
Kinematic Analysis and Parameter Measurement for Multi-Axis Laser Engraving Machine Tools


Abstract
:1. Introduction
2. Kinematic Model Establishment
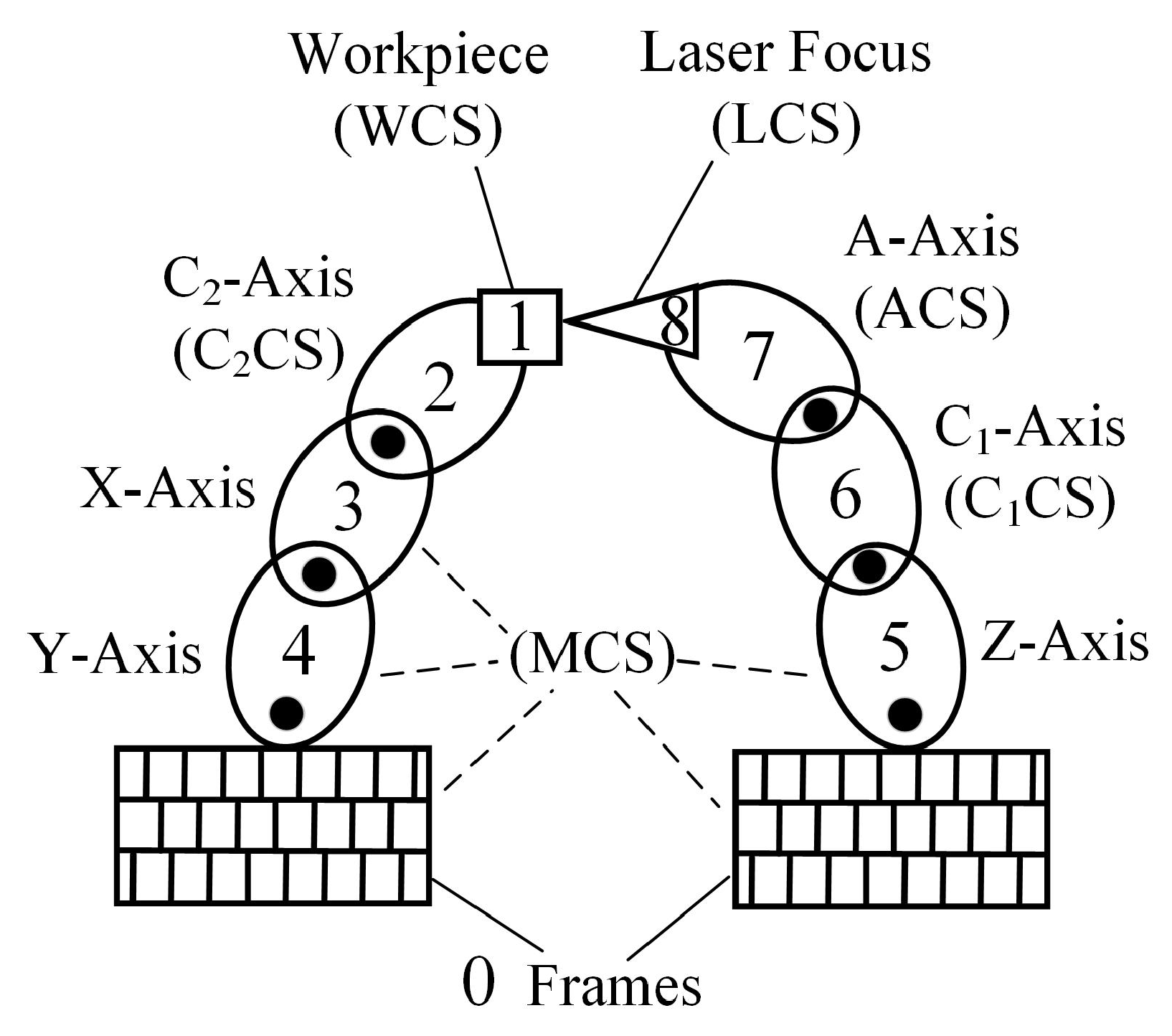
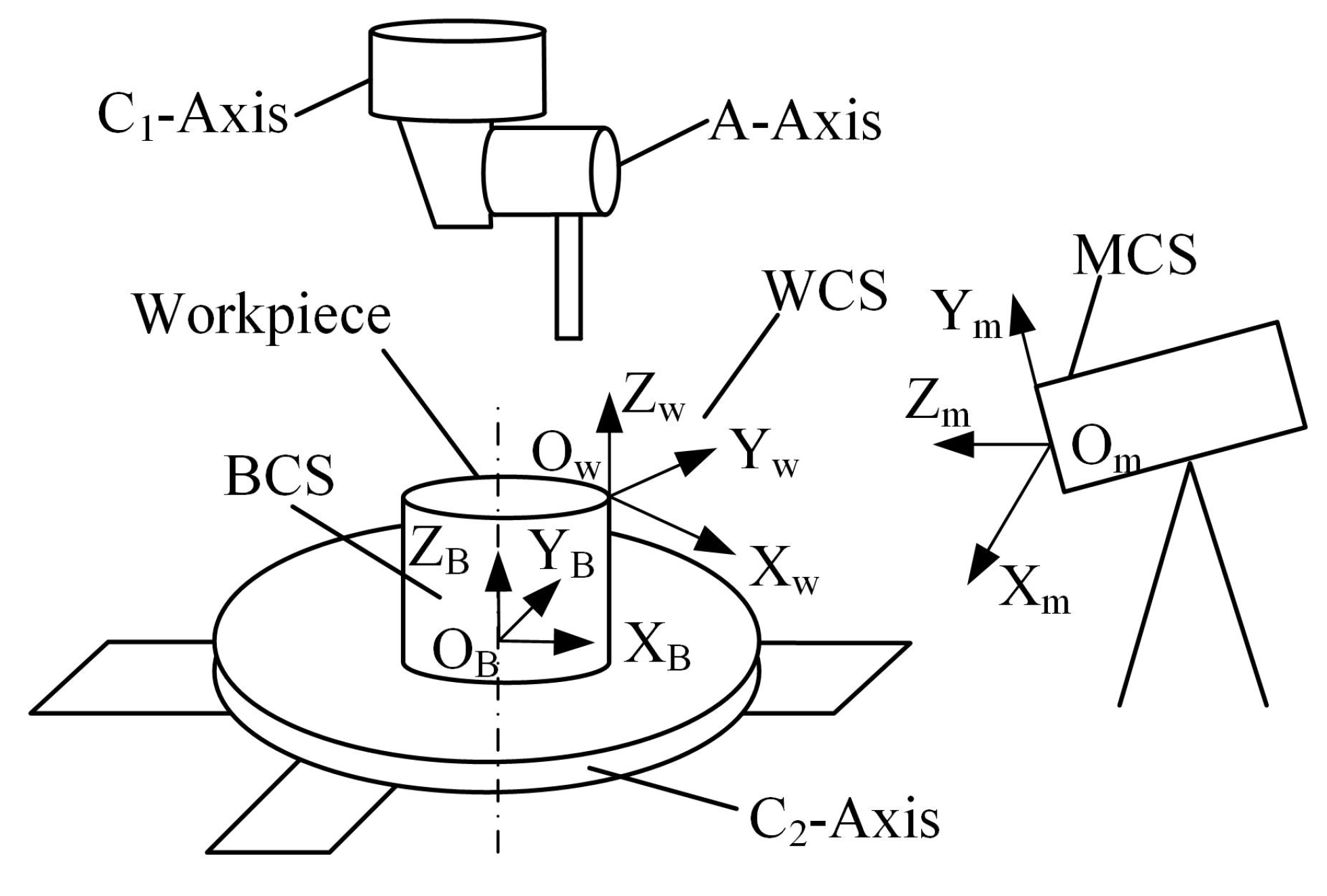
2.1. Coordinate System of Each Component
2.2. Five-Axis Linkage Transformation
