The Possibilities of Improving the Fatigue Durability of the Ship Propeller Shaft by Burnishing Process


Abstract
:1. Introduction
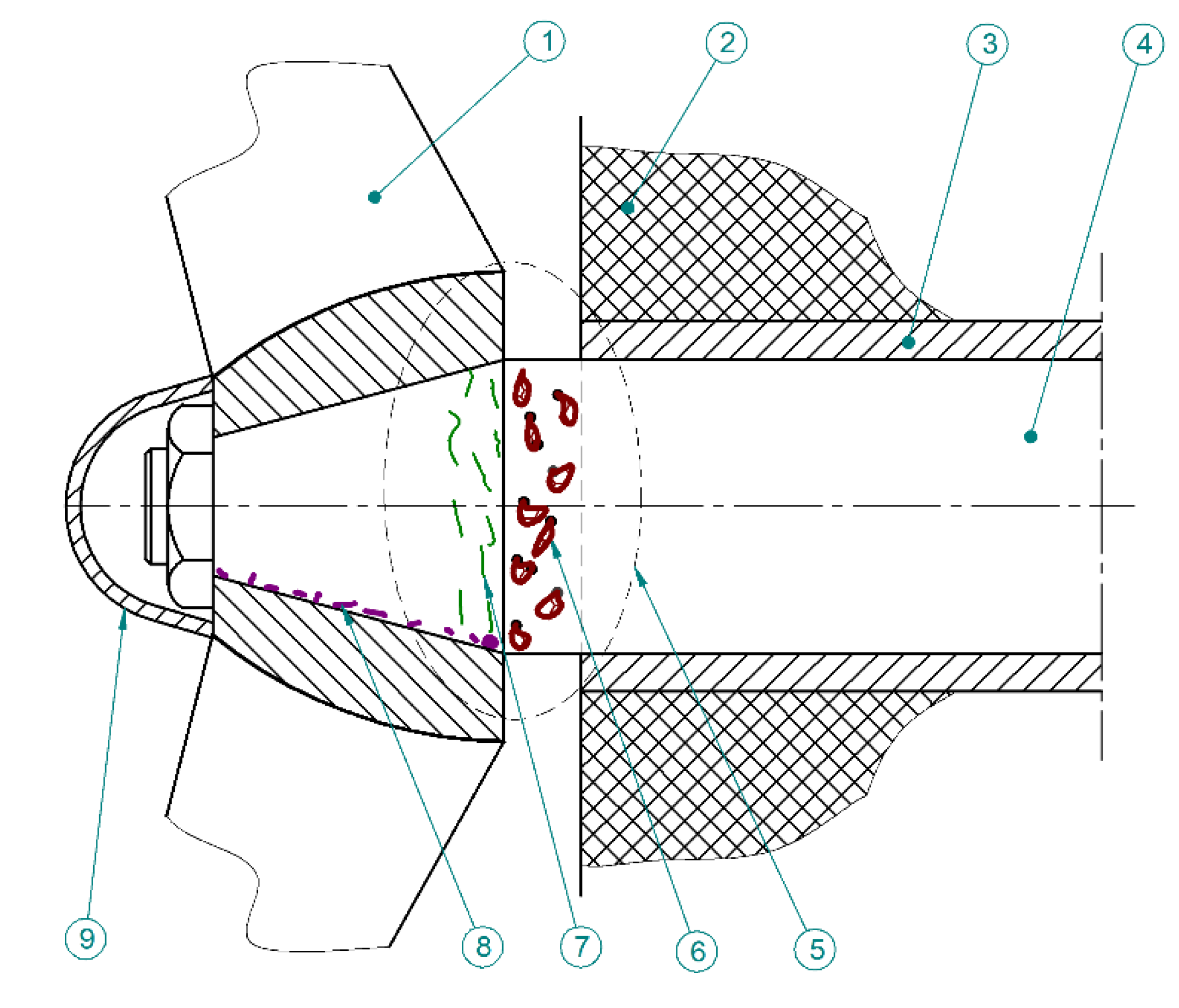
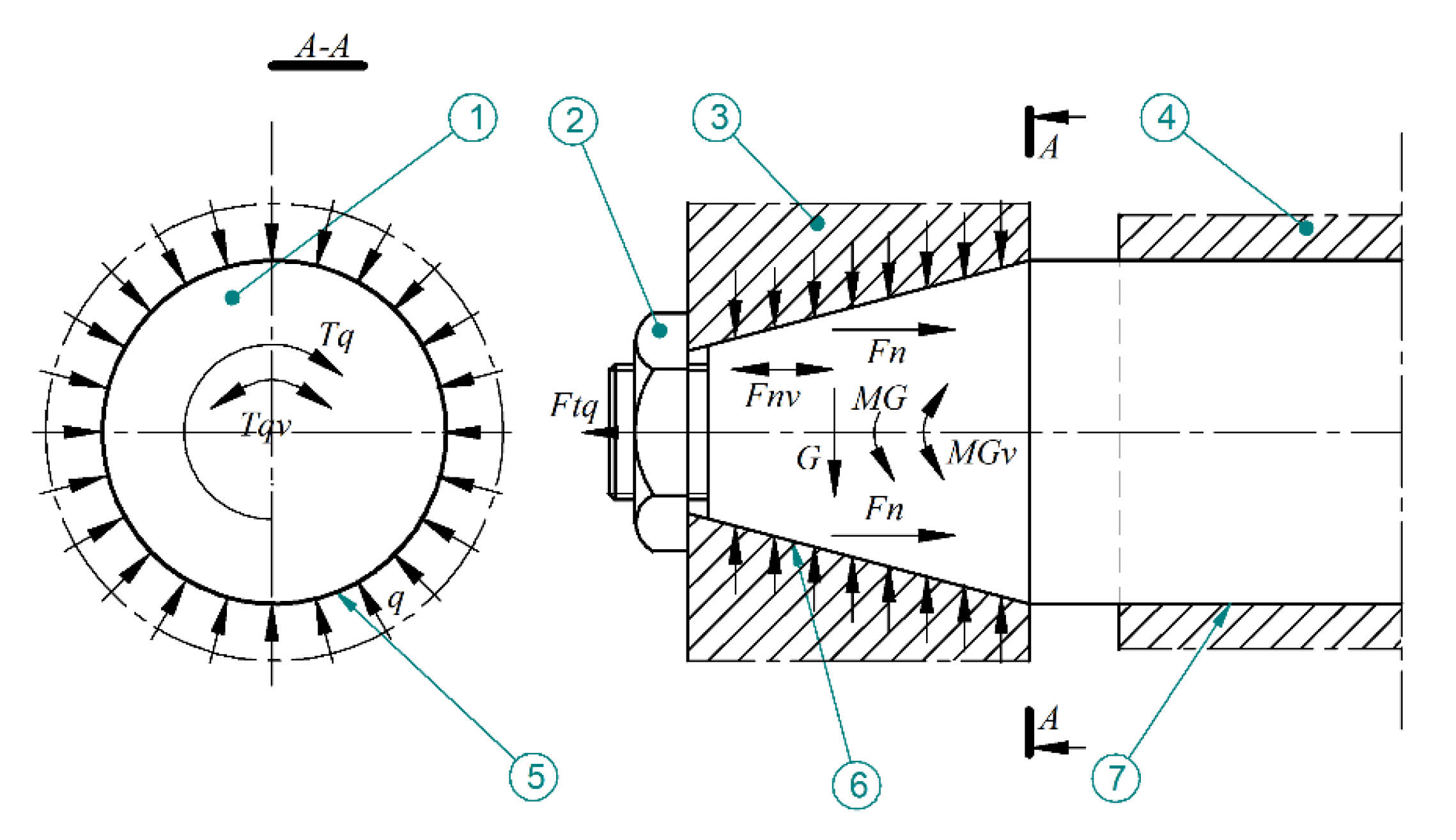
1.1. Loads of Propeller Shaft
- The torsional torque transmitted by the ship’s propulsion system;
- Compressive stress induced by the driving force of the propeller;
- Bending torque of the shaft from screw gravity force;
- The loads as a result of vibration of the powertrain system.
