
Numerical Optimization for the Impact Performance of a Rubber Ring Buffer of a Train Coupler




Abstract
:1. Introduction
2. Finite Element Modeling
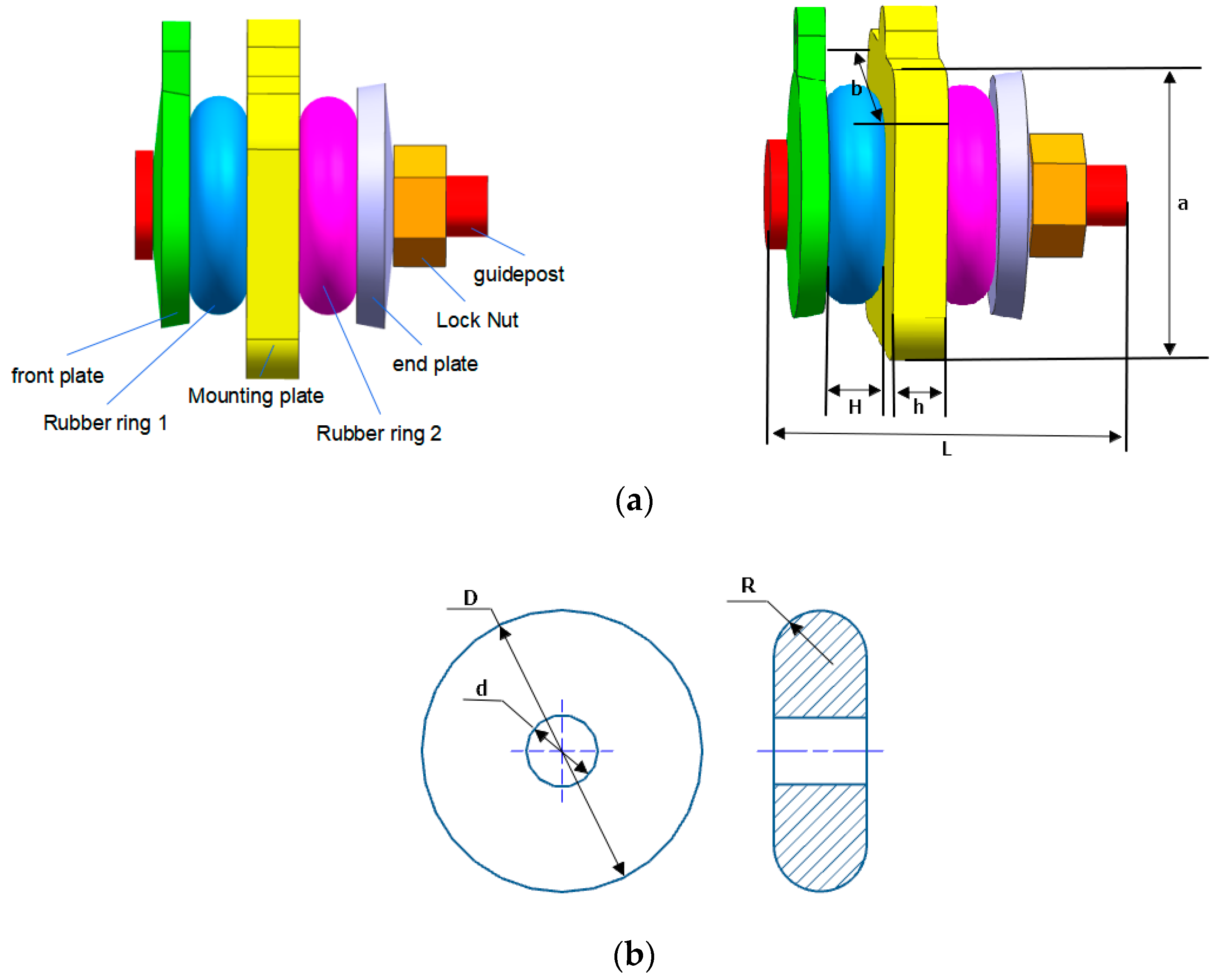
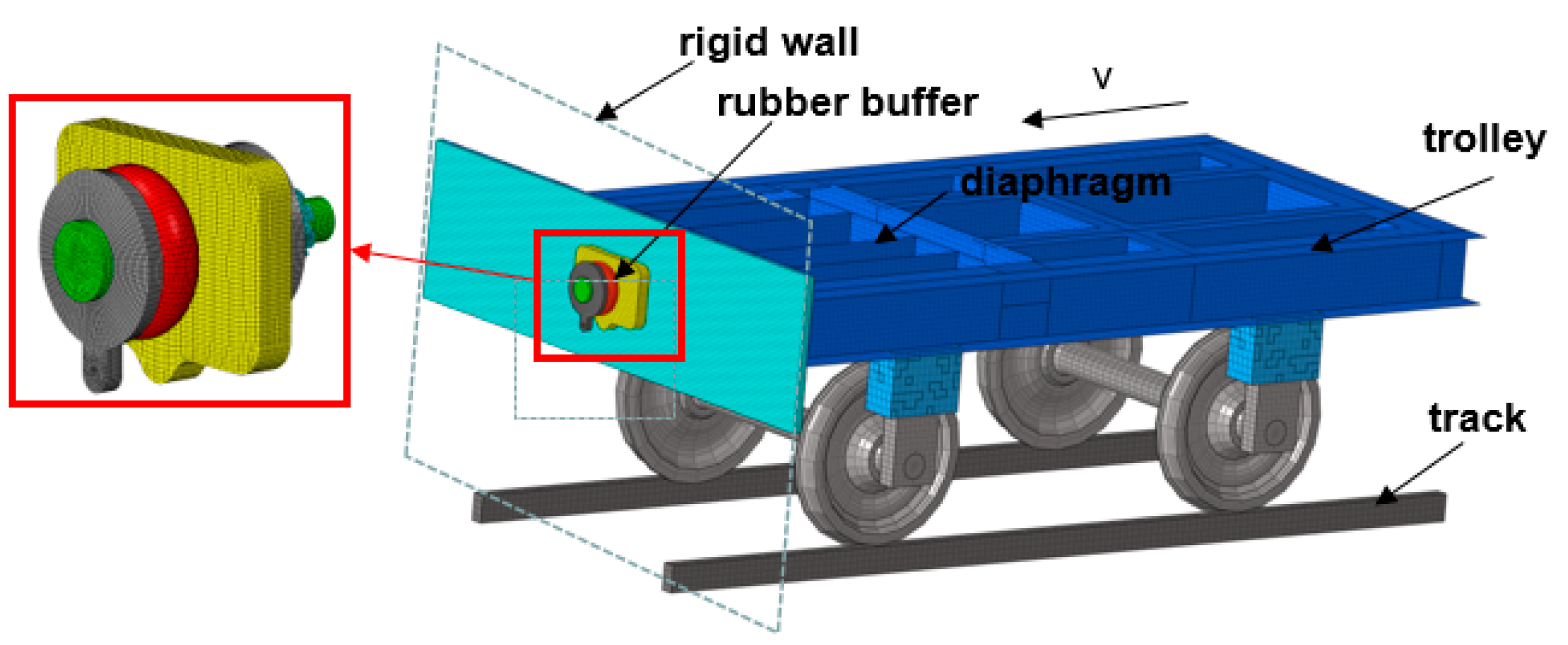
2.1. Description of the Structure and Position of the Rubber Ring Buffer
2.2. Introduction of the Mooney–Rivilin Model
- Rubber is isotropic in the undeformed state and has an incompressibility volume.
- Hooke’s law is followed in the shear deformation, that is, the stress and strain are in a linear relationship. The constitutive relationship of the rubber material can be expressed as a function of the three invariants (I1, I2, I3) of the deformation tensor by a strain energy density function, or as a function of the three main elongation ratios (λ1, λ2, and λ3):
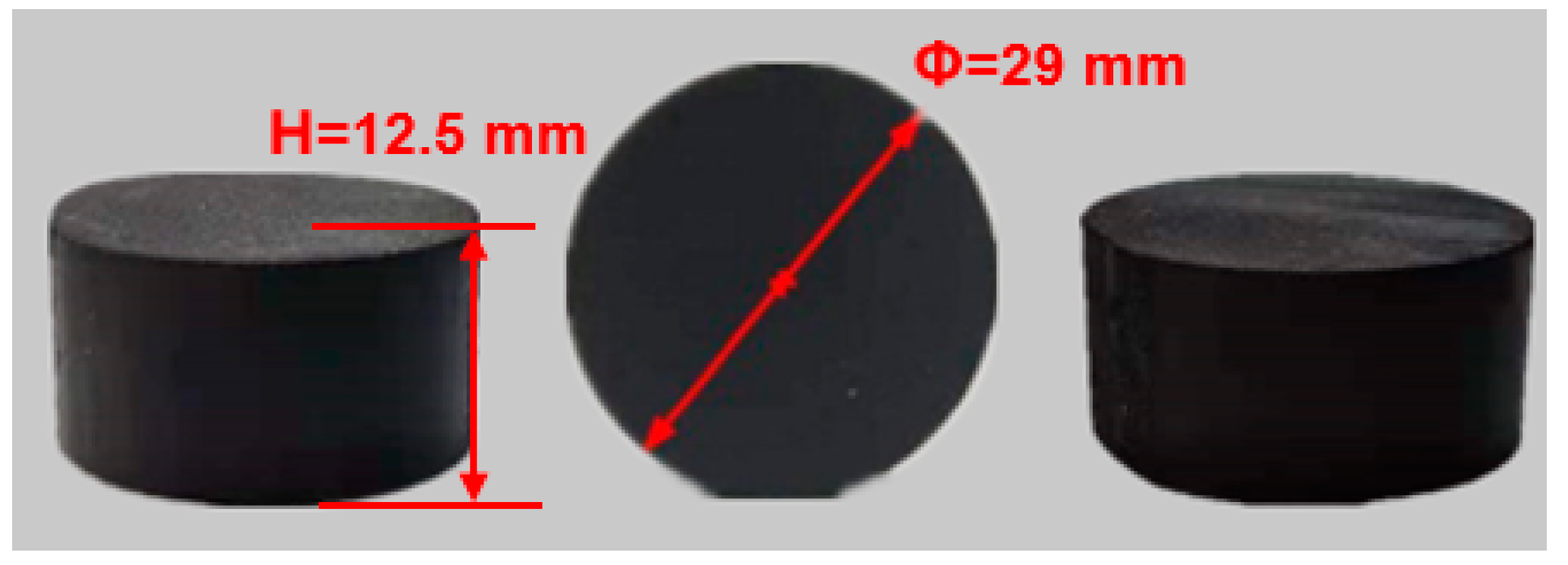
2.3. Uniaxial Compression Test of Rubber
2.3.1. Sample Preparation
2.3.2. Experimental Procedure
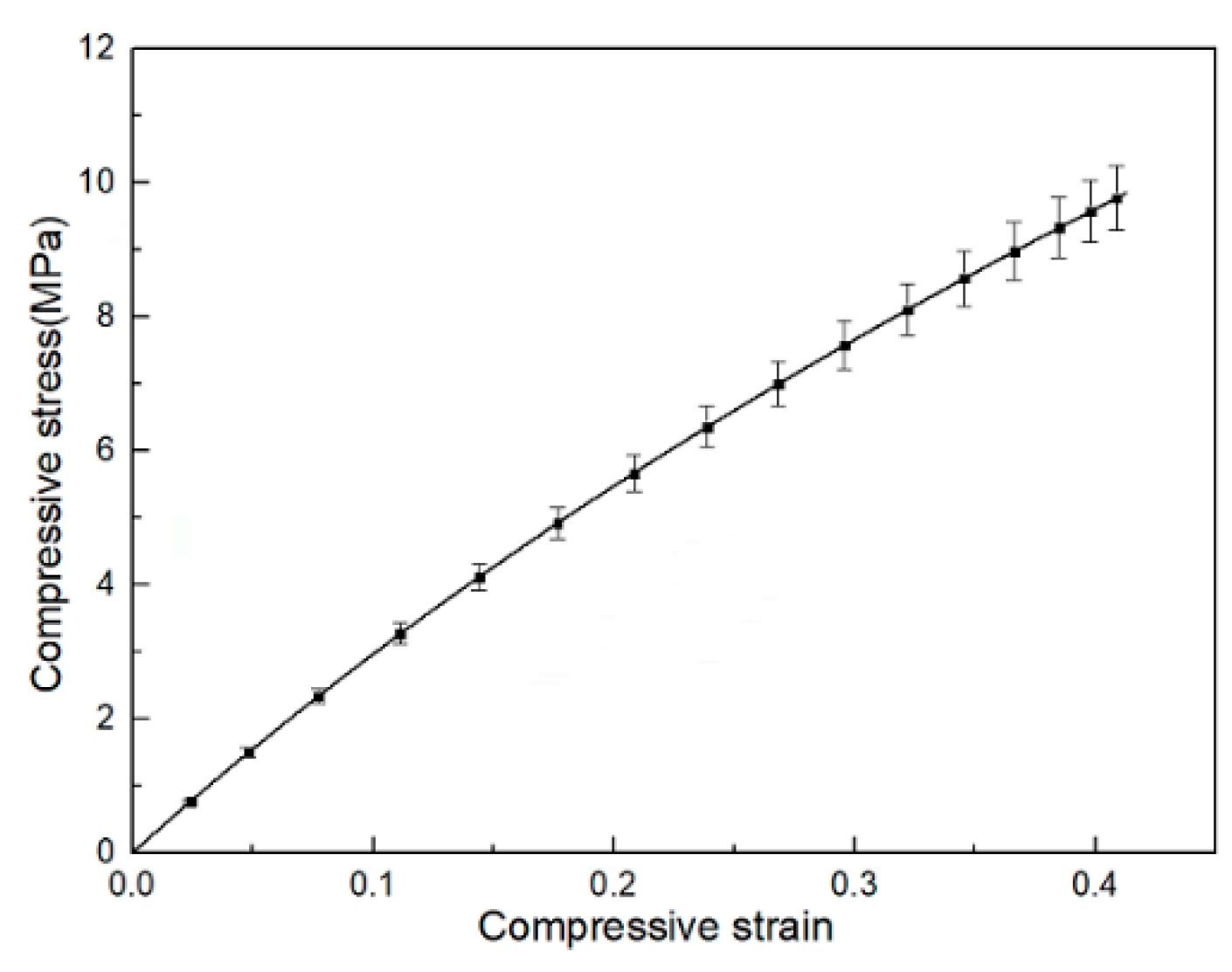
2.3.3. Experiment Results
2.4. Finite Element Model
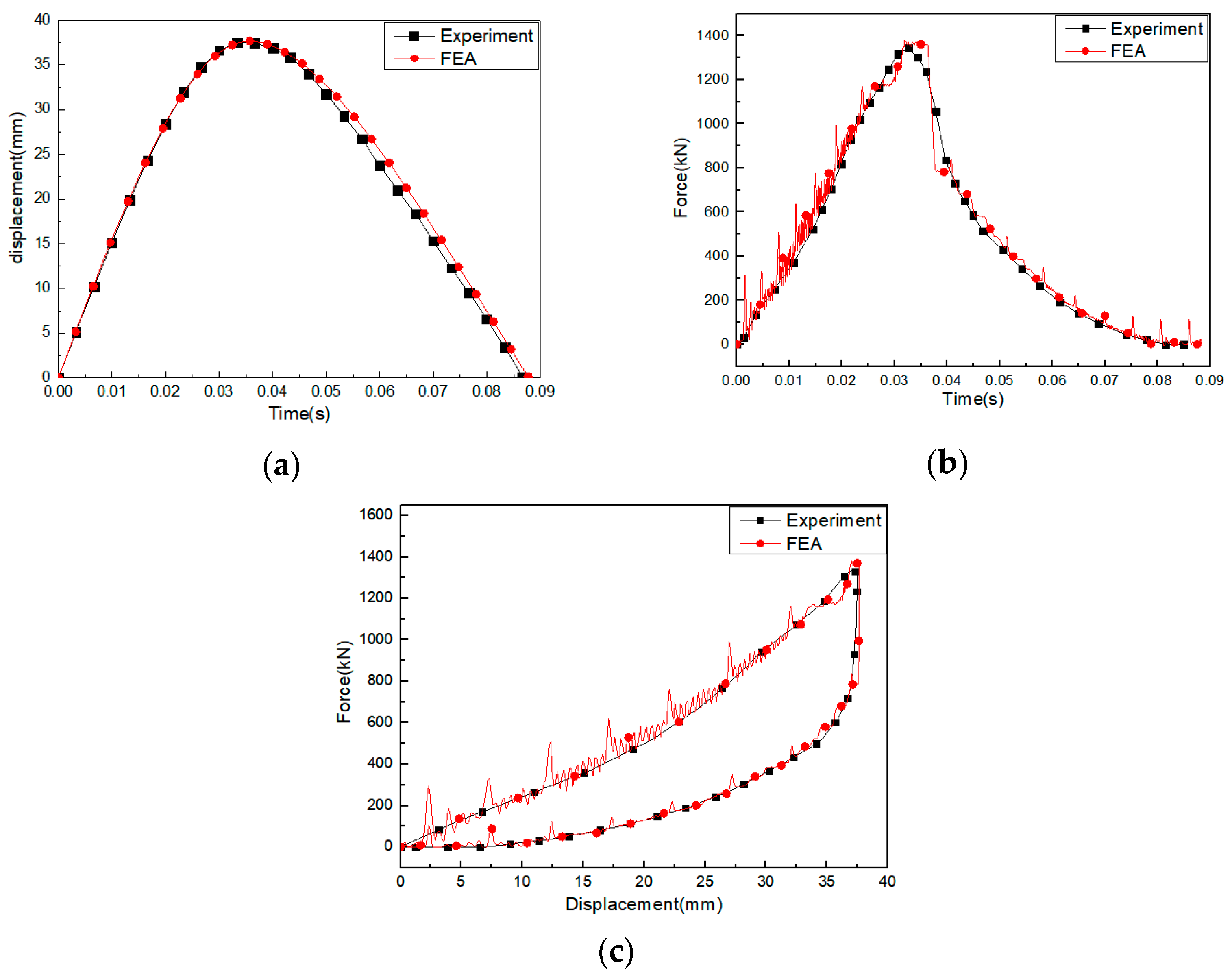
2.5. Validation of FE Model
3. Parametric Analysis
3.1. Structural Crashworthiness Criteria
3.2. The Influence of the Height Parameter H on the Rubber Ring under Different Ratios of C01/C10
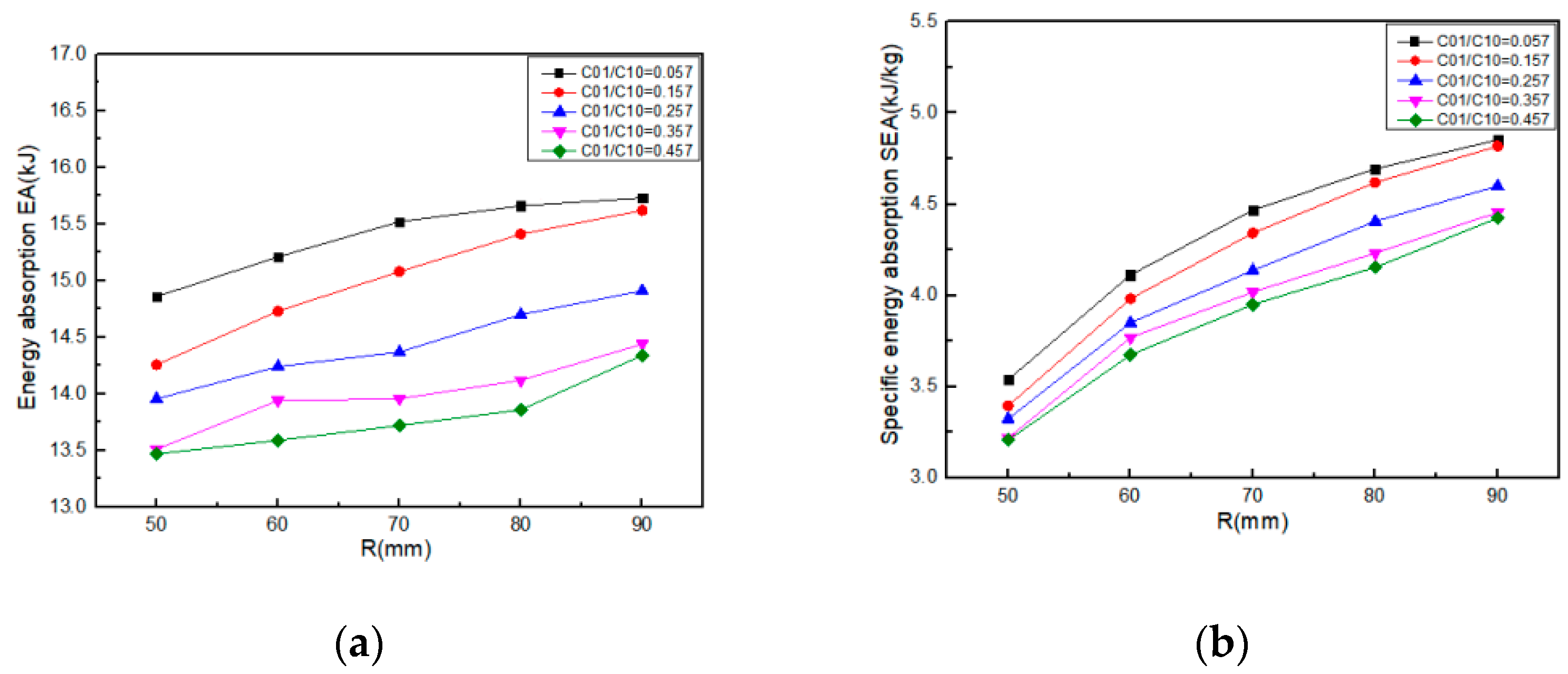
3.3. The Influence of the Outer Contour Parameter R of the Rubber Ring
4. Multi-Objective Optimization
4.1. Experimental Design
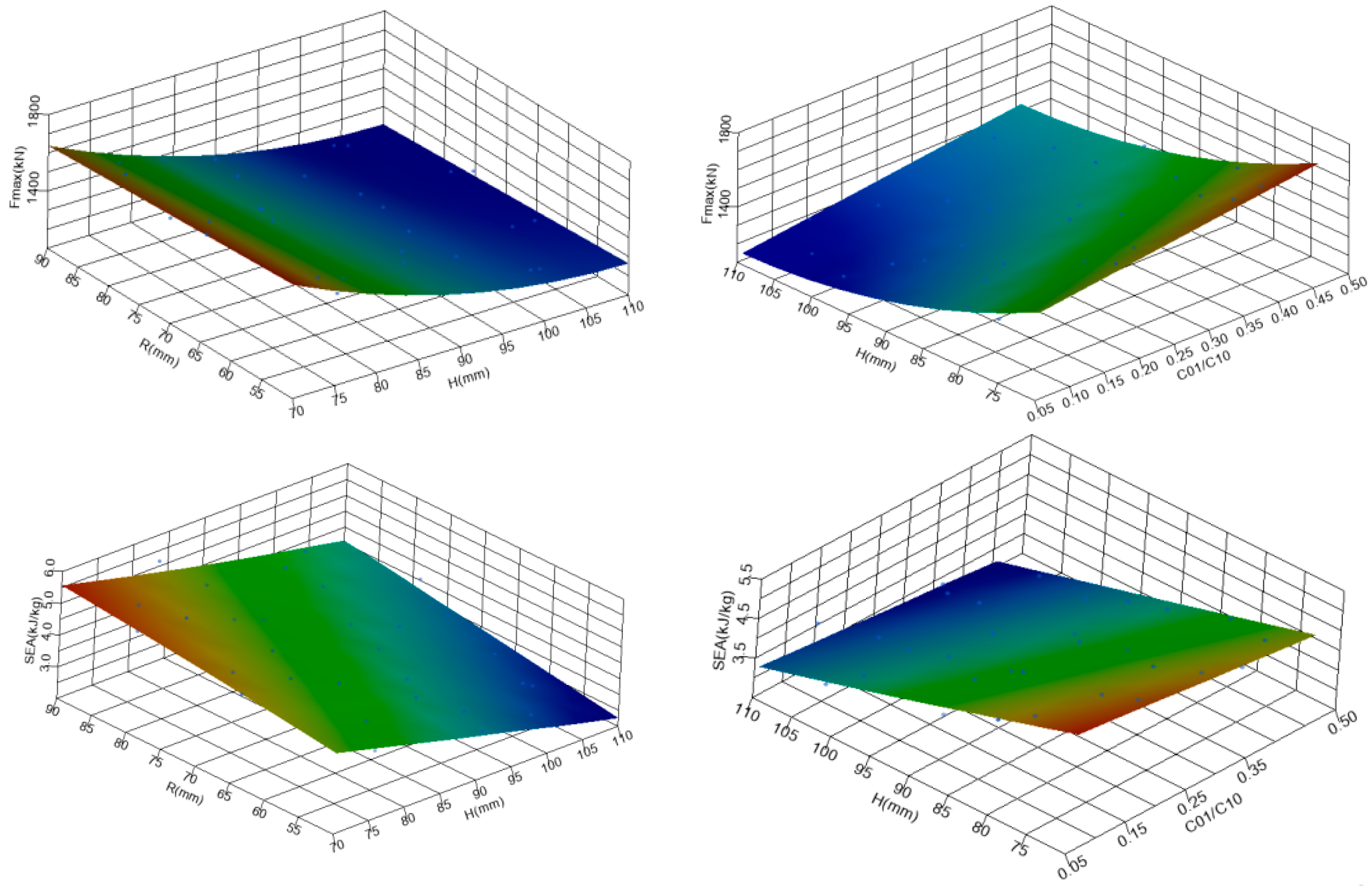
4.2. Surrogate Model
4.3. Optimization Method
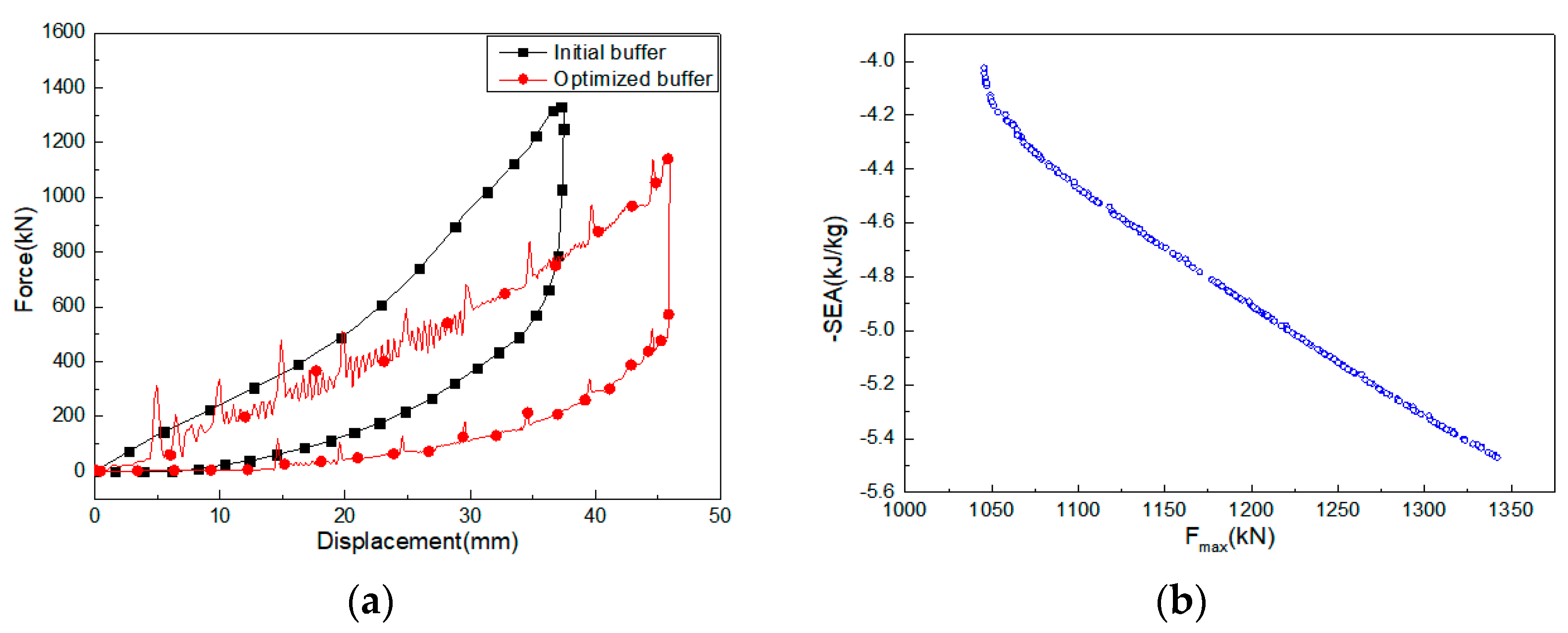
4.4. Optimization Results