2.3. Positioning Transformation
3. Measurement of Parameters
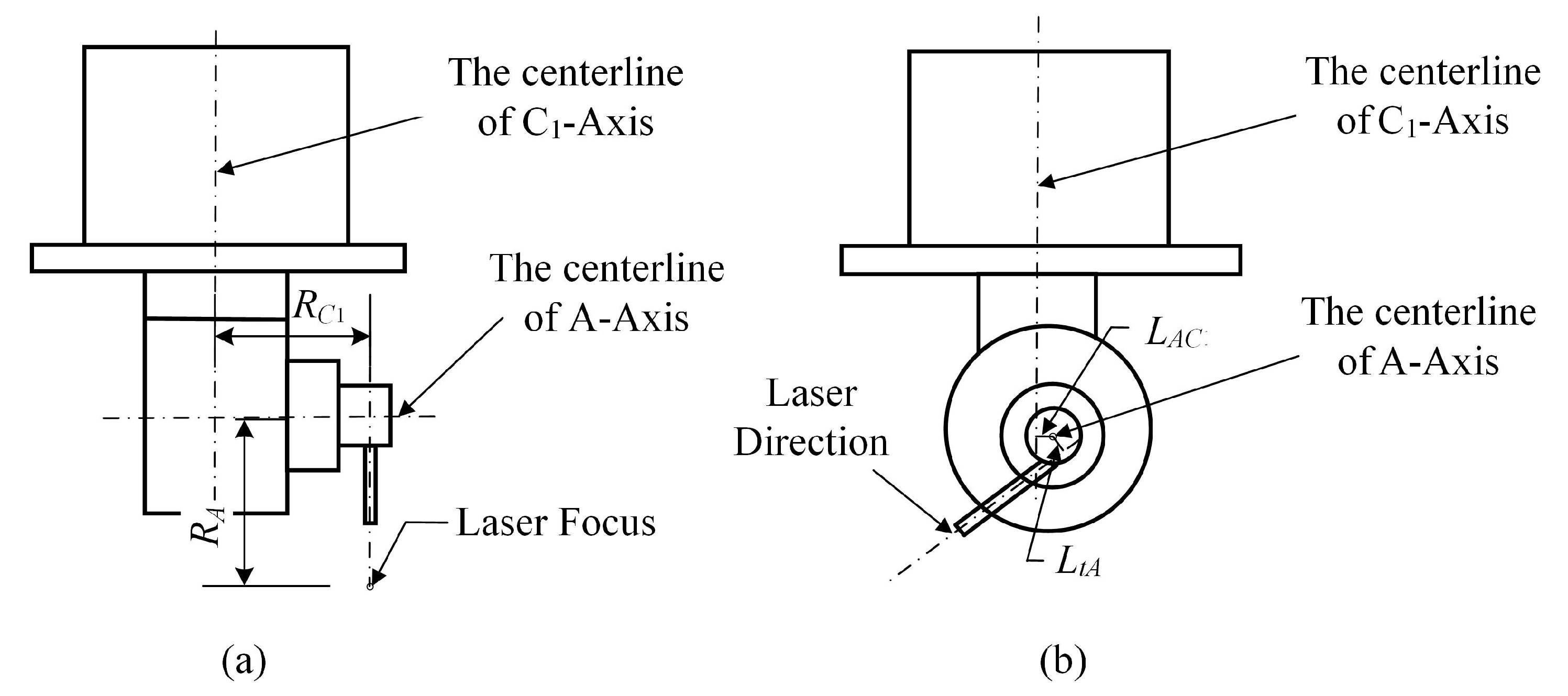
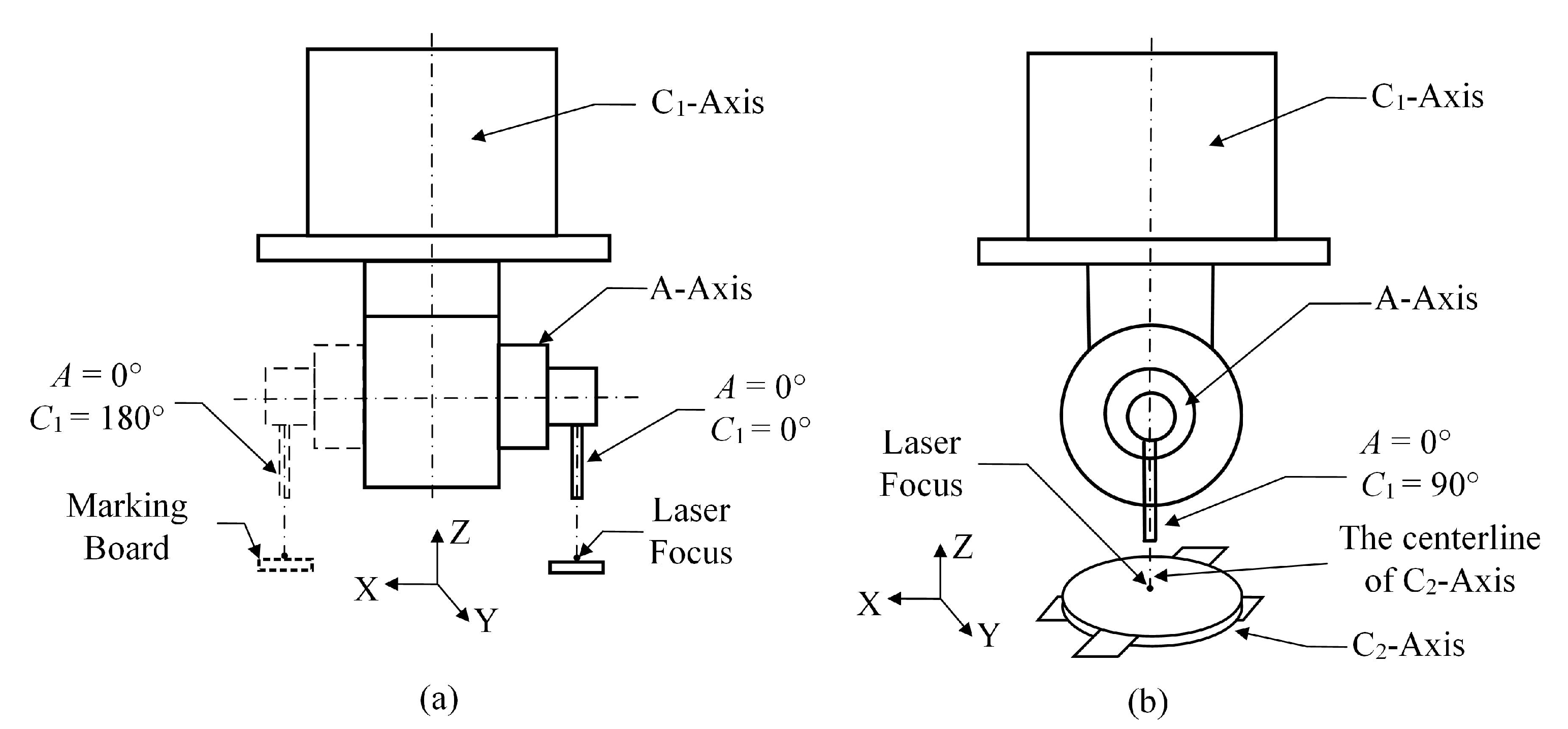
3.1. Measurement of Linkage Parameters
3.2. Measurement of Positioning Parameters
4. Experimental Verification
5. Conclusions
