
A Comparison of the Probes with a Cantilever Beam and a Double-Sided Beam in the Tool Edge Profiler for On-Machine Measurement of a Precision Cutting Tool

 ,
, 
Abstract
:1. Introduction
2. Comparison of Two Profilers
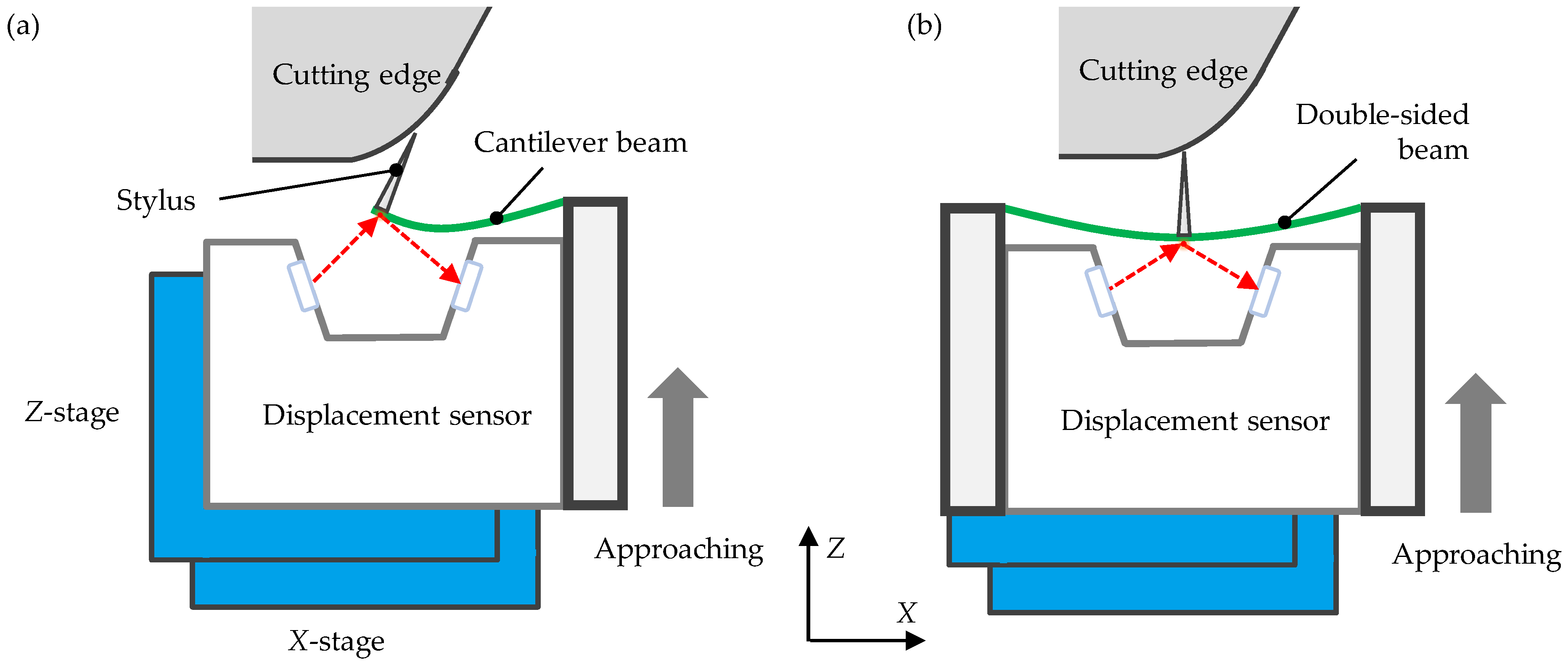
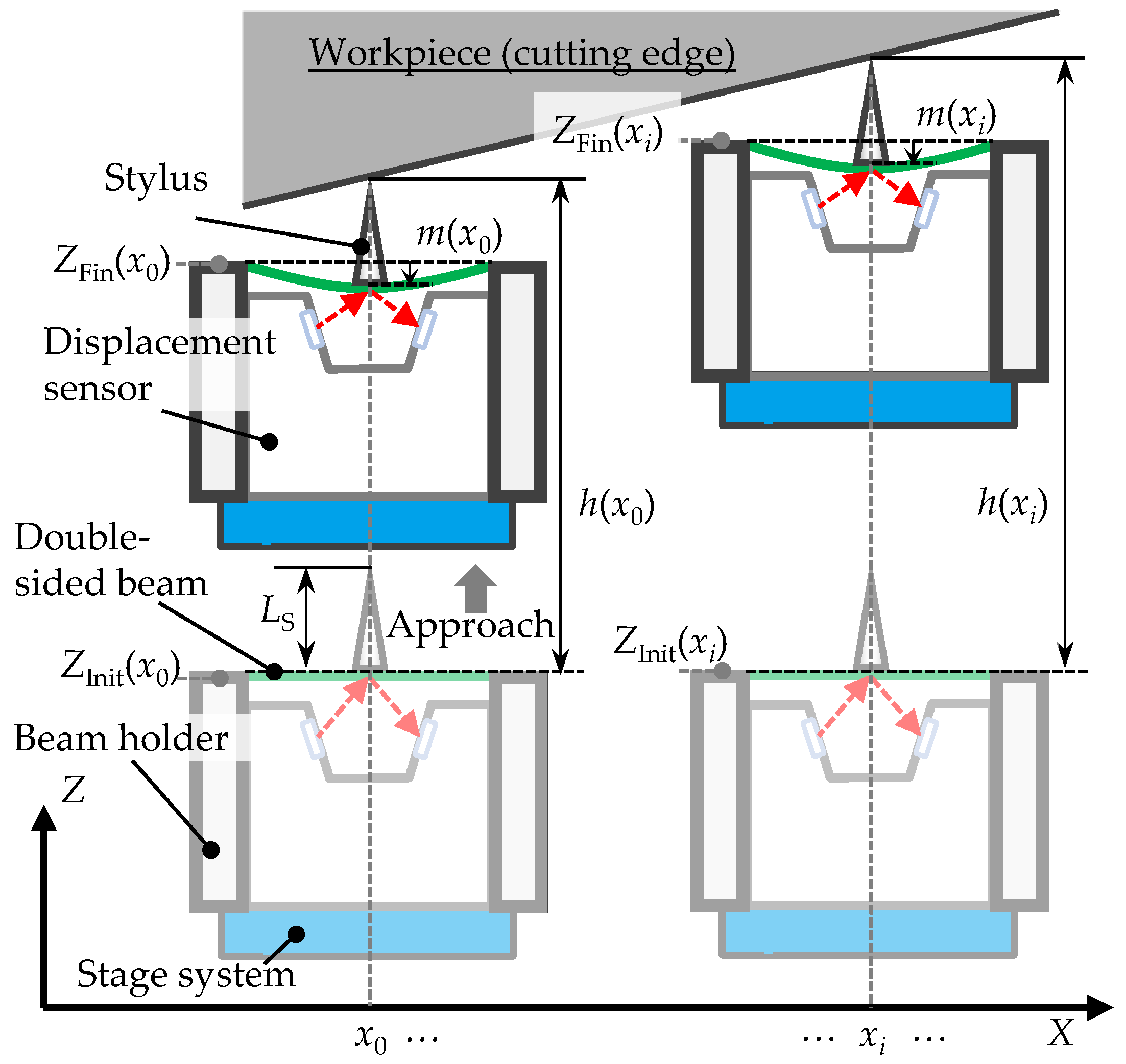
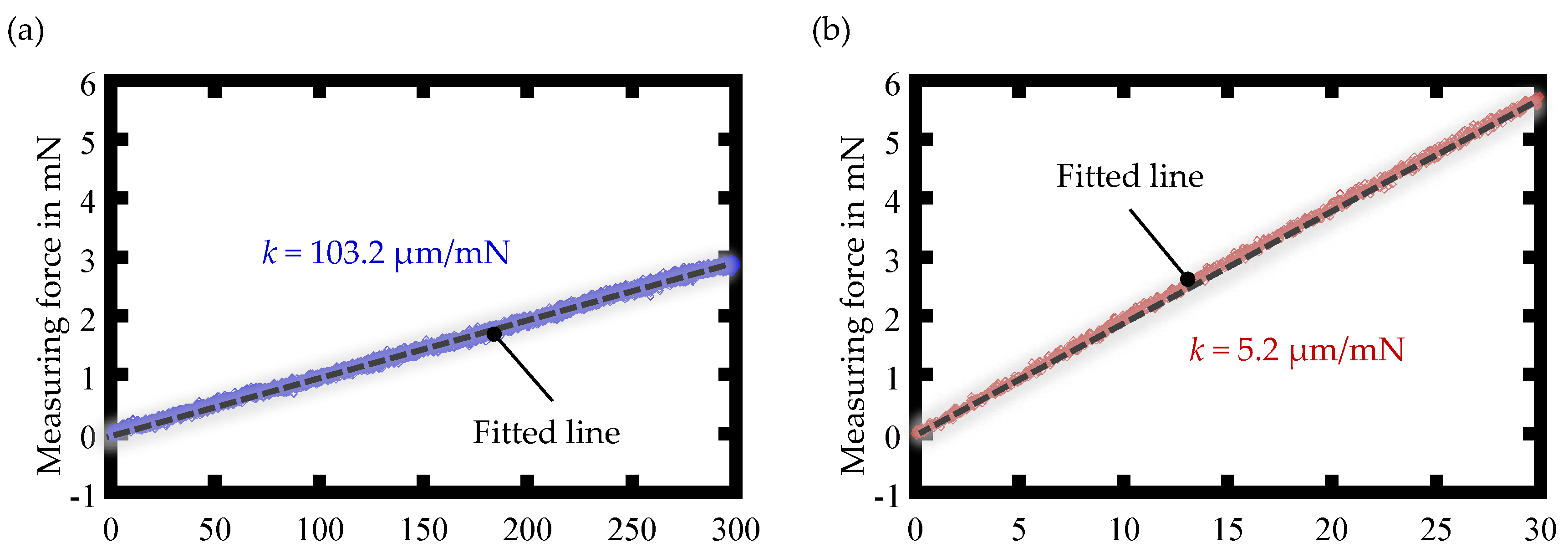
2.1. Principle of the Beam-Based Profilers
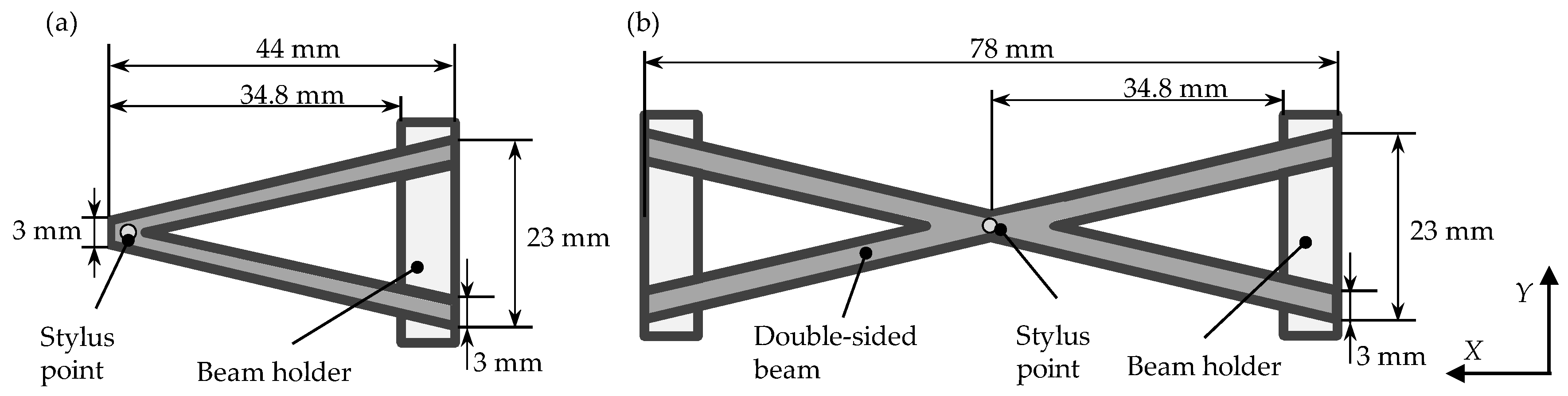
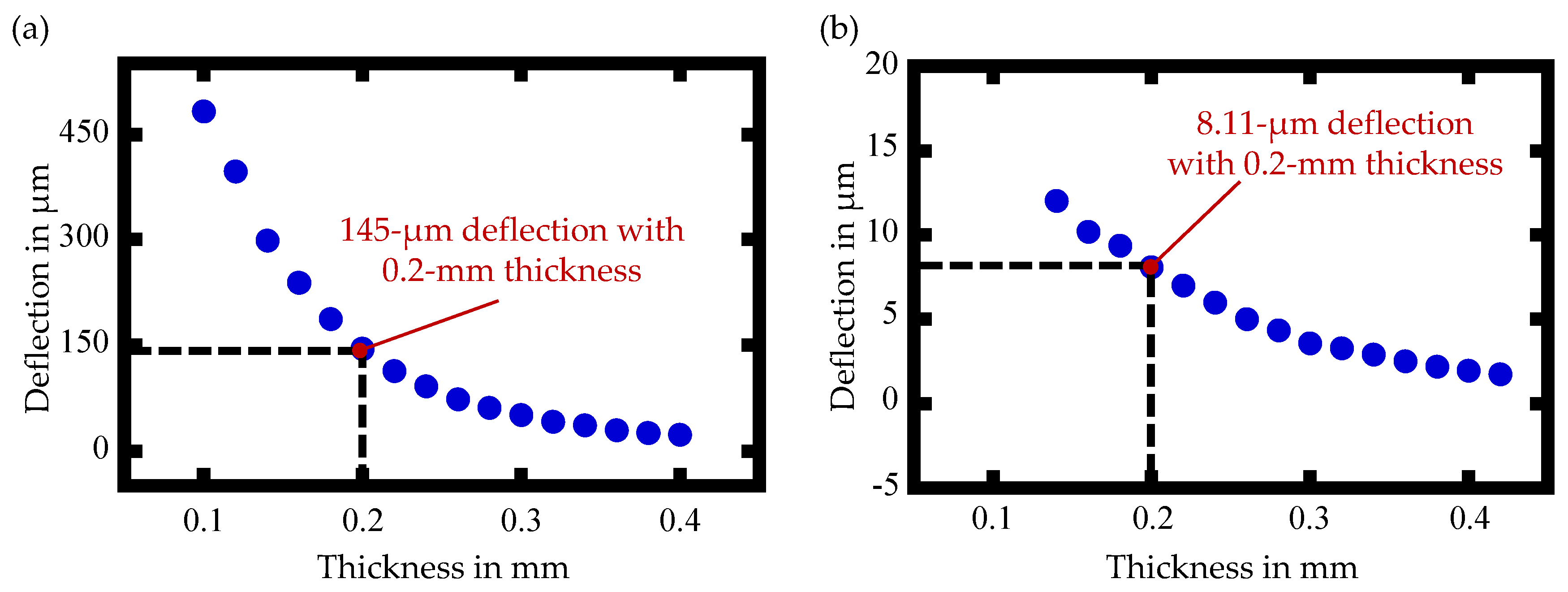
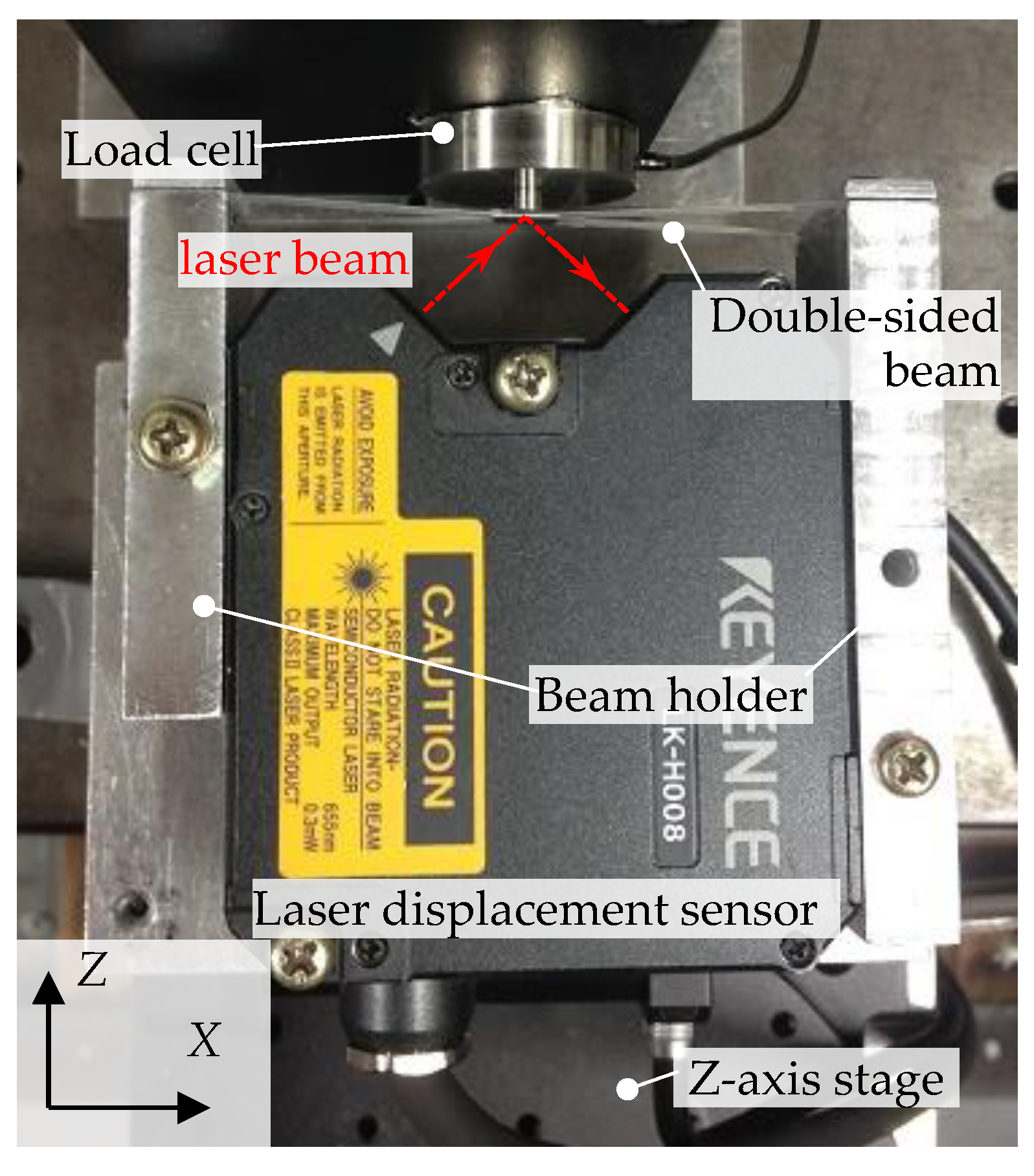
2.2. Construction of the Profilers
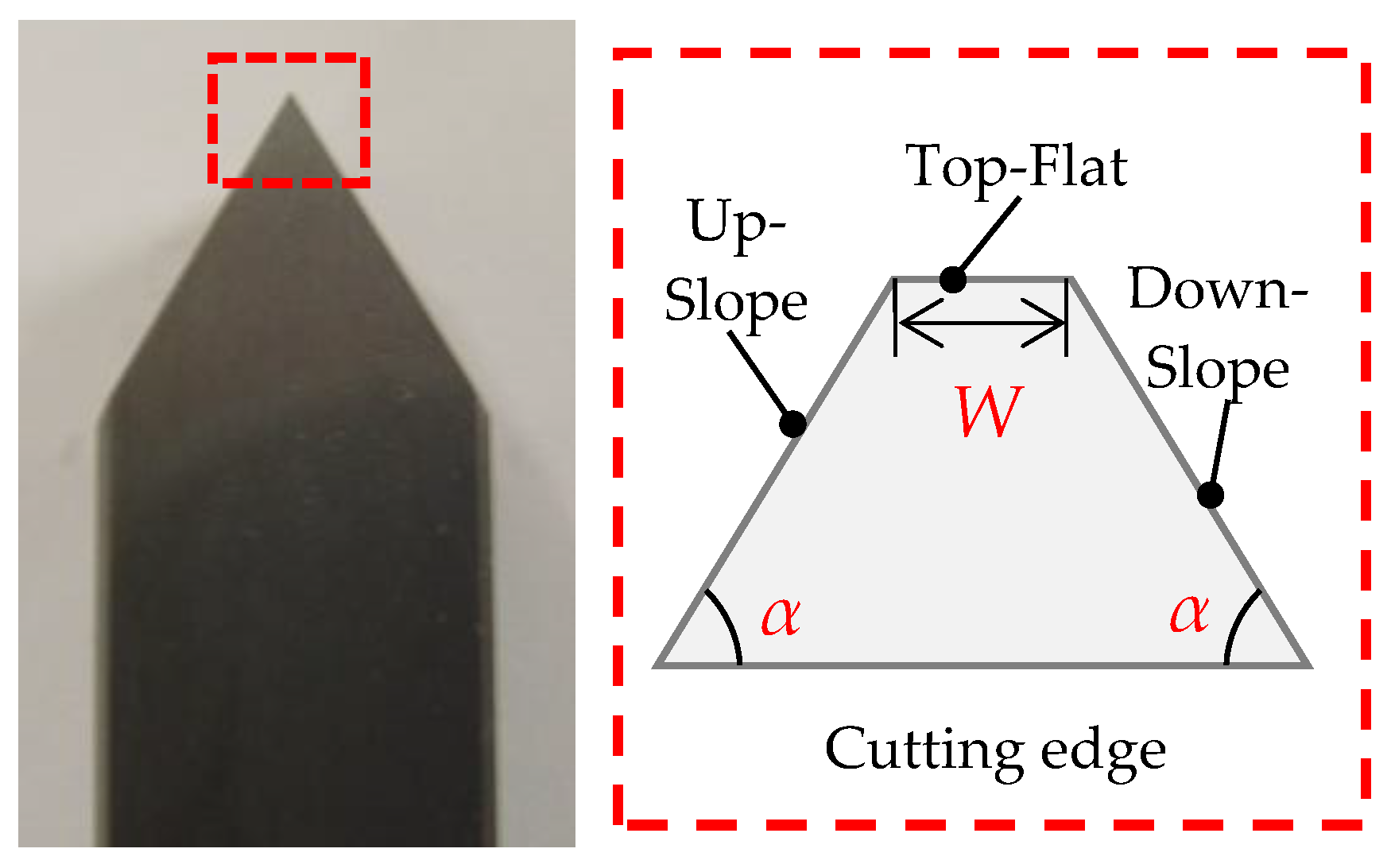
3. Measurement of the Micro Edge Profile of a Cutting Tool
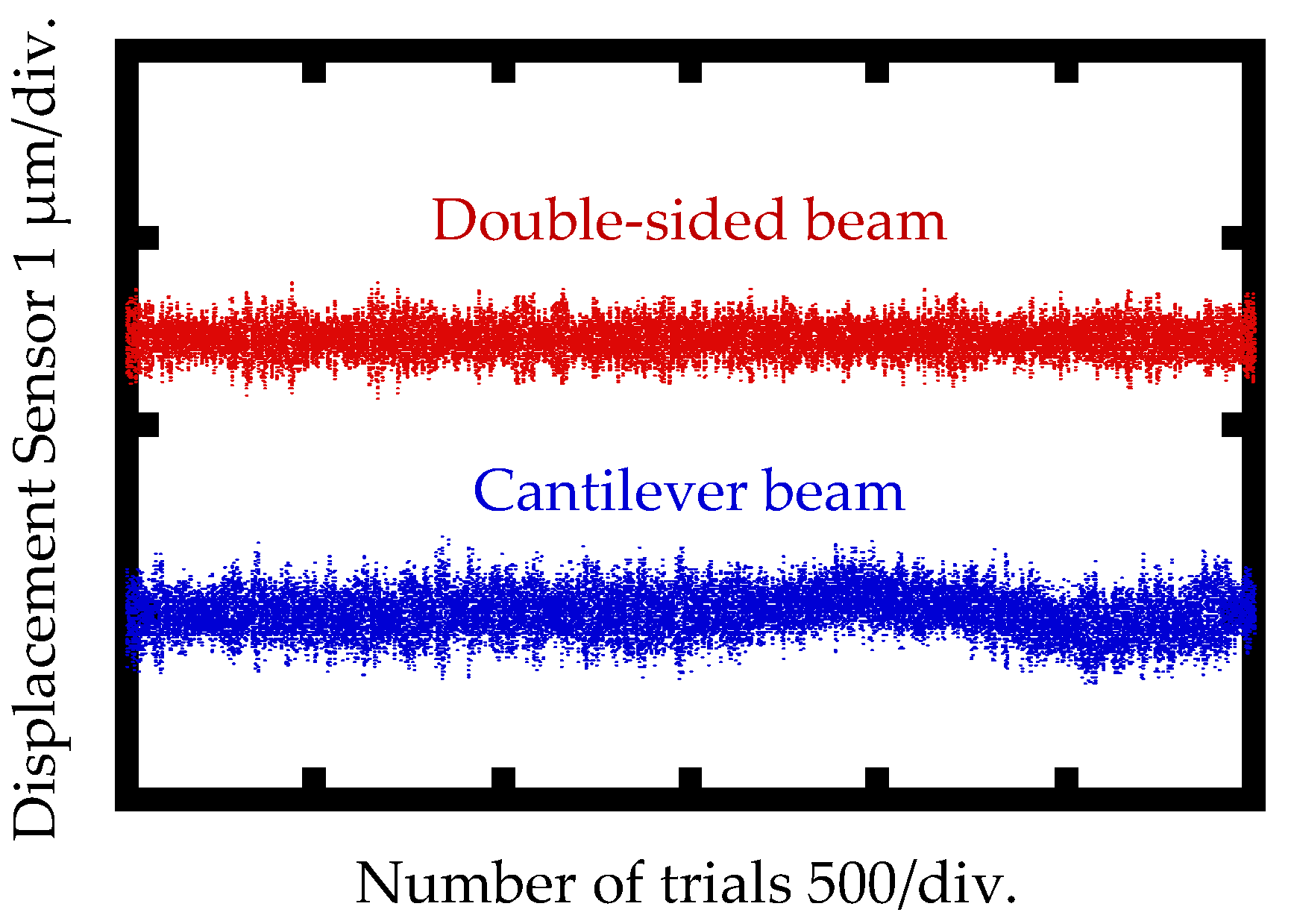
4. Measurement Uncertainty Analysis
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Krebs, F.C.; Fyenbo, J.; Jorgensen, M. Product integration of compact roll-to-roll processed polymer solar cell modules: Methods and manufacture using flexographic printing, slot-die coating and rotary screen printing. J. Mater. Chem. 2010, 20, 8994–9001. [Google Scholar] [CrossRef]
- Chen, J.; Liu, H.; Huang, Y.; Yin, Z. High-rate roll-to-roll stack and lamination of multilayer structured membrane electrode assembly. J. Manuf. Process. 2016, 23, 175–182. [Google Scholar] [CrossRef]