5. Conclusions
- (1)
- On the premise that the contour radius (R) of the rubber ring is fixed, the SEA and the Fmax gradually decrease with the increase of the rubber ring height. The SEA also gradually decreases with the increase of C01/C10, while the Fmax gradually increases with the increase of C01/C10.
- (2)
- On the premise that the height (H) of the rubber ring is fixed, the SEA gradually increases with the increase of the contour radius, and the Fmax decreases slowly with the increase of the contour radius. However, the SEA gradually decreases with the increase of the C01/C10, while the Fmax gradually increases with the increase of the C01/C10. The rubber height (H) takes the main effect on both the specific energy absorption and the maximum peak force.
- (3)
- In order to maximize SEA and minimize Fmax, the response surface model was constructed and the non-dominated genetic algorithm NSGA-II was used to optimize the rubber ring quickly. The Pareto-front solution was obtained for the rubber ring buffer. When H = 107.57 mm, R = 85.70 mm, and C01/C10 = 0.0571, the energy absorption of the optimized buffer was increased by 59.03% and the peak force decreased by 14.37%, compared with the original structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| C01, C10 | Constitutive parameters of rubber materials |
| I1, I2, I3 | three invariants of deformation tensor of strain energy density function |
| λ1, λ2, λ3 | three principal elongation ratios of strain energy density function deformation tensor |
| W | strain energy density function |