- The machine tool kinematic chain was divided into a five-axis linkage part and a positioning part. The HTM method is used to establish a complete kinematic model from the laser focus to the workpiece programming coordinate system. The linkage parameters and positioning parameters are defined as two types of unknown parameters that need to be measured.
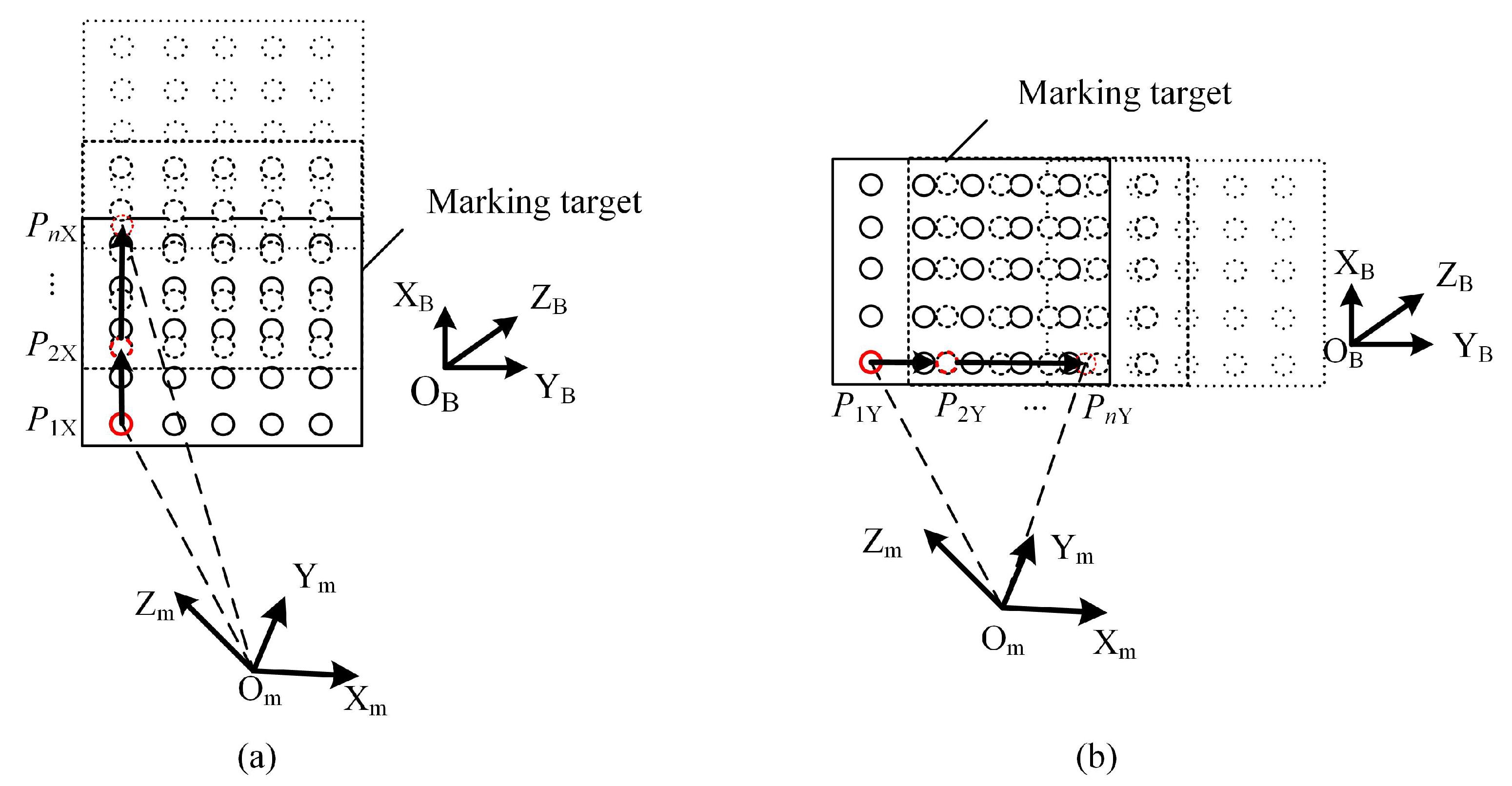
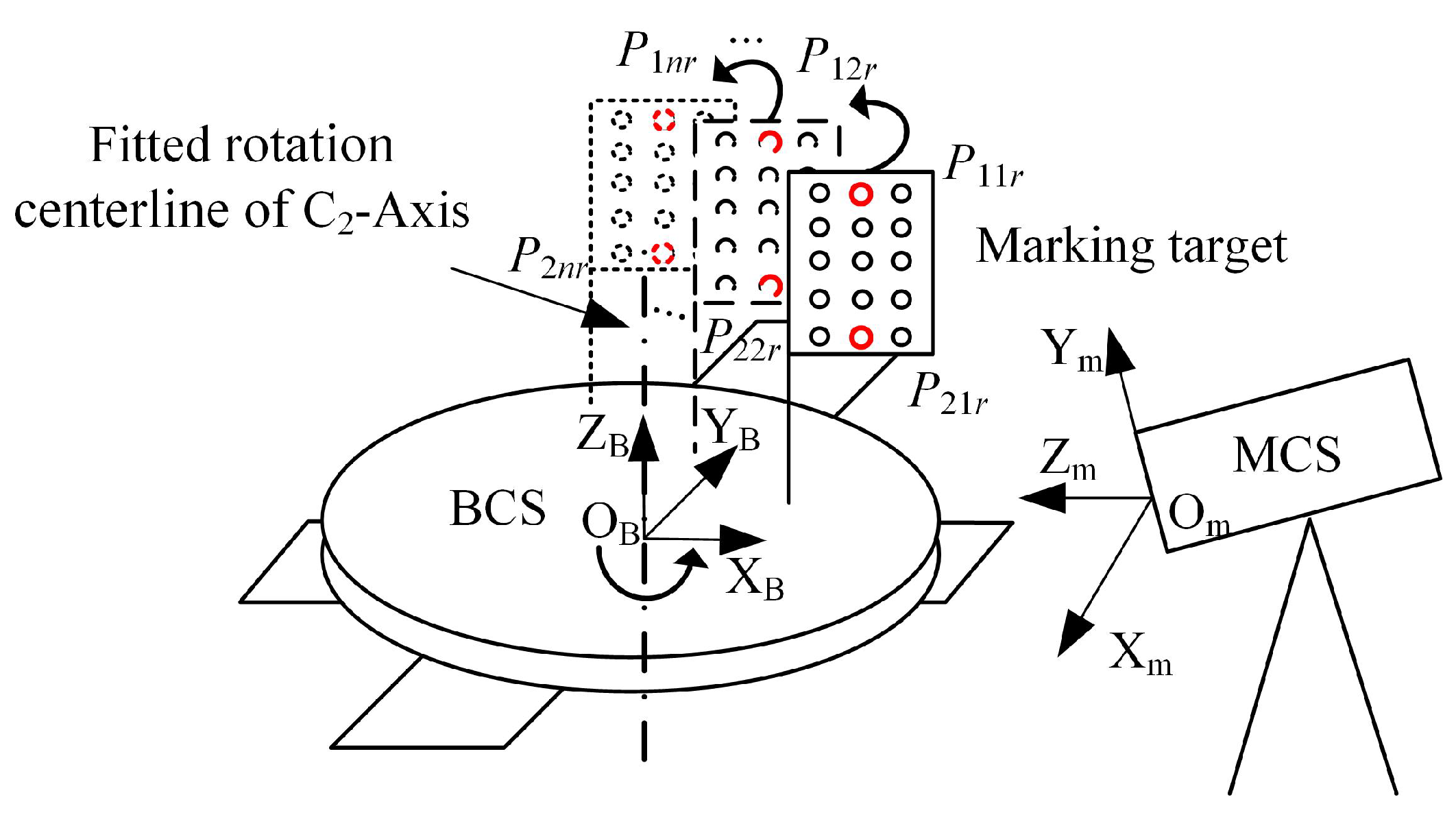
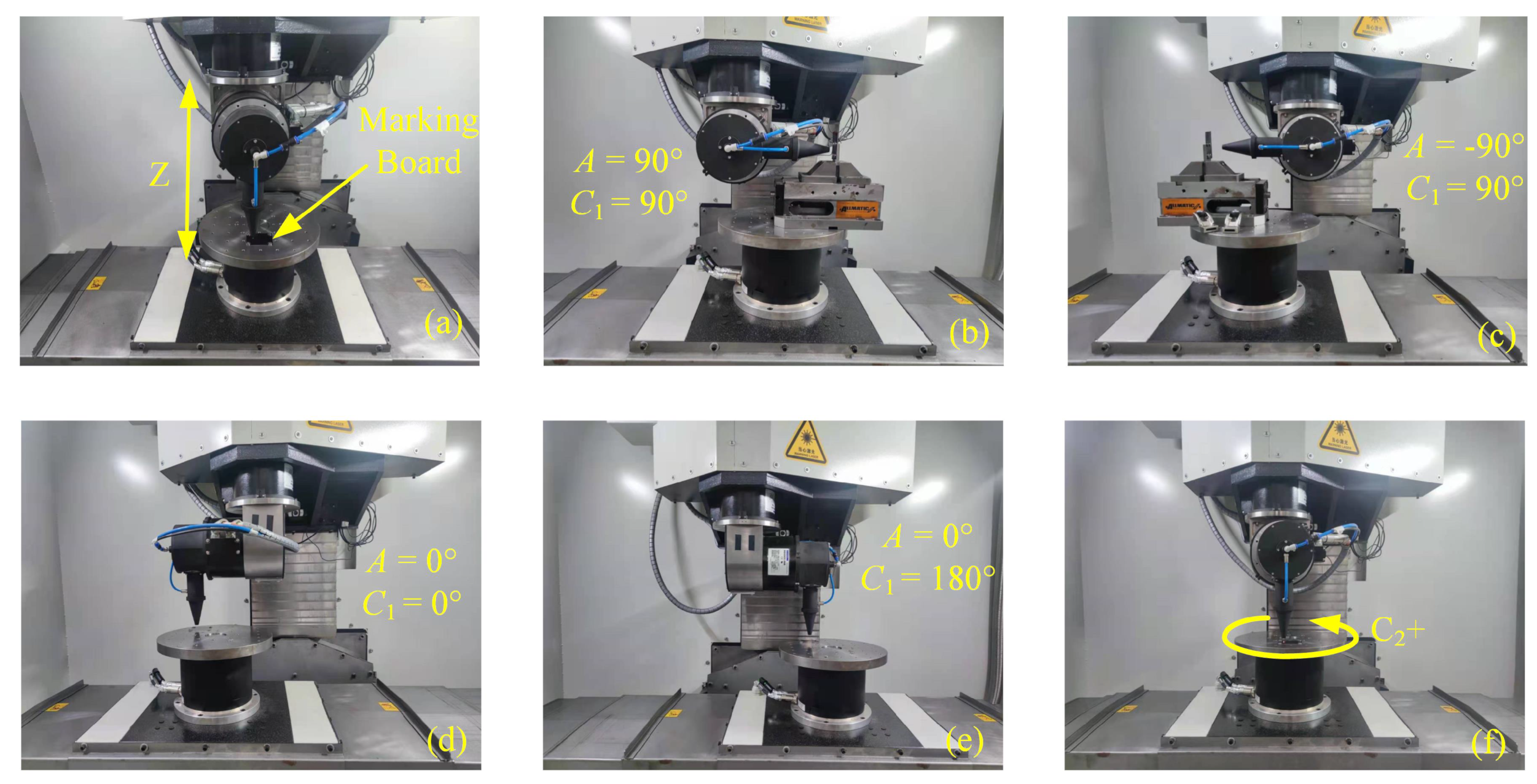
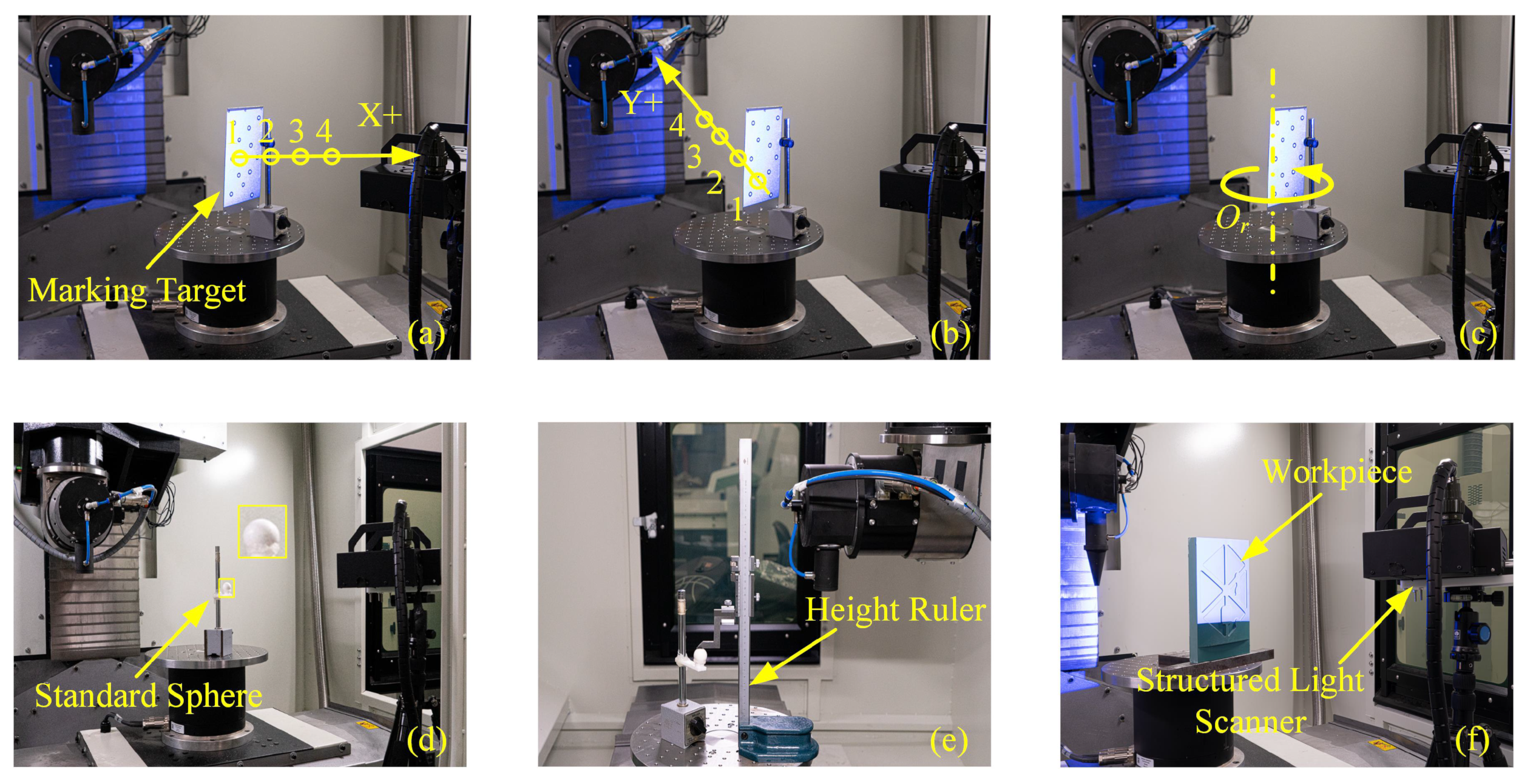
- As for the linkage parameters, a fast measurement method suitable for laser processing is proposed. By combining machine tool motion and laser marking, the measurement of seven linkage parameters can be completed in five steps. This method makes full use of the characteristics of laser processing and does not require the complicated and expensive measuring instruments.
