The Proposition of an Automated Honing Cell with Advanced Monitoring

Abstract
:1. Introduction
2. Kinematics of Honing Process
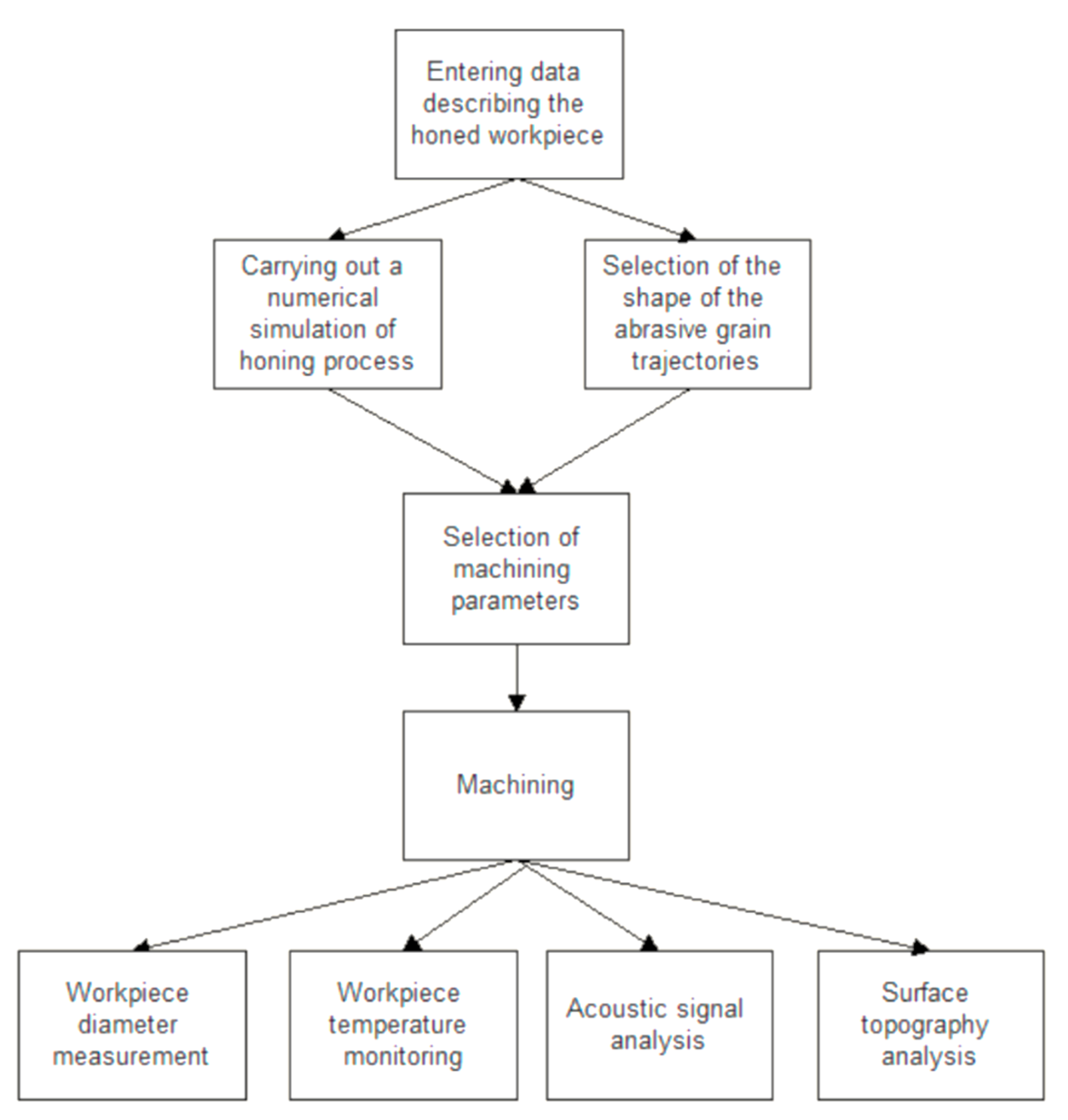
3. Methods
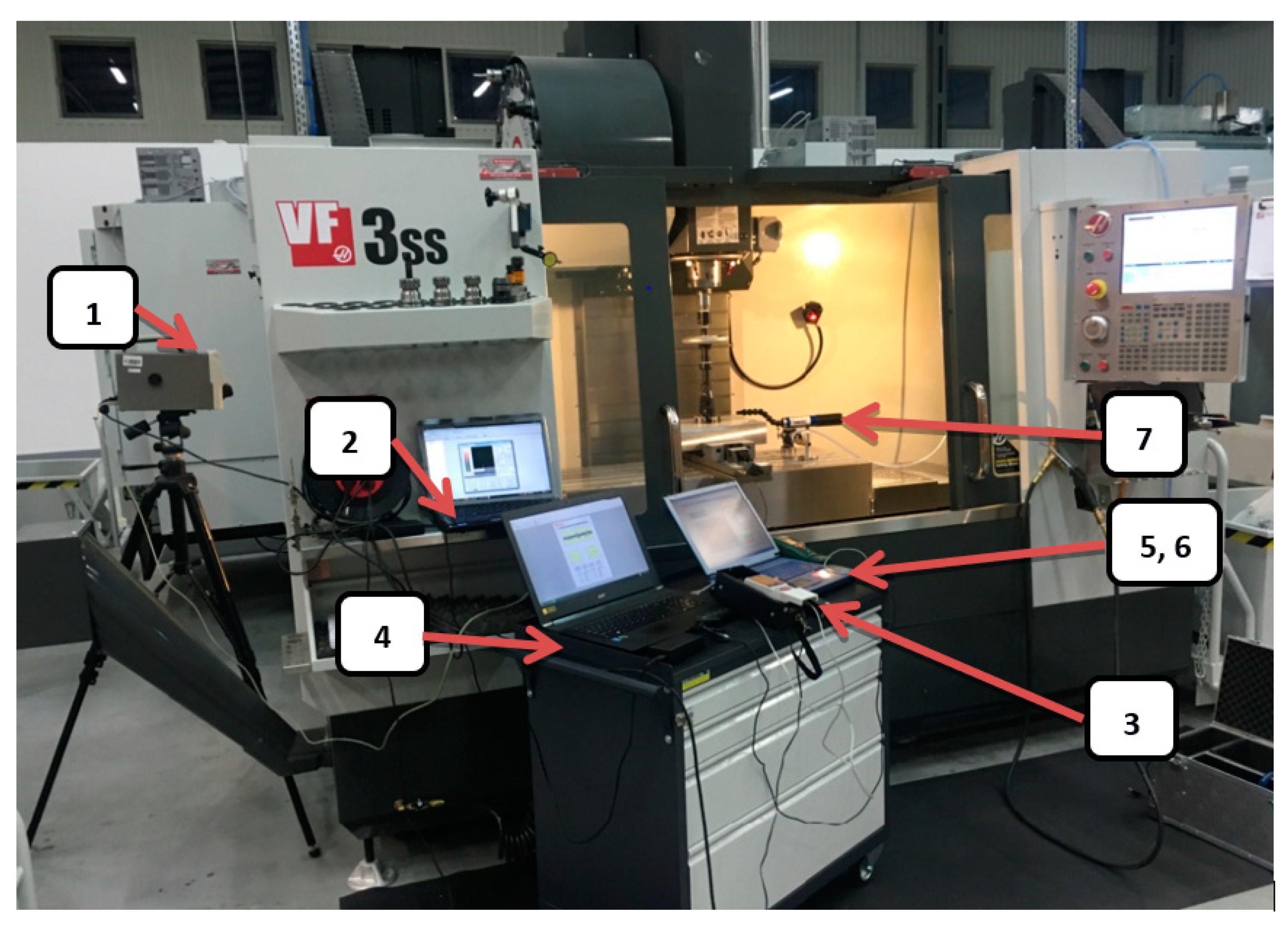
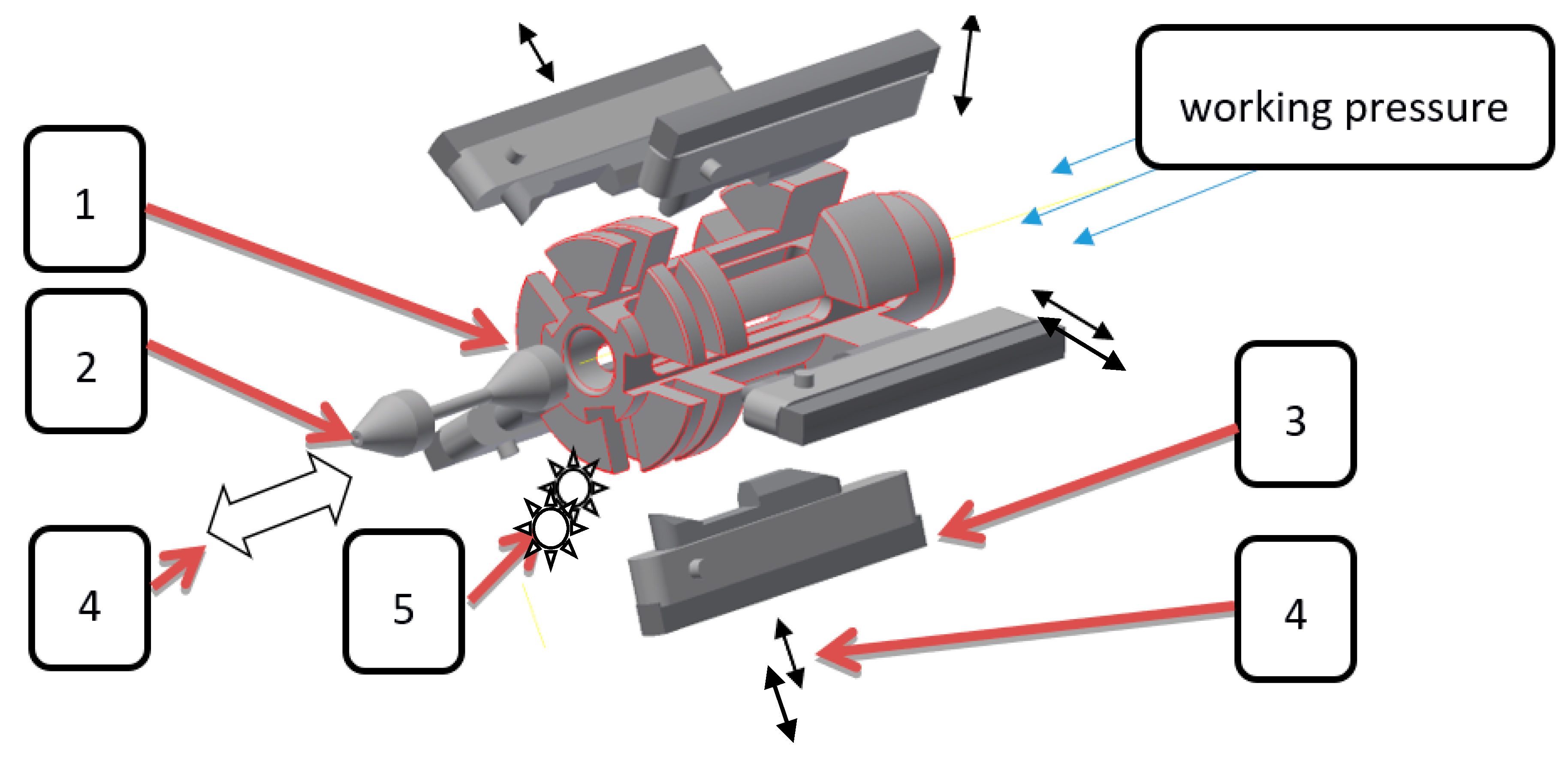
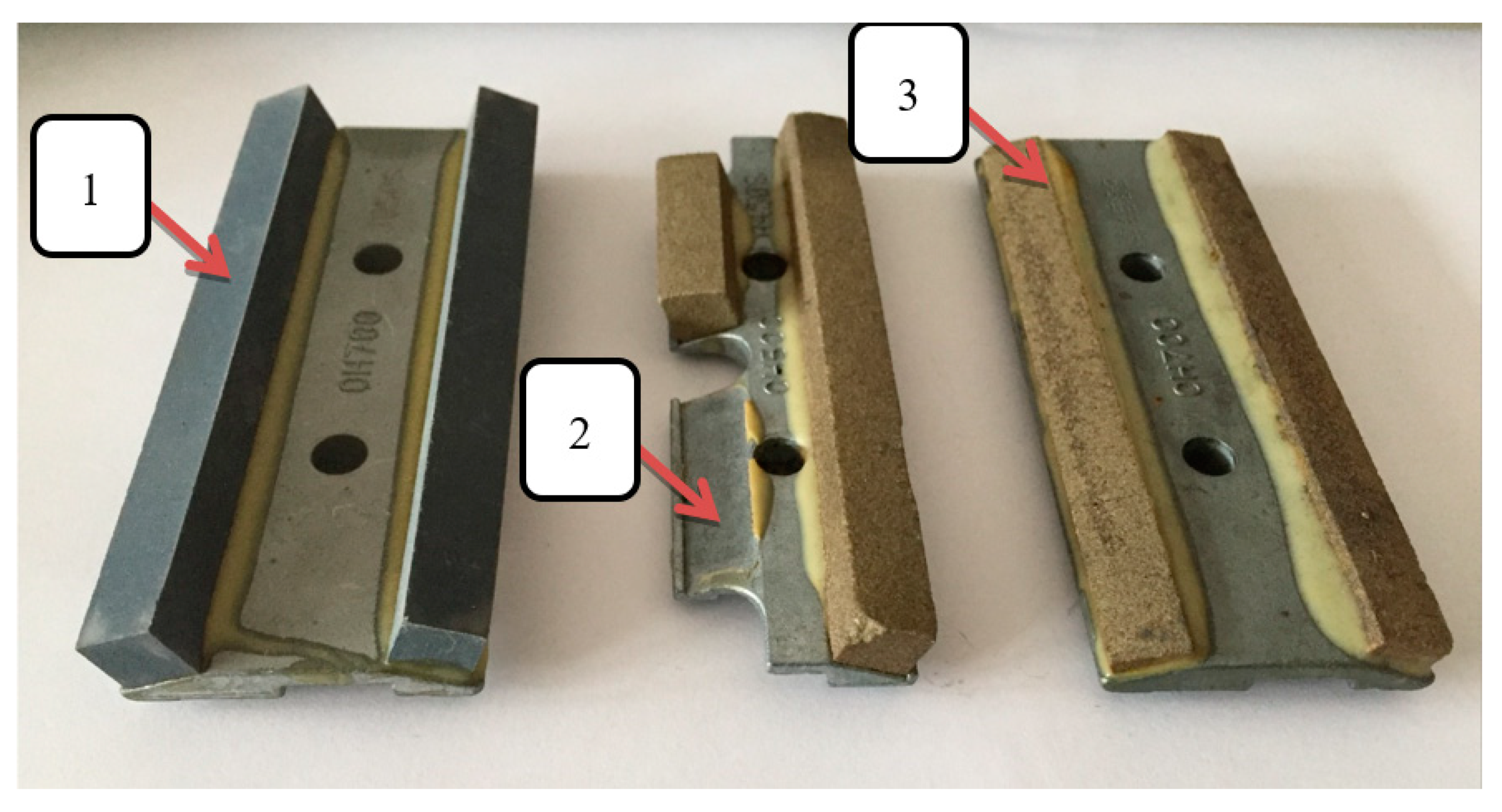
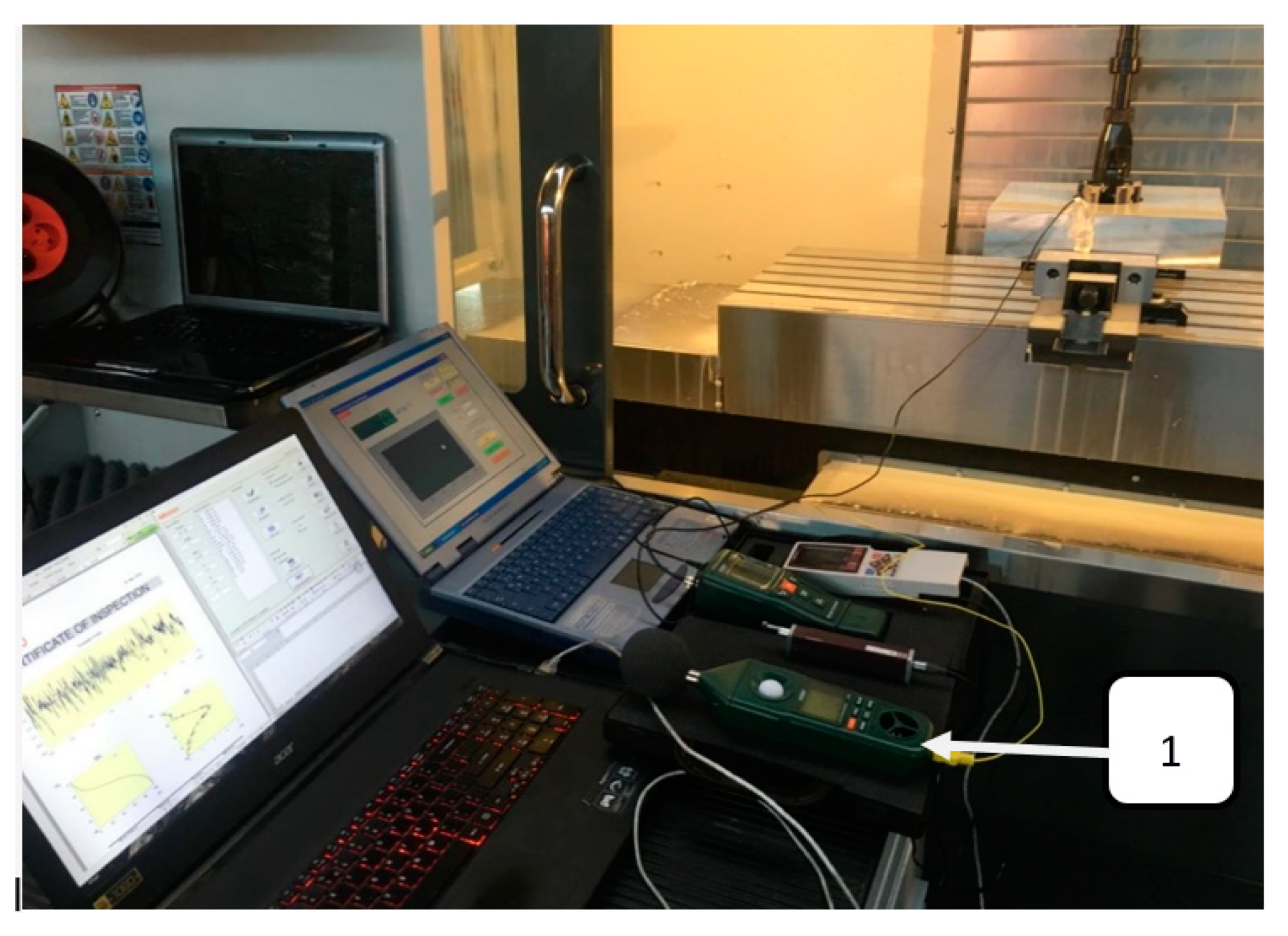
3.1. The Equipment of the Honing Cell
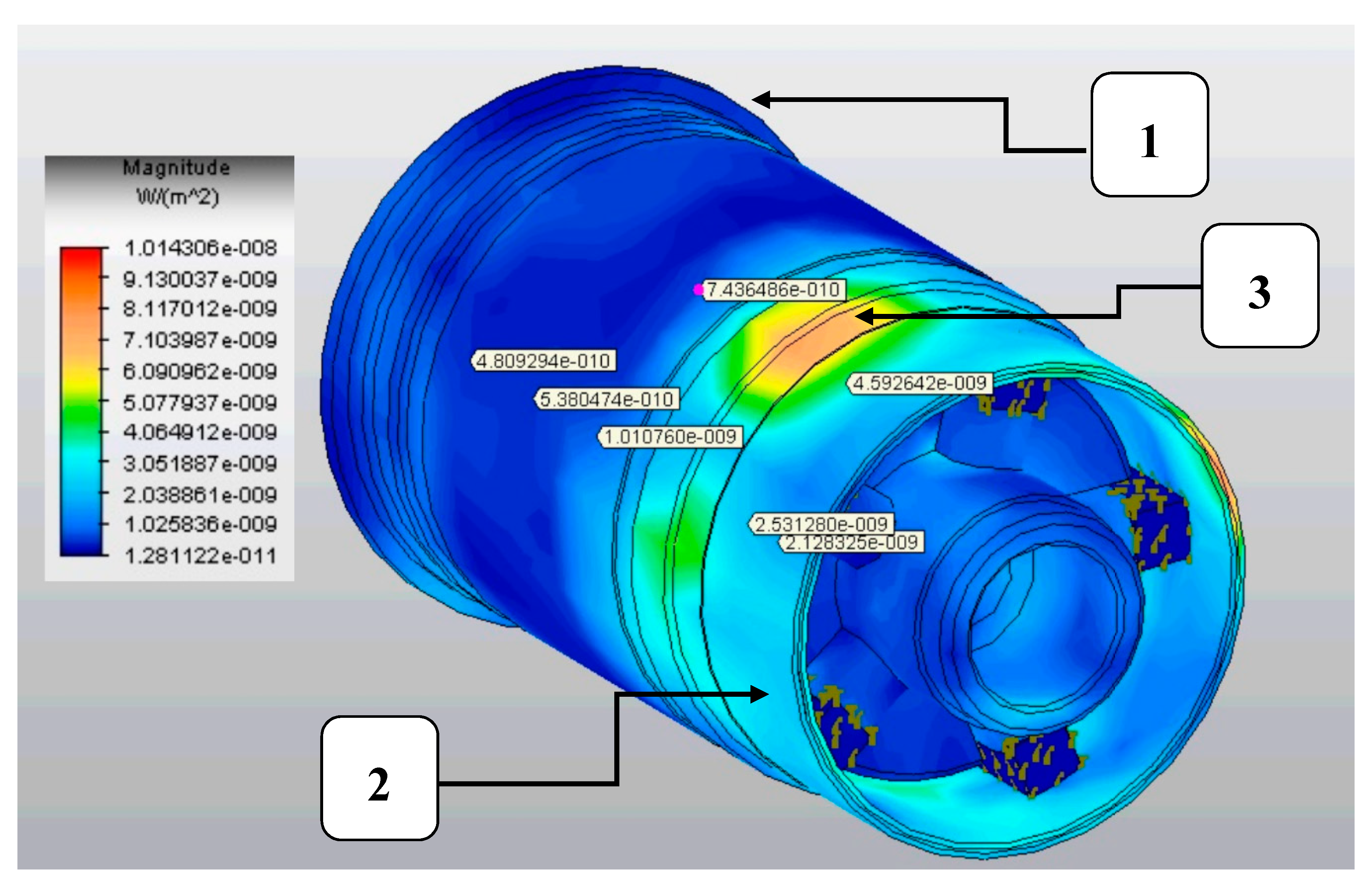
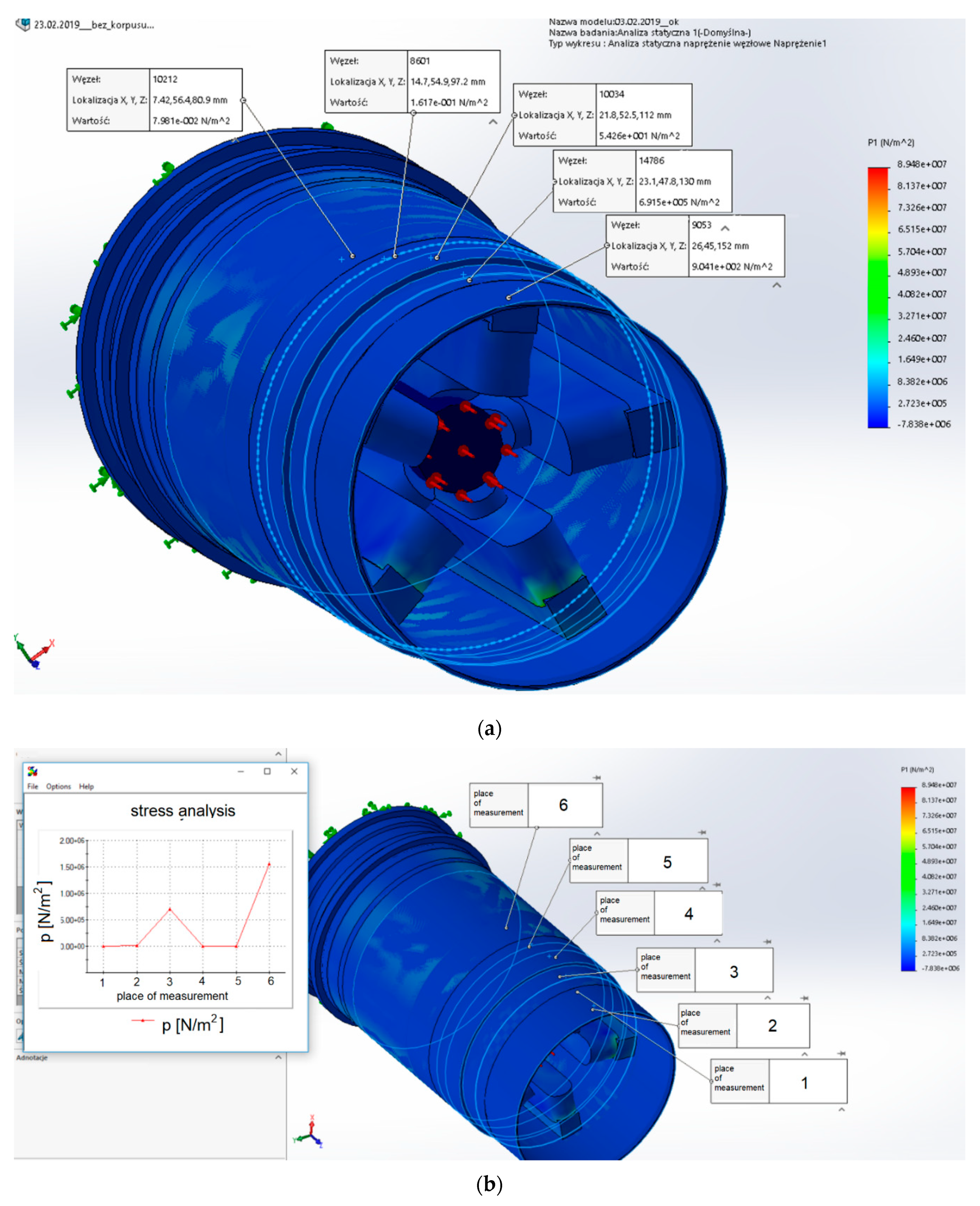
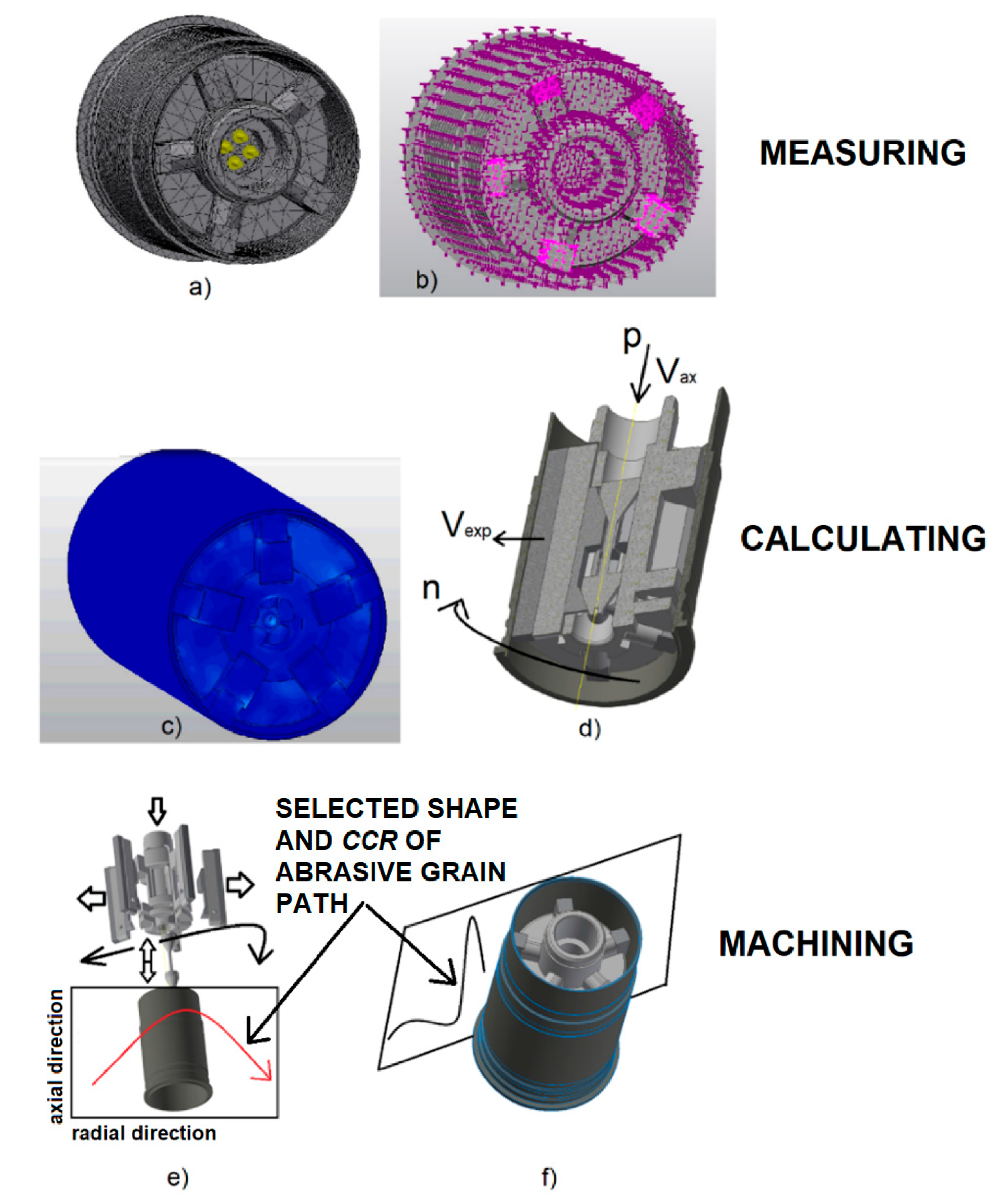
3.2. Numerical Simulations of Honing Process
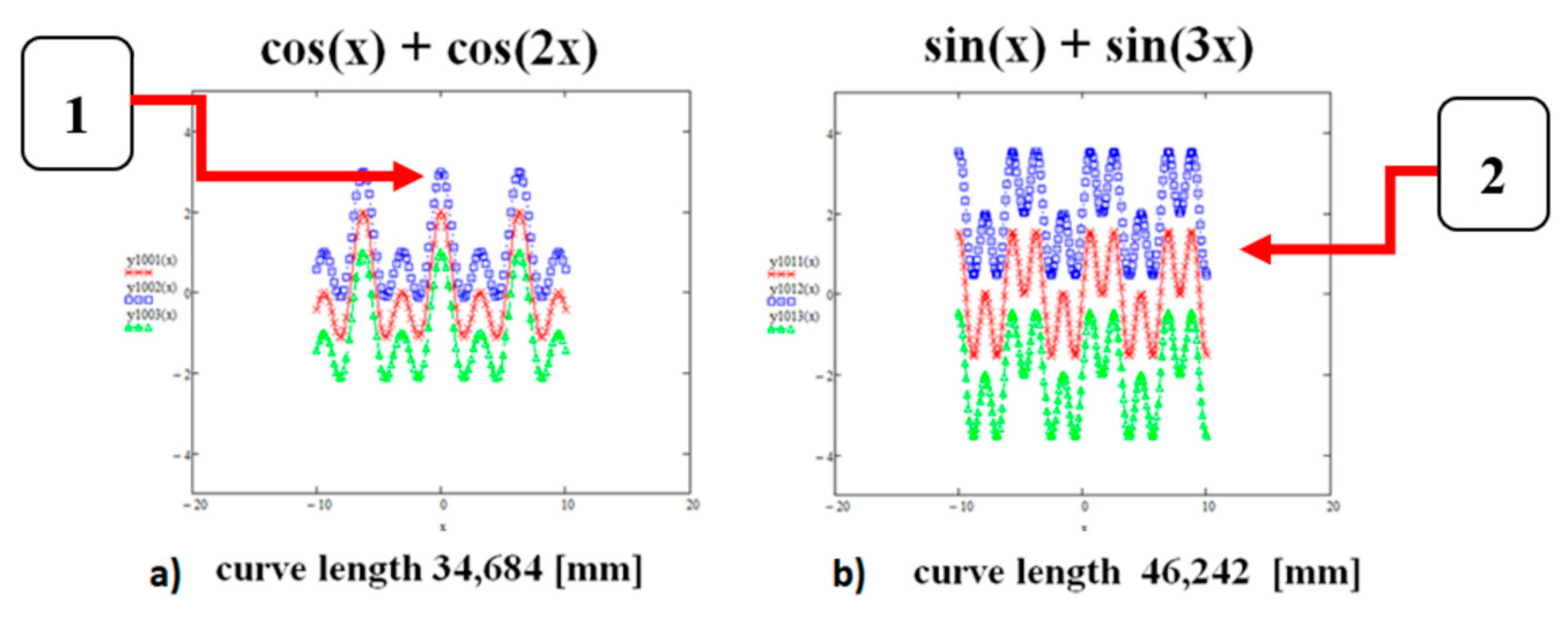