| σi | principal stress of rubber material |
| P | pressure |
| Ɛ | principal strain |
| Φ | diameter |
| L | length of guide column for rubber buffer |
| a, b, h | length, width and height of rubber buffer mounting plate |
| H | thickness |
| d | diameter of inner hole of rubber ring |
| D | diameter of rubber circle outside rubber ring |
| R | outer contour radius of rubber ring |
| Fmax | maximum peak force |
References
- Lim, S.; Ji, Y.H.; Park, Y.I. Simulation of energy absorption performance of the couplers in urban railway vehicles during a heavy collision. Machines 2021, 9, 91. [Google Scholar] [CrossRef]
- Wu, J.; Liu, Q.; Wang, Y.S. Finite element simulation on tire rubber extrusion process. Adv. Mater. Res. 2013, 2337, 548–551. [Google Scholar] [CrossRef]
- Wang, Q.; Xiao, X.; Luo, R. Optimum design of wheeled loader’s steering rubber buffer seat based on ANSYS. Adv. Mater. Res. 2011, 1169, 1217–1222. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, G.; Chu, G. Compressed stability analysis of the coupler and buffer system of heavy-haul locomotives. Veh. Syst. Dyn. 2015, 53, 833–855. [Google Scholar] [CrossRef]
- Shang, B.; Lu, H.; Shi, J. Finite element analysis of static elastic characteristics of the rubber isolators in automotive dynamic systems. SAE Trans. 2003, 112, 185–193. [Google Scholar]
- Peng, B.; Wang, N.; Yu, T. Influences of dimension parameters on the compression performance of FRP rubber bearings. Adv. Mater. Res. 2011, 1279, 977–981. [Google Scholar] [CrossRef]