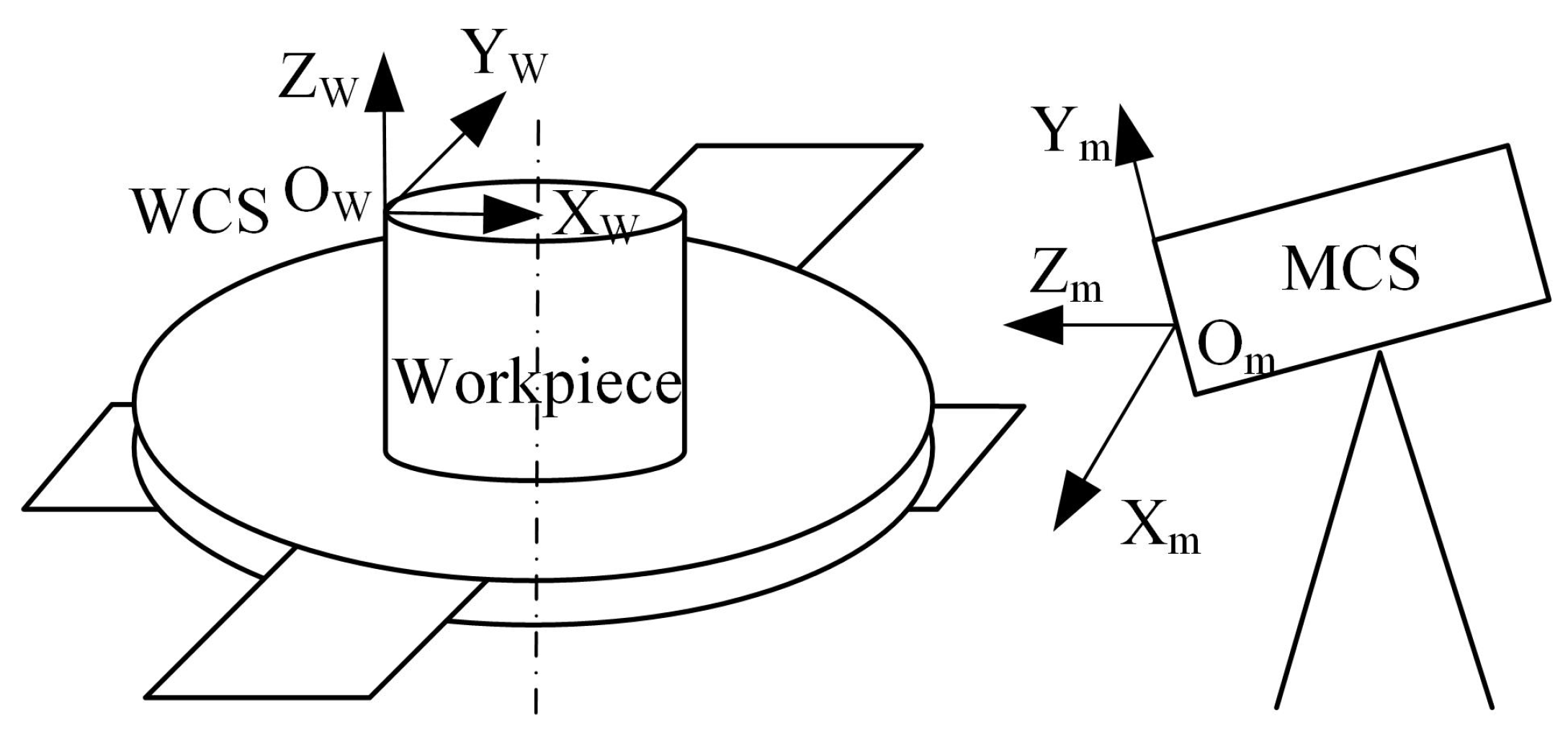
- Aiming at the positioning parameters, a measurement method based on structured light scanners is proposed. Both translation values and rotation values can be obtained through this method, which can ensure the accuracy of workpiece positioning and thus the accuracy of laser processing.
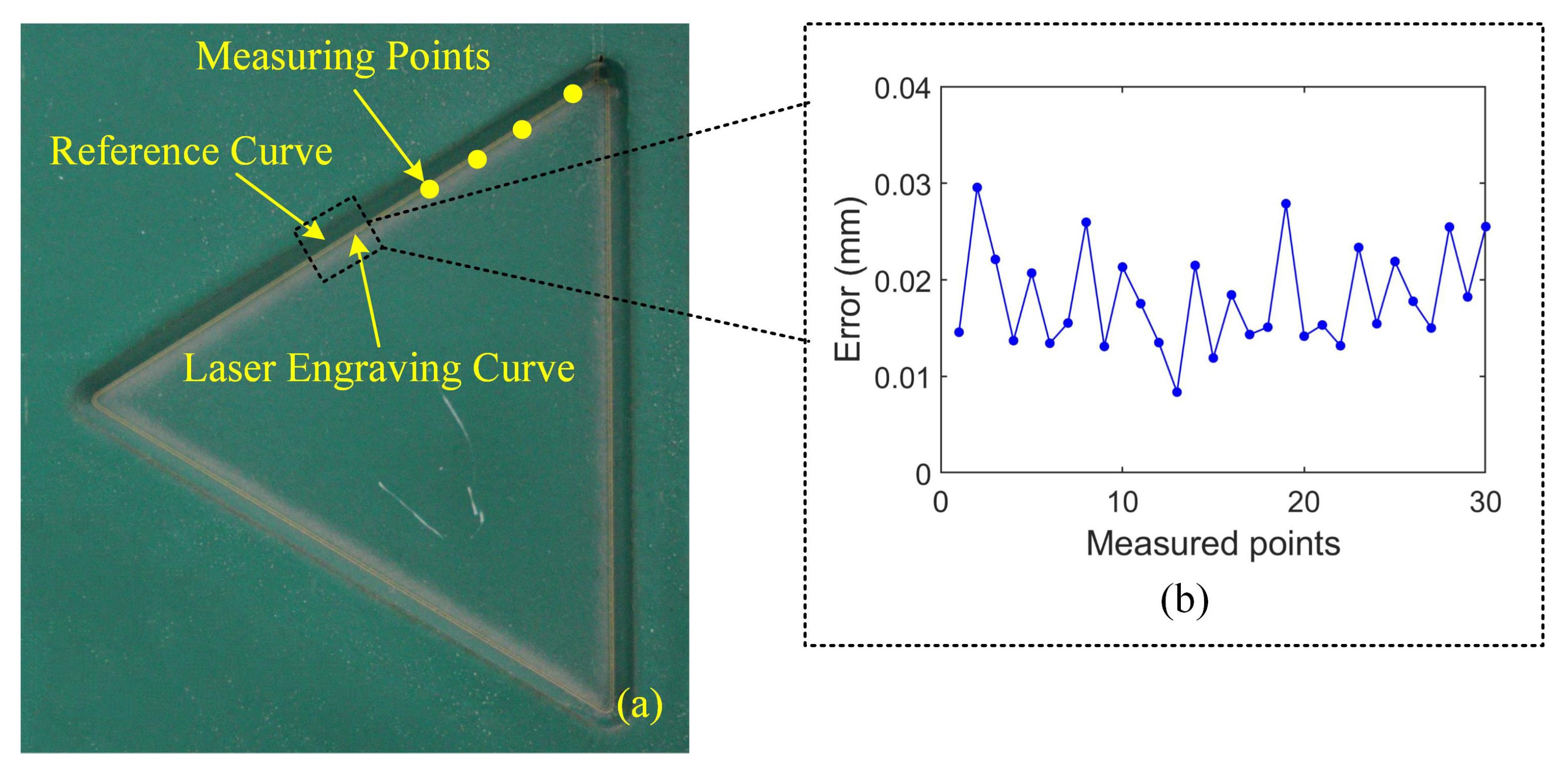
- The two types of parameters of a multi-axis LEMT are measured, and the accuracy of the measured parameters is verified by processing a spatial curve. The experimental results show that the average processing contour error can be controlled at 15.1 m, which can fulfill the requirements of engineering application.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| LEMT | Laser Engraving Machine Tools |
| HTM | Homogeneous Transformation Matrix |
| WCS | Workpiece Coordinate System |
| BCS | Basic Coordinate System |
| D–H | Denavit–Hartenberg |
| CCD | Charge Coupled Device |
| LCS | Laser Coordinate System |
| ACS | A-axis Coordinate System |
| CCS | C-axis Coordinate System |
| CCS | C-axis Coordinate System |
| MCS | Measurement Coordinate System |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Measurement Range | 0–80 | m |
| Linear Measurement Accuracy | ±0.5 | ppm |
| Measurement Resolution | 1 | nm |
| Sampling Frequency | 50 | mm |
| Parameter | Value | Unit |
|---|---|---|
| Magnification | 20–220 | - |
| Pixel | 5 | mp |
| Image Resolution | 2592 × 1944 | dpi |
| Maximum Frame Rate | 30 | fps |
| Parameter | Value | Unit |
|---|---|---|
| Z-axis Range | 8 | mm |
| Z-axis Accuracy | ±0.17% | mm |
| X-axis Range | 1.3 | mm |
| Measurement Points Number (X) | 1280 | - |
| Scanning Frequency | 2000 | Hz |
Appendix B
| Points No. | X/(mm) | Y/(mm) | Z/(mm) | Points No. | X/(mm) | Y/(mm) | Z/(mm) |
|---|---|---|---|---|---|---|---|
| 1 | 81.803 | 22.560 | 188.072 | 16 | 132.463 | 19.484 | 156.434 |
| 2 | 85.633 | 22.497 | 185.714 | 17 | 130.544 | 19.686 | 154.855 |
| 3 | 88.984 | 22.421 | 183.652 | 18 | 127.051 | 20.043 | 152.694 |
| 4 | 92.175 | 22.328 | 181.687 | 19 | 123.237 | 20.405 | 150.337 |
| 5 | 95.366 | 22.215 | 179.722 | 20 | 119.739 | 20.713 | 148.176 |
| 6 | 98.715 | 22.073 | 177.660 | 21 | 116.398 | 20.987 | 146.113 |
| 7 | 102.063 | 21.915 | 175.597 | 22 | 113.056 | 21.239 | 144.050 |
| 8 | 105.410 | 21.733 | 173.534 | 23 | 109.234 | 21.500 | 141.692 |
| 9 | 109.234 | 21.500 | 171.176 | 24 | 105.410 | 21.733 | 139.335 |
| 10 | 113.056 | 21.239 | 168.819 | 25 | 102.063 | 21.915 | 137.272 |
| 11 | 116.398 | 20.987 | 166.756 | 26 | 98.715 | 22.073 | 135.209 |
| 12 | 119.739 | 20.713 | 164.693 | 27 | 95.366 | 22.215 | 133.146 |
| 13 | 123.237 | 20.405 | 162.532 | 28 | 92.175 | 22.328 | 131.182 |
| 14 | 127.051 | 20.043 | 160.175 | 29 | 88.984 | 22.421 | 129.217 |
| 15 | 130.544 | 19.686 | 158.013 | 30 | 85.633 | 22.497 | 127.154 |
References
