1. Introduction
In engineering applications, the lifetime of the machined parts is an important topic. The surface failure is mainly caused when the machined parts are exposed to aggressive conditions such as high temperatures and complicated corrosive environments. Therefore, it is necessary to enhance the mechanical and chemical properties of the materials. The improvement of surface properties using conventional methods such as chemical vapor deposition (CVD)/physical vapor deposition (PVD), plasma arc spraying, and ion implantation, requires a high cost of equipment, and the experimental condition is complicated [
1]. However, in recent years, Electrical Discharge Machining has been considered as an alternative approach for surface modification [
2,
3].
EDM is a non-conventional machining process used for machining difficult-to-cut materials and complex geometrical shapes. EDM is used in a lot of industries such as aerospace, automotive, micro-electronics, biomedical, die, and mold production [
4]. In this process, electric sparks formed between the electrode and the workpiece separated by dielectric fluid. Τhe electric discharges lead to higher temperatures than the melting point of the materials at the point of discharge. As a result, melting and vaporization of the electrodes take place. Material is removed from both the electrodes due to erosion, and a small crater is created on the tool electrode and the workpiece surface [
5,
6]. An amount of the molten material is re-solidified at the base of the crater. Then, a layer is formed which is referred to as White Layer (WL). Thus, the formation of this kind of coating has led to the technique of surface modification by EDM. This process is also termed Electric Discharge Coating (EDC).
The machined surface can be modified in different ways, including conventional electrode materials, powder metallurgy (P/M) electrodes, and powder suspended in dielectric fluid [
7]. Powder Metallurgy electrodes are technologically feasible for the EDM process, in which the desirable properties of materials can be combined. Chakraborty et al. [
8] in their review described the phenomenon of the surface modification by EDC, which is to enhance the surface of the substrate by depositing material from the electrode to the workpiece using a powder metallurgical tool. The tool electrode in this approach is made of compacted powder materials such as TiC, WC, Ti, Ta, Cu, Cr, etc. The tool is crushed in a power press at specific pressures. P/M tools are very sensitive to pulse duration and pulse current, while the influence of powder metallurgical tools on output reactions such as tool wear, MRR, and Material transfer rate is considerably different compared to other traditional electrodes. It is worth mentioning that compared to the conventional electrodes, P/M electrodes discharge higher energies during the machining operation, and they can be mixed at different compaction loads [
9,
10]. All of the above lead to formation of thicker WL, but it is also associated with increased vulnerability to micro-cracking.
The machined surface can be modified in different ways, which include conventional electrode materials, powder metallurgy (P/M) electrodes, and powder suspended in dielectric fluid [
11]. Powder Metallurgy electrodes are technologically feasible for the EDM process, in which the desirable properties of materials can be combined. Powder metallurgy parameters such as compacting pressure and sintering temperature affect the electrode performance [
12]. Depending on the sintering temperatures, P/M electrodes are termed green compact, semi-sintered, and sintered P/M electrodes. However, due to the weak bond between the powder particles, the powder metallurgy green compact or semi-sintered electrodes are used to transfer proper materials to create a layer over the workpiece surface.
There is a high scientific interest in the surface modification by EDC using sintered and green PM electrodes [
13,
14,
15]. In more details, Patowari et al. [
16] studied the surface integrity of C-40 steel in EDM. WC-Cu P/M green compact tools were used. Material Transfer Rate (MTR), Tool Wear Rate (TWR), and Surface Roughness (SR) were considered as the output responses. It was found that WC was deposited over the work surface and formed a hard and uniform layer. Ton and Ip have significant influence over the process. Gill and Kumar [
17] machined a hot die steel (H11) using a Cu-Mn powder metallurgy electrode. The formations of cementite, ferrite, and manganese carbide phases were responsible for the increase in micro-hardness (MH). Gülcan et al. [
18] investigated the effect of Cu–Cr and Cu-Mo powder metal tool electrodes on EDM performance outputs. SAE 1040 steel was used as workpiece material. They revealed that electrode material was deposited as a layer over the machined surface, which provides high surface hardness, corrosion, and strong abrasion resistance. Kumar et al. [
19] analyzed MTR and SR on OHNS workpiece using CrB2-Cu powder metallurgy electrode. It was established that the desired deposition of the hardened composite layer was found on the workpiece. Chundru et al. [
20] studied the surface modification of Ti6Al4V alloy using a TiC/Cu PM electrode made with particle size varying from nano- to micron. They indicated that the high reactive surface area of nanoparticles made far better surface alloying than the other tool electrodes. Hence, better surface roughness and improved hardness values were obtained. Using P/M green compact tools, Mazabhuiya and Rahang [
21] performed a reverse pattern generation by EDM on an aluminum 6061 alloy. The experimental results revealed that the surface roughness varied from 1.7 µm to 5.83 µm, which was affected by increased pulse-on time and peak current. Saemah, Kar, and Parowari [
22] conducted experiments on surface modification of AA7075 using green P/M Inconel-aluminum electrodes by EDC. Experimental results show that MTR is related to the pulse-on time as Ton increases the MTR decreases. Additionally, EDC is increasing the surface hardness by up to 2.5 times its value.