1.2. Bibliography Review
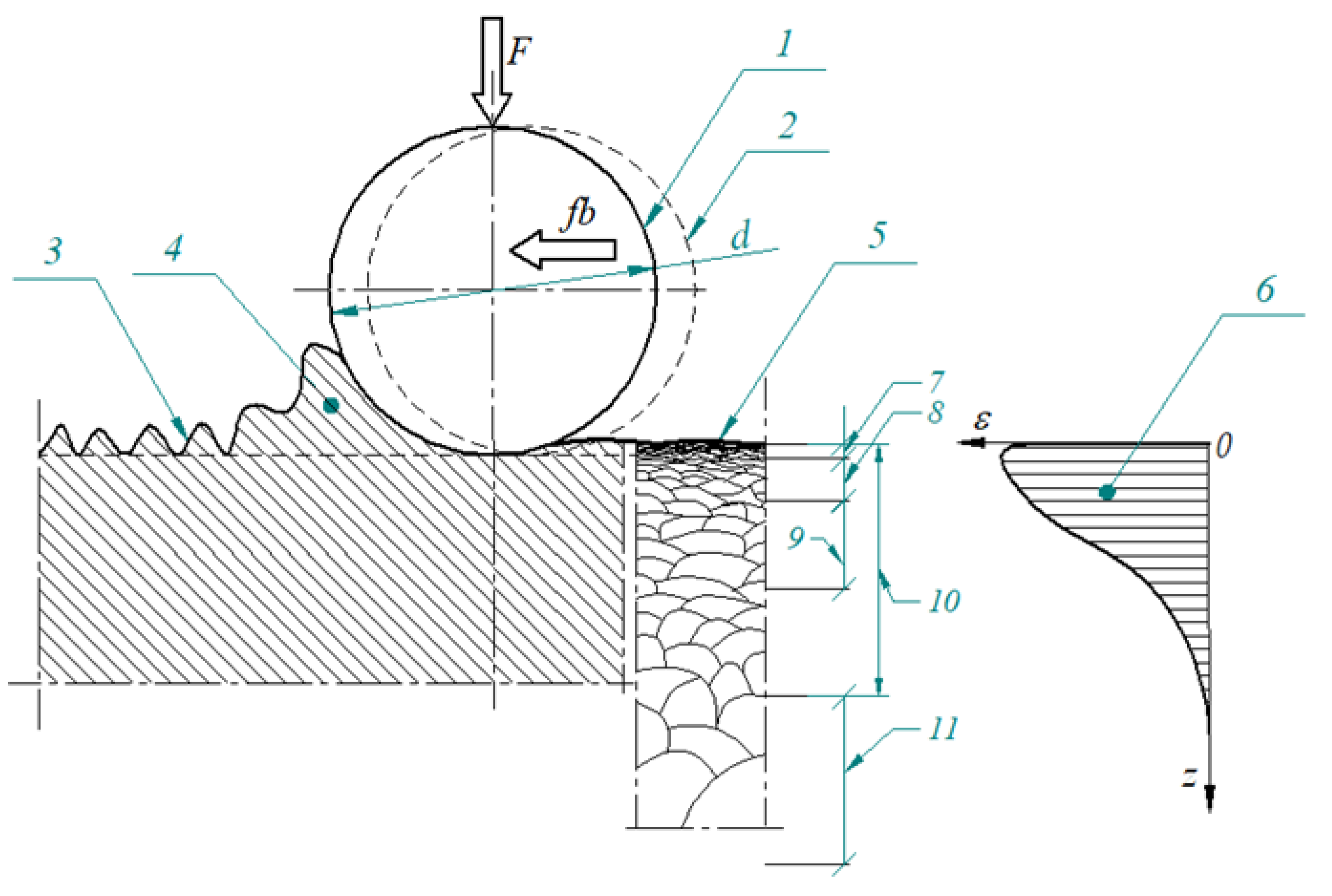
1.3. Introduction to Burnishing Process
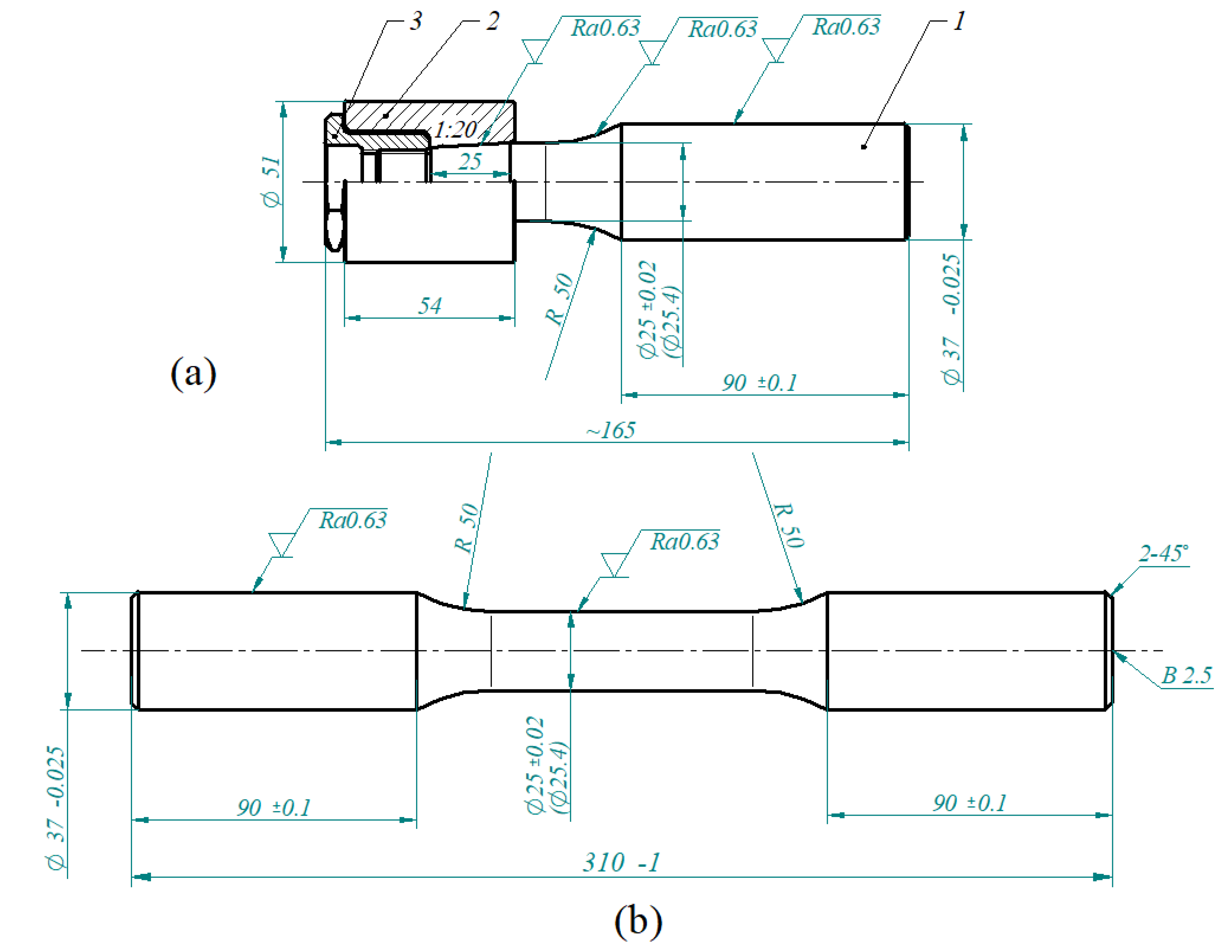
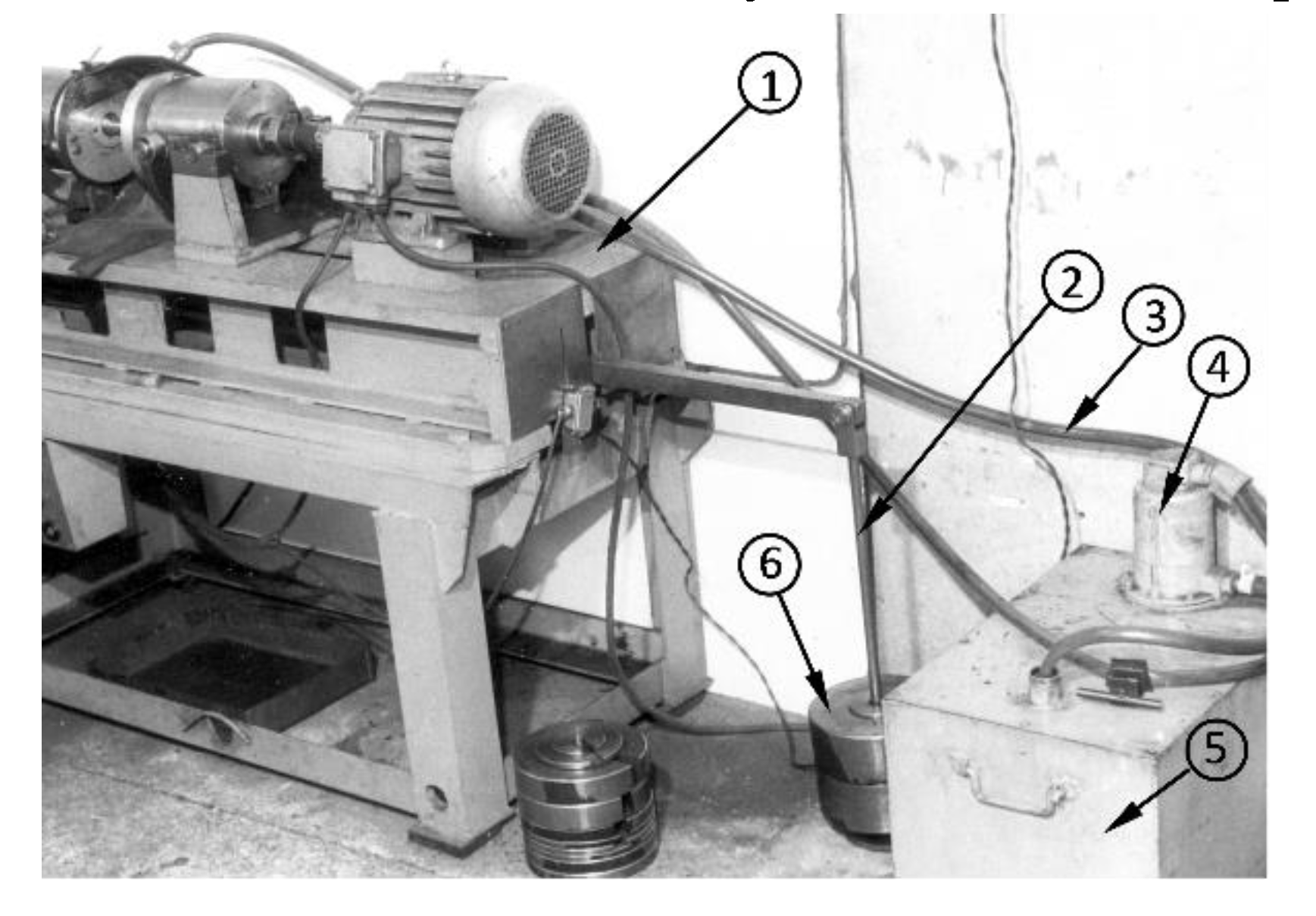
2. Fatigue Strength Research Test Parameters
- Testing materials: tempered steel C35 (shaft), “Novoston” alloy (sleeve).
- Type of load: rotary bending, σm = 0. R = −1; 1.
- Load frequency: 48.2 cycles/s.
- Adopted base of fatigue cycles: 10 7 cycles.
- Cooling and environment liquid: seawater.