- Masuzawa, T. State of the art of micromachining. CIRP Ann. Manuf. Technol. 2000, 49, 473–488. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann. Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Gao, W.; Guo, Y.B.; Byrne, G.; Hansen, H.N. Nanomanufacturing-Perspective and applications. CIRP Ann. Manuf. Technol. 2017, 66, 683–705. [Google Scholar] [CrossRef] [Green Version]
- Yin, S.; Ohmori, H.; Dai, Y.; Uehara, Y.; Chen, F.; Tang, H. ELID grinding characteristics of glass-ceramic materials. Int. J. Mach. Tools Manuf. 2009, 49, 333–338. [Google Scholar] [CrossRef]
- Kim, S.W.; Lee, D.W.; Kang, M.C.; Kim, J.S. Evaluation of machinability by cutting environments in high-speed milling of difficult-to-cut materials. J. Mater. Process. Technol. 2001, 111, 256–260. [Google Scholar] [CrossRef]
- Gao, W.; Haitjema, H.; Fang, F.Z.; Leach, R.K.; Cheung, C.F.; Savio, E.; Linares, J.M. On-machine and in-process surface metrology for precision manufacturing. CIRP Ann. Manuf. Technol. 2019, 68, 843–866. [Google Scholar] [CrossRef] [Green Version]
- Savio, E.; De Chiffre, L.; Schmitt, R. Metrology of freeform shaped parts. CIRP Ann. Manuf. Technol. 2007, 56, 810–835. [Google Scholar] [CrossRef]
- Gao, W.; Tano, M.; Sato, S.; Kiyono, S. On-machine measurement of a cylindrical surface with sinusoidal micro-structures by an optical slope sensor. Precis. Eng. 2006, 30, 274–279. [Google Scholar] [CrossRef]