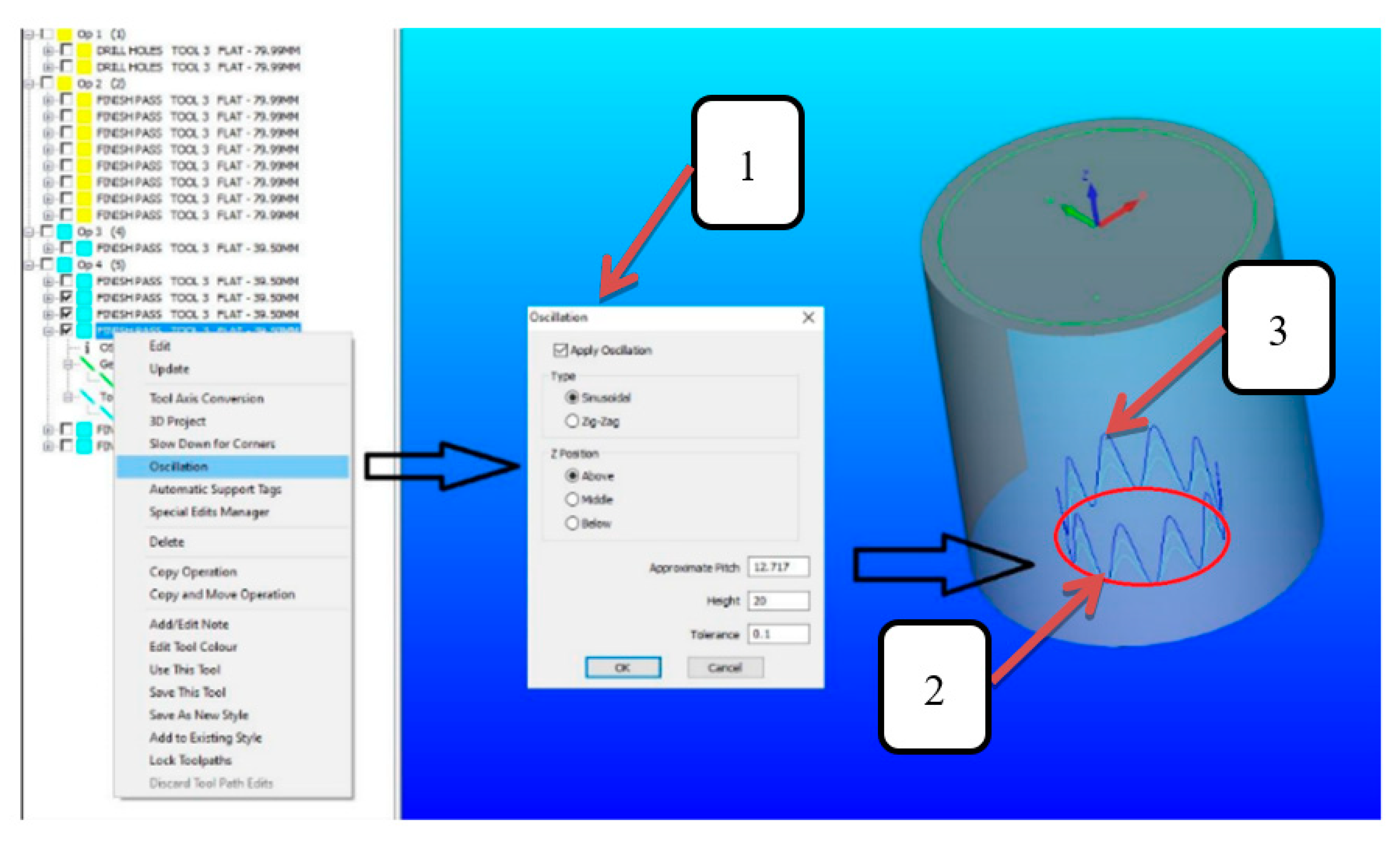
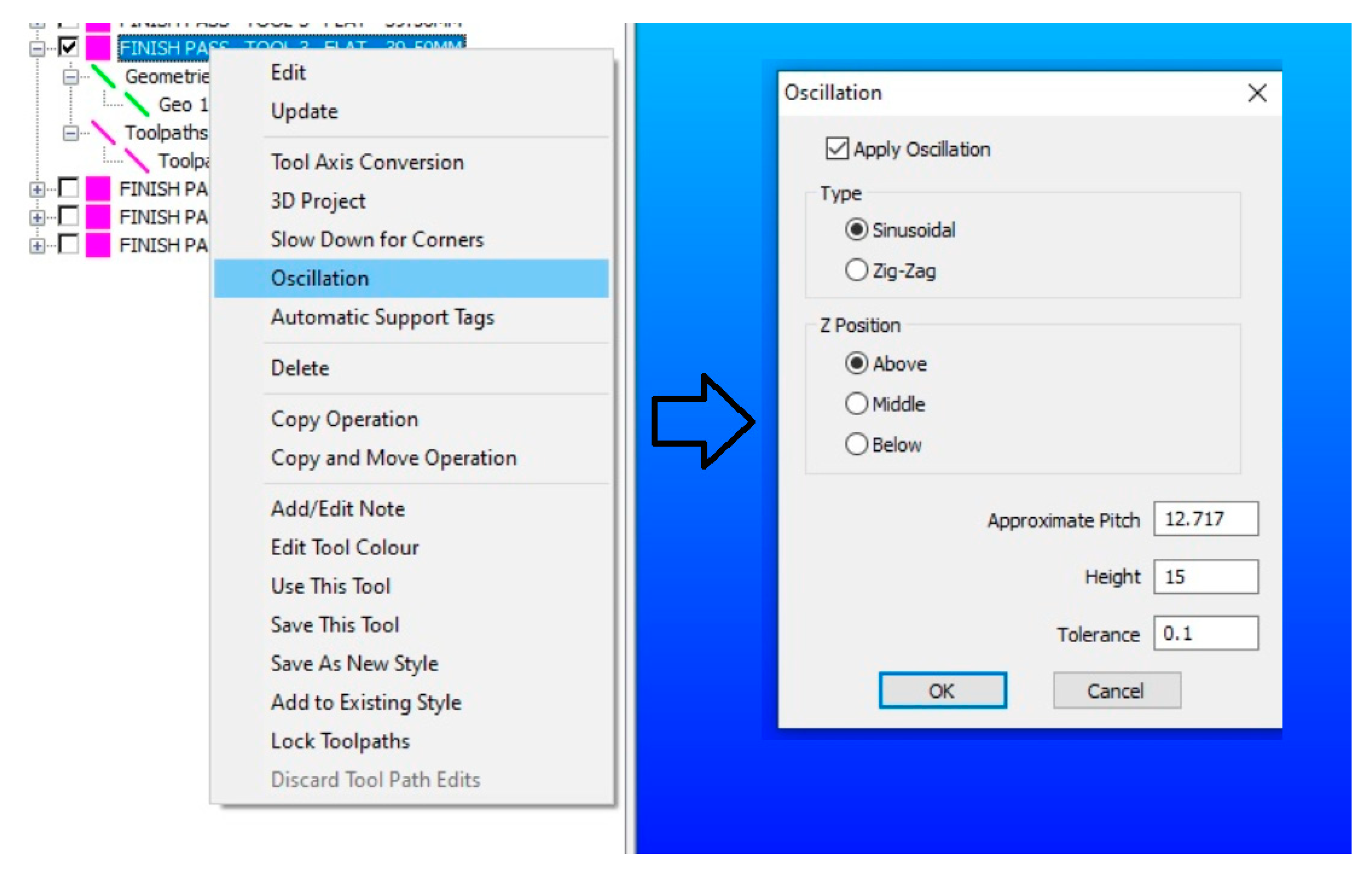
3.3. Programming of the Grain Trajectories in Non-Conventional Way
3.4. Setting of Honing Parameters
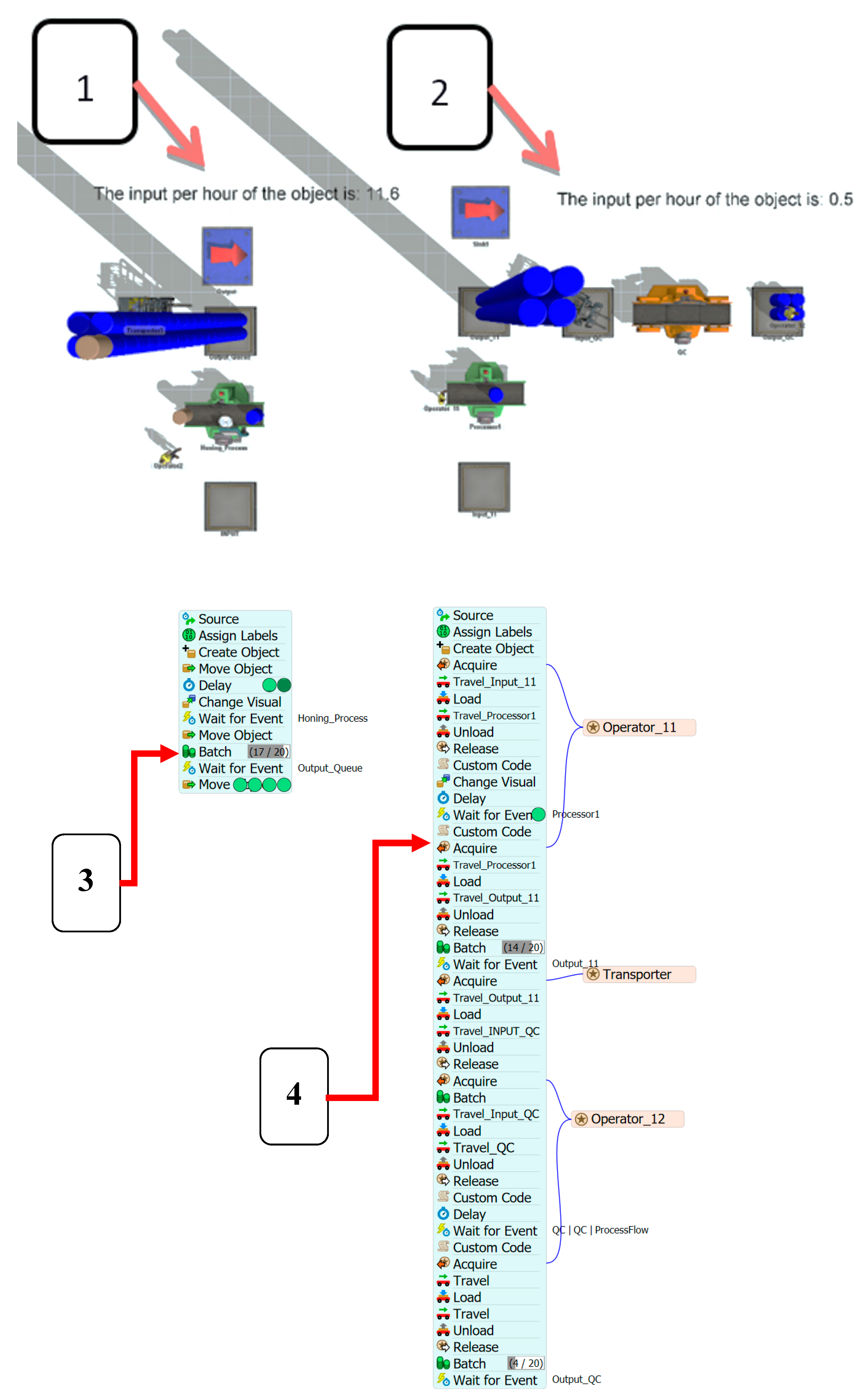
3.5. Supervision of Honing During Process
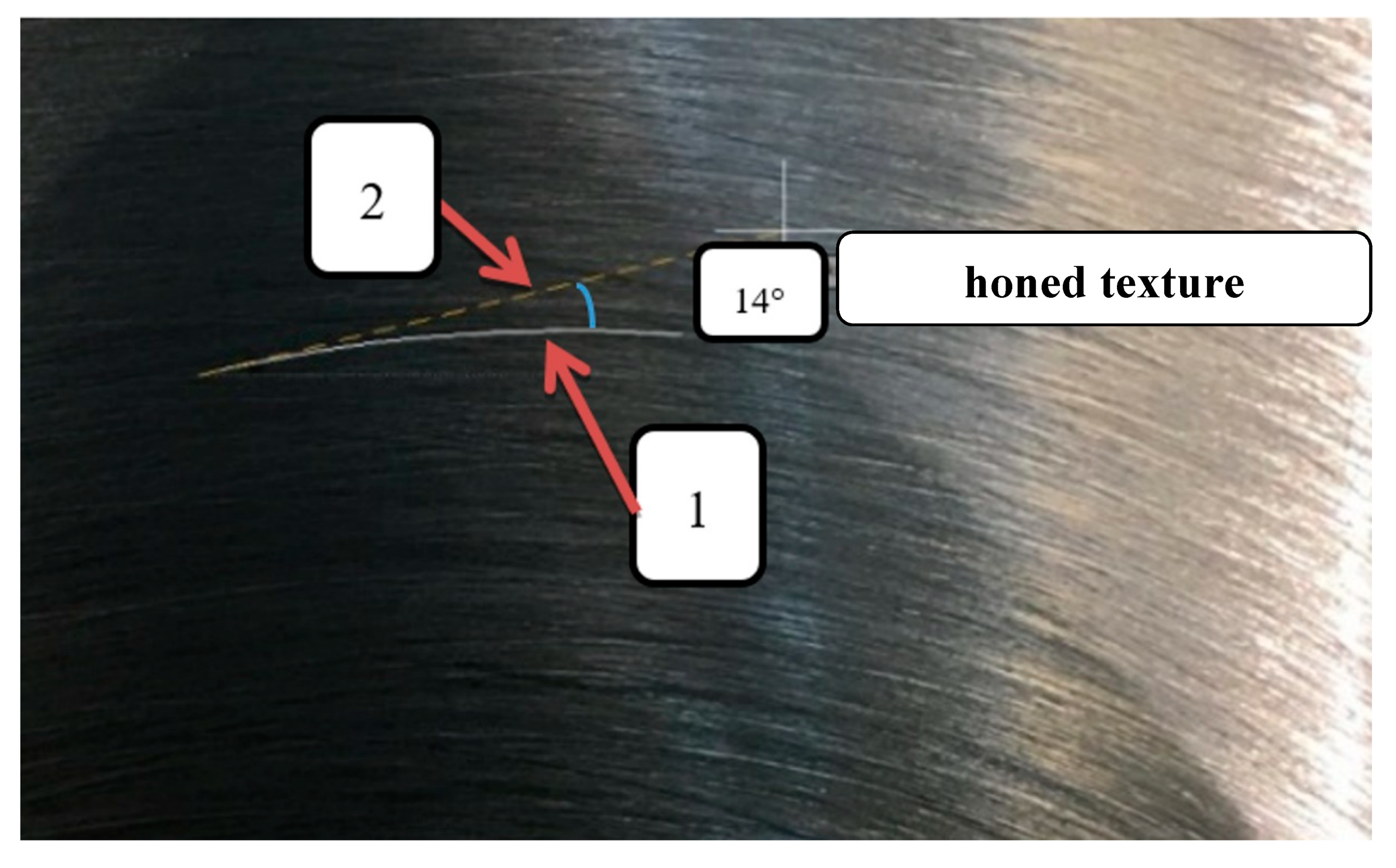
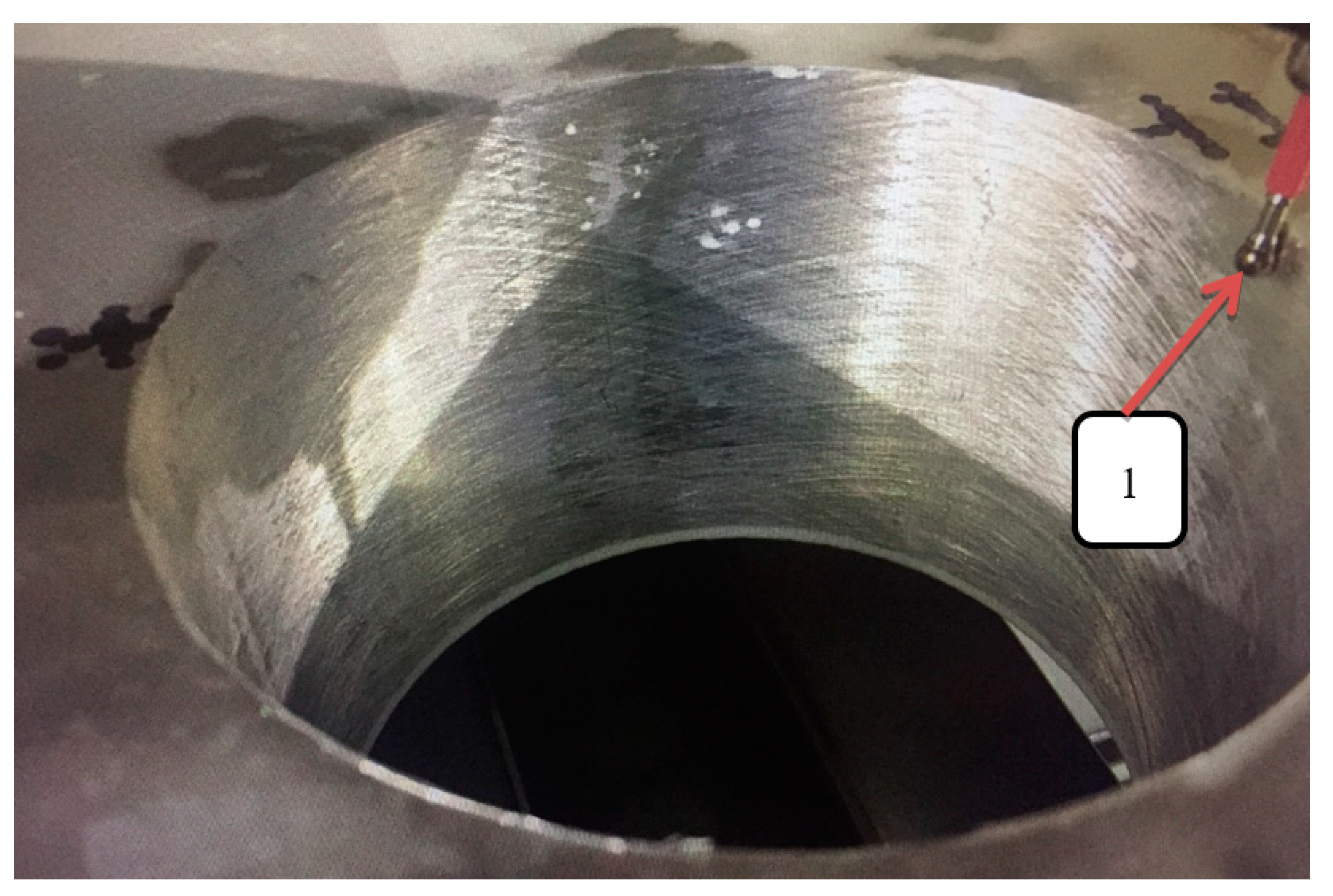
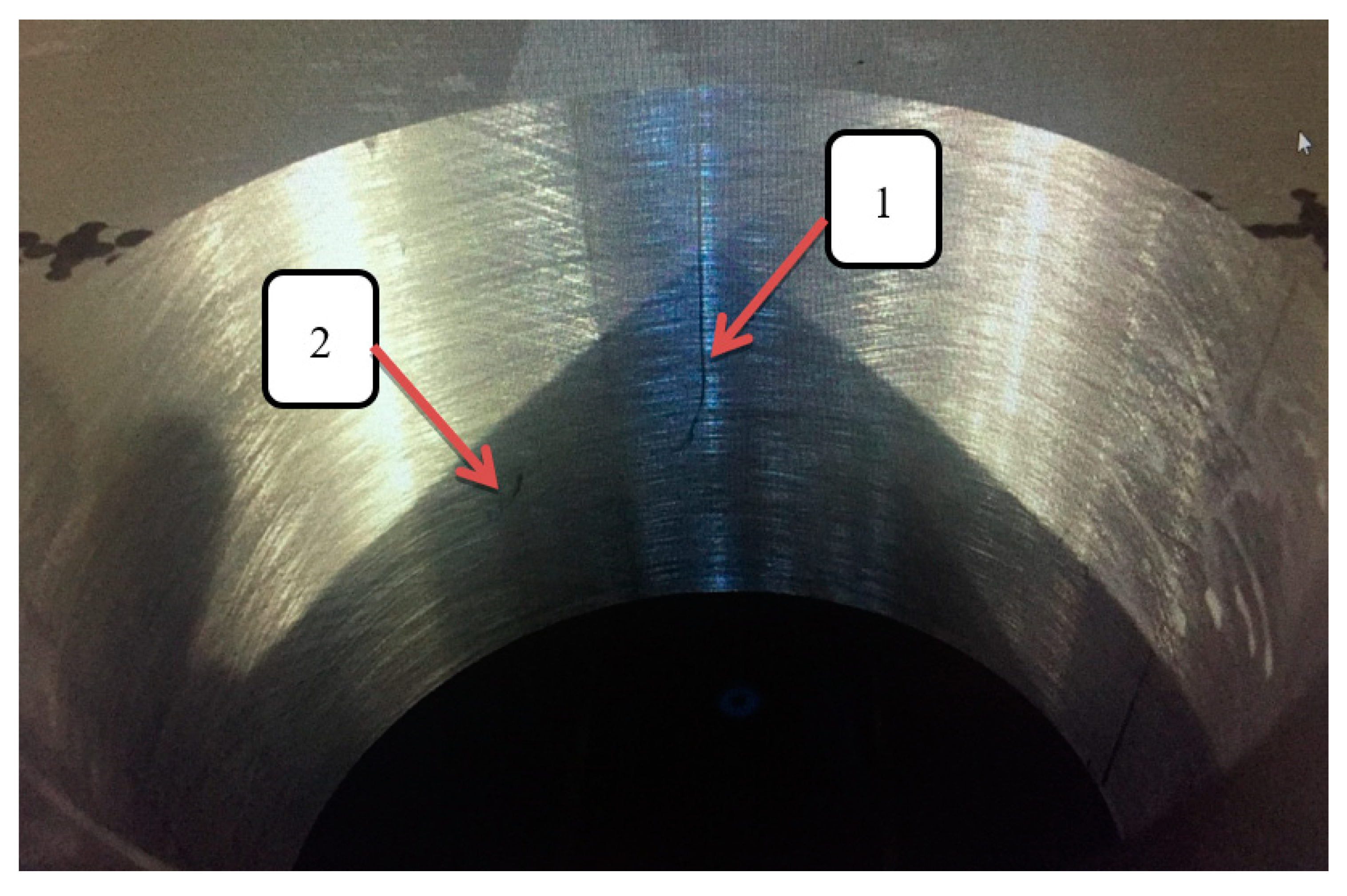
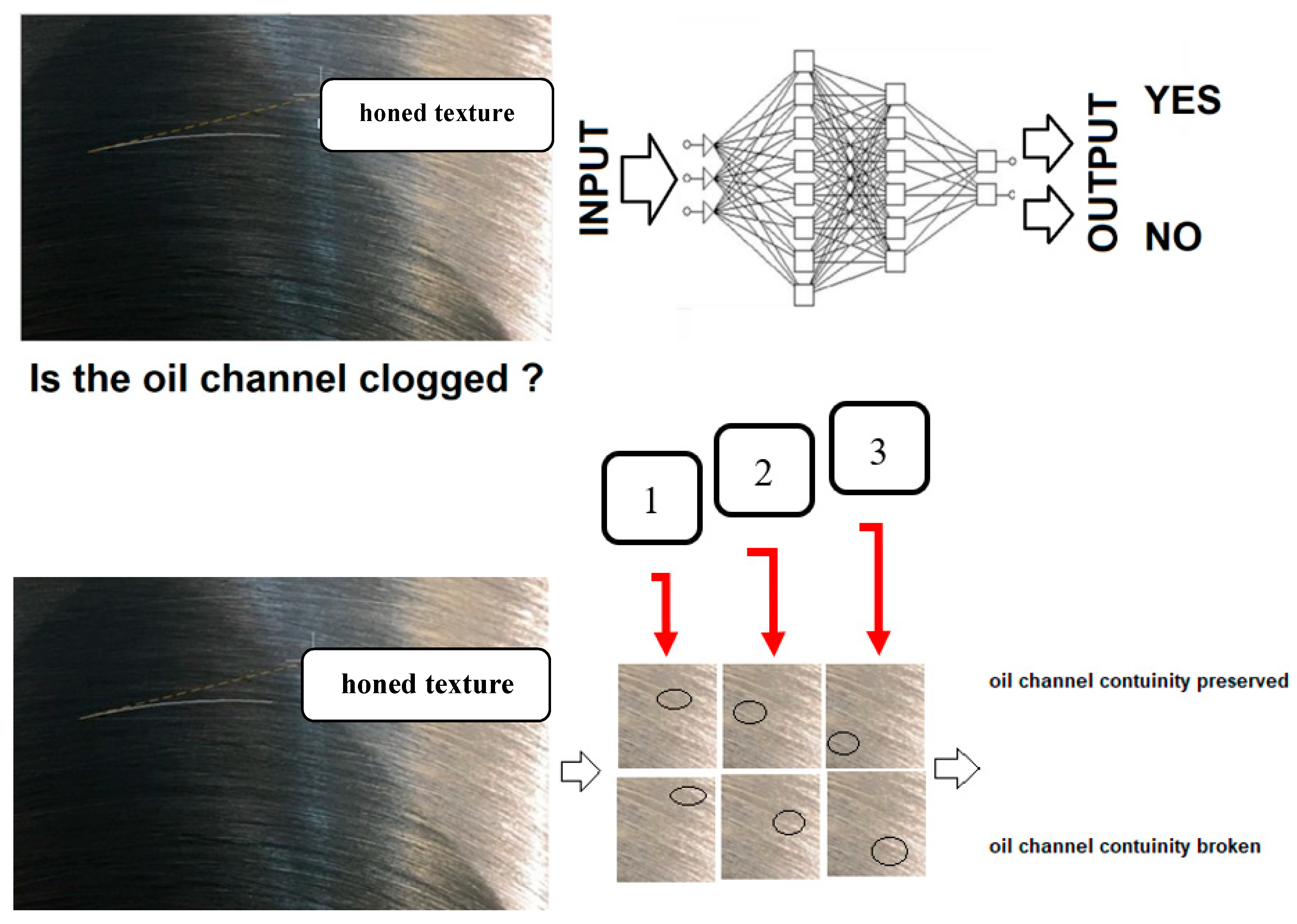
3.5.1. Supervising of Surface Textures
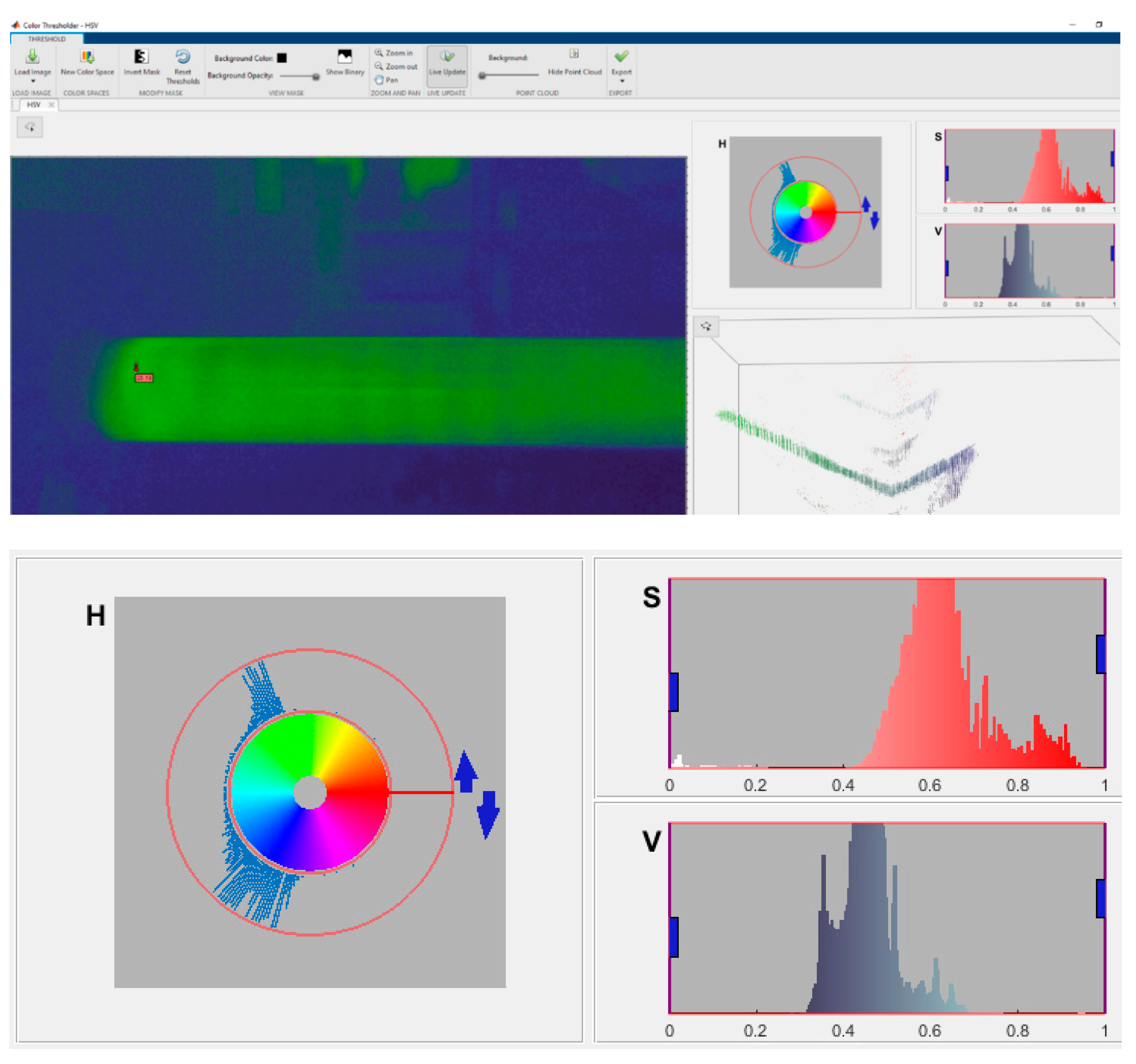
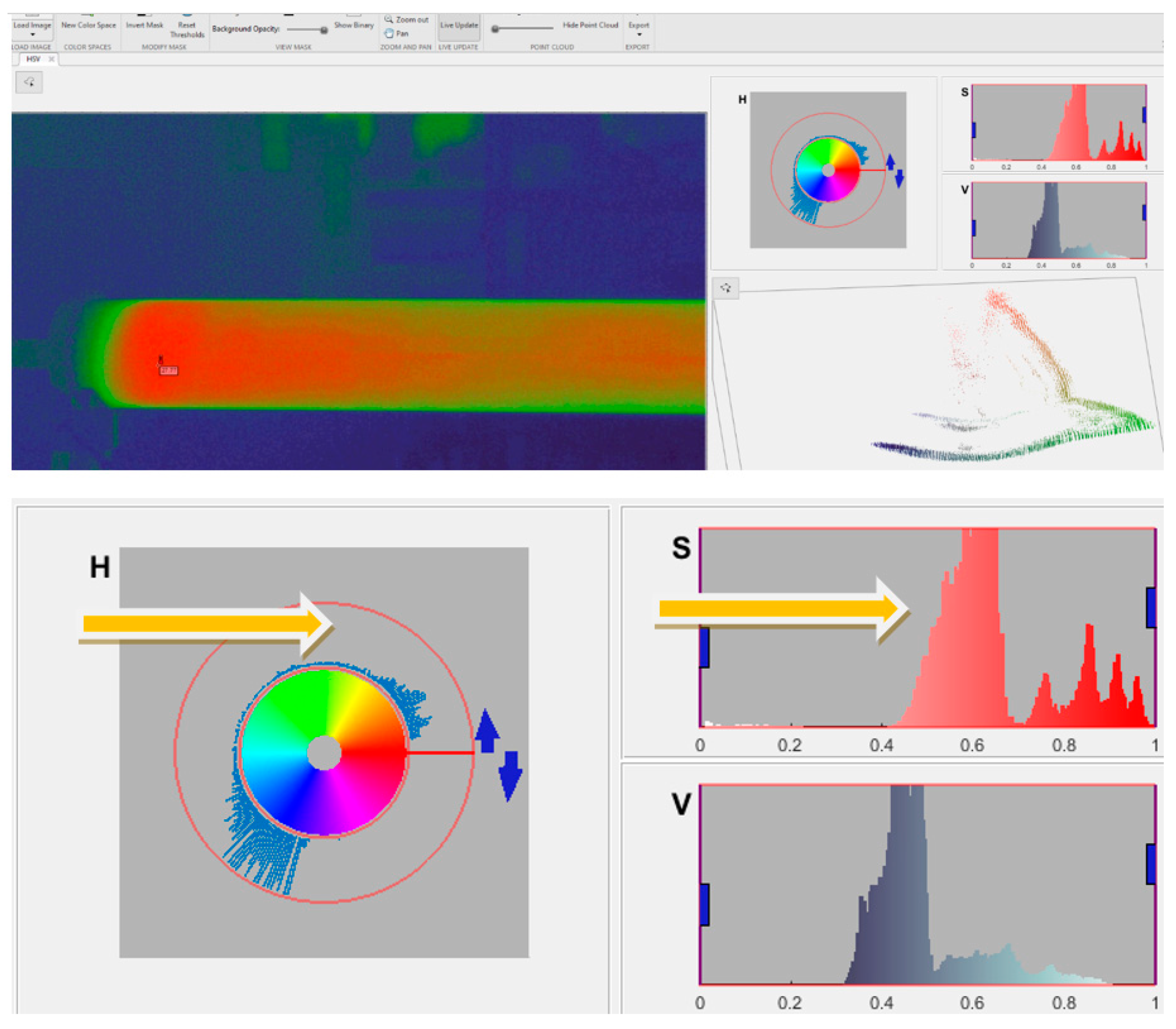
