1. Introduction
Flexible manufacturing systems (FMSs) are computer-controlled systems that can automatically execute a variety of activities based on predetermined process plans. The FMS includes a restricted number of resources, including machines, robots, automated guided vehicles (AGVs), and buffers, which are shared by multiple production processes within the system [
1]. In an FMS, raw components are simultaneously processed in a predefined sequence to efficiently use constrained system resources and enhance overall system performance [
2].
There are two major issues involved with the operation of an FMS: structural (design) issues and operational issues. The number of machine tools of each kind, the size of the material handling system, and the capacity of the buffers are FMS design considerations. FMS operational issues involve problems with planning, scheduling, and control. The decision of which parts should be sequentially machined and the assignment of pallets and fixtures to part kinds are planning issues. Given the selected part mix, the FMS scheduling problem involves deciding the optimal input order for components and the optimal order at each machine. The FMS control problems include observing the system to ensure that requirements and deadlines are met as well as addressing deadlock problems [
3]. Real-world FMSs can be subject to unexpected uncertainties, including operator errors, machine malfunctions, and uncertain part processing times. Subsequently, the FMS encounters difficulties dealing with modifications in the manufacturing plans or orders. Hence, in order to enhance the promptness and adaptability of FMSs in dealing with uncertainties, it is imperative to optimize production scheduling, which is referred to as the dynamic scheduling problem (DSP). This entails adjusting the production scheduling strategies of FMSs based on the current production status in order to effectively adapt to the dynamic environment. Several combinatorial optimization problems (COPs) are NP-hard, and no solutions to these problems have been presented [
4]. In the fields of manufacturing, agriculture, transportation, medical services, and sciences, combinatorial optimization can be used to minimize costs or maximize the impact of different systems. Optimization plays a crucial role in obtaining sustainable development objectives [
5,
6]. The era of big data has increased the significance of optimization studies, which extract important information from data using optimization methods [
7,
8,
9]. Thus, this study has been considered one of the most significant subjects. If the feasible area is bounded, “integer programming” (IP) can be used to formulate combinatorial optimization problems [
10]. This method is known as “integer linear programming” (ILP) if the objective function and all constraints of the COP are stated as linear equations. By combining integer and real variables in the mixed formulation, a greater number of COPs can be generated in comparison with simple IPs [
11]; this is known as “mixed-integer programming” (MIP). When only linear constraints and objective functions are involved, therefore, MIP problems are referred to as “mixed-integer linear programming” (MILP) problems [
12]. The FMS scheduling problem is a complicated optimization problem that is defined as NP-hard [
13,
14,
15,
16]. It is not feasible to find an exact solution to an FMS scheduling problem within an acceptable amount of time, even for instances of small size [
16]. The optimal solution necessitates an exponential time frame. Hence, the solution to this NP-hard problem needs the utilization of metaheuristic methods. Researchers in the field of FMS scheduling have proposed several metaheuristic approaches, including the genetic algorithm (GA) [
14,
15,
16,
17,
18], the ant colony optimization algorithm (ACO) [
18,
19], particle swarm optimization (PSO) [
18,
20], simulated annealing (SA) [
21,
22], Tabu Search (TS) [
23,
24], etc.
At present, simulation software is widely used for scheduling in several industries to guarantee the effective running of manufacturing processes, both technically and economically. Gholami and Zandieh [
25] integrate the simulation and the genetic algorithm to minimize makespan and mean tardiness in flexible job-shop scheduling with machine stochastic breakdowns. Pergher et al. [
26] combine simulation with the flexible and interactive tradeoff compensatory approach in job-shop production systems to determine the best combination of due order release, date assignment, and shop dispatching rules. Different combinations are assessed based on production quantity, total cost, total throughput time, and tardiness. Thenarasu et al. [
27] integrate the simulation and the multi-criteria decision-making approaches to the model and evaluate flow time, makespan, and tardiness-based measures in partial flexible job-shop scheduling with both static and dynamic job arrivals. The open-source program Lekin is used to analyze and simulate the impact of dispatching rules on the makespan time in the flexible job-shop system [
28]. The software also identifies the most efficient manufacturing process layout that minimizes production time [
29].