- Pang, H.; Li, H.Y.; Fang, Z.D.; Zhu, X.Y. Finite element analysis of mechanical characteristics on the composite rubber suspension of heavy vehicle. Appl. Mech. Mater. 2012, 1498, 1702–1706. [Google Scholar] [CrossRef]
- Tao, X.; Wang, P.; Ma, X. Numerical mechanical analysis of filled rubber under different deformation states based on a new hyperelastic constitutive model. Mater. Sci. Forum. 2021, 6181, 15–22. [Google Scholar]
- Freakley, P.K.; Payne, A.R. Theory and Practice of Engineering with Rubber; Applied Science Publishers: London, UK, 1978. [Google Scholar]
- Zhang, L.; Wei, H. A novel structure of rubber ring for hydraulic buffer seal based on numerical simulation. Appl. Sci. 2021, 11, 87–102. [Google Scholar]
- Mariusz, S.; Dzialak, P.; Zedzianowski, B. Numerical and experimental analysis of the rubber bumper stiffness. Mater. Today Proc. 2019, 12, 508–513. [Google Scholar]
- Shi, S.X.; Yang, J.L. Large deformation of incompressible rubber cylinder under plane strain. Acta Mech. Solida Sin. 1999, 12, 348–355. [Google Scholar]
- Yildiz, F. The effect of different strain energy functions on rubber fender. J. Elastomers Plast. 2014, 46, 722–736. [Google Scholar] [CrossRef]
- Wang, S.W.; Wang, W.D.; Zhou, D.M. Rubber joint for fatigue crack factors numerical analysis of certain vehicle. Appl. Mech. Mater. 2011, 1326, 1505–1508. [Google Scholar] [CrossRef]
- Xue, X.; Robinson, M.; Schmid, F. Development issues for impact safety of rail vehicles: Robustness of crashworthy designs, effect of structural crashworthiness on passenger safety and behaviour characterisation of vehicle materials. J. Rail Rapid Transit 2018, 232, 461–470. [Google Scholar] [CrossRef] [Green Version]