- Nikolidakis, E.; Choreftakis, I.; Antoniadis, A. Experimental Investigation of Stainless Steel SAE304 Laser Engraving Cutting Conditions. Machines 2018, 6, 40. [Google Scholar] [CrossRef] [Green Version]
- Song, Z.; Ding, S.; Chen, Z.; Lu, Z.; Wang, Z. High-Efficient Calculation Method for Sensitive PDGEs of Five-Axis Reconfigurable Machine Tool. Machines 2021, 9, 84. [Google Scholar] [CrossRef]
- Sieber, I.; Yi, A.; Gengenbach, U. Metrology Data-Based Simulation of Freeform Optics. Appl. Sci. 2018, 8, 2338. [Google Scholar] [CrossRef] [Green Version]
- Yu, M.; Zhao, J.; Zhang, L.; Wang, Y. Study on the dynamic characteristics of a virtual-axis hybrid polishing machine tool by flexible multibody dynamics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2004, 218, 1067–1076. [Google Scholar] [CrossRef]
- Sulitka, M.; Šindler, J.; Sušeň, J.; Smolík, J. Application of Krylov Reduction Technique for a Machine Tool Multibody Modelling. Adv. Mech. Eng. 2014, 6, 592628. [Google Scholar] [CrossRef] [Green Version]
- Tsai, C.Y.; Lin, P.D. The mathematical models of the basic entities of multi-axis serial orthogonal machine tools using a modified Denavit–Hartenberg notation. Int. J. Adv. Manuf. Technol. 2009, 42, 1016–1024. [Google Scholar] [CrossRef]
- Lee, R.S.; Lin, Y.H. Development of universal environment for constructing 5-axis virtual machine tool based on modified D–H notation and OpenGL. Robot. Comput.-Integr. Manuf. 2010, 26, 253–262. [Google Scholar] [CrossRef]
- Yang, J.; Altintas, Y. Generalized kinematics of five-axis serial machines with non-singular tool path generation. Int. J. Mach. Tools Manuf. 2013, 75, 119–132. [Google Scholar] [CrossRef]
- Xiang, S.; Altintas, Y. Modeling and compensation of volumetric errors for five-axis machine tools. Int. J. Mach. Tools Manuf. 2016, 101, 65–78. [Google Scholar] [CrossRef]
- Hsu, Y.Y.; Wang, S.S. A new compensation method for geometry errors of five-axis machine tools. Int. J. Mach. Tools Manuf. 2007, 47, 352–360. [Google Scholar] [CrossRef]
- Lee, J.C.; Lee, H.H.; Yang, S.H. Total measurement of geometric errors of a three-axis machine tool by developing a hybrid technique. Int. J. Precis. Eng. Manuf. 2016, 17, 427–432. [Google Scholar] [CrossRef]
- Ibaraki, S.; Oyama, C.; Otsubo, H. Construction of an error map of rotary axes on a five-axis machining center by static R-test. Int. J. Mach. Tools Manuf. 2011, 51, 190–200. [Google Scholar] [CrossRef] [Green Version]
- Bi, Q.; Huang, N.; Sun, C.; Wang, Y.; Zhu, L.; Ding, H. Identification and compensation of geometric errors of rotary axes on five-axis machine by on-machine measurement. Int. J. Mach. Tools Manuf. 2015, 89, 182–191. [Google Scholar] [CrossRef]
- de Araujo, P.R.M.; Lins, R.G. Cloud-based approach for automatic CNC workpiece origin localization based on image analysis. Robot. Comput.-Integr. Manuf. 2021, 68, 102090. [Google Scholar] [CrossRef]