- Gao, W.; Araki, T.; Kiyono, S.; Okazaki, Y.; Yamanaka, M. Precision nano-fabrication and evaluation of a large area sinusoidal grid surface for a surface encoder. Precis. Eng. 2003, 27, 289–298. [Google Scholar] [CrossRef]
- Santoso, T.; Syam, W.P.; Darukumalli, S.; Cai, Y.; Helmli, F.; Luo, X.; Leach, R. On-machine focus variation measurement for micro-scale hybrid surface texture machining. Int. J. Adv. Manuf. Technol. 2020, 109, 2353–2364. [Google Scholar] [CrossRef]
- Nishikawa, S.; Ohno, K.; Mori, M.; Fujishima, M. Non-contact type on-machine measurement system for turbine blade. Procedia Cirp. 2014, 24, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Li, D.; Jiang, X.; Tong, Z.; Blunt, L. Development and application of interferometric on-machine surface measurement for ultraprecision turning process. J. Manuf. Sci. Eng. 2019, 141, 014502. [Google Scholar] [CrossRef] [Green Version]
- Quinsat, Y.; Tournier, C. In situ non-contact measurements of surface roughness. Precis. Eng. 2012, 36, 97–103. [Google Scholar] [CrossRef] [Green Version]
- Zou, X.; Zhao, X.; Li, G.; Li, Z.; Sun, T. Non-contact on-machine measurement using a chromatic confocal probe for an ultra-precision turning machine. Int. J. Adv. Manuf. Technol. 2017, 90, 2163–2172. [Google Scholar] [CrossRef]