Petri nets (PNs) are effective modeling and simulation tools for LP, ILP, and MILP problems because PNs contain mathematical expressions indicated as linear equations [
30,
31]. The work in [
32] presented a method for constructing MILP based on PN models for combinatorial optimization problems involving “traveling salesman problems” and a “simple resource assignment problem”. Tuncel and Bayhan [
33] provided a comprehensive study of scheduling challenges in which they highlighted the integration of Petri nets with other approaches and addressed both theoretical developments and practical experiences. Existing approaches have been divided into four categories: (1) Petri net-based simulations connected with “heuristic dispatching rules” for the control and scheduling of manufacturing systems; (2) generative scheduling methods in which Petri nets are applied to develop schedules in terms of the transition firing sequences through the “reachability graph”; (3) a special Petri net class model employed to construct the planning and scheduling problem as a mathematical model; and (4) Petri net modeling approach providing a basis for the search procedure of metaheuristic methods to find the near-optimal “resource allocation” and the “event-driven schedule” in terms of the Petri net model firing sequences of the transitions. Wu et al. [
34,
35] constructed a Petri net model to represent wafer production processes in cluster tools requiring wafer revisitation. They proposed a systematic approach for evaluating their effectiveness, which leads to the derivation of optimality requirements for three-wafer period scheduling. Qiao et al. [
36,
37] constructed a model to represent wafer production processes using a “timed Petri net” to optimize their schedule. Analytical expressions can be used to determine whether the systems are schedulable. They also provided a simple implementation method for the obtained schedule. Using PNs, Zhou et al. [
38] modeled and evaluated an FMS cell. They used “top-down refinement”, “system decomposition”, and “modular composition ideas” to obtain the structure and preservation of essential system characteristics, such as “liveness”, “boundedness/safety”, and “reversibility”, which ensure the system’s “stability”, “deadlock-free”, and “cyclic manner”. A reduction approach was applied to transform the timed PN to an equivalent time-marked graph. Then, the typical method for determining cycle time for the marked graphs was implemented. In addition, Zhou et al. [
39] developed PN models for FMS by scheduling the modeled FMS based on the firing sequences of the PN model from the initial marking to the final one. Using a class of timed PNs, they applied a branch-and-bound approach to determine the optimal schedule for the FMS. Artigues and Roubellat [
40] proposed a PN model in the context of a generic approach for “on-line” scheduling in a job shop environment with various setup times and resources based on a detailed definition of essential states, decisions, and events for “on-line” and “off-line” scheduling. They used an “acyclic directed graph” to illustrate a set of static scheduling problem solutions. Mejia and Odrey [
41] introduced Beam A* Search, a PN-based algorithm (BAS). This approach systematically increases segments of a PN “reachability graph” in order to identify a schedule that is close to optimal. Their proposed technique was evaluated by applying it on various FMS scheduling problems. Zhang et al. [
42] modeled the assembly processes of the “flexible assembly system” using timed Petri nets (TPNs). A scheduling model was developed for the FAS, and a dynamic programming method was used to determine a viable allocation of processes to machines and to optimize the time to completion for either a “single product” or a “batch of products”. In their study, Kim et al. [
43] introduced a new scheduling approach for production systems that relies on the TPN model and a “reactive fast graph search” approach. The main objectives of this method are to minimize the maximum completion time (makespan) and the overall tardiness. In order to accomplish the objectives, they proposed a new search algorithm that integrates the “RTA*” with a “rule-based supervisor”. Lee and Lee [
44] developed heuristic functions for the A* method based on T-timed PNs for the purpose of optimizing the FMS scheduling problem by reducing the makespan. In addition, they developed enhanced versions of these heuristic functions, which obtained an initial near-optimal solution faster. Wang and Wang [
45] investigated the FMS scheduling problem based on a PN with the objective of minimizing the makespan. Combining a “dynamic search window” with a “best-first algorithm” and “backtracking search”, they proposed a hybrid heuristic search method for the scheduling problem. Kammoun et al. [
46] developed a mathematical model that uses the properties of decomposed TPNs to address the FMS scheduling problem. The model aims to determine the optimal firing sequence of TPN transitions and minimize the total processing time. Moreover, a genetic algorithm was presented to find effective solutions for large-scale scheduling problems. With the objective of finding an optimal transition sequence that minimizes firing time, the authors of [
47] proposed a new “admissible heuristic function” for scheduling FMSs utilizing P-timed PNs. Using the structural symmetry of a PN model of an FMS to make a partial reachability graph reduces the state explosion problem as much as possible. The estimate function is applied to each generated marking to calculate the cost of firing the transition sequence. PNs’ ability to describe multiple states concisely, capture priority relations and structural connections, and model “deadlocks”, “conflicts”, “buffer sizes”, and “multi-resource constraints” are the primary advantages of implementing PNs in the FMS scheduling issue compared with alternative approaches. This will assist system analysts in modeling complicated, integrated scheduling issues [
45]. Most researchers who studied the scheduling problem in industrial systems used the “reachability tree”. It is well known that the size of a “reachability tree” increases exponentially as the size of a PN increases. This makes it rather challenging to evaluate PN models with a significant number of places and transitions.