3.5.2. Analysis of Image of Honed Workpieces in Matlab’s Image Processing Toolbox
3.6. Correcting of Honing Parameters
4. Results
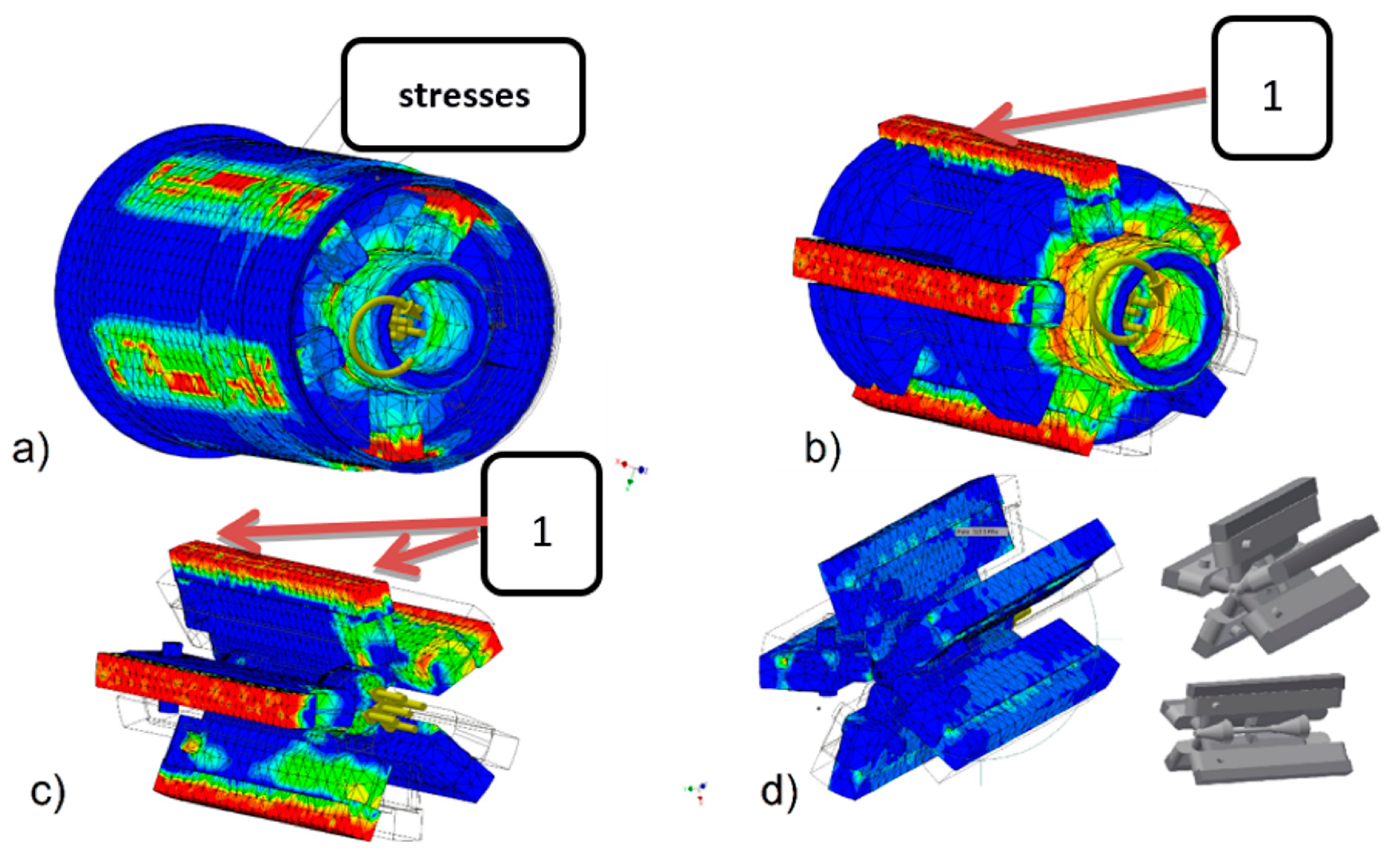
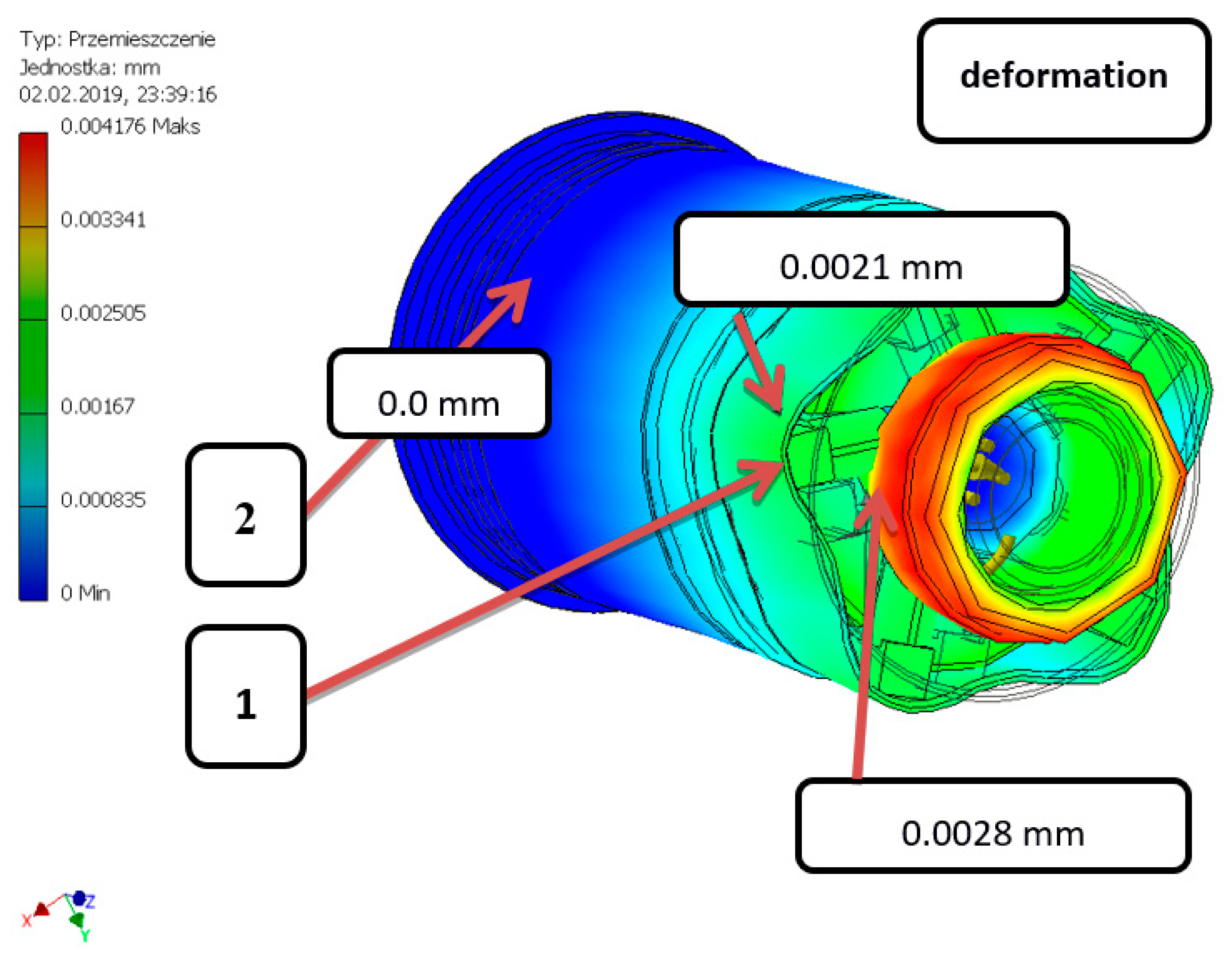
4.1. Stresses and Deformations in Machined Workpieces
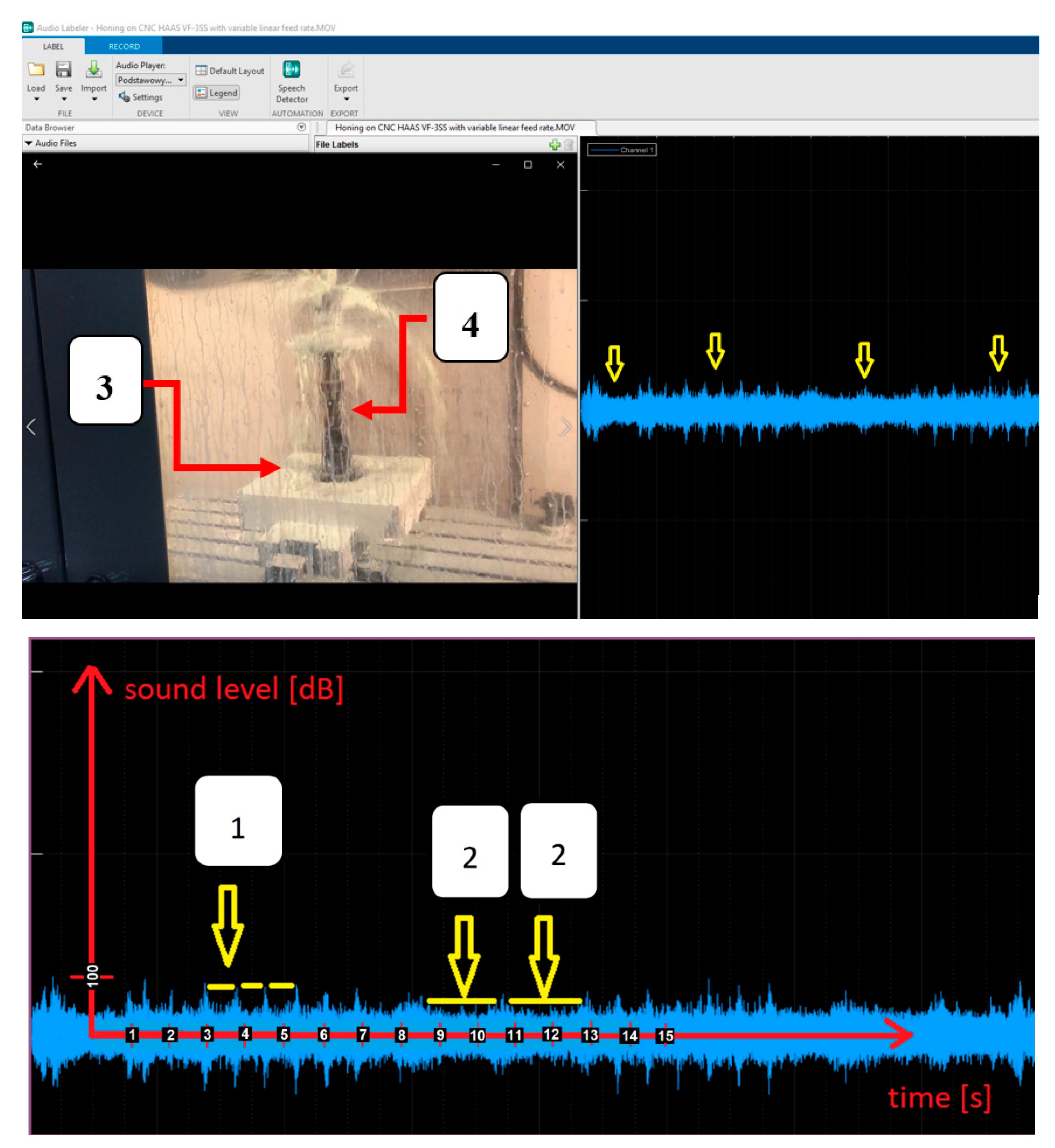
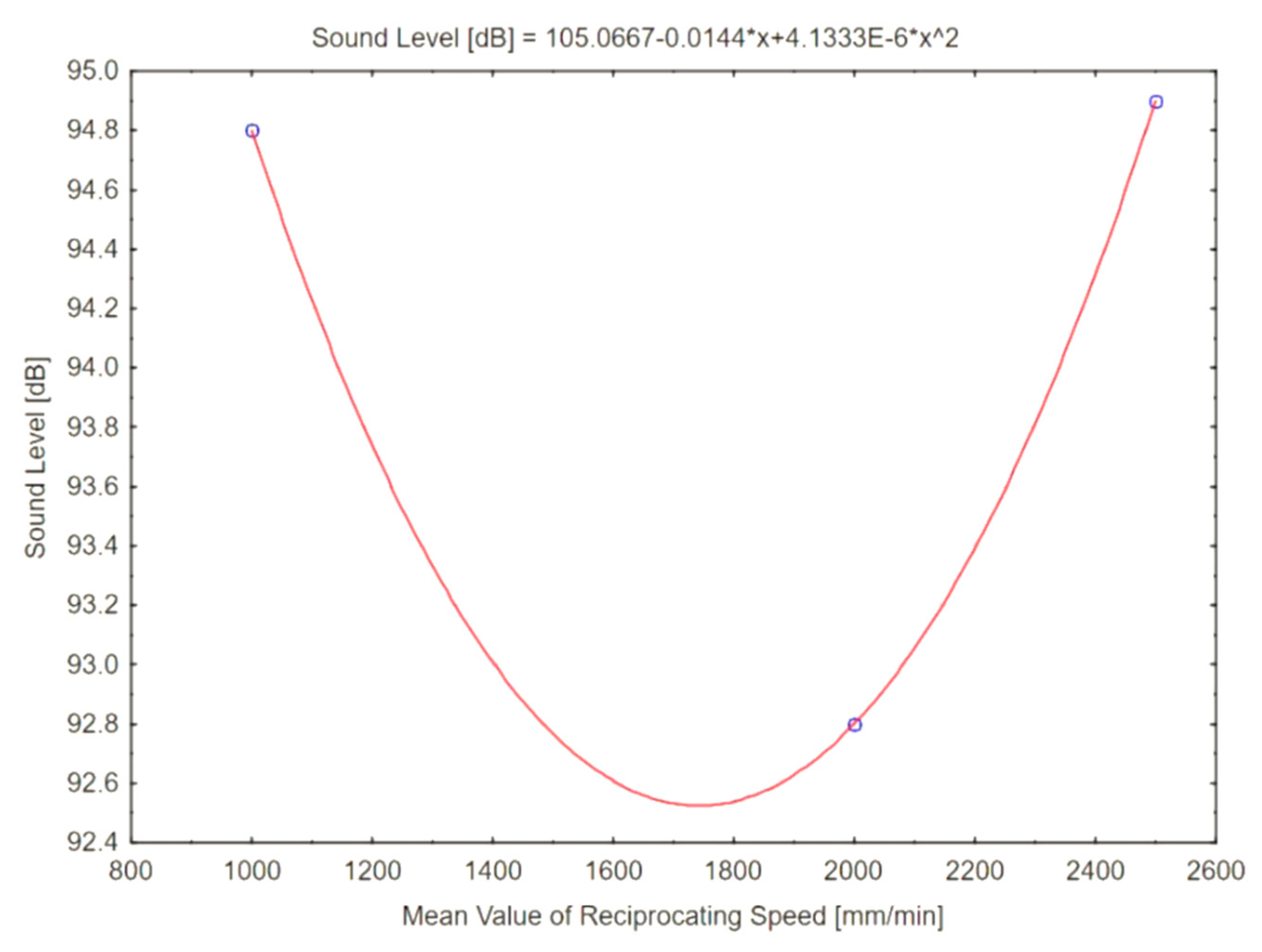
4.2. Analysis of Sound Signal Level, Received During Honing Process, in Matlab’s Audio Toolbox
4.3. Analysis of Image of Honed Workpieces in Matlab’s Image Processing Toolbox
5. Discussion