The literature shows that very few works have been executed for enhancing the surface properties of materials by EDM using a hard ceramic powder to produce a P/M electrode. Based on this, the present work investigates the deposition of zirconia over tool steel by EDM. Zirconia deposition into tool steel makes the material suitable for applications at high temperatures and aggressive environments. As a transition metal oxide, Zirconia (ZrO
2) exists in three polymorphic forms, monoclinic (stable up to 1197 °C), tetragonal (stable between temperatures 1197 °C–2300 °C), and the cubic form (stable in temperatures ranges 2300 °C–2750 °C) [
23]. Compared to other zirconia, cubic zirconia has higher hardness, strength and toughness, and thermal shock resistance. It has been observed that monolithic zirconia is used in the biomedical industry due to its increased mechanical properties, corrosion-resistant behavior [
24], inhibited bacterial invasion, biocompatibility, and hemocompatibility [
25,
26]. To the best of our knowledge, no available bibliography describes the potential of surface modification by using any form of ZrO2 modified by EDC. The goal of this research is to define the machining conditions by using composite green electrodes. The desirable properties of ZrO
2, like mechanical resistance, good refractory capacity, and high chemical stability that its crystalline structure makes ZrO
2 a promising candidate material for structural and functional applications [
27]. The deposition of zirconium oxide over tool steel would probably form a hard surface layer because of the formation of compounds and phases by reacting with the base material. Therefore, zirconia deposition into tool steel makes the material suitable for applications at high temperatures and aggressive environments. The purpose of this work is the production of zirconia coating over tool steel by EDM. In particular, ZrO
2 powder along with Cu powder was used to fabricate a green compact P/M electrode for EDM, with the purpose to transfer the electrode material to the tool steel Calmax (Uddeholm). To the best of the author’s knowledge, this study is the first try to use an oxide, ZrO
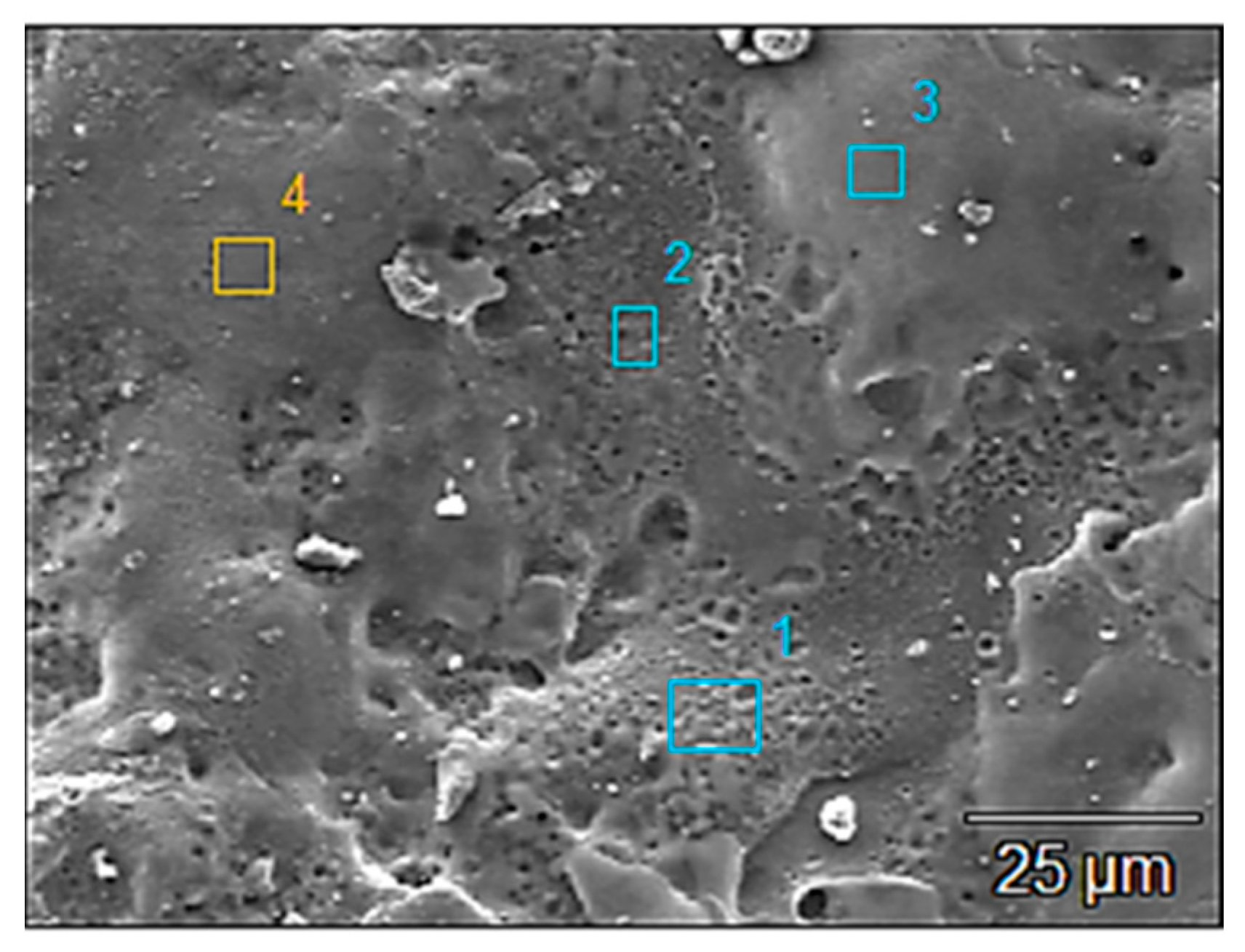
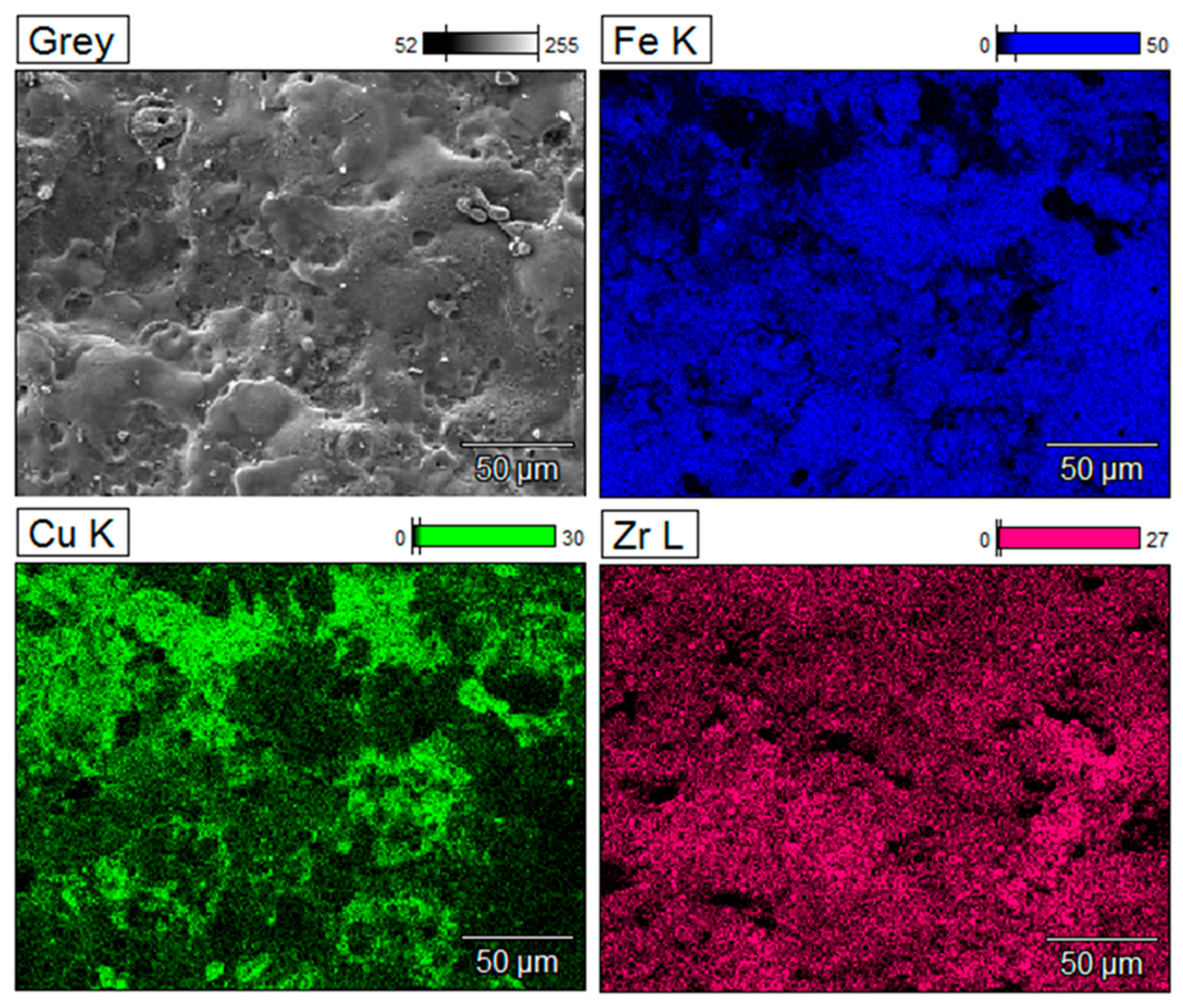
2, to fabricate a P/M electrode for EDM. The effect of peak current (Ip) and pulse-on time (Ton) on the material transfer rate and the surface roughness were investigated. The modified surface was characterized by scanning electron microscopy (SEM) and EDX maps on the cross-sections.
2. Materials and Methods
EDM was used for surface modification of tool steel and the electrode material was used as a green compact electrode consisting of Cu and ZrO2 powders formed by P/M. The Cu and ZrO2 powder mixtures at 70:30 weight ratio were blended and the powder mixture was compacted under 100 MPa pressure using a hydraulic press. The electrode was made in a cylindrical shape with a diameter of 20 mm and a height of 15 mm. It should be