3. Results and Discussion
4. Conclusion
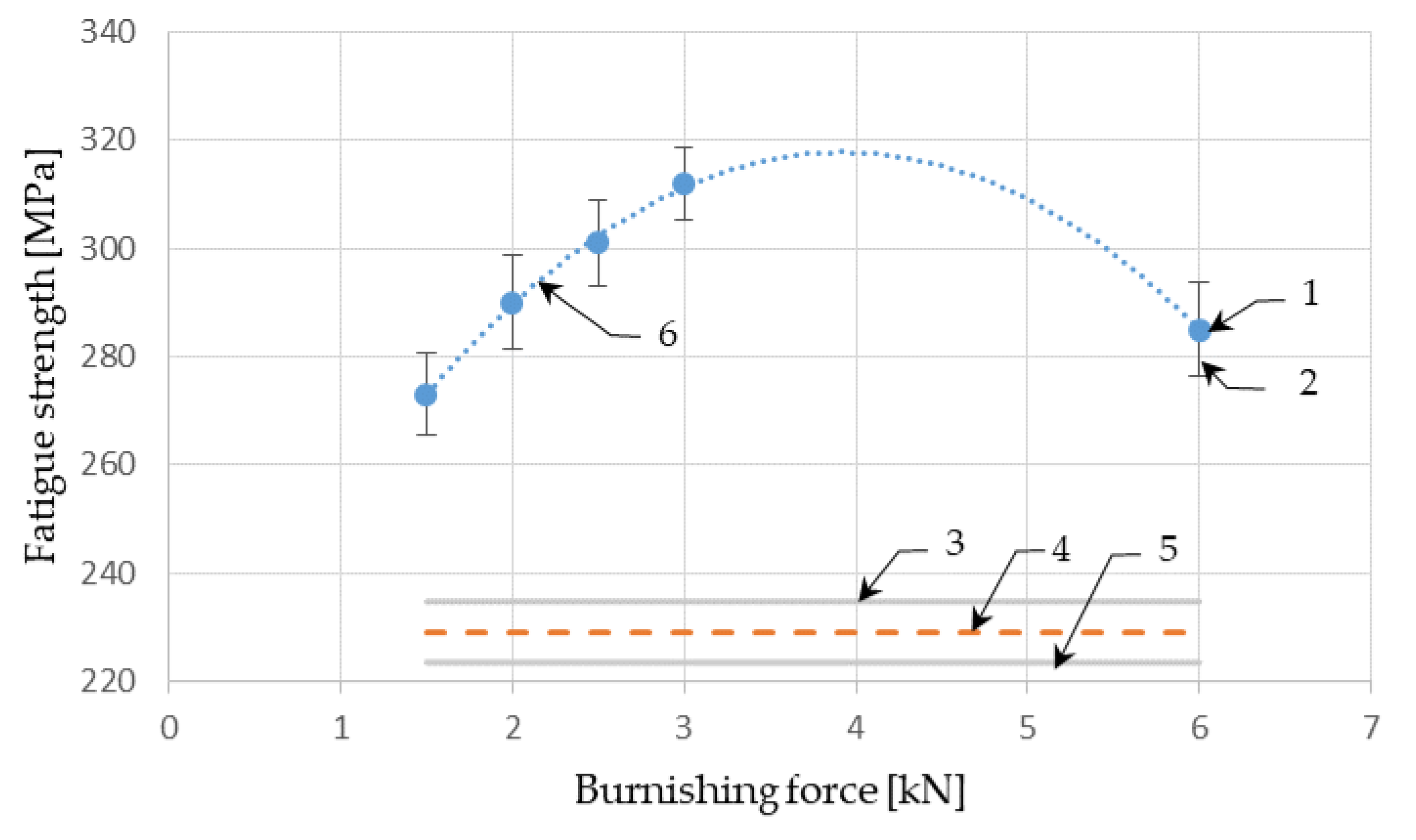
- The sample surface burnishing increases the fatigue strength. The tests showed 30% increase in the fatigue strength of the cylindrical burnished samples in relation to the value of the grinded samples. The fatigue strength increases with the degree of surface cold rolling but only up to a certain value of this cold rolling. Continual increase in the cold rolling degree causes the fatigue strength of the samples to deteriorate, e.g., increasing the burnishing force from 3 to 6 kN, reducing the fatigue strength of the cylindrical samples by 8.7% in relation to the value of the burnished sample with force 3 kN.
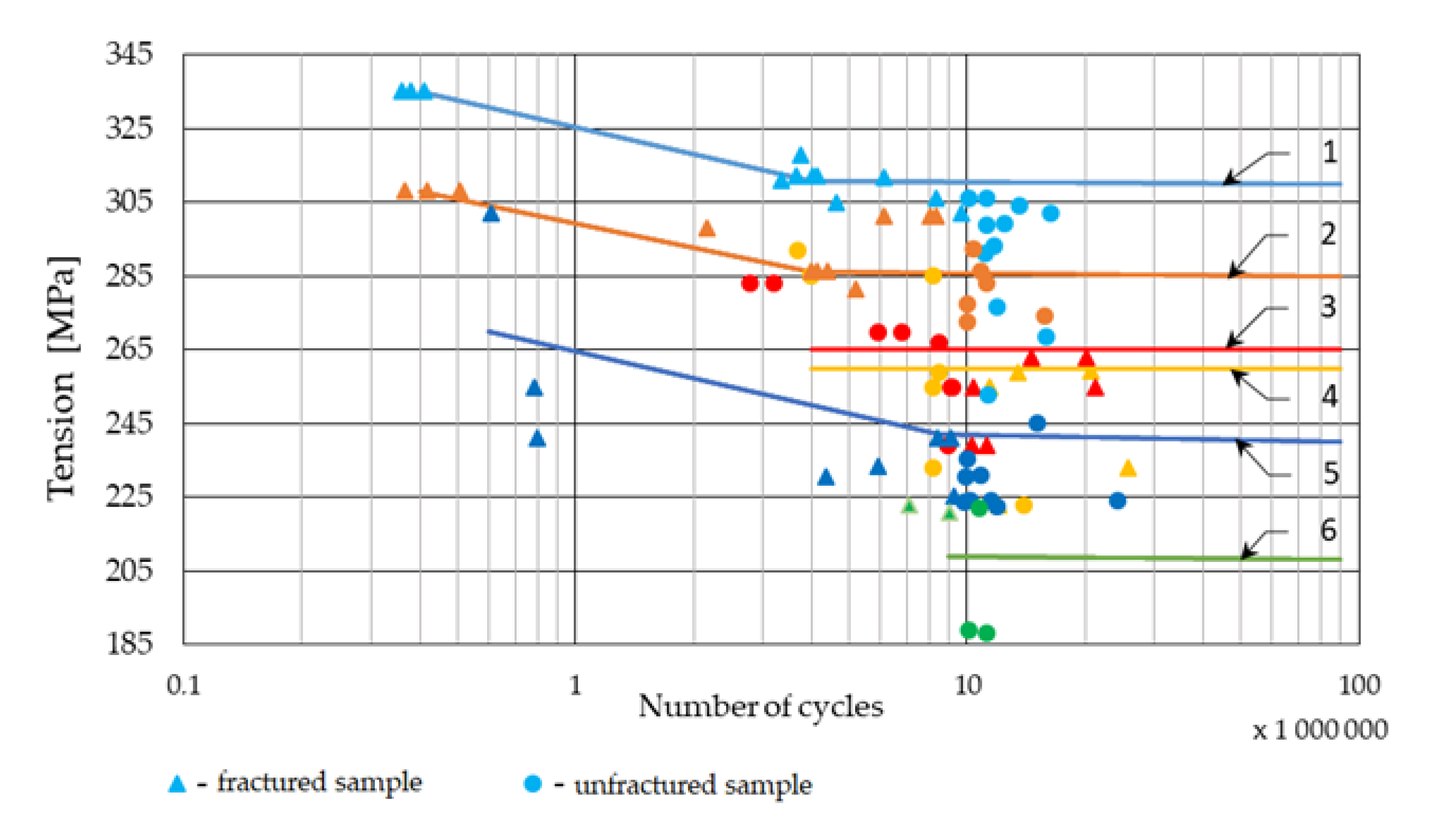
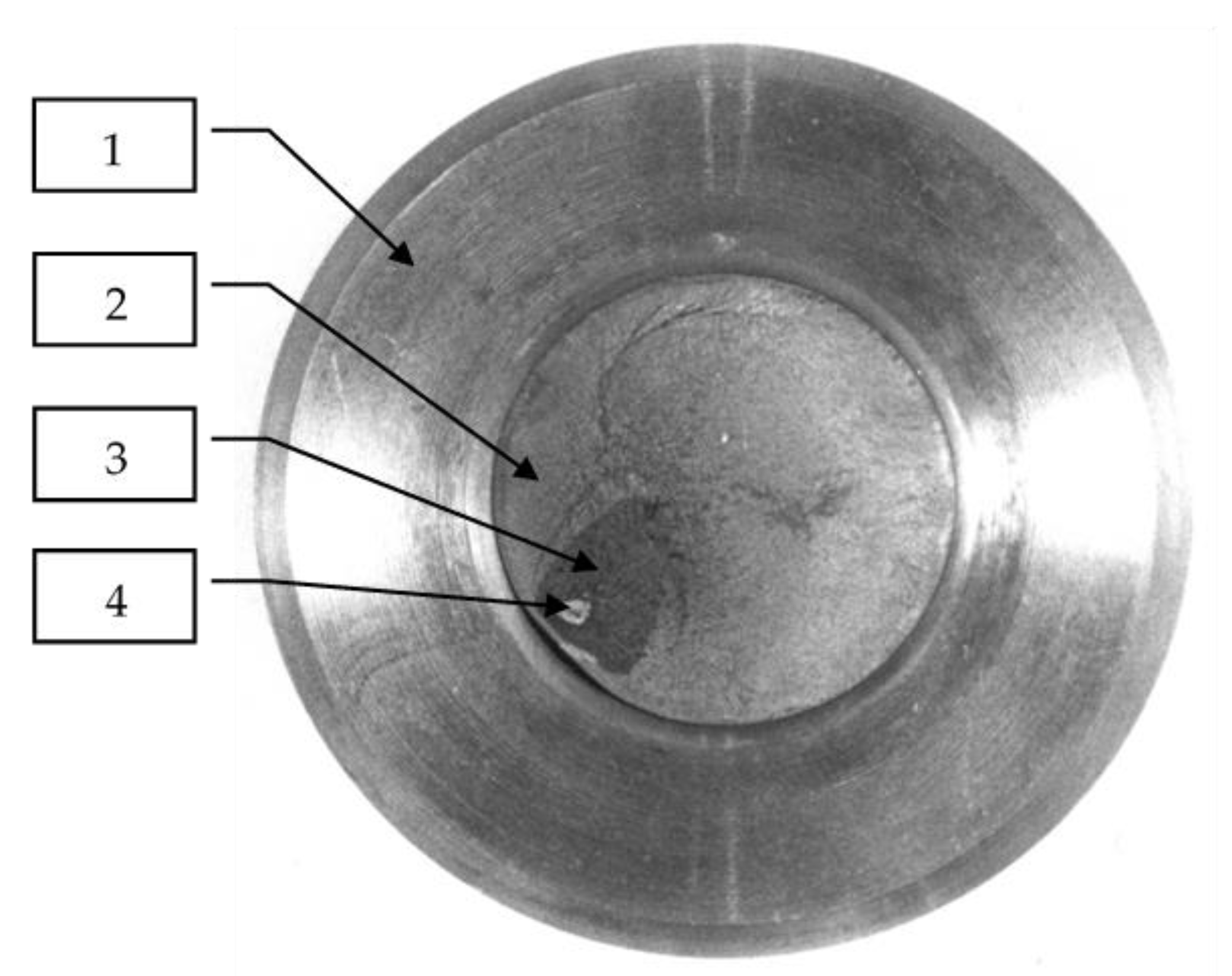
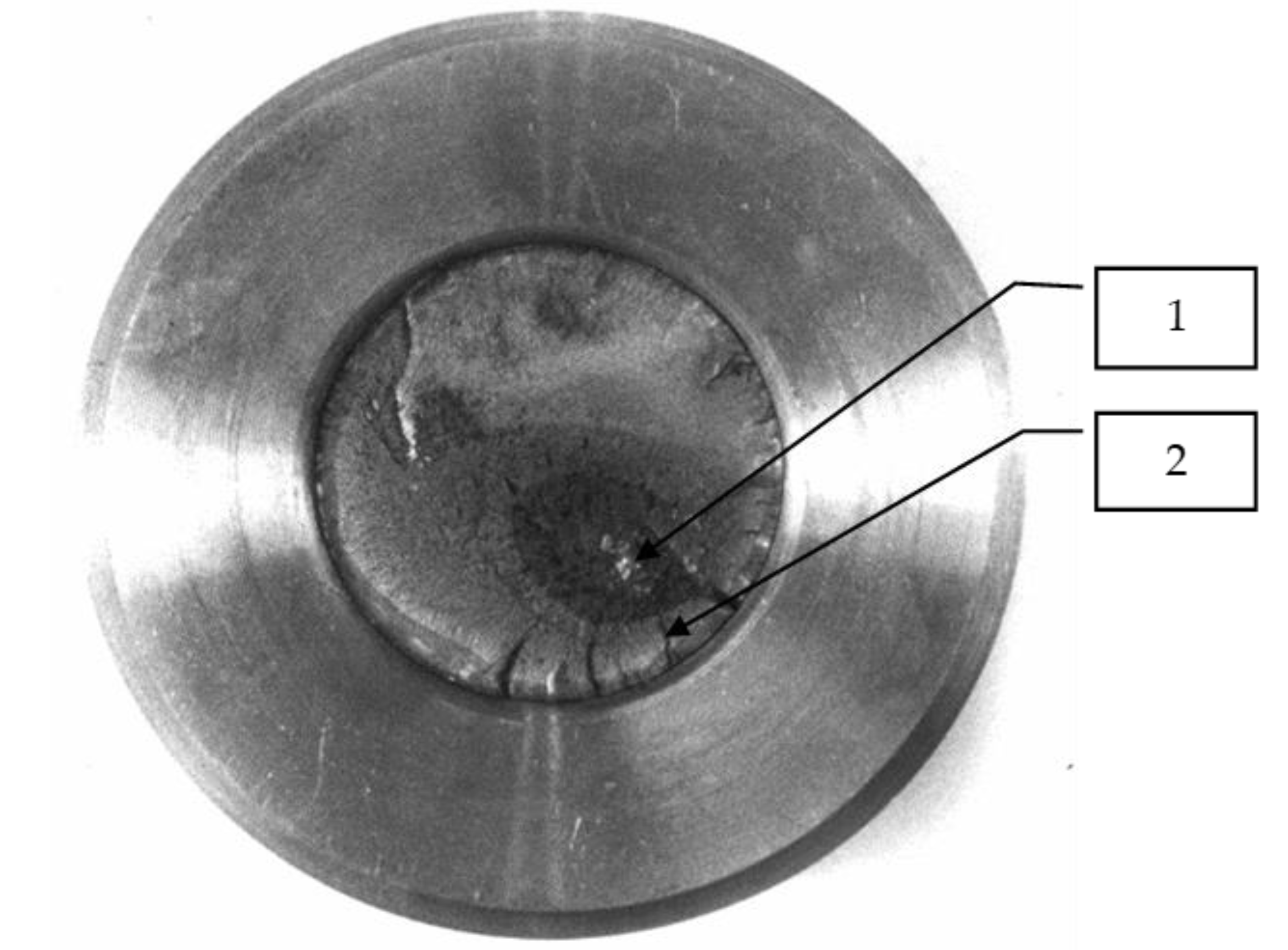
- The pressed-in joint has a lower fatigue strength than a uniform sample. The fatigue strength of the cylindrical samples is about 20% greater than the conical specimen with the sleeve pressed in, notwithstanding both specimens had been processed in this same way. This may be due to the additional stress created by the pressed-in sleeve. The surface burnishing of the specimens in such a joint also increases their fatigue strength; the values of fatigue strength of the samples are 20% higher than those in which the surface was grinded. In this case, too much cold rolling on the sample surface does not increase the fatigue strength. This may be due to the formation of microcracks on the surface. The cracks on the surface, decreasing in fatigue strength, of the sample had been observed on the fatigue scrap.
5. Patent
Method of Shaft Manufacturing
Author Contributions
Funding
Conflicts of Interest
References
- Carion, G.; Simihiati, B. Damage to and Repairs of Propeller Shaft and Liners; Bulletin technique du Bureau Veritas: Levallois-Perret, France, 1985. [Google Scholar]
- Shook, L.L.; Long, C.I. Surface Cold rolling of Marine Propeller Shafting. 1957. Available online: https://www.shotpeener.com/library/pdf/1957004.pdf (accessed on 16 October 2020).
- Kettrakul, P.; Promdirek, P. Failure analysis of propeller shaft used in the propulsion system of a fishing boat. Mater. Today 2018, 5, 9624–9629. [Google Scholar] [CrossRef]
- Huang, Q.W.; Liu, H.G.; Ding, Z. Dynamical response of the shaft-bearing system of marine propeller shaft with velocity-dependent friction. Ocean Eng. 2019, 189, 106399. [Google Scholar] [CrossRef]
- Yao, H.Y.; Cao, L.L.; Wu, D.Z.; Yu, F.X.; Huang, B. Generation and distribution of turbulence-induced forces on a propeller. Ocean Eng. 2020, 206, 107255. [Google Scholar] [CrossRef]