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Barylski, A.; Sender, P. Research on the increase in diameter and temperature of objects during honing long holes in production conditions. Mechanic 2014, 9, 34–43. [Google Scholar]
- Buj, I.; Álvarez-Flórez, J.; Domínguez-Fernández, A. Acoustic emission analysis for the detection of appropriate cutting operations in honing processes. Mech. Syst. Signal Process. 2018, 99, 873–885. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Vivancos-Calvet, J.; Setien, I.; Sebastian, M.S. Residual stresses induced by honing processes on hardened steel cylinders. Int. J. Adv. Manuf. Technol. 2016, 88, 2321–2329. [Google Scholar] [CrossRef]
- González-Rojas, H.A.; Vivancos-Calvet, J.; Salcedo, M.C. Thermal Analysis of Honing Process. Mater. Sci. Forum 2006, 526, 235–240. [Google Scholar] [CrossRef]
- Sender, P.G. Curve Curvature Analysis of a Grain Trajectories in Variable Honing of Cylindrical Holes of Thin Wall Cylinder Liners as a Honing Process Optimization Strategy. In Innovations Induced by Research in Technical Systems; Majewski, M., Kacalak, W., Eds.; Springer: Cham, Switzerland, 2020; pp. 81–93. [Google Scholar]
- Sender, P. Influence of the abrasive grain trajectory on the machining of thin-walled cylinder liners of internal combustion engines with variable kinematics of honing. Autobus Tech. Eksploat. Syst. Transp. 2018, 19, 634–641. [Google Scholar] [CrossRef] [Green Version]
- Sender, P. Variable Kinematics of Honing Process—Influence on Machined Workpiece. In Proceedings of the Trends in the Development of Machinery and Associated Technology, TMT 2018, Karlovy Vary, Czech Republic, 18–22 September 2018; Available online: https://www.tmt.unze.ba/proceedings2018.php (accessed on 9 September 2018).