- Afazov, S.; Denmark, W.; Yaghi, A. Modelling aspects of the design of railway vehicle structures and their crashworthiness. J. Rail Rapid Transit 2016, 230, 1575–1589. [Google Scholar] [CrossRef]
- Yang, L.; Kang, Y.; Luo, S. Assessment of the curving performance of heavy haul trains under braking conditions. J. Modern Trans. 2015, 23, 169–175. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Mao, Y.; Xu, K. A SHPB experimental study on dynamic mechanical property of high-damping rubber. Shock. Vib. 2018, 2018, 55–64. [Google Scholar] [CrossRef] [Green Version]
- Yao, G.; Li, X. Experimental investigation of the quasi-static and impact tests on the energy absorption characteristics of coupler rubber buffers used in railway vehicles. J. Rail Rapid Transit. 2019, 233, 937–950. [Google Scholar] [CrossRef]
- Zhang, W.; Zheng, F.; Liu, C. Energy absorption ratio of rubber material under dynamic impact load. Ordnance Mater. Sci. Eng. 2012, 35, 19. [Google Scholar]
- Chen, Y.; Zhang, B.; Zhang, N.; Zheng, M. A condensation method for the dynamic analysis of vertical vehicle–track interaction considering vehicle flexibility. J. Vib. Acoust. 2015, 13, 41010. [Google Scholar] [CrossRef]
- Cui, X.; He, Z.; Huang, B.; Chen, Y.; Du, Z.; Qi, W. Study on the effects of wheel-rail friction self-excited vibration and feedback vibration of corrugated irregularity on rail corrugation. Wear 2021, 477, 203854. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, B.; Chen, S. Model reduction technique tailored to the dynamic analysis of a beam structure under a moving load. Shock. Vib. 2014, 2014, 406093. [Google Scholar] [CrossRef]