Several organizations are depending on a single maintenance approach to guarantee the optimal efficiency of their resources. Regrettably, only a small number of individuals take into account the expenses incurred by ignoring the monitoring of asset deterioration during the early phases of defect formation. Maintenance can be categorized into three distinct types: corrective maintenance (CM), preventive maintenance (PM), and predictive maintenance (PdM). PM and CM primarily revolve around the age of the asset and adhering to a regular maintenance schedule. However, their drawback lies in the fact that they address resource repairs only when they have reached an advanced degree of deterioration. Frequently, these resources experience failures during the intervals between inspections, resulting in escalated repair expenses and significant hazards to human safety. Many companies mistakenly believe that a strategy that combines breakdown maintenance and the life of the resource is enough to accurately anticipate resource failure. Frequently, they neglect significant faults that result in severe malfunction and necessitate the replacement of resources rather than their repair, resulting in additional expenses. During CM, maintenance workers promptly commence work upon the occurrence of a problem. The objective of CM is to expedite the restoration of systems to their normal functioning state. CM does not involve a scheduled program for normal maintenance. Maintenance can take place only when there is an existing problem. The cost of repairs may be marginally higher, but it is significantly more affordable than the expense of routinely employing staff to maintain equipment. The equipment is repaired promptly; however, this approach can have adverse consequences in the event of a catastrophic occurrence. PdM is an improved approach to performing maintenance activities. It involves using test results and trends to anticipate or identify issues with a component of equipment. These methods employ noninvasive testing procedures to quantify and calculate trends in equipment performance. Some examples include vibration analysis, infrared analysis, thermography, ultrasound, and various other techniques.
The IoT enables the connection of physical things, enabling them to communicate information via the Internet. This capability has the potential to facilitate the collection of large volumes of data, which may be a strong asset for the success of businesses and future predictions [
48,
49]. At present in the field of maintenance, the use of embedded hardware consisting of sensors and other intelligent equipment controlled by the IoT is changing industrial and manufacturing operations [
50,
51]. The utilization of IoT in the predictive maintenance approach can be highly effective in this context. It involves directly monitoring equipment by continuously capturing real-time data on key stress-related variables, such as noise level, temperature, vibration, pressure, power consumption, and other interconnected devices [
52]. This allows users to gain visibility into the performance of their assets and discover valuable insights. It also enables the detection of anomalies, the identification of patterns, and the recognition of warning signals that may indicate an imminent failure [
52,
53].
