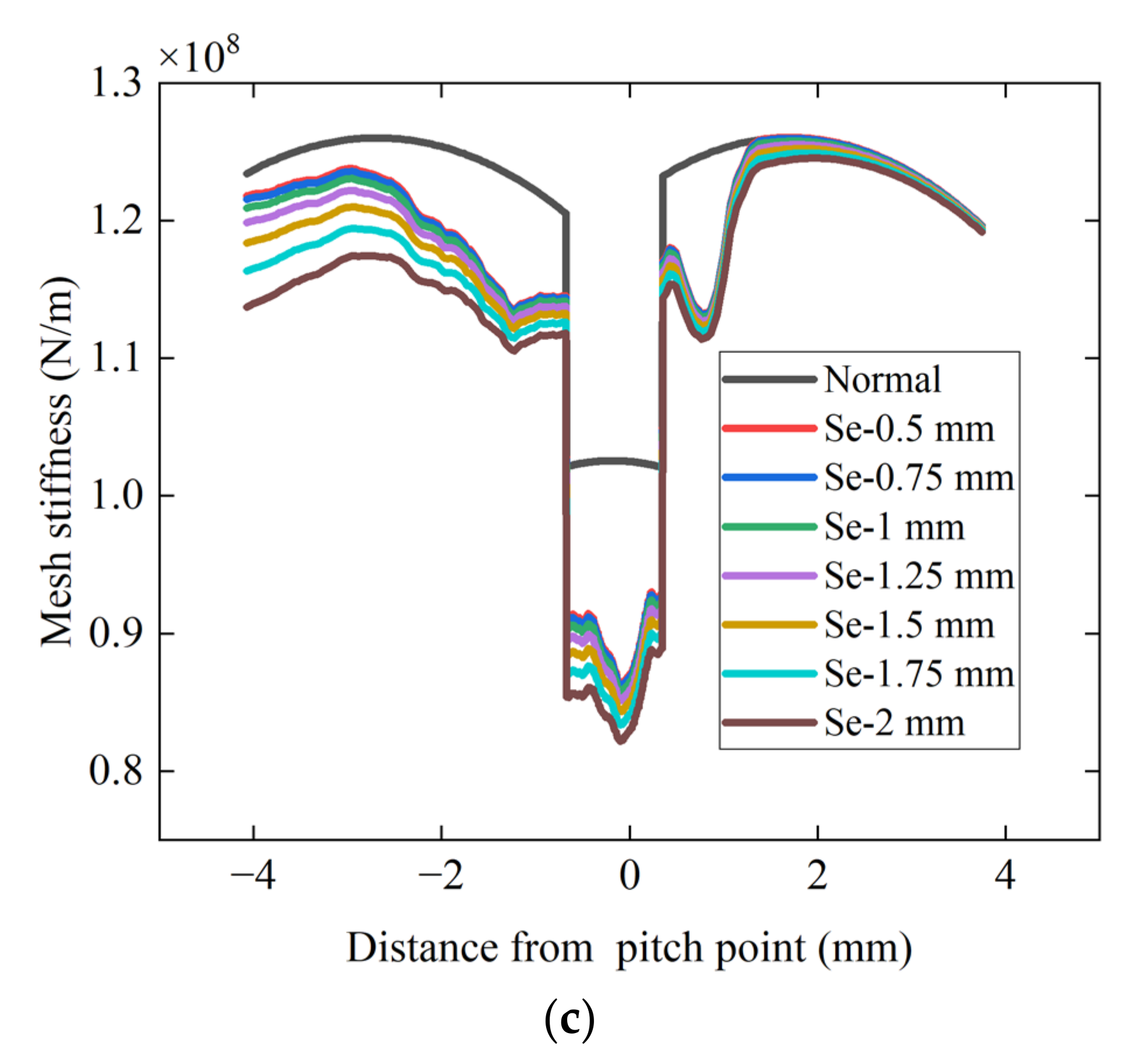
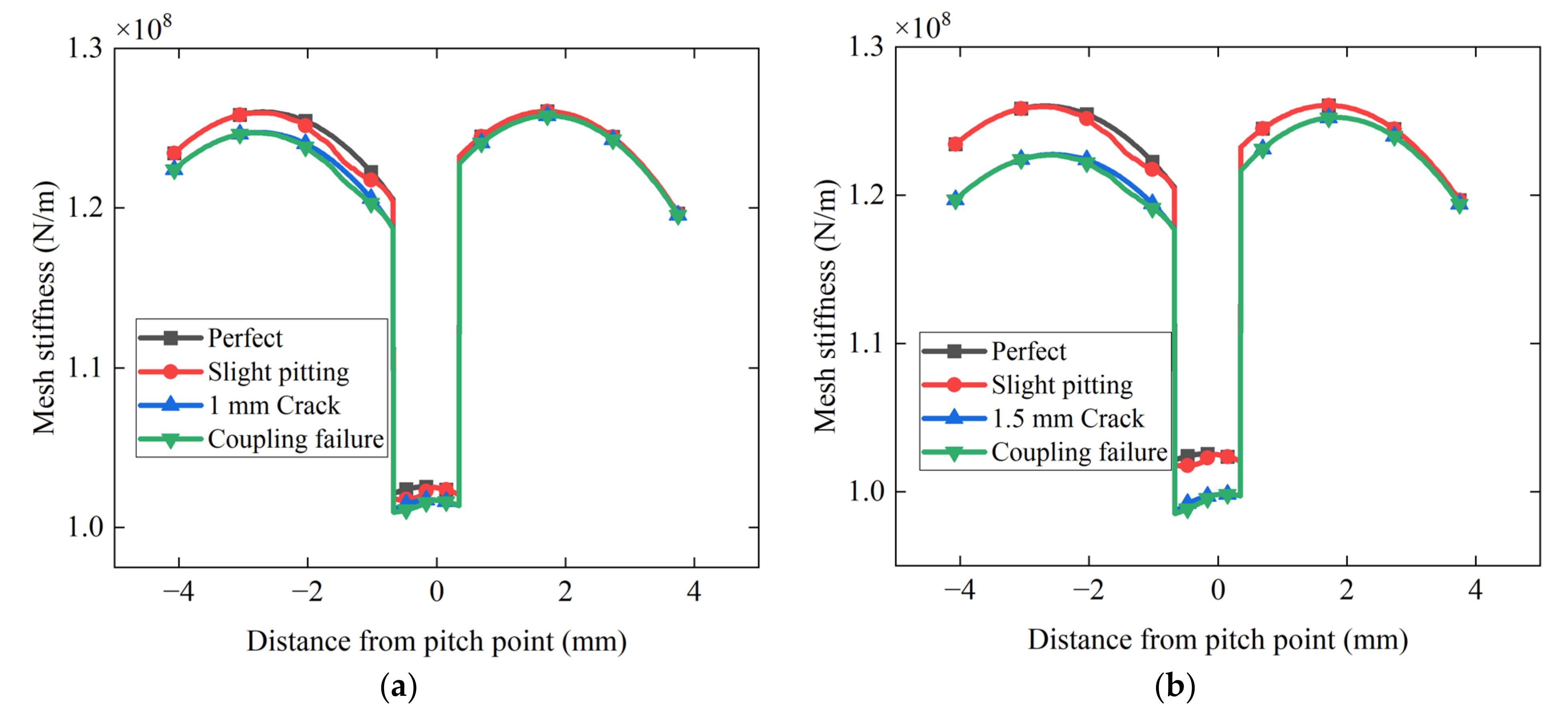
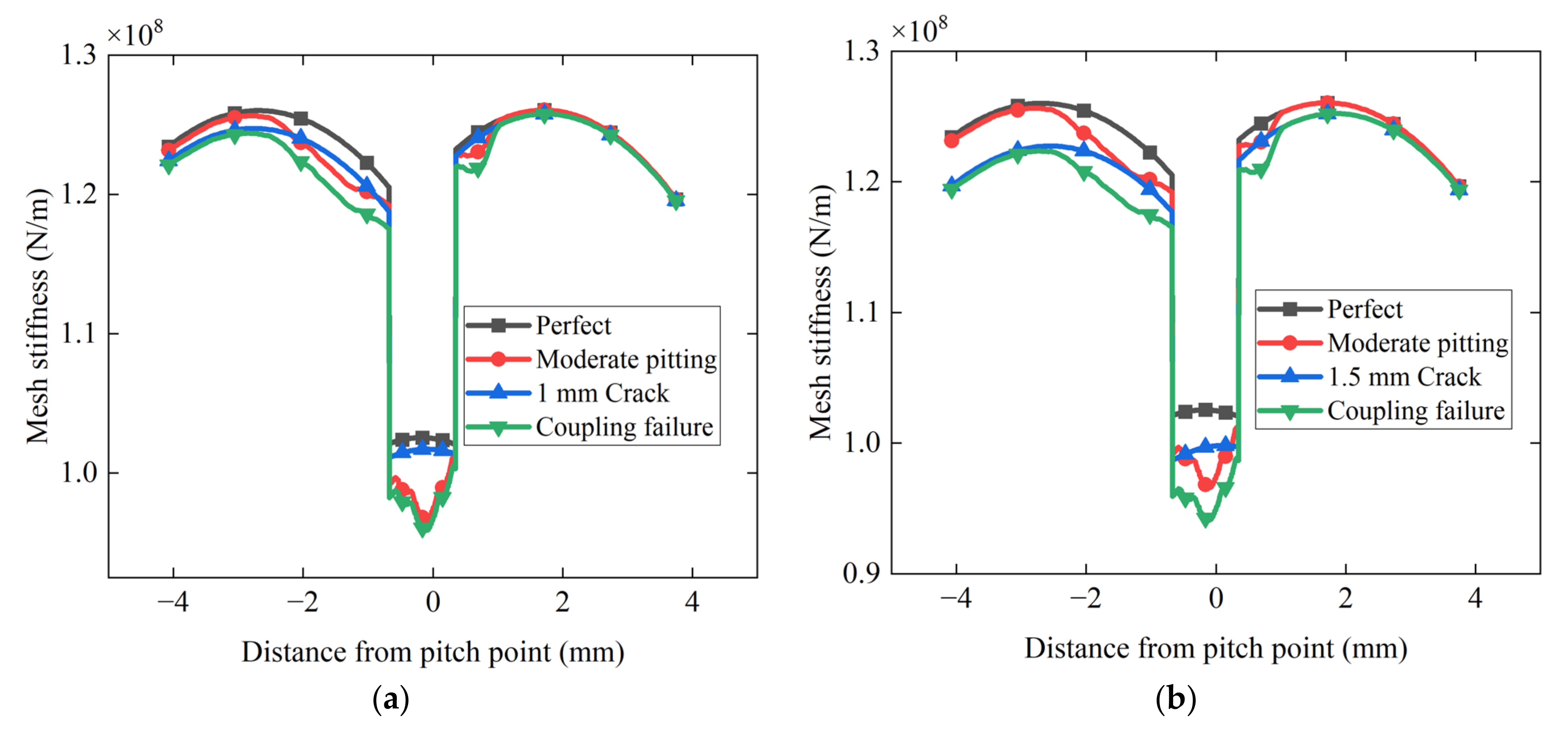
- The presence of cracks and pitting reduces the meshing stiffness of the gear, but the stiffness curve after cracks is smooth, while the stiffness curve after pitting has irregular fluctuations. The composite failure stiffness will approach the failure stiffness of a fault type with greater fault degree.