- Sender, P.G. Numerical simulations of honing process of thin wall cylinder liners, with constant and with variable thickness of wall of honed parts. Mach. Technol. Mater. 2019, 13, 338–344. [Google Scholar]
- Yokoyama, K.; Ichimiya, R. Analysis of Thermal Deformation of Workpiece in Honing Process: 3rd Report Numerical Analyses of Cylindrical and Non-Cylindrical Workpieces; Bulletin of the Japan Society of Precision Engineering: Tokyo, Japan, 1982. [Google Scholar]
- Yokoyama, K.; Ichimiya, R.; Iwata, K.; Moriwaki, T. Analysis of Thermal Deformation on Workpiece on Honing Process: 5th Report Thermal Effects Due to Heat Capacity of Workpiece and Kind of Honing Stone; Bulletin of the Japan Society of Precision Engineering: Tokyo, Japan, 1985. [Google Scholar]
- Jatti, P.; Mench, R.G. Developing an auto sizing system for vertical honing machine. Int. J. Recent Res. Civ. Mech. Eng. 2015, 1, 6–15. [Google Scholar]
- Deja, M.; List, M.; Lichtschlag, L.D.; Uhlmann, E. Thermal and technological aspects of double face grinding of Al2O3 ceramic materials. Ceram. Int. 2019, 45, 19489–19495. [Google Scholar] [CrossRef]
- Yuan, S.; Huang, W.; Wang, X. Orientation effects of micro-grooves on sliding surfaces. Tribol. Int. 2011, 44, 1047–1054. [Google Scholar] [CrossRef]
- Khanov, A.M.; Muratov, K.R.; Gaszew, E.A.; Pepelyszewie, A.V. Kinematics of honing methods. Russ. Acad. Sci. 2011, 13, 4. [Google Scholar]
- Podgaetski, M.; Scherbina, K. Kinematics of cutting holes in honing spiral spring hone. Autobus Tech. Eksploat. Syst. Transp. 2015, 6, 2409–9392. [Google Scholar]
- Podgaetski, M.; Sczerbina, K.K. УТВОРЕННЯ СКЛАДНОЇ ТРАЄКТОРІЇ РУХУ ЗЕРНА ПРИ ХОНІНГУВАННІ ОТВОРІВ. Кіровоградський національний технічний університет, м. Кіровоград, Україна, n° УДК 621.923.5. Available online: https://core.ac.uk/download/pdf/84824964.pdf (accessed on 27 October 2020).
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Tribological performances of elliptic and circular texture patterns produced by innovative honing process. Tribol. Int. 2016, 100, 255–262. [Google Scholar] [CrossRef] [Green Version]
- Ogorodov, V.A. Hole shaping in the honing of thin-walled cylinders. Russ. Eng. Res. 2017, 37, 549–553. [Google Scholar] [CrossRef]
- Schmitt, R.; König, N.; Zheng, H. Machine integrated optical measurement of honed surfaces in presence of cooling lubricant. J. Phys.: Conf. Ser. 2011, 311, 012007. [Google Scholar] [CrossRef] [Green Version]
- Tripathi, B.N.; Singh, N.K.; Vates, U.K. Surface Roughness Influencing Process Parameters & Modeling Techniques for Four Stroke Motor Bike Cylinder Liners during Honing: Review. Int. J. Mech. Mech. Eng. 2015, 15, 1. [Google Scholar]
- Voronov, S.A. Development of Mathematical Methods for the Analysis of Dynamics of Hole Finishing Processes; Moscow State Technical University: Moscow, Russia, 2008. [Google Scholar]
- Wang, J.; Shao, Y.; Zhu, X. Kinematics analysis and experimental study on ultrasonic vibration honing. In Proceedings of the International Technology and Innovation Conference 2009 (ITIC 2009), Xi’an, China, 12–14 October 2009. [Google Scholar] [CrossRef]
- Xi, C.; Hu, X.; Zhang, Z. Research for cylindricity prediction model of inner-hole honing. In Proceedings of the 2011 Second International Conference on Mechanic Automation and Control Engineering (MACE), Inner Mongolia, China, 15–17 July 2011; pp. 1506–1509. [Google Scholar]
- Zhang, Y.; Yang, Y.; Niu, J.; Gong, J. (Eds.) Study on the Impact of Honing Machine Reciprocating Reversing Acceleration upon Reticulate Pattern Trajectory. In Proceedings of the 1st International Conference on Mechanical Engineering and Material Science, Shanghai, China, 18–20 December 2020; pp. 17–20. [Google Scholar]
- Arantes, L.J.; Fernandes, K.A.; Schramm, C.R.; Leal, J.E.S.; Piratelli-Filho, A.; Franco, S.D.; Arencibia, R.V. The roughness characterization in cylinders obtained by conventional and flexible honing processes. Int. J. Adv. Manuf. Technol. 2017, 93, 635–649. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Vivancos-Calvet, J.; Rodero-De-Lamo, L.; Marco-Almagro, L. Comparison between Mathematical Models for Roughness Obtained in Test Machine and in Industrial Machine in Semifinish Honing Processes. Procedia Eng. 2015, 132, 545–552. [Google Scholar] [CrossRef] [Green Version]
- Deepak Lawrence, K.; Ramamoorthy, B. Multi-surface topography targeted plateau honing for the processing of cylinder liner surfaces of automotive engines. Appl. Surf. Sci. 2016, 365, 19–30. [Google Scholar] [CrossRef]
- Kadyrov, R.; Charikov, P.N.; Pryanichnikova, V.V. Honing process optimization algorithms. IOP Conf. Series: Mater. Sci. Eng. 2018, 327, 022052. [Google Scholar] [CrossRef] [Green Version]
- Pawlus, P.; Michalski, J.; Reizer, R. Progress in cylinder honing. In Part I: Honing of Blind Holes; Rusek, P., Ed.; Instytut Zaawansowanych Technologii Wytwarzania: Kraków, Poland, 2012. [Google Scholar]
- Schmitt, C.; Klein, S.; Bähre, D. An Introduction to the Vibration Analysis for the Precision Honing of Bores. Procedia Manuf. 2015, 1, 637–643. [Google Scholar] [CrossRef] [Green Version]
- Gouskov, A.; Voronov, S.A.; Butcher, E.A.; Sinha, S. Non-Conservative Oscillations of a Tool for Deep Hole Honing; Elsevier: Amsterdam, The Netherlands, 2006; pp. 685–708. [Google Scholar]
- Iskra, A.; Kałużny, J. Influence of the actual shape of the piston side surface on the parameters of the oil film. J. KONES Intern. Combust. Engines 2000, 7, 1–2. [Google Scholar]
- Schmitt, C.; Bähre, D. Analysis of the Process Dynamics for the Precision Honing of Bores. Procedia CIRP 2014, 17, 692–697. [Google Scholar] [CrossRef] [Green Version]
- Schmitt, C.; Bähre, D. An Approach to the Calculation of Process Forces During the Precision Honing of Small Bores. Procedia CIRP 2013, 7, 282–287. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Wang, X.; Wang, D.; Yao, Z.; Xi, L.; Wang, X. Methodology to Improve the Cylindricity of Engine Cylinder Bore by Honing. J. Manuf. Sci. Eng. 2016, 139, 031008. [Google Scholar] [CrossRef]
- Grzesik, W. Influence of surface textures produced by finishing operations on their functional properties. J. Mach. Eng. 2016, 16, 15–23. [Google Scholar] [CrossRef]
- Babiczew, A.P.; Poljanchikov, J.I.; Slavin, A.V. Gładzenie. Министерство Образования и Науки Российской Федерации. Волгогр. Гос. Архит.-Строит. ун-т; Донской гос. техн. ун-т.: Волгоград, Russia, 2013. [Google Scholar]
- Chavan, P.S.; Harne, M.S. Effect of Honing Process Parameters on Surface Quality of Engine Cylinder Liners. Int. J. Eng. Res. Technol. 2013, 2, 4. [Google Scholar]
- Gashev, E.A.; Muratov, K.R. Tool motion in the honing of cylindrical surfaces. Russ. Eng. Res. 2014, 34, 268–271. [Google Scholar] [CrossRef]
- Goeldel, B.; El Mansori, M.; Dumur, D. Macroscopic simulation of the liner honing process. CIRP Ann. 2012, 61, 319–322. [Google Scholar] [CrossRef] [Green Version]
- Goeldel, B.; El Mansori, M.; Dumur, D. Simulation of Roughness and Surface Texture Evolution at Macroscopic Scale During Cylinder Honing Process. Procedia CIRP 2013, 8, 27–32. [Google Scholar] [CrossRef] [Green Version]
- Grabon, W.; Pawlus, P.; Wos, S.; Koszela, W.; Wieczorowski, M. Effects of honed cylinder liner surface texture on tribological properties of piston ring-liner assembly in short time tests. Tribol. Int. 2017, 113, 137–148. [Google Scholar] [CrossRef]
- Jocsak, J. The Effects of Surface Finish on Piston Ring-Pack Performance in Advanced Reciprocating Engine Systems. Master’s Thesis, Massachusetts Institute of Technology, Boston, MA, USA, 2005. [Google Scholar]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Anderberg, C.; RosénB, -G. Optimization of the Cylinder Liner Surface for Reduction of Oil Consumption. In World Tribology Congress III; Imperial College Press: London, UK, 2005; pp. 559–560. [Google Scholar]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Anderberg, C.; Rosén, B.-G. New cylinder liner surfaces for low oil consumption. Tribol. Int. 2008, 41, 854–859. [Google Scholar] [CrossRef]
- Khanov, A.M.; Gashev, E.A.; Muratov, K.R. Formation of raster trajectories in the honing of cylindrical surfaces. Russ. Eng. Res. 2013, 33, 423–426. [Google Scholar] [CrossRef]
- Khanov, A.M.; Muratov, K.R.; Gashev, E.A.; Muratov, R.A. Kinematic potential of honing machines. Russ. Eng. Res. 2011, 31, 607–609. [Google Scholar] [CrossRef]
- Knoll, G.; Rienacker, A. Tribology in Automotive Engine Aplications; Technical report for Institute for Machine Elements and Design; University of Kassel: Kassel, Germany, 2011. [Google Scholar]
- Mezghani, S.; Demirci, I.; Yousfi, M.; El Mansori, M. Mutual influence of crosshatch angle and superficial roughness of honed surfaces on friction in ring-pack tribo-system. Tribol. Int. 2013, 66, 54–59. [Google Scholar] [CrossRef] [Green Version]
- Muratov, K.R.; Gashev, E.A. Methods of precision hole honing. Ph.D. Thesis, Perm National Research Polytechnic University, Perm Krai, Russia, 2014. [Google Scholar]
- Obara, R.; Souza, R.M.; Tomanik, E. Quantification of folded metal in cylinder bores through surface relocation. Wear 2017, 384, 142–150. [Google Scholar] [CrossRef]
- Pawlus, P.; Cieslak, T.; Mathia, T. The study of cylinder liner plateau honing process. J. Mater. Process. Technol. 2009, 209, 6078–6086. [Google Scholar] [CrossRef]
- Buj, I.; Vivancos-Calvet, J. Roughness variability in the honing process of steel cylinders with CBN metal bonded tools. Precis. Eng. 2011, 35, 289–293. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Sivatte-Adroer, M.; Llanas-Parra, X. Adaptive indirect neural network model for roughness in honing processes. Tribol. Int. 2020, 141, 105891. [Google Scholar] [CrossRef]
- Goeldel, B.; Voisin, J.; Dumur, D.; El Mansori, M.; Frabolot, M. Flexible right sized honing technology for fast engine finishing. CIRP Ann. 2013, 62, 327–330. [Google Scholar] [CrossRef] [Green Version]
- Buyukli, I.; Kolesnik, V. Improving accuracy of holes honing. Odes’kyi Polite-Universytet Pr. 2015, 215, 34–43. [Google Scholar] [CrossRef] [Green Version]
- Bouassida, H. Lubricated piston ring cylinder liner contact: Influence of the Liner Microgeometry. INSA de Lyon, Dostępne na Stronie Internetowej. 2014. Available online: http://theses.insa-lyon.fr/publication/2014ISAL0088/these.pdf (accessed on 1 January 2019).