As mentioned in the literature, repairing UFMS equipment is a standard procedure because the equipment often fails without any prior communication to the maintenance team. As a result, the detection of faults and the subsequent unplanned maintenance can disrupt the current operations of the remaining UFMSs, either fully or partially. In order to enhance the use, availability, and reliability of equipment and minimize the costs associated with equipment maintenance, it is crucial for the maintenance team to have access to real-time condition-based data. This allows for efficient repairs and minimizes downtime, unnecessary inspections, maintenance time, and undue pressure on the maintenance team [
54,
55]. Motivated by the issues mentioned previously, this study identifies a lack of adoption of current PdM systems for this type of equipment. This is caused by variations in mechanical characteristics among various equipment and the absence of historical or real-time performance data. Therefore, the main contribution of this paper is to develop TPN models for the dynamic scheduling problem of UFMSs with concurrency, conflicts, resource sharing, and sequential operations. Subsequently, the proposed TPN model is utilized to generate the MILP in order to determine the optimal production cycle time, which can be implemented in real-life situations. Additionally, the paper proposes the utilization of the IoT for the PdM configuration to prevent early mechanical equipment malfunctions in UFMSs and avoid interruptions in the scheduled operations of other UFMSs. Finally, several cases of UFMSs are used to demonstrate the practical applications and effectiveness of the proposed approach.
The rest of the paper is organized as follows:
Section 2 introduces timed Petri net synthesis and the estimation of resource failure time using the Internet of Things.
Section 3 describes a statement and MILP model based on TPN to address the dynamic scheduling problem in unreliable flexible manufacturing systems with concurrency, conflicts, resource sharing, and sequential operations constraints.
Section 4 demonstrates the practical use and effectiveness of the developed MILP model through the use of instances.
Section 5 presents a brief summary and outlines the future research endeavors of the study.
4. Computational Experiments
To validate the effectiveness of the proposed optimal scheduling and modeling approach, MILP generation software was developed. This software was created using the MATLAB-based GPenSIM tool [
58]. The GPenSIM tool is particularly useful for modeling target-scheduling problems and exporting Excel documents. The Lingo solver utilizes the Petri net structure and tokens extracted from Excel documents as input data for the MILP process, which is subsequently used to solve the problem. The developed methodology is applied to systematically create MILP instances for the dynamic scheduling problem of unreliable flexible manufacturing systems. The developed methodology necessitates that users represent their desired problems using a Petri net. However, the modeling process is easy, provided the users possess expertise in the specific problem domain and are familiar with the fundamental concepts of Petri nets.