- Li, D.; Cheung, C.F.; Ren, M.; Whitehouse, D.; Zhao, X. Disparity pattern-based autostereoscopic 3D metrology system for in situ measurement of microstructured surfaces. Opt. Lett. 2015, 40, 5271–5274. [Google Scholar] [CrossRef]
- Zhu, Y.; Na, J.; Pan, W.; Zhi, Y. Discussions on on-machine measurement of aspheric lens-mold surface. Optik 2013, 124, 4406–4411. [Google Scholar] [CrossRef]
- Gao, Y.; Huang, X.; Zhang, Y. An in-process form error measurement system for precision machining. Meas. Sci. Technol. 2010, 21, 054001. [Google Scholar] [CrossRef]
- Hocken, R.J.; Chakraborty, N.; Brown, C. Optical metrology of surfaces. CIRP Ann. Manuf. Technol. 2005, 54, 169–183. [Google Scholar] [CrossRef]
- Gao, W.; Kim, S.W.; Bosse, H.; Haitjema, H.; Chen, Y.L.; Lu, X.D.; Knapp, W.; Weckenmann, A.; Estler, W.T.; Kunzmann, H. Measurement technologies for precision positioning. CIRP Ann. Manuf. Technol. 2015, 64, 773–796. [Google Scholar] [CrossRef]
- Dong, Z.; Cheng, H.; Ye, X.; Tam, H.Y. Developing on-machine 3D profile measurement for deterministic fabrication of aspheric mirrors. Appl. Opt. 2014, 53, 4997–5007. [Google Scholar] [CrossRef] [PubMed]
- Poon, C.Y.; Bhushan, B. Comparison of surface roughness measurements by stylus profiler, AFM and non-contact optical profiler. Wear 1995, 190, 76–88. [Google Scholar] [CrossRef]
