
Research on Thermal Error Modeling of Motorized Spindle Based on BP Neural Network Optimized by Beetle Antennae Search Algorithm


Abstract
:1. Introduction
2. Experiment on Temperature Field and Thermal Error of Motorized Spindle
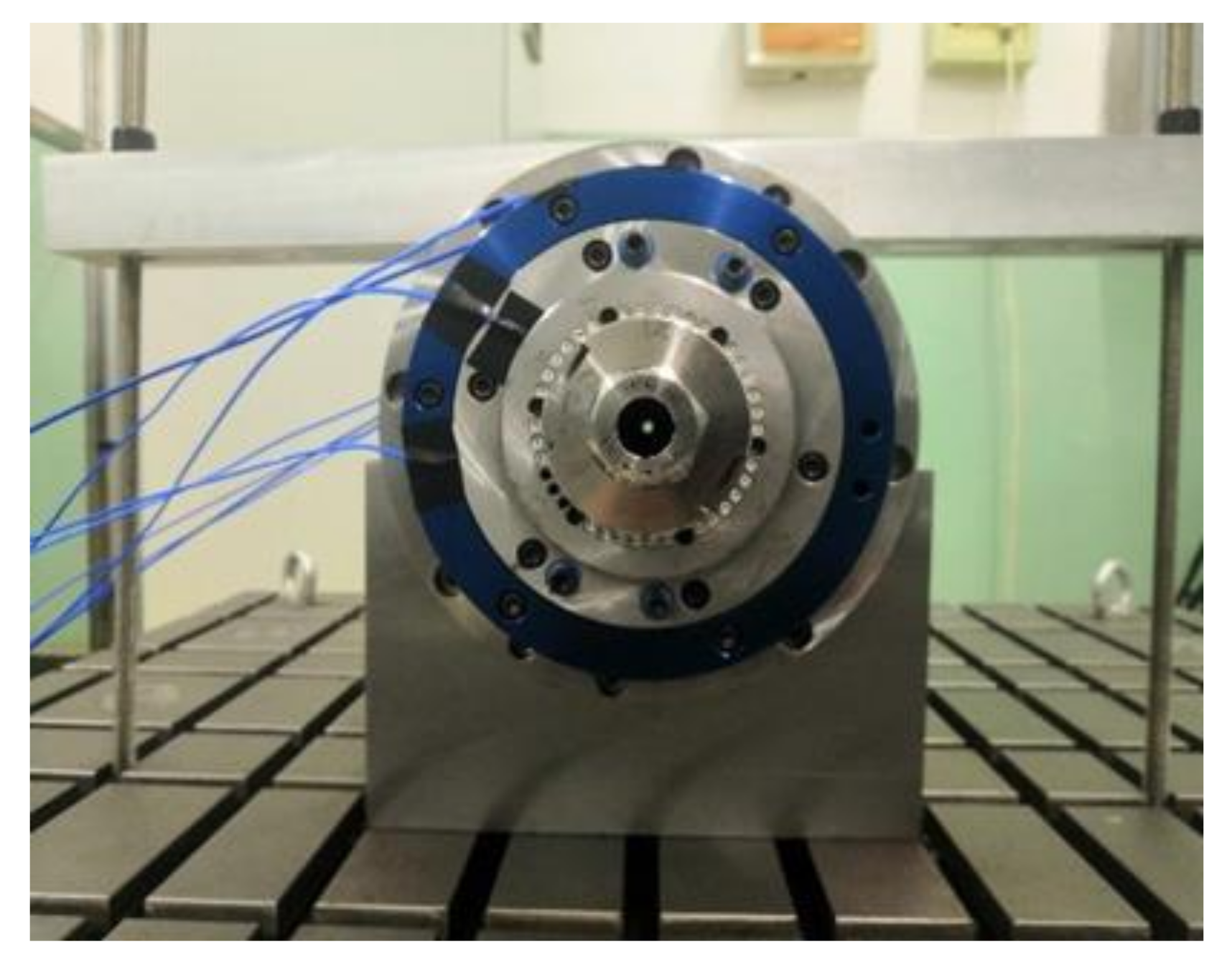
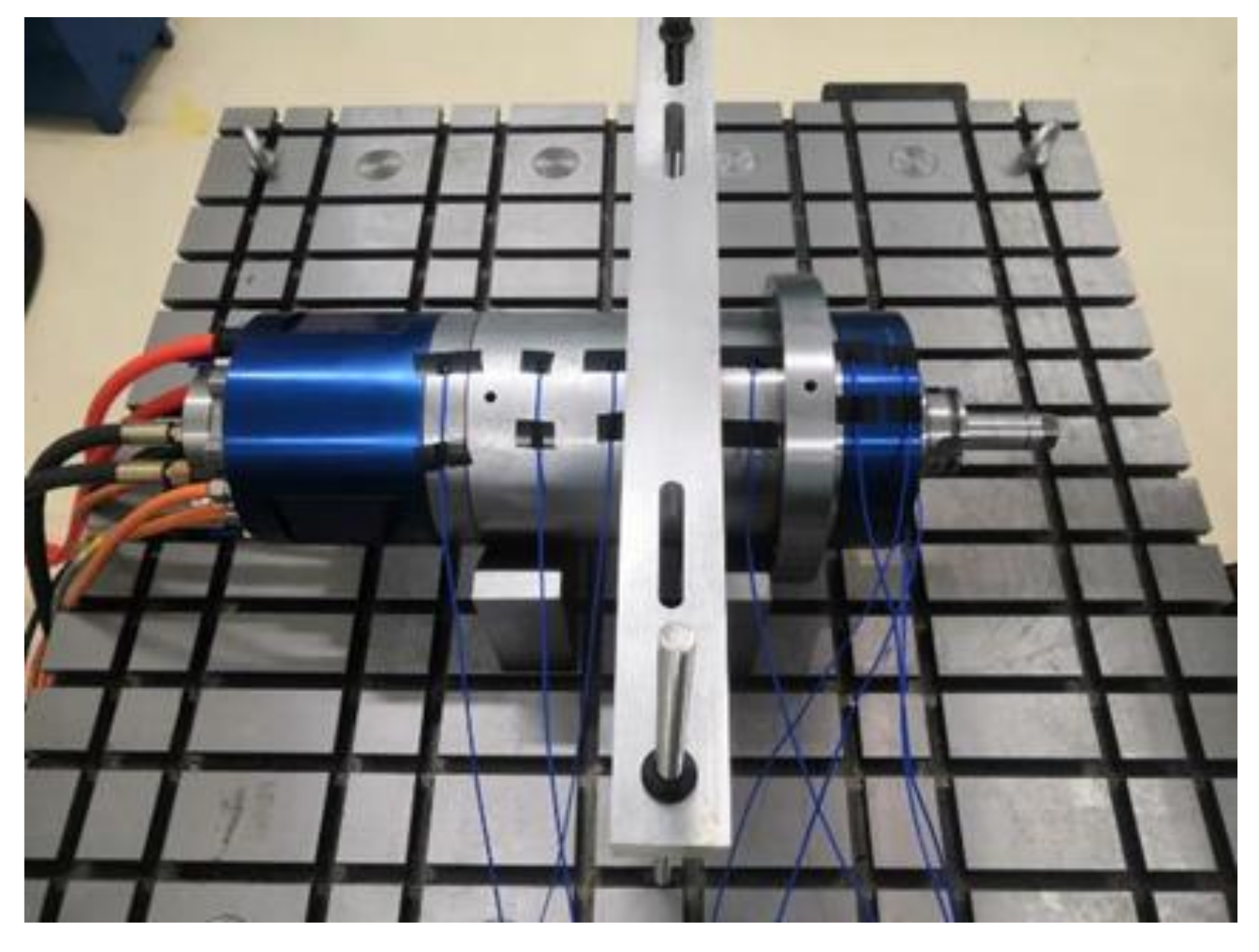
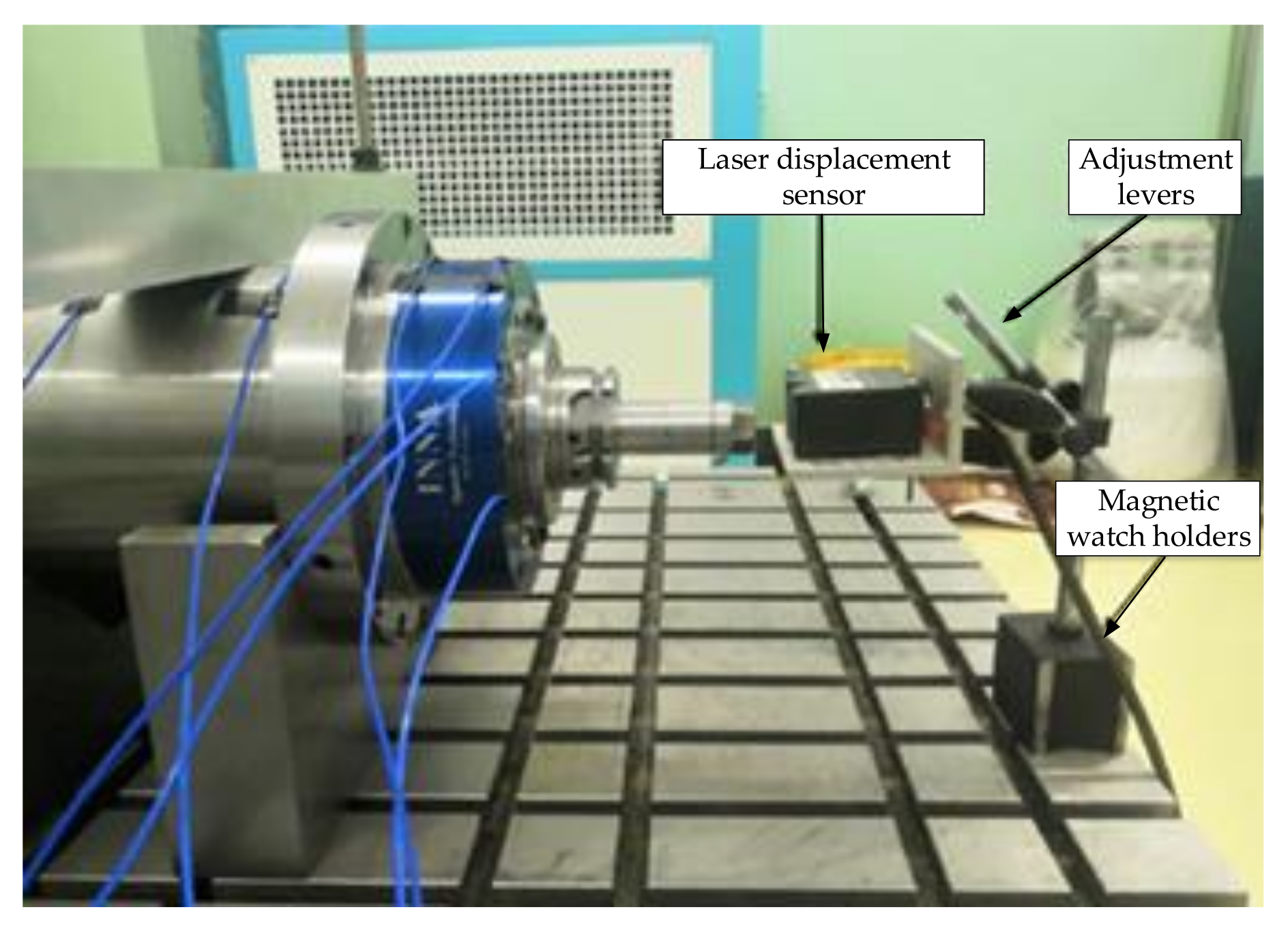
2.1. Experimental Platform Construction
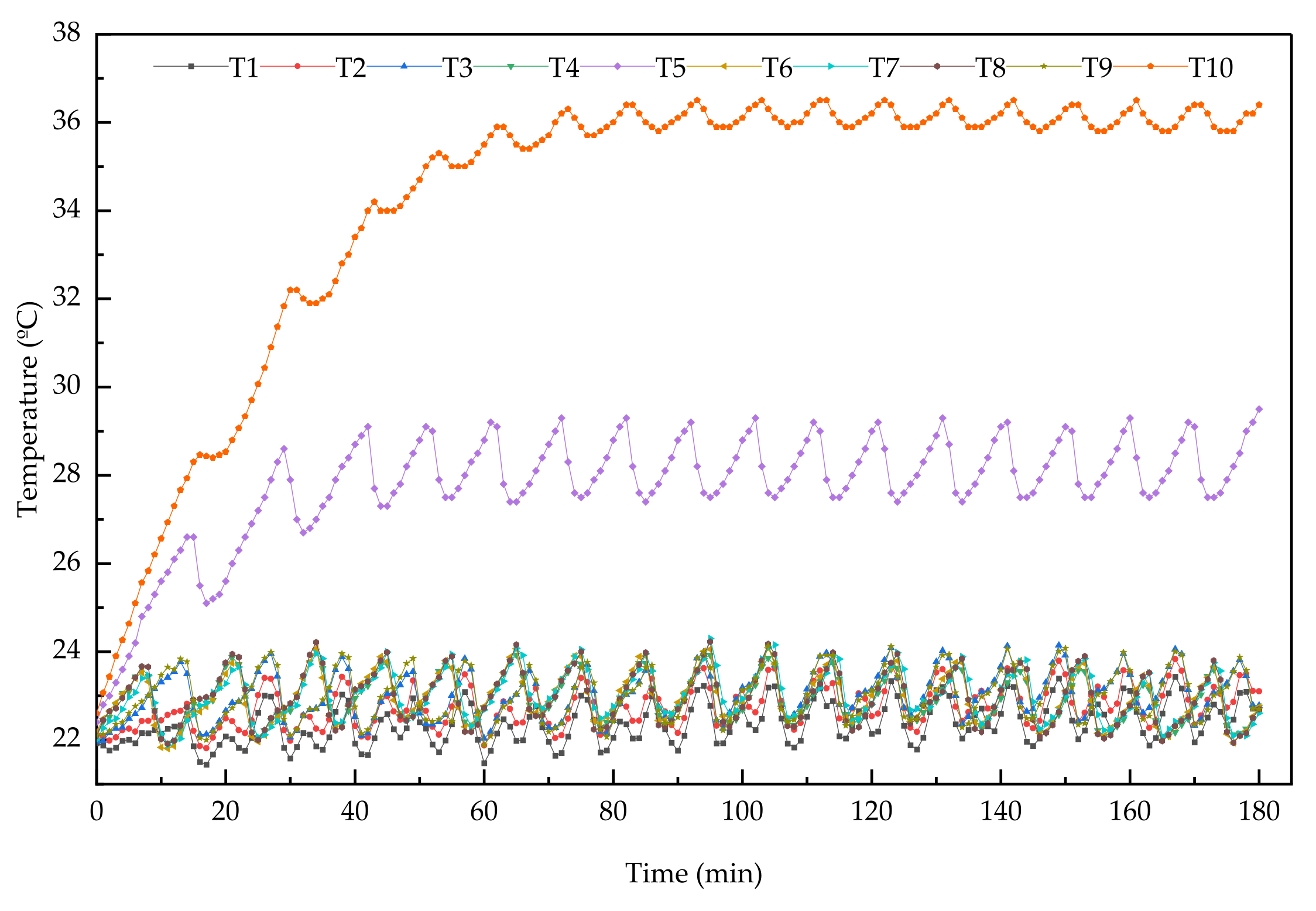
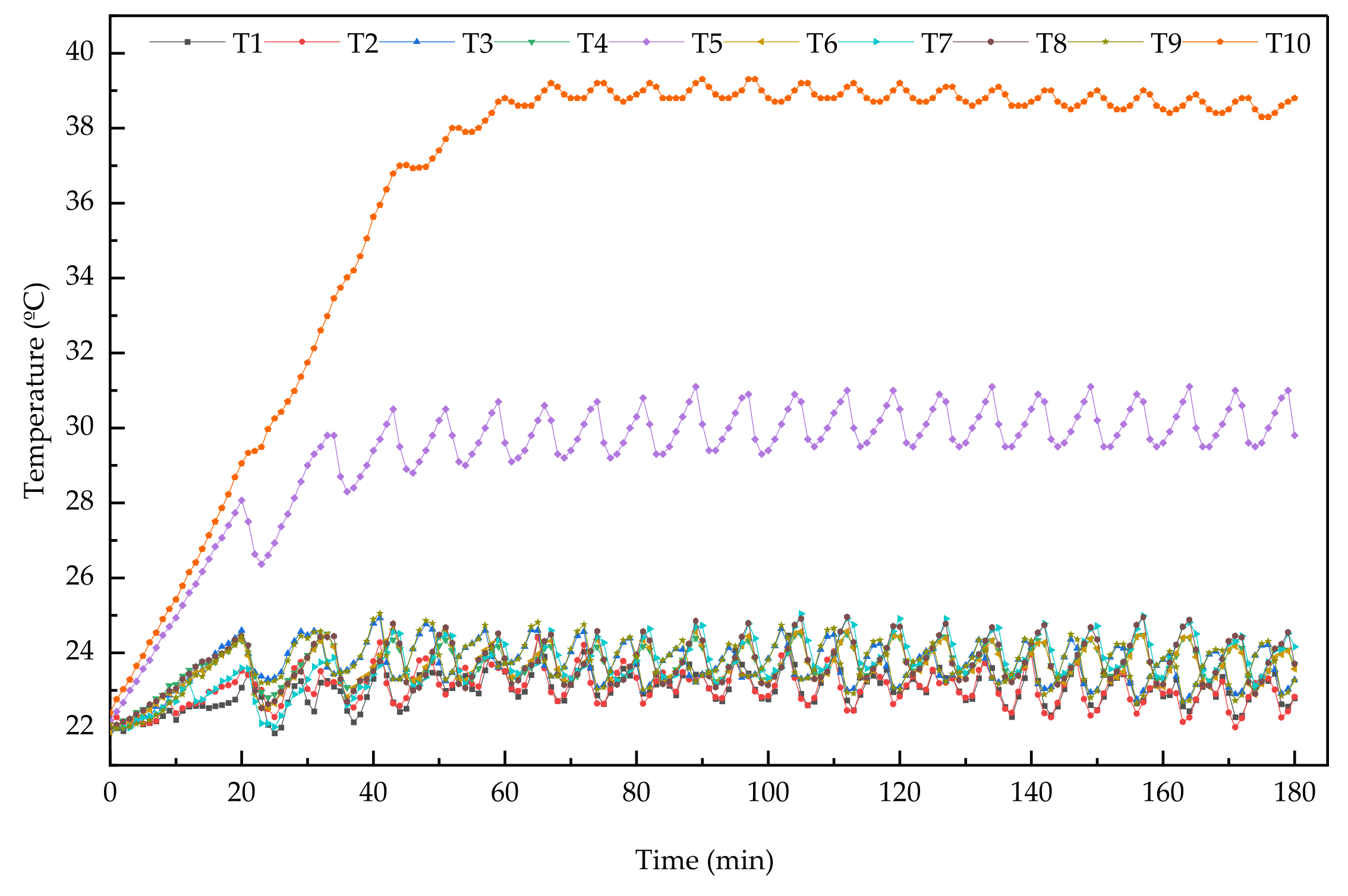
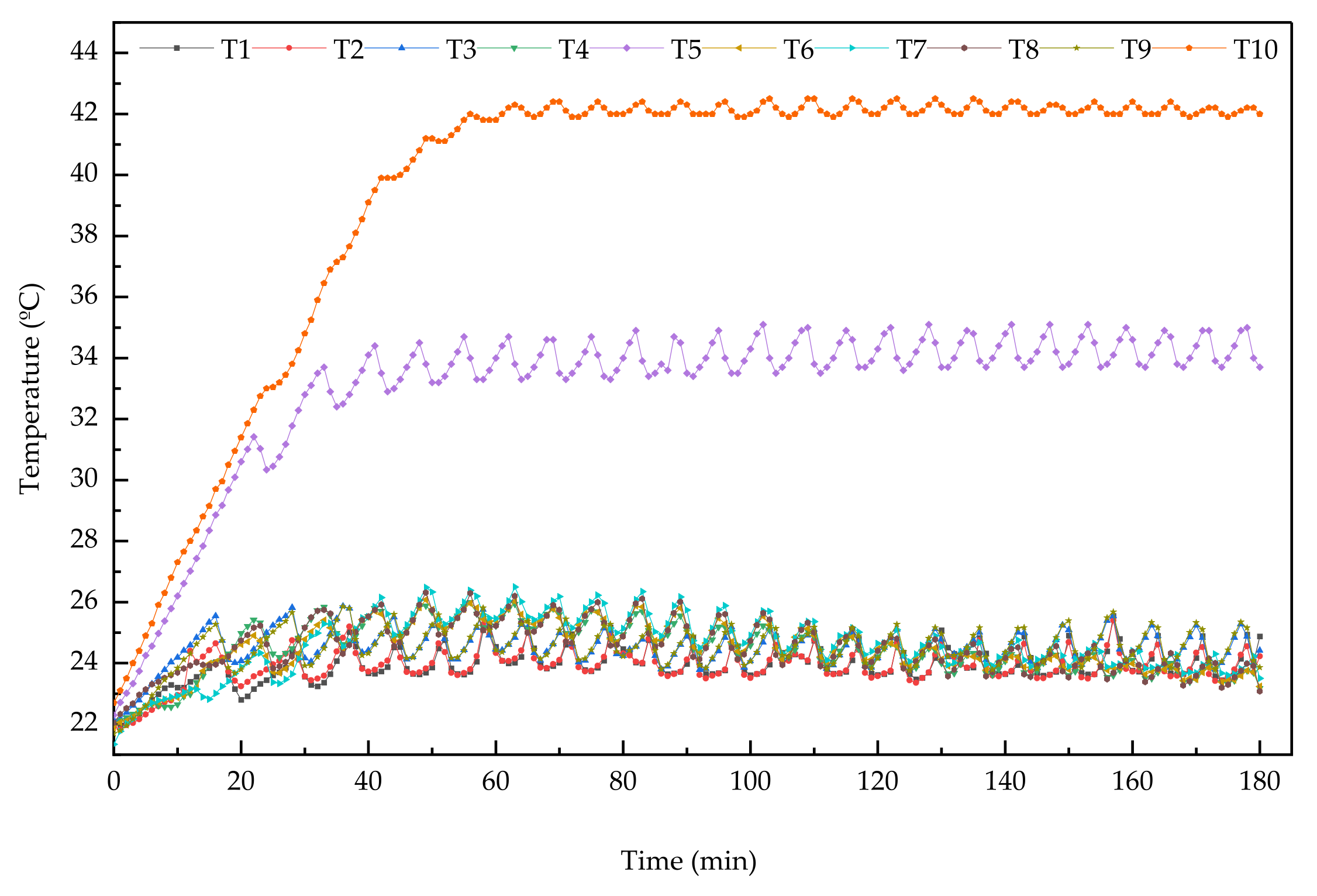