- (2)
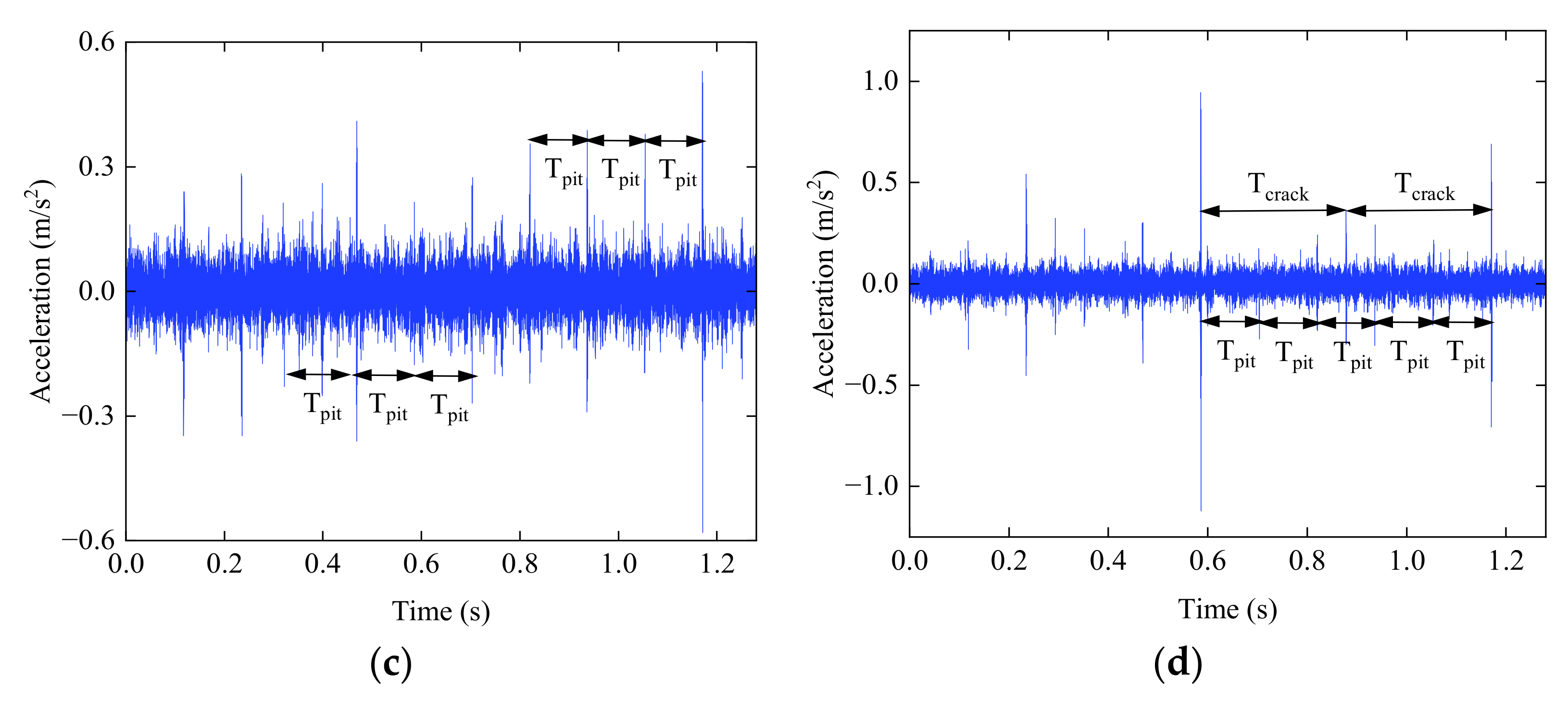
- In the time domain, pitting and cracking as local faults will produce periodic vibration and impact with the operation of gears. Coupling faults will produce three kinds of vibration shocks; one is pitting impact, one is cracking impact and one is coupling faults impact. The amplitude of coupling faults is obviously larger than that of single fault impact.
- (3)
- In the frequency domain, the occurrence of pitting and cracking faults will lead to the occurrence of sidebands near each order of harmonics in the spectrum, and the interval between sidebands is mainly the rotation frequency of the shaft where the faulty gear is located. The coupling faults will result in a more complex sideband. The sideband composed of two fault frequencies will appear near each harmonic.