- Gao, W.; Aoki, J.; Ju, B.F.; Kiyono, S. Surface profile measurement of a sinusoidal grid using an atomic force microscope on a diamond turning machine. Precis. Eng. 2007, 31, 304–309. [Google Scholar] [CrossRef]
- Malshe, A.P.; Rajurkar, K.P.; Virwani, K.R.; Taylor, C.R.; Bourell, D.L.; Levy, G.; Sundaram, M.M.; McGeough, J.A.; Kalyanasundaram, V.; Samant, A.N. Tip-based nanomanufacturing by electrical, chemical, mechanical and thermal processes. CIRP Ann. Manuf. Technol. 2010, 59, 628–651. [Google Scholar] [CrossRef]
- Gao, W.; Motoki, T.; Kiyono, S. Nanometer edge profile measurement of diamond cutting tools by atomic force microscope with optical alignment sensor. Precis. Eng. 2006, 30, 396–405. [Google Scholar] [CrossRef]
- Gao, W.; Asai, T.; Arai, Y. Precision and fast measurement of 3D cutting edge profiles of single point diamond micro-tools. CIRP Ann. Manuf. Technol. 2009, 58, 451–454. [Google Scholar] [CrossRef]
- Chen, Y.L.; Cai, Y.; Shimizu, Y.; Ito, S.; Gao, W.; Ju, B.F. On-machine measurement of microtool wear and cutting edge chipping by using a diamond edge artifact. Precis. Eng. 2016, 43, 462–467. [Google Scholar] [CrossRef]