- Karpenko, G.V.; Pogoretskii, R.G.; Sirak, Y.M. The influence of surface hardening by burnishing on the fatigue resistance of shafts with press fits in a corrosive medium. In The Protection of Metals from Corrosion-Mechanical Damages; Profizdat: Moscow, Russia, 1970; pp. 113–115. [Google Scholar]
- Ryabchenkov, A.V. Corrosion Fatigue Strength; Mashgnitz: Moscow, Russia, 1953; [in Russian]. [Google Scholar]
- Vaingarten, A.M.; Goman, G.M.; Mendelson, I.V. The corrosion fatigue strength and corrosion resistance of 35 steel specimens in relation to the hardening method. Tfkh. Sudostroyeinie. 1973, 3, 54–57. [Google Scholar]
- Dyl, T.; Dolny, K. The influence of the Burnishing on Technological Quality of Elements of Part Shipping Machines. J. KONES 2010, 17, 89–95. [Google Scholar]
- Toshio, K.; Eiichi, S.; Bunzai, A. On Fatigue Test of Materials with Cold Rolling for the purpose of Strengthening of Marine Propeller Shaft. In Japan Shipbuilding and Marine Engineering; Japan Association for Technical Information: Tokyo, Japan, 1966. [Google Scholar]
- Kudryavtsev, I.V. Selection of the basic parameters for strengthening shafts by burnishing, I.V. Kudryavtsev. Vestnik Mashinostroenia 1983, 4, 8–10, [in Russian]. [Google Scholar]
- Przybylski, W. Low Plastic Burnishing Processes, Fundamentals, Tools and Machine Tool; Institute for Sustainable Technologies-National Research Institute: Radom, Poland, 2019. [Google Scholar]
- Klocke, F.; Lierman, J. Roller burnishing of hard turned surfaces. Int. J. Mach. Tools Manuf. 1998, 38, 419–423. [Google Scholar] [CrossRef]
- Skalski, K.; Morawski, A.; Przybylski, W. Analysis of contact elastic-plastic strains during the the process of burnishing. Int. J. Mech. Sci. 1995, 37, 461–472. [Google Scholar] [CrossRef]
- Travieso-Rodríguez, J.A.; Jerez-Mesa, R.; Gómez-Gras, G.; Llumà-Fuentes, J.; Casadesús-Farràs, O.; Madueño-Guerrero, M. Hardening effect and fatigue behavior enhancement through ball burnishing on AISI 1038. J. Mater. Res. Technol. 2019, 8, 5639–5646. [Google Scholar] [CrossRef]
- Avilés, A.; Avilés, R.; Albizuri, J.; Pallarés-Santasmartas, L.; Rodríguez, A. Effect of shot-peening and low-plasticity burnishing on the high-cycle fatigue strength of DIN 34CrNiMo6 alloy steel. Int. J. Fatigue 2019, 119, 338–354. [Google Scholar] [CrossRef]
- Yuan, X.L.; Li, C.Y. An engineering high cycle fatigue strength prediction model for low plasticity burnished samples. Int. J. Fatigue 2017, 103, 318–326. [Google Scholar] [CrossRef]
- Aviles, R.; Albizuri, J.; Rotriguez, A.; Lopezde Lacalle, L.N. Influence of low-plasticy burnishing on the high-cycle fatigue strength of medium carbon AISI1045 steel. Int. J. Fatigue 2013, 55, 230–244. [Google Scholar] [CrossRef]