- Corral, I.B.; Vivancos-Calvet, J.; Salcedo, M.C. Use of roughness probability parameters to quantify the material removed in plateau-honing. Int. J. Mach. Tools Manuf. 2010, 50, 621–629. [Google Scholar] [CrossRef]
- Entezami, S.S.; Farahnakian, M.; Akbari, A. Experimental Study of Effective Parameters on Honing Process of Cast Iron Cylinder. J. Mod. Process. Manuf. Prod. 2015, 4, 3. [Google Scholar]
- Karpuschewski, B.; Welzel, F.; Risse, K.; Schorgel, M. Reduction of Friction in the Cylinder Running Surface of Internal Combustion Engines by the Finishing Process. Procedia CIRP 2016, 45, 87–90. [Google Scholar] [CrossRef] [Green Version]
- Mansori, M.E.; Goeldel, B.; Sabri, L. Performance impact of honing dynamics on surface finish of precoated cylinder bores. Surf. Coatings Technol. 2013, 215, 334–339. [Google Scholar] [CrossRef] [Green Version]
- Brush Research Manufacturing Co. Inc. A study of a Cylinder Wall Micro-Structure. 03/18/2018. Available online: http://info.brushresearch.com/study-of-cylinder-wall-micro-structure (accessed on 1 January 2019).
- Dahlmann, D.; Denkena, B. Hybrid tool for high performance structuring and honing of cylinder liners. CIRP Ann. 2017, 66, 113–116. [Google Scholar] [CrossRef]
- Demirci, I.; Mezghani, S.; Yousfi, M.; El Mansori, M. Impact of superficial surface texture anisotropy in helical slide and plateau honing on ring-pack performance. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2016, 230, 1030–1037. [Google Scholar] [CrossRef] [Green Version]
- Deshpande, A.K.; Bhole, H.A.; Choudhari, L.A. Analysis of Super-Finishing Honing Operation with Old and New Plateau Honing Machine Concept. Int. J. Eng. Res. Gen. Sci. 2015, 3, 812–818. [Google Scholar]
- Fiat Chrysler America. Chrysler IIIH Engine Assembly Manual DRAFT; Fiat Chrysler America: Auburn Hills, MI, USA, 2016. [Google Scholar]
- Grabon, W.; Pawlus, P.; Sep, J. Tribological characteristics of one-process and two-process cylinder liner honed surfaces under reciprocating sliding conditions. Tribol. Int. 2010, 43, 1882–1892. [Google Scholar] [CrossRef]
- Michalski, J.; Woś, P. The effect of cylinder liner surface topography on abrasive wear of piston–cylinder assembly in combustion engine. Wear 2011, 271, 582–589. [Google Scholar] [CrossRef]
- Reizer, R.; Pawlus, P.; Galda, L.; Grabon, W.; Dzierwa, A. Modeling of worn surface topography formed in a low wear process. Wear 2012, 278, 94–100. [Google Scholar] [CrossRef]
- Kim, J.-K.; Xavier, F.-A.; Kim, D.-E. Tribological properties of twin wire arc spray coated aluminum cylinder liner. Mater. Des. 2015, 84, 231–237. [Google Scholar] [CrossRef]
- Kapoor, J. Parametric Investigations into Bore Honing through Response Surface Methodology. Mater. Sci. Forum 2014, 808, 11–18. [Google Scholar] [CrossRef]
- KS Motor Service International GmbH. Honing of Gray Cast Iron Cylinder Blocks. Available online: http://file.seekpart.com/keywordpdf/2011/3/30/2011330113527501.pdf (accessed on 18 March 2018).
- Mezghani, S.; Demirci, I.; Zahouani, H.; El Mansori, M. The effect of groove texture patterns on piston-ring pack friction. Precis. Eng. 2012, 36, 210–217. [Google Scholar] [CrossRef] [Green Version]
- Reizer, R.; Pawlus, P. 3D surface topography of cylinder liner forecasting during plateau honing process. J. Phys. Conf. Ser. 2011, 311, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Pimpalgaonkar, M.H.; Laxmanrao, G.R.; Laxmanrao, A.D.E.S. A review of optimization process parameters on honing machine. Int. J. Mech. Prod. Eng. 2013, 1, 5. [Google Scholar]
- Qin, P.-P.; Yang, C.-L.; Huang, W.; Xu, G.-W.; Liu, C.-J. Honing Process of Hydraulic Cylinder Bore for Remanufacturing. In Proceedings of the 4th International Conference on Sensors, Measurement and Intelligent Materials, Shenzhen, China, 27–28 December 2016; p. 2352. [Google Scholar]
- Sabri, L.; Mezghani, S.; El Mansori, M.; Le Lan, J.-V.; Negro, T.D. 3D Multi-Scale Topography Analysis in Specifying Quality of Honed Surfaces. In Proceedings of the 9th Biennial Conference on Engineering Systems, Haifa, Israel, 7–9 July 2008; pp. 225–232. [Google Scholar]
- Polyanchikov, Y.N.; Plotnikov, A.L.; Polyanchikova, M.Y.; Kursin, O.A.; Leshukov, A.V. Honing with increase in the cutting speed. Russ. Eng. Res. 2008, 28, 727–728. [Google Scholar] [CrossRef]
- Yousfi, M. Tribofunctional Study of Low-Friction Engine Liner Textures Generated by Honing Process. 2014. Available online: https://pastel.archives-ouvertes.fr/tel-01148194 (accessed on 5 January 2019).
- Yousfi, M.; Mezghani, S.; Demirici, I.; Mansori, E.M. (Eds.) Comparative study between 2D and 3D characterization methods for cylinder liner plateau honed surfaces. In Proceedings of the 42nd North American Manufacturing Research Conference, Detroit, MI, USA, 9–13 June 2014; pp. 1–7. [Google Scholar]
- Yousfi, M.; Mezghani, S.; Demirci, I.; Mansori, E.M.; Zahouani, H. Energy efficiency optimization of engine by frictional reduction of functional surfaces of cylinder ring-pack system. Tribol. Int. 2013, 59, 240–247. [Google Scholar]
- Yousfi, M.; Mezghani, S.; Demirci, I.; Mansori, E.M. Generation of circular and elliptic low-friction texture patterns by honing process. Available online: https://www.researchgate.net/profile/Mohammed_Yousfi4/publication/305045271_Generation_of_circular_and_elliptic_lowfriction_texture_patterns_by_honing_process/links/577ff87d08ae5f367d370b77/Generation-of-circular-and-elliptic-low-friction-texture-patterns-by-honing-process.pdf (accessed on 7 September 2015).
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Mutual Effect of Groove Size and Anisotropy of Cylinder Liner Honed Textures on Engine Performances. Adv. Mater. Res. 2014, 966, 175–183. [Google Scholar] [CrossRef] [Green Version]
- Yousfi, M.; Mezghani, S.; Demirci, I.; El Mansori, M. Smoothness and plateauness contributions to the running-in friction and wear of stratified helical slide and plateau honed cylinder liners. Wear 2015, 332, 1238–1247. [Google Scholar] [CrossRef]
- Yousfi, M.; Mezghani, S.; Demirci, I.; Mansori, E.M. Texturation Mécanique Antifriction Par Rodage Du tribo-système Segment-Cylindre. Présentation du Projet D’acquisition d’un tribo-simulateur du Fonctionnement Moteur. In Proceedings of the 28 Journees Internationales Francophones de Tribologie, Lyon, France, 27–29 April 2016. [Google Scholar]
- Ozdemir, M.; Korkmaz, M.E.; Gunay, M.B. Optimization of surface roughness in honing of engine cylinder liners witch SiC honing stones. In Proceedings of the 1st International Conference on Engeneering Technology and Applied Sciences, Afyonkarahisar, Turkey, 21–22 April 2016. [Google Scholar]
- Buj-Corral, I.; Vivancos-Calvet, J.; Coba-Salcedo, M. Modelling of surface finish and material removal rate in rough honing. Precis. Eng. 2014, 38, 100–108. [Google Scholar] [CrossRef]
- Wang, Q.; Feng, Q.; Li, Q.; Zu Ren, C. The Experimental Investigation of Stone Wear in Honing. Key Eng. Mater. 2011, 487, 462–467. [Google Scholar] [CrossRef]
- Voronov, S.A.; Gouskov, A.; Bobrenkov, O.A. Modelling of bore honing. Int. J. Mechatronics Manuf. Syst. 2009, 2, 566. [Google Scholar] [CrossRef]
- Zhang, X.; Zhu, X.; Cheng, L. The Influence Study of Ultrasonic honing parameters to workpiece surface temperature. MATEC Web Conf. 2016, 45, 4008. [Google Scholar] [CrossRef] [Green Version]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Authors or Companies | Literature Item Number | Honing Angle [°] | |
|---|---|---|---|
| Bouassida H. | [57] | 45 | |
| Entezami S., Farahnakian M., Akbari A., | [59] | ||
| Karpuschewski B., Welzel F., Risse K., Schorgel M. | [60] | ||
| Mansori El. M., Goeldel B., Sabri L. | [61] | ||
| Brush research manufacturing Co. Inc. | [62] | 25–30 | |
| Buj-Corral I., Vivancos-Calvet J. | [3] | 36.9; 38.6; 53.1 | |
| Chavan P.S., Harne M.S. | [38] | 46–57 | |
| Dahlmann D., Denkena B. | [63] | 110 | |
| Graboń W., Pawlus P., Wos S., Koszela W., Wieczorowski M. | [42] | 15.5; 55; 72; 125 | |
| Demirci I., Mezghani S., Yousfi M., El Mansori M. | [64] | 50–130 | |
| Deshpande A.K., Bhole H.A., Choudhari L.A. | [65] | 25–75 | |
| Fiat Chrysler America | [66] | 36 | |
| Goeldel B., Mansori M., | [40] | 50 | |
| Graboń W., Pawlus P., Sep J. | [67] | ||
| Michalski J., Woś P. | [68] | ||
| Reizer R., Pawlus P., Galda L., Graboń W., Dzierwa A. | [69] | ||
| Pawlus P., Cieslak T., Mathia T., | [52] | ||
| Goeldel B., Mansori M., | [55] | 45, 135 | |
| Jocsak J. | [43] | 30, 35, 40, 45, 60, 90 | |
| Johansson S., Nilsson Per.H., Ohlsson R., Anderberg C., Rosen B.G. | [44] | 40, 140 | |
| Johansson S., Nilsson Per.H., Ohlsson R., Anderberg C., Bengt-Goran Rosen | [45] | ||
| Kim J.K., Xavier F.A., Kim D.E. | [70] | ||
| Kapoor J., | [71] | 15–22 | |
| Knoll G., Rienacker A., | [48] | 10, 30, 60, 90, 120, 150, 170 | |
| KS Motor Service International GmbH | [72] | 40, 60, 80 | |
| Lawrence D.K., Ramamoorthy B. | [27] | 41, 48, 51, 54, 59, 61, 64, 71, 74, 84, 88, 89, 102, 105, 111 | |
| Mezghani S., Demirci I., Yousfi M., Mansori E.M. | [49] | 40–60; 120–140 | |
| Mezghani S., Demirci I., Zahouani H., Mansori E.M. | [73] | 10, 20, 30, 40, 50, 60, 70, 80, 100, 110, 130, 140, 150 | |
| Obara R.B., Souza R.M. | [51] | 66 | |
| Reizer R. Pawlus P. | [74] | 53 | |
| Pimpalgaonkar M.H., | [75] | 20–60 | |
| Qin P.P., Yang C.I., Huang W., Xu G.W., Liu C.J. | [76] | 30, 45 | |
| Sabri L., Mezghani S., Mansori E.M., Le Lan Jean-Vincent | [77] | 51.14; 30–60; 140 | |
| Gashev E.A., Muratov K.R., | [39] | variable angle | |
| Polyanchikov Yu. N., Plotniko A.L., Polyanchikova M.Yu., Kursin O.A., | [78] | ||
| Sender P. | [5,6,7,8] | ||
| Yousfi M. | [79,80,81,82,83,84,85] | ||
| Tripathi B.N., Singh N.K., Vates U.K. | [20] | 25–75 | |
| Yuan S., Huang W., Wang X., | [13] | 45, 90 | |
| Deepak Lawrence K., Ramamoorthy B. | [27] | 43, 50, 53, 56, 60, 63, 68, 74, 79, 81, 94, 106, 108, 114 | |
| Ozdemir M., Korkmaz M.E., Guanay M.B.Buj-Corral I., Vivancos-Calvet J., Coba-Salcedo M. | [86] [87] | 40–80 | |
| Q. Wang, Q. Feng, Q.F. Li and C.Z. Ren | [88] | 83.70 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barylski, A.; Sender, P. The Proposition of an Automated Honing Cell with Advanced Monitoring. Machines 2020, 8, 70. https://doi.org/10.3390/machines8040070
Barylski A, Sender P. The Proposition of an Automated Honing Cell with Advanced Monitoring. Machines. 2020; 8(4):70. https://doi.org/10.3390/machines8040070
Chicago/Turabian StyleBarylski, Adam, and Piotr Sender. 2020. "The Proposition of an Automated Honing Cell with Advanced Monitoring" Machines 8, no. 4: 70. https://doi.org/10.3390/machines8040070
APA StyleBarylski, A., & Sender, P. (2020). The Proposition of an Automated Honing Cell with Advanced Monitoring. Machines, 8(4), 70. https://doi.org/10.3390/machines8040070