- Chen, Y.L.; Shimizu, Y.; Cai, Y.; Wang, S.; Ito, S.; Ju, B.F.; Gao, W. Self-evaluation of the cutting edge contour of a microdiamond tool with a force sensor integrated fast tool servo on an ultra-precision lathe. Int. J. Adv. Manuf. Technol. 2015, 77, 2257–2267. [Google Scholar] [CrossRef]
- Chen, Y.L.; Cai, Y.; Xu, M.; Shimizu, Y.; Ito, S.; Gao, W. An edge reversal method for precision measurement of cutting edge radius of single point diamond tools. Precis. Eng. 2017, 50, 380–387. [Google Scholar] [CrossRef]
- Matsukuma, H.; Wen, B.; Osawa, S.; Sekine, S.; Shimizu, Y.; Gao, W. Design and construction of a low-force stylus probe for on-machine tool cutting edge measurement. Nanomanufacturing Metrol. 2020, 3, 282–291. [Google Scholar] [CrossRef]
- Wen, B.; Shimizu, Y.; Watanabe, Y.; Matsukuma, H.; Gao, W. On-machine profile measurement of a micro cutting edge by using a contact-type compact probe unit. Precis. Eng. 2020, 65, 230–239. [Google Scholar] [CrossRef]
- Gao, W. Surface Metrology for Micro- and Nanofabrication; Elsevier: Amsterdam, The Netherlands, 2020; ISBN 9780128178508. [Google Scholar]
- Joint Committee for Guides in Metrology. Evaluation of Measurement Data—Guide to the Expression of Uncertainty in Measurement; ISO: Geneva, Switzerland, 2008. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source of Uncertainty | Symbol | Type | Standard Uncertainty μm | |