- (4)
- Although the experimental signal is in general agreement with the simulation signal, the gap between the simulation signal and the experimental signal is inevitable due to a series of factors such as the extraction position of the experimental speed signal, attenuation of vibration energy in the transmission process, friction in the transmission process and various errors.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liang, X.; Zuo, M.J.; Feng, Z. Dynamic modeling of gearbox faults: A review. Mech. Syst. Signal Process. 2018, 98, 852–876. [Google Scholar] [CrossRef]
- Doğan, O.; Karpat, F. Crack detection for spur gears with asymmetric teeth based on the dynamic transmission error. Mech. Mach. Theory 2019, 133, 417–431. [Google Scholar] [CrossRef]
- Ouyang, T.; Wang, G.; Yang, R.; Mo, X. A novel mathematical model for analysis of the cracked planet gear. Eng. Fail. Anal. 2022, 138, 106398. [Google Scholar] [CrossRef]
- Meng, Z.; Wang, F.; Shi, G. A novel evolution model of pitting failure and effect on time -varying meshing stiffness of spur gears. Eng. Fail. Anal. 2021, 120, 105068. [Google Scholar] [CrossRef]
- Jiang, F.; Ding, K.; He, G.; Sun, Y.; Wang, L. Vibration fault features of planetary gear train with cracks under time-varying flexible transfer functions. Mech. Mach. Theory 2021, 158, 104237. [Google Scholar] [CrossRef]
- Ouyang, T.; Huang, H.; Zhou, X.; Pan, M.; Chen, N.; Lv, D. A finite line contact tribo-dynamic model of a spur gear pair. Tribol. Int. 2018, 119, 753–765. [Google Scholar] [CrossRef]
- Liang, X.; Zhang, H.; Liu, L.; Zuo, M.J. The influence of tooth pitting on the mesh stiffness of a pair of external spur gears. Mech. Mach. Theory 2016, 106, 1–15. [Google Scholar] [CrossRef]
- Liang, X.; Zuo, M.J.; Pandey, M. Analytically evaluating the influence of crack on the mesh stiffness of a planetary gear set. Mech. Mach. Theory 2014, 76, 20–38. [Google Scholar] [CrossRef]
- Wu, S.; Zuo, M.J.; Parey, A. Simulation of spur gear dynamics and estimation of fault growth. J. Sound Vib. 2008, 317, 608–624. [Google Scholar] [CrossRef]
- Pandya, Y.; Parey, A. Failure path based modified gear mesh stiffness for spur gear pair with tooth root crack. Eng. Fail. Anal. 2013, 27, 286–296. [Google Scholar] [CrossRef]
- Ma, H.; Song, R.; Pang, X.; Wen, B. Time-varying mesh stiffness calculation of cracked spur gears. Eng. Fail. Anal. 2014, 44, 179–194. [Google Scholar] [CrossRef]
- Chaari, F.; Fakhfakh, T.; Haddar, M. Dynamic analysis of a planetary gear failure caused by tooth pitting and cracking. J. Fail. Anal. Prev. 2006, 6, 73–78. [Google Scholar] [CrossRef]
- Kim, W.; Lee, J.Y.; Chung, J. Dynamic analysis for a planetary gear with time-varying pressure angles and contact ratios. J. Sound Vib. 2012, 331, 883–901. [Google Scholar] [CrossRef]
- Weber, C. Zuschriften AN Den Herausgeber. Z. Angew. Math. Und Mech. 1949, 29, 256. [Google Scholar] [CrossRef]
- Cornell, R.W. Compliance and Stress Sensitivity of Spur Gear Teeth. J. Mech. Des. 1981, 103, 447–459. [Google Scholar] [CrossRef]
- Yang, D.C.H.; Lin, J.Y. Hertzian Damping, Tooth Friction and Bending Elasticity in Gear Impact Dynamics. J. Mech. Des. 1987, 109, 189–196. [Google Scholar] [CrossRef]
- Tian, X. Dynamic Simulation for System Response of Gearbox Including Localized Gear Faults. Master’s Thesis, University of Alberta, Edmonton, AB, Canada, 2004. [Google Scholar]
- Sainsot, P.; Velex, P.; Duverger, O. Contribution of Gear Body to Tooth Deflections—A New Bidimensional Analytical Formula. J. Mech. Des. 2004, 126, 748–752. [Google Scholar] [CrossRef]