- Mooney, M. A theory of large elastic deformation. J. Appl. Phys. 1940, 11, 582–592. [Google Scholar] [CrossRef]
- Yeoh, O.H. Some forms of the strain energy function for rubber. Rubber Chem. Technol. 1993, 66, 754–771. [Google Scholar] [CrossRef]
- Sussman, T.; Bathe, K.J. A finite element formulation for nonlinear incompressible elastic and inelastic analysis. Comput. Struct. 1987, 26, 357–409. [Google Scholar] [CrossRef] [Green Version]
- Reddy, M.V.; Reddy, M.C.; Reddy, P.V.; Vinod, S.R. Numerical analysis of rubber assisted sheet hydro-forming process and its experimental verification. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 8, 591–600. [Google Scholar]
- Ebrahimi, S.; Vahdatazad, N. Multi-objective optimization and sensitivity analysis of honeycomb sandwich cylindrical columns under axial crushing loads. Thin Wall Struct. 2015, 88, 90–104. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Rubber | Steel |
|---|---|---|
| Density/(t·mm3) | 1.3 × 10−9 | 7.85 × 10−9 |
| Young’s modulus/(MPa) | / | 2.1 × 105 |
| Poisson’s ratio | 0.499 | 0.3 |
| C10/MPa | 5.2367 | / |
| C01/MPa | 0.2994 | / |
| Amount of Compression (mm) | Peak Force (kN) | Energy Absorption (kJ) | |
|---|---|---|---|
| Experiment Data | 37.52 | 1342.99 | 13.23 |
| Finite element analysis | 37.66 | 1380 | 14.09 |
| Relative error | −0.37% | 2.76% | 6.5% |
| Serial Number Parameter | C01/C10 | H (mm) | R (mm) | SEA (kJ/kg) | Fmax (kN) |