mentioned that sintered Cu-ZrO2 P/M electrode was also fabricated. However, it was observed, after a number of tests, that the material deposition was not sufficient. Therefore, a green compact electrode was chosen for the experiments. The bond between the powder particles of the green compact electrode is less, compared to sintered electrodes. Hence, the green compact was used to transfer proper materials.
For experimentation, a die-sinking EDM (AgieCharmillesRoboform 350 Sp) was used. Calmax (Uddeholm) was selected as the workpiece material. This steel is a medium alloyed tool steel. It is commonly used in components subjected to high abrasion such as cold work and plastic injection molding applications that involve high hardness and abrasion resistance.
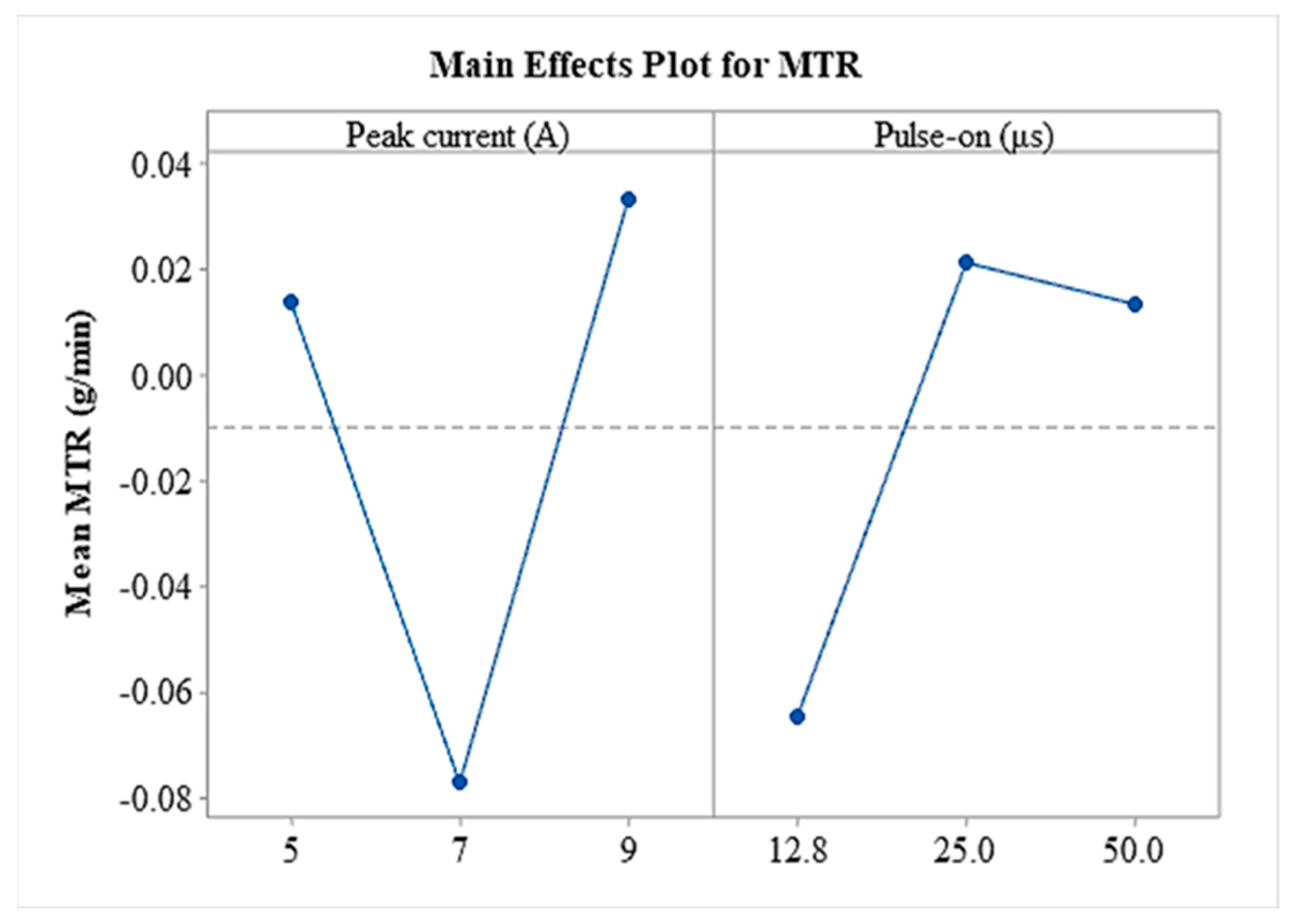
Table 1 shows the chemical composition of the workpiece. The dimension of the workpiece used in the experiments was 85 × 29 × 7 mm. A full-scale series of experiments was carried out and two machining parameters, peak current and pulse-on time, were selected for the experiments.
Table 2 gives the selected levels. Each parameter had three levels. Thus, nine experiments were conducted. The peak current varied from 5 to 9 A, and the pulse-on time from 12.8 to 50 μs.
Peak current and pulse-on time were used to study the effect of the material transfer rate (MTR) and surface roughness (SR). The MTR was calculated by measuring the weight difference of the workpiece before and after EDM for a specific machining time, using Equation (1):
where
Wi and
Wf are the weight of the workpiece before and after the machining (g) and t the machining time (min). SR of the machined surface was measured by TOPO 01P contact profilometer. The roughness parameters that were analyzed are maximum roughness, Rz and, average surface roughness Ra. The cut-off length was set at 2.5 mm with a cut-off length of 8 mm. The machined surfaces, as well as the cross-section, were further investigated using a scanning electron microscope (SEM), Hitachi SU-70, equipped with energy dispersive spectroscopy (EDS) and confocal laser scanning microscopy. The surface topography was measured and depicted by using a VHX-7000 ultra-deep-field microscope (KEYENCE, Mechelen, Belgium), equipped with 20-2000x objective lenses, and based on the Focus Variation Microscopy (FVM) technique. FVM is similar to confocal microscopy, and it is based on a white light LED source that, before it reaches the measuring surface, passes through a semi-transparent mirror and a lens. Then, the reflected light from the focused points returns through the lens, and a beam splitter directs it onto a photonic detector, which registers the geometric and photometric information. That is to say, by employing FVM, colorful 3D surface measurements of high resolutions can be obtained, whilst the small focus depth of a classical optical system and the vertical scanning are combined.



 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}