Case study 1: The system has two machines and three components. Parts 1, 2, and 3 were subjected to 3, 2, and 3 processes, respectively. The data related to this example are depicted in
Table 7 and
Table 8.
The inputs for the derived mathematical model are acquired from the TPN model, as previously explained. The resultant model is solved using the Lingo solver to obtain the optimal schedule. The minimal compilation time is 34 h.
Figure 18 depicts Gantt charts for the results obtained using the proposed MILP model. The optimal sequence of start firing transitions is:
t11,
t31,
t21,
t32,
t22,
t12,
t32,
t13,
t12. The controlled TPN model is displayed in
Figure 19 using Algorithm 2 and the optimal firing sequences achieved.
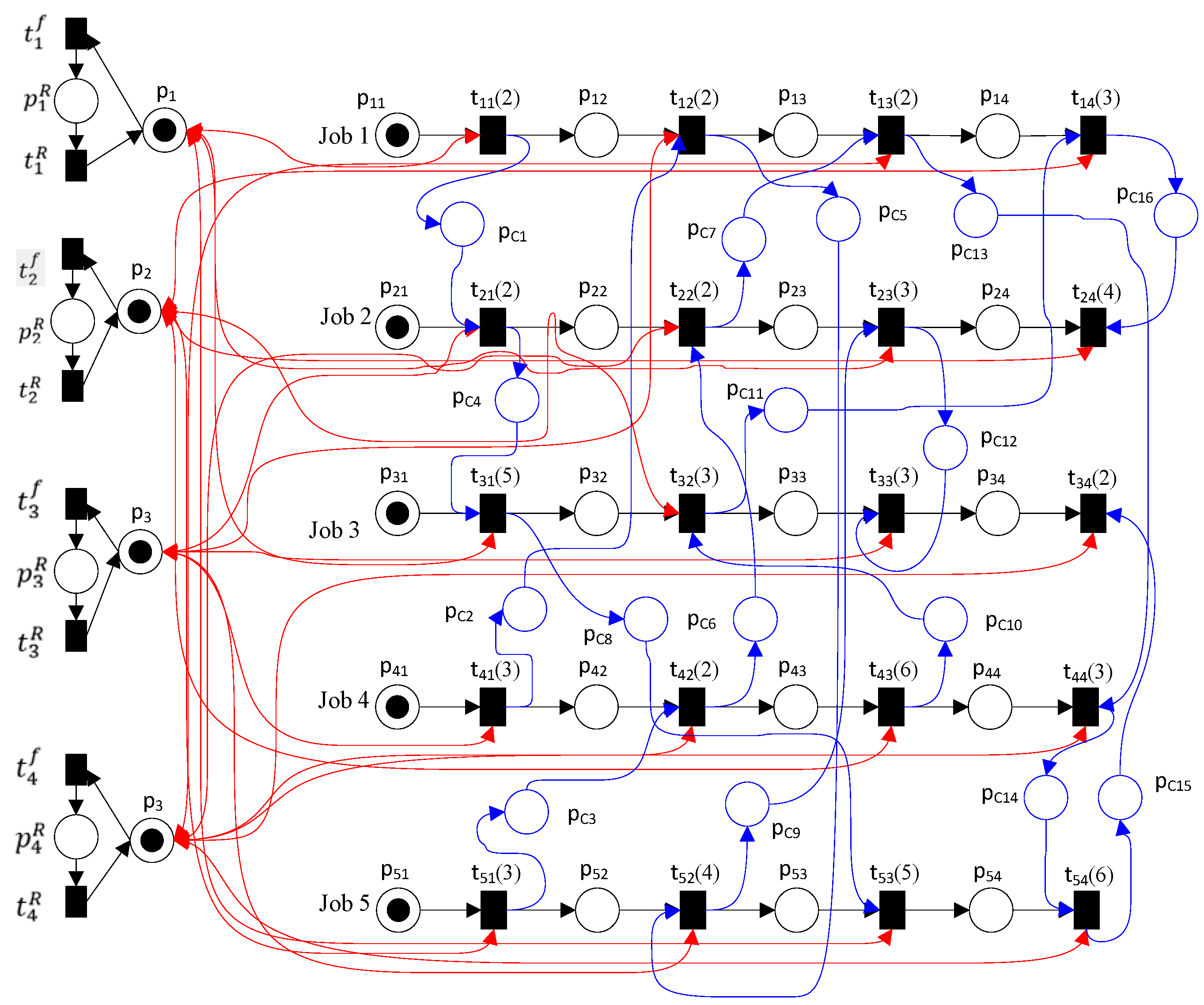
Case study 2: The system has four machines and five components. Each component is subjected to a series of four processes. The data related to this example are depicted in
Table 9 and
Table 10.
The minimal compilation time is 25 h.
Figure 20 depicts Gantt charts for the results obtained using the proposed MILP model. The optimal sequence of start firing transitions is:
t11,
t51,
t41,
t21,
t12,
t42,
t31,
t43,
t52,
t22,
t13,
t53,
t23,
t32,
t44,
t14,
t33,
t54,
t24,
t34. The controlled TPN model is displayed in
Figure 21.
The proposed approach is applicable to problems of large scale. The number of controllers will be augmented in proportion to the increase in shared resources, and the final result of the developed mathematical model might require the use of heuristic methods to minimize computational time. Despite the fact that most FMS scheduling problems are small, the proposed approach is applied to address larger problems. In order to validate the effectiveness of the proposed approach for more complex, dynamic scheduling problems with unreliable flexible manufacturing systems, it is implemented on a larger scale.
Case study 3: The system consists of 10 different types of parts and 6 machines. Each component is subjected to a series of five processes. The data related to this scenario are depicted in
Table 11 and
Table 12.
Figure 22 depicts the optimal schedule for this problem. The minimal cycle time is 64 units of time.
Table 13 illustrates the size and efficiency of the proposed approach across all of the studies. It demonstrates that the proposed approach includes a greater number of variables and constraints when the problem size is larger. Furthermore, the CPU processing time undergoes a significant increase as the problem size is increased. Thus, the scheduling problem is a complicated and NP-complete problem with a combinatorial structure.




 ,
, 























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}