|---|---|---|---|---|---|
| 1 | 0.154 | 110.00 | 78.97 | 3.5016 | 1170 |
| 2 | 0.126 | 83.79 | 90.00 | 5.1202 | 1370 |
| 3 | 0.25 | 100.34 | 52.76 | 2.8426 | 1300 |
| 4 | 0.319 | 89.31 | 58.28 | 3.7419 | 1380 |
| 5 | 0.098 | 104.48 | 56.90 | 2.9625 | 1170 |
| 6 | 0.402 | 94.83 | 69.31 | 3.6179 | 1380 |
| 7 | 0.416 | 101.72 | 84.48 | 3.3886 | 1310 |
| 8 | 0.112 | 90.69 | 50.00 | 3.4406 | 1370 |
| 9 | 0.333 | 70.00 | 63.79 | 4.8986 | 1750 |
| 10 | 0.388 | 71.38 | 80.34 | 4.9943 | 1710 |
| 11 | 0.223 | 107.24 | 65.17 | 2.8544 | 1190 |
| 12 | 0.305 | 82.41 | 72.07 | 4.3268 | 1480 |
| 13 | 0.457 | 93.45 | 55.52 | 3.2324 | 1410 |
| 14 | 0.085 | 98.97 | 70.69 | 3.8219 | 1170 |
| 15 | 0.181 | 92.07 | 62.41 | 3.6437 | 1320 |
| 16 | 0.429 | 86.55 | 81.72 | 3.9333 | 1410 |
| 17 | 0.057 | 75.52 | 77.59 | 5.3564 | 1420 |
| 18 | 0.14 | 97.59 | 85.86 | 4.1715 | 1180 |
| 19 | 0.36 | 76.9 | 51.38 | 3.8586 | 1600 |
| 20 | 0.167 | 85.17 | 76.21 | 4.6188 | 1370 |
| 21 | 0.443 | 79.66 | 66.55 | 4.2685 | 1570 |
| 22 | 0.291 | 87.93 | 87.24 | 4.3014 | 1370 |
| 23 | 0.278 | 103.1 | 88.62 | 3.9395 | 1210 |
| 24 | 0.374 | 105.86 | 59.66 | 2.6384 | 1350 |
| 25 | 0.236 | 74.14 | 83.1 | 5.2921 | 1560 |
| 26 | 0.209 | 78.28 | 54.14 | 4.38591 | 1450 |
| 27 | 0.071 | 81.03 | 61.03 | 4.60181 | 1360 |
| 28 | 0.195 | 72.76 | 67.93 | 4.9175 | 1560 |
| 29 | 0.264 | 96.21 | 74.83 | 3.7040 | 1320 |
| 30 | 0.347 | 108.62 | 73.45 | 3.0544 | 1300 |
| SEA (kJ/kg) | Fmax (kN) | |
|---|---|---|
| C01/C10 | −0.588 | 211.9 |
| H | −2.13 | −434.7 |
| R | 1.09 | −61.0 |