|---|---|---|---|---|
| Cantilever Beam | Double-Sided Beam | |||
| Repeatability of the probing | uZ_Probing | A | 0.7307 | 0.0579 |
| Resolution of the Z-directional positioning | uZ_Resolution | B | 1.992 × 10−3 | 1.992 × 10−3 |
| Calibration error of the X-axis | uCalibration_X | A | 0.100 | 0.100 |
| Calibration error of the Z-axis | uCalibration_Z | A | 0.0577 | 0.0577 |
| Linear error motion of the positioning system about the X-axis | uX_Linear | A | 1.000 | 1.000 |
| Linear error motion of the positioning system about the Z-axis | uZ_Linear | A | 0.577 | 0.577 |
| Resolution of the laser displacement sensor | um_Resolution | B | 0.289 × 10−3 | 0.289 × 10−3 |
| Misalignment of the laser displacement sensor | um_Alignment | B | 0.044 × 10−3 | 0.044 × 10−3 |
| Angular error motion of the positioning system about the X-axis | uX_Angle | A | 0.862 × 10−6 | 0.862 × 10−6 |
| Angular error motion of the positioning system about the Z-axis | uZ_Angle | A | 0.862 × 10−6 | 0.862 × 10−6 |
| Squareness error of the positioning system about the X-axis | uX_Squareness | B | 0.025 | 0.025 |
| Squareness error of the positioning system about the Z-axis | uZ_Squareness | B | 7.182 × 10−6 | 7.182 × 10−6 |
| Combined uncertainty | uc | 1.371 | 1.162 | |