- Aguado, S.; Samper, D.; Santolaria, J.; Aguilar, J.J. Identification strategy of error parameter in volumetric error compensation of machine tool based on laser tracker measurements. Int. J. Mach. Tools Manuf. 2012, 53, 160–169. [Google Scholar] [CrossRef]
- Guo, S.; Jiang, G.; Zhang, D.; Mei, X. Position-independent geometric error identification and global sensitivity analysis for the rotary axes of five-axis machine tools. Meas. Sci. Technol. 2017, 28, 45006. [Google Scholar] [CrossRef]
- Zhu, L.; Luo, H.; Ding, H. Optimal Design of Measurement Point Layout for Workpiece Localization. J. Manuf. Sci. Eng. 2009, 131. [Google Scholar] [CrossRef]
- Cheng, F.; Fu, S.; Chen, Z. Surface Texture Measurement on Complex Geometry Using Dual-Scan Positioning Strategy. Appl. Sci. 2020, 10, 8418. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Y.; Zhang, Z.; Gao, F.; Jiang, X. 3D Measurement of Structured Specular Surfaces Using Stereo Direct Phase Measurement Deflectometry. Machines 2021, 9, 170. [Google Scholar] [CrossRef]
- Jywe, W.; Hsu, T.H.; Liu, C.H. Non-bar, an optical calibration system for five-axis CNC machine tools. Int. J. Mach. Tools Manuf. 2012, 59, 16–23. [Google Scholar] [CrossRef]
- Ding, J.; Liu, Q.; Sun, P. A robust registration algorithm of point clouds based on adaptive distance function for surface inspection. Meas. Sci. Technol. 2019, 30, 75003. [Google Scholar] [CrossRef]














| Axis | X/(m) | Y/(m) | Z/(m) | A/(arcsec) | C/(arcsec) | C/(arcsec) |
|---|---|---|---|---|---|---|
| Motion Accuracy | 2.77 | 1.55 | 3.55 | 1.7 | 2.4 | 8.3 |
| Linkage Parameters | /(mm) | /(mm) | /(mm) | /(mm) | /(mm) | /(mm) | /(mm) |
|---|---|---|---|---|---|---|---|
| Calculated Results | 240.745 | 209.476 | −0.265 | −0.145 | −197.236 | 25.306 | −528.996 |
| Positioning Parameters | x/(mm) | y/(mm) | z/(mm) | /() | /() | /() |
|---|---|---|---|---|---|---|
| Calculated Results | −73.896 | 94.924 | 33.385 | −0.103 | −0.034 | −0.097 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Z.; Liu, Q.; Sun, P.; Ding, J. Kinematic Analysis and Parameter Measurement for Multi-Axis Laser Engraving Machine Tools. Machines 2021, 9, 237. https://doi.org/10.3390/machines9100237
Yin Z, Liu Q, Sun P, Ding J. Kinematic Analysis and Parameter Measurement for Multi-Axis Laser Engraving Machine Tools. Machines. 2021; 9(10):237. https://doi.org/10.3390/machines9100237
Chicago/Turabian StyleYin, Zhenshuo, Qiang Liu, Pengpeng Sun, and Ji Ding. 2021. "Kinematic Analysis and Parameter Measurement for Multi-Axis Laser Engraving Machine Tools" Machines 9, no. 10: 237. https://doi.org/10.3390/machines9100237
APA StyleYin, Z., Liu, Q., Sun, P., & Ding, J. (2021). Kinematic Analysis and Parameter Measurement for Multi-Axis Laser Engraving Machine Tools. Machines, 9(10), 237. https://doi.org/10.3390/machines9100237