- Saxena, A.; Chouksey, M.; Parey, A. Effect of mesh stiffness of healthy and cracked gear tooth on modal and frequency response characteristics of geared rotor system. Mech. Mach. Theory 2017, 107, 261–273. [Google Scholar] [CrossRef]
- Kramberger, J.; Šraml, M.; Glodež, S.; Flašker, J.; Potrč, I. Computational model for the analysis of bending fatigue in gears. Comput. Struct. 2004, 82, 2261–2269. [Google Scholar] [CrossRef]
- Wan, Z.; Cao, H.; Zi, Y.; He, W.; He, Z. An improved time-varying mesh stiffness algorithm and dynamic modeling of gear-rotor system with tooth root crack. Eng. Fail. Anal. 2014, 42, 157–177. [Google Scholar] [CrossRef]
- Xie, C.; Hua, L.; Han, X.; Lan, J.; Wan, X.; Xiong, X. Analytical formulas for gear body-induced tooth deflections of spur gears considering structure coupling effect. Int. J. Mech. Sci. 2018, 148, 174–190. [Google Scholar] [CrossRef]
- Saxena, A.; Parey, A.; Chouksey, M. Time varying mesh stiffness calculation of spur gear pair considering sliding friction and spalling defects. Eng. Fail. Anal. 2016, 70, 200–211. [Google Scholar] [CrossRef]
- El Yousfi, B.; Soualhi, A.; Medjaher, K.; Guillet, F. New approach for gear mesh stiffness evaluation of spur gears with surface defects. Eng. Fail. Anal. 2020, 116, 104740. [Google Scholar] [CrossRef]
- Zhe, C.; Niaoqing, H.; Fengshou, G.; Guojun, Q. Pitting damage levels estimation for planetary gear sets based on model simulation and grey relational analysis. Trans. Can. Soc. Mech. Eng. 2011, 35, 403–417. [Google Scholar] [CrossRef]
- Ouyang, T.; Wang, G.; Cheng, L.; Wang, J.; Yang, R. Comprehensive diagnosis and analysis of spur gears with pitting-crack coupling faults. Mech. Mach. Theory 2022, 176, 104968. [Google Scholar] [CrossRef]
- Luo, Y.; Baddour, N.; Han, G.; Jiang, F.; Liang, M. Evaluation of the time-varying mesh stiffness for gears with tooth spalls with curved-bottom features. Eng. Fail. Anal. 2018, 92, 430–442. [Google Scholar] [CrossRef]
- Luo, Y.; Baddour, N.; Liang, M. A shape-independent approach to modelling gear tooth spalls for time varying mesh stiffness evaluation of a spur gear pair. Mech. Syst. Signal Process. 2019, 120, 836–852. [Google Scholar] [CrossRef]
- Lei, Y.; Liu, Z.; Wang, D.; Yang, X.; Liu, H.; Lin, J. A probability distribution model of tooth pits for evaluating time-varying mesh stiffness of pitting gears. Mech. Syst. Signal Process. 2018, 106, 355–366. [Google Scholar] [CrossRef]
- Chen, T.; Wang, Y.; Chen, Z. A novel distribution model of multiple teeth pits for evaluating time-varying mesh stiffness of external spur gears. Mech. Syst. Signal Process. 2019, 129, 479–501. [Google Scholar] [CrossRef]
- Xie, C.; Hua, L.; Lan, J.; Han, X.; Wan, X.; Xiong, X. Improved analytical models for mesh stiffness and load sharing ratio of spur gears considering structure coupling effect. Mech. Syst. Signal Process. 2018, 111, 331–347. [Google Scholar] [CrossRef]
- Lewicki, D.G. Gear Crack Propagation Path Studies-Guidelines for Ultra-Safe Design. J. Am. Helicopter Soc. 2002, 47, 64–72. [Google Scholar] [CrossRef]
- Totten, G.E. ASM Handbook, Volume 18: Friction, Lubrication, and Wear Technology; ASM International: Cleveland, OH, USA, 1992. [Google Scholar]
- Öztürk, H.; Sabuncu, M.; Yesilyurt, I. Early Detection of Pitting Damage in Gears using Mean Frequency of Scalogram. J. Vib. Control. 2008, 14, 469–484. [Google Scholar] [CrossRef]