- Zielecki, W.; Bucior, M.; Trzepieciński, T.; Ochał, K. Effect of slide burnishing of shoulder fillets on the fatigue strength of X19NiCrMo4 steel shafts. Int. J. Adv. Manuf. Technol. 2020, 106, 2583–2593. [Google Scholar] [CrossRef]
- Karthik, D.; Kalainathan, S.; Swaroop, S. Surface modification of 17-4 PH stainless steel by laser peening without protective coating process. Surf. Coat. Technol. 2015, 278, 138–145. [Google Scholar] [CrossRef]
- Arisoy, C.F.; Başman, G.; Kelami, Ş.M. Failure of a 17-4 PH stainless steel sailboat propeller shaft. Eng. Fail. Anal. 2003, 10, 711–717. [Google Scholar] [CrossRef]
- Przybylski, W.; Dzionk, S. Hibrid processing by turning and burnishing of machine components. In Advances in Manufacturing; Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 587–598. [Google Scholar]
- Ścibiorski, B.; Dzionk, S. The roughness of the hardened steel surface created by rolling burnishing process. Solid State Phenom. 2015, 220, 881–886. [Google Scholar] [CrossRef]
- Dyląg, Z.; Orłoś, Z. Fatigue Strength of Materials; Wydawnictwa Naukowo-techniczne: Warszawa, Poland, 1962; [in Polish]. [Google Scholar]
- Dzionk, S.; Przybylski, W. Way and Device for Single Operation Turning or Burnishing of High Slender Shafts on a Numerically Controlled Machine Tool. PL. Patent 221524 B1, 22 May 2019. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical composition [%] and mechanical properties in normalized condition of C35 (steel 1.0501) | ||||||||||||
| C | Si | Mn | P max. | S max. | Cr max. | Ni max. | Cu | |||||
| 0.32 ÷ 40 | 0.17 ÷ 0.37 | 0.50 ÷ 0.80 | 0.040 | 0.040 | 0.25 | 0.25 | 0.25 | |||||
| Yield Strength Re min | Tensile Strength Rm min | Elongation A5 min | Z min | |||||||||
| 314 [MPa] | 530 [MPa] | 20 [%] | 45 [%] | |||||||||
| Chemical composition [%] and mechanical properties in normalized condition for the alloy (75Cu-3Fe-8Al-2Ni-12Mn) ASTM C95700. | ||||||||||||
| Cu | Mn | Al | Fe | Ni | Si | |||||||
| 71 | 11.0–14.0 | 7.0–8.5 | 2.0–4.0 | 1.5–3.0 | 0.1 | |||||||
| Yield Strength [MPa] | Tensile Strength [MPa] | Elongation [%] | ||||||||||
| 275 | 620 | 15 | ||||||||||
| Sample No. | Burnishing Force F [kN] | Sample Diameter d [mm] | Cross-Sectional Area [mm2] | Stresses of Sample [MPa] | Number of Cycle ×106 | Condition of the Sample after Testing | Setting Load of the Machine [N] |
|---|---|---|---|---|---|---|---|
| 1 | 3.0 | 25.00 | 490.87 | 292.7 | 3.69 | 1 | 584.5 |
| 16 | 25.00 | 490.87 | 259.0 | 13.5 | 0 | 484.4 | |
| 37 | 25.00 | 490.87 | 222.7 | 12.0 | 0 | 383.4 | |
| 38 | 25.01 | 491.27 | 222.7 | 14.0 | 1 | 383.4 | |
| 46 | 25.01 | 491.27 | 297.2 | 0.867 | 1 | 586.4 | |
| 47 | 25.00 | 490.87 | 259.9 | 20.8 | 0 | 486.4 | |
| 48 | 25.01 | 491.27 | 259.0 | 8.5 | 1 | 484.4 | |