| Expanded uncertainty | U = kuc | k = 2 | 2.74 | 2.32 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, B.; Sekine, S.; Osawa, S.; Shimizu, Y.; Matsukuma, H.; Archenti, A.; Gao, W. A Comparison of the Probes with a Cantilever Beam and a Double-Sided Beam in the Tool Edge Profiler for On-Machine Measurement of a Precision Cutting Tool. Machines 2021, 9, 271. https://doi.org/10.3390/machines9110271
Wen B, Sekine S, Osawa S, Shimizu Y, Matsukuma H, Archenti A, Gao W. A Comparison of the Probes with a Cantilever Beam and a Double-Sided Beam in the Tool Edge Profiler for On-Machine Measurement of a Precision Cutting Tool. Machines. 2021; 9(11):271. https://doi.org/10.3390/machines9110271
Chicago/Turabian StyleWen, Bo, Sho Sekine, Shinichi Osawa, Yuki Shimizu, Hiraku Matsukuma, Andreas Archenti, and Wei Gao. 2021. "A Comparison of the Probes with a Cantilever Beam and a Double-Sided Beam in the Tool Edge Profiler for On-Machine Measurement of a Precision Cutting Tool" Machines 9, no. 11: 271. https://doi.org/10.3390/machines9110271
APA StyleWen, B., Sekine, S., Osawa, S., Shimizu, Y., Matsukuma, H., Archenti, A., & Gao, W. (2021). A Comparison of the Probes with a Cantilever Beam and a Double-Sided Beam in the Tool Edge Profiler for On-Machine Measurement of a Precision Cutting Tool. Machines, 9(11), 271. https://doi.org/10.3390/machines9110271