- Zhan, J.; Fard, M.; Jazar, R. A CAD-FEM-QSA integration technique for determining the time-varying meshing stiffness of gear pairs. Measurement 2017, 100, 139–149. [Google Scholar] [CrossRef]
- Qiao, Z.; Chen, K.; Zhou, C.; Ma, H. An improved fault model of wind turbine gear drive under multi-stage cracks. Simul. Model. Pr. Theory 2023, 122. [Google Scholar] [CrossRef]
- Wang, S.; Xieeryazidan, A.; Zhang, X.; Zhou, J. An Improved Computational Method for Vibration Response and Radiation Noise Analysis of Two-Stage Gearbox. IEEE Access 2020, 8, 85973–85988. [Google Scholar] [CrossRef]

































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Drive Gear | Driven Gear |
|---|---|---|
| Number of teeth | 36 | 90 |
| Pressure angle (°) | 20 | 20 |
| Face width (mm) | 12 | 12 |
| Modulus (mm) | 1.5 | 1.5 |
| Rotary inertia (kg·m2) | 0.000380 | 0.003492 |
| Mass (kg) | 0.1836 | 1.3114 |
| Degree | Number of Pits with Different Sizes | Pitting Area | Pit Depth ti (mm) | ||
|---|---|---|---|---|---|
| dp1 = 0.2 mm | dp2 = 0.3 mm | dp3 = 0.4 mm | |||
| 1 | 20 | 6.3% | 0.1 | ||
| 2 | 84 | 20 | 27.8% | 0.15 | |
| 3 | 204 | 84 | 20 | 41.7% | 0.2 |
| Parameters | P1 | g1 | P2 | g2 |
|---|---|---|---|---|
| Number of teeth | 29 | 95 | 36 | 90 |
| Pressure angle (°) | 20 | 20 | 20 | 20 |
| Face width (mm) | 12 | 12 | 12 | 12 |
| Modulus (mm) | 1.5 | 1.5 | 1.5 | 1.5 |
| Rotary inertia (kg·m2) | 0.000205 | 0.001810 | 0.000380 | 0.003492 |
| Mass (kg) | 0.1085 | 1.4648 | 0.1836 | 1.3114 |
| The angle of inclination of the tooth line (°) | 0 | 0 | 0 | 0 |
| The coefficient of addendum | 1 | 1 | 1 | 1 |
| The coefficient of bottom clearance | 0.25 | 0.25 | 0.25 | 0.25 |
| The modification coefficient | 0 | 0 | 0 | 0 |
| Parameters | Shaft 1 | Shaft 1 | Shaft 1 |
|---|---|---|---|
| Length (mm) | 240 | 160 | 180 |
| Radius (mm) | 20 | 20 | 20 |
| Shear modulus (Pa) | 8 × 1010 | 8 × 1010 | 8 × 1010 |
| Elastic modulus (Pa) | 2.1 × 1011 | 2.1 × 1011 | 2.1 × 1011 |
| Density (kg/m3) | 7850 | 7850 | 7850 |
| Parameters | Value |
|---|---|
| Number of rolling elements | 8 |
| Pitch diameter (mm) | 37.65 |
| Diameter of inner raceway (mm) | 28.7 |
| Diameter of outer raceway (mm) | 46.6 |
| Roller diameter (mm) | 8.7 |
| Radial clearance (mm) | 0.5 |
| Curvature radius (mm) | 4.5 |
| Inner raceway curvature sum (1/mm) | 0.3078 |
| Outer raceway curvature sum (1/mm) | 0.1956 |
| Goodness of fit | 0.5172 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kong, Y.; Jiang, H.; Dong, N.; Shang, J.; Yu, P.; Li, J.; Yu, M.; Chen, L. Analysis of Time-Varying Mesh Stiffness and Dynamic Response of Gear Transmission System with Pitting and Cracking Coupling Faults. Machines 2023, 11, 500. https://doi.org/10.3390/machines11040500
Kong Y, Jiang H, Dong N, Shang J, Yu P, Li J, Yu M, Chen L. Analysis of Time-Varying Mesh Stiffness and Dynamic Response of Gear Transmission System with Pitting and Cracking Coupling Faults. Machines. 2023; 11(4):500. https://doi.org/10.3390/machines11040500
Chicago/Turabian StyleKong, Yiyi, Hong Jiang, Ning Dong, Jun Shang, Pengfei Yu, Jun Li, Manhua Yu, and Lan Chen. 2023. "Analysis of Time-Varying Mesh Stiffness and Dynamic Response of Gear Transmission System with Pitting and Cracking Coupling Faults" Machines 11, no. 4: 500. https://doi.org/10.3390/machines11040500
APA StyleKong, Y., Jiang, H., Dong, N., Shang, J., Yu, P., Li, J., Yu, M., & Chen, L. (2023). Analysis of Time-Varying Mesh Stiffness and Dynamic Response of Gear Transmission System with Pitting and Cracking Coupling Faults. Machines, 11(4), 500. https://doi.org/10.3390/machines11040500