| 3 | 3.0 | 25.00 | 490.87 | 254.1 | 11.8 | 0 | 469.7 |
| 21 | 25.01 | 491.27 | 254.1 | 8.2 | 1 | 469.7 | |
| 23 | 25.01 | 491.27 | 285.1 | 4.0 | 1 | 557.0 | |
| 2 | 25.01 | 491.27 | 222.7 | 25.8 | 0 | 383.4 | |
| 13 | 25.00 | 490.87 | 254.1 | 11.4 | 0 | 469.7 | |
| 18 | 25.01 | 491.27 | 285.1 | 8.2 | 1 | 557.0 | |
| 17 | 25.00 | 490.87 | 222.7 | 8.2 | 1 | 383.4 | |
| 4 | 6.0 | 25.01 | 491.27 | 239.3 | 11.2 | 0 | 433.5 |
| 15 | 25.00 | 490.87 | 255.0 | 9.1 | 1 | 475.6 | |
| 25 | 25.00 | 490.87 | 255.0 | 10.4 | 0 | 475.6 | |
| 26 | 25.00 | 490.87 | 255.0 | 21.3 | 0 | 475.6 | |
| 35 | 25.00 | 490.87 | 255.0 | 9.2 | 1 | 475.6 | |
| 45 | 25.01 | 491.27 | 270.2 | 6.8 | 1 | 516.8 | |
| 21 | 25.01 | 491.27 | 270.2 | 5.9 | 1 | 516.8 | |
| 6 | 6.0 | 25.00 | 490.87 | 239.3 | 8.9 | 1 | 433.5 |
| 19 | 25.00 | 490.87 | 239.3 | 10.3 | 0 | 433.5 | |
| 17 | 25.01 | 491.27 | 266.8 | 8.5 | 1 | 509.9 | |
| 32 | 25.00 | 490.87 | 262.9 | 20.1 | 0 | 498.2 | |
| 35 | 25.00 | 490.87 | 262.9 | 14.6 | 0 | 498.2 | |
| 14 | 25.00 | 490.87 | 283.5 | 3.2 | 1 | 557.0 | |
| 20 | 25.00 | 490.87 | 283.5 | 2.8 | 1 | 557.0 |
| The Kind of Manufacturing Methods | The Stress Range [MPa] | No of Sample | Considered Occurrence | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Did Not Destroy | Destroyed | Sample Did Not Destroy | Sample Destroyed | ||||||
| The Level of Stress | i·ni | i2·ni | The Level of Stress | i·niz | i2·niz | ||||
| The grinded conical samples | 189.6 | 2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 224.3 | 1 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | |
| 259 | 0 | 2 | 2 | 0 | 0 | 2 | 4 | 8 | |
| ∑ni = 3 | ∑niz=4 | ∑ini=1 | ∑i2ni=1 | ∑iniz=6 | ∑i2niz=10 | ||||
| The conical samples burnished with the force F = 3.0 kN (on the entire length l) | 222.7 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| 259.9 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 1 | |
| 297.1 | 0 | 2 | 2 | 0 | 0 | 2 | 4 | 8 | |
| ∑ni = 3 | ∑niz=4 | ∑ini=2 | ∑i2ni=2 | ∑iniz=5 | ∑i2niz=9 | ||||
| The conical samples burnished with the force F = 3.0 kN (on the ½ length l) | 222.7 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| 254.1 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 1 | |
| 285.1 | 0 | 2 | 2 | 0 | 0 | 2 | 4 | 8 | |
| ∑ni=3 | ∑niz=4 | ∑ini=2 | ∑i2ni=2 | ∑iniz=5 | ∑i2niz=9 | ||||
| The conical samples burnished with the force F = 6.0 kN (on the ½ length l) | 239.3 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| 266.8 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 1 | |
| 283.5 | 0 | 2 | 2 | 0 | 0 | 2 | 4 | 8 | |
| ∑ni=3 | ∑niz=4 | ∑ini=2 | ∑i2ni=2 | ∑iniz=5 | ∑i2niz=9 | ||||