| Function | RMSE | MAX | R2 | RE (%) |
|---|---|---|---|---|
| SEA (kJ/kg) | 0.078 | 0.15 | 0.94 | (−5.07, 3.51) |
| Fmax (kN) | 0.073 | 0.13 | 0.93 | (−3.94, 5.35) |
| Parameter | Value |
|---|---|
| Population size (multiples of 4) | 20 |
| Number of generations | 50 |
| Crossover probability | 0.9 |
| Crossover distribution index | 10 |
| Mutation distribution index | 20 |
| Maximum number of failed runs | 5 |
| Design Variables | NSGA-II | FEA Result | Accuracy | |||
|---|---|---|---|---|---|---|
| SEA (kJ/kg) | Fmax (kN) | SEA (kJ/kg) | Fmax (kN) | RESEA (%) | REFmax (%) | |
| H = 107.57 mm R = 85.70 m C01/C10 = 0.0571 | 4.02 | 1045.57 | 3.78 | 1150 | 6.35 | −9.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, P.; Qu, C.; Yao, S.; Yang, C.; Wang, A. Numerical Optimization for the Impact Performance of a Rubber Ring Buffer of a Train Coupler. Machines 2021, 9, 225. https://doi.org/10.3390/machines9100225
Xu P, Qu C, Yao S, Yang C, Wang A. Numerical Optimization for the Impact Performance of a Rubber Ring Buffer of a Train Coupler. Machines. 2021; 9(10):225. https://doi.org/10.3390/machines9100225
Chicago/Turabian StyleXu, Ping, Chengju Qu, Shuguang Yao, Chengxing Yang, and Ao Wang. 2021. "Numerical Optimization for the Impact Performance of a Rubber Ring Buffer of a Train Coupler" Machines 9, no. 10: 225. https://doi.org/10.3390/machines9100225
APA StyleXu, P., Qu, C., Yao, S., Yang, C., & Wang, A. (2021). Numerical Optimization for the Impact Performance of a Rubber Ring Buffer of a Train Coupler. Machines, 9(10), 225. https://doi.org/10.3390/machines9100225