| The conical samples burnished with the force F = 6.0 kN (on the ½ length l) | 239.3 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 255.0 | 2 | 2 | 1 | 2 | 2 | 1 | 2 | 2 | |
| 270.2 | 0 | 2 | 2 | 0 | 0 | 2 | 4 | 8 | |
| ∑ni=3 | ∑niz=4 | ∑ini=2 | ∑i2ni=2 | ∑iniz=6 | ∑i2niz=10 | ||||
| Type of Technology | Stress Range [Mpa] | Number of Samples | Considered Occurrence | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Did Not Destroy ni | Destroyed nid | Samples Did Not Destroy | Samples Destroyed | ||||||
| The Level of Stress | i·ni | i2·ni | The Level of Stress | i·nid | i2·nid | ||||
| Ground samples | 223 229 235 241 | 5 2 1 0 ∑ni = 8 | 0 1 2 3 ∑nid = 6 | 0 1 2 3 | 0 2 2 0 ∑i·ni = 4 | 0 2 4 0 ∑i2·ni = 6 | 0 1 2 3 | 0 1 4 9 ∑i·nid = 14 | 0 1 8 27 ∑i2·nid = 36 |
| Samples burnished with force F = 1.5 kN | 263 271 279 287 | 2 2 1 0 ∑ni = 5 | 0 1 2 3 ∑nid = 6 | 0 1 2 3 | 0 2 2 0 ∑i·ni = 4 | 0 2 4 0 ∑i2·ni = 6 | 0 1 2 3 | 0 1 4 9 ∑i·nid = 14 | 0 1 8 27 ∑i2·nid = 36 |
| Samples burnished with force F = 2.0 kN | 267 275 283 291 | 3 1 2 0 ∑ni = 6 | 0 1 1 3 ∑nid = 5 | 0 1 2 3 | 0 1 4 0 ∑i·ni = 5 | 0 1 8 0 ∑i2·ni = 9 | 0 1 2 3 | 0 1 2 9 ∑i·nid = 12 | 0 1 4 27 ∑i2·nid = 32 |
| Samples burnished with force F = 2.5 kN | 286 292 298 304 | 4 1 2 0 ∑ni = 7 | 0 2 1 2 ∑nid = 5 | 0 1 2 3 | 0 1 4 0 ∑i·ni = 5 | 0 1 8 0 ∑i2·ni = 9 | 0 1 2 3 | 0 2 2 6 ∑i·nid = 10 | 0 2 4 18 ∑i2·nid = 24 |
| Samples burnished with force F=3.0 kN | 292 299 306 313 | 2 2 3 0 ∑ni = 7 | 0 1 2 3 ∑nid = 6 | 0 1 2 3 | 0 2 6 0 ∑i·ni = 8 | 0 2 12 0 ∑i2·ni = 14 | 0 1 2 3 | 0 1 4 9 ∑i·nid = 14 | 0 1 8 27 ∑i2·nid = 36 |
| Samples burnished with force F=6.0 kN | 274 283 292 301 | 2 2 1 0 ∑ni = 5 | 0 1 2 3 ∑nid = 6 | 0 1 2 3 | 0 2 2 0 ∑i·ni = 4 | 0 2 4 0 ∑i2·ni = 6 | 0 1 2 3 | 0 1 4 9 ∑i·nid = 14 | 0 1 8 27 ∑i2·nid = 36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dzionk, S.; Przybylski, W.; Ścibiorski, B. The Possibilities of Improving the Fatigue Durability of the Ship Propeller Shaft by Burnishing Process. Machines 2020, 8, 63. https://doi.org/10.3390/machines8040063
Dzionk S, Przybylski W, Ścibiorski B. The Possibilities of Improving the Fatigue Durability of the Ship Propeller Shaft by Burnishing Process. Machines. 2020; 8(4):63. https://doi.org/10.3390/machines8040063
Chicago/Turabian StyleDzionk, Stefan, Włodzimierz Przybylski, and Bogdan Ścibiorski. 2020. "The Possibilities of Improving the Fatigue Durability of the Ship Propeller Shaft by Burnishing Process" Machines 8, no. 4: 63. https://doi.org/10.3390/machines8040063
APA StyleDzionk, S., Przybylski, W., & Ścibiorski, B. (2020). The Possibilities of Improving the Fatigue Durability of the Ship Propeller Shaft by Burnishing Process. Machines, 8(4), 63. https://doi.org/10.3390/machines8040063