2.2. Analysis of Experimental Results
3. Optimization of Temperature Measuring Point of Motorized Spindle
3.1. Fuzzy Clustering
- (1)
- Determine the category of object. Set X = {x1,x2,...,xn} is the set of n temperature variables. Where, xi = {xi1,xi2,...,xim} (i = 1,2,...,n) is the m observed values of the i temperature variable.
- (2)
- Data normalization. In order to make the data easy to compare, the data normalization method is used to normalize the temperature samples. Mi = max{xi1,xi2,...,xim} is the maximum value of each column of matrix X. Calculate x’ij = xij/Mi (i = 1,2,⋯,n, j = 1,2,⋯,m).
- (3)
- Solve the fuzzy similarity matrix. Fuzzy similarity matrix is established by the correlation coefficient method. The correlation coefficient can be calculated as a Formula (1):
- (4)
- Solve the fuzzy equivalent matrix. Only when the matrix satisfies three conditions of reflexivity, symmetry and transitivity can it be classified reasonably. The fuzzy similarity matrix R is not necessarily transitive. Therefore, the fuzzy similar matrix R should be constructed as a fuzzy equivalent matrix. The transitive closure t(R) of R is found by the flat method. The existence of k after a finite number of operations makes. Let t(R) = R2k (k ≥ 1), t(R) is the fuzzy equivalent matrix.
- (5)
- Fuzzy clustering. According to the fuzzy equivalence matrix t(R), the threshold λ is selected in [0, 1]. Let the element value of Rij > λ be 1, otherwise 0, so as to achieve the purpose of temperature variable classification.
3.2. Grey Relational Analysis
- (1)
- Standardized data. The interval value method is used for dimensionless data, and its calculation is shown in Equation (2):where, x (k) is the temperature data after normalized processing. x(0) (k) is the original data.
- (2)
- Calculate the correlation coefficient. Set the thermal error data as x0 = {x0(k)|k = 1,2,...,m} and the temperature measurement point data as xi = {xi(k)|i = 1,2,...,n; k = 1,2,...,m}. Then the correlation coefficient of x0 to xi at the k point is Equation (3):where, ρ is the resolution coefficient, generally ρ = 0.5. In practical calculation, the ρ value can be adjusted appropriately to improve the resolution.
- (3)
- Find the correlation degree. The correlation between the thermal error series and the temperature measurement point series can be calculated as the average of the correlation coefficients at each moment of the two series. The calculation is shown in Equation (4).
3.3. Selection of Temperature-Sensitive Points
4. Thermal Error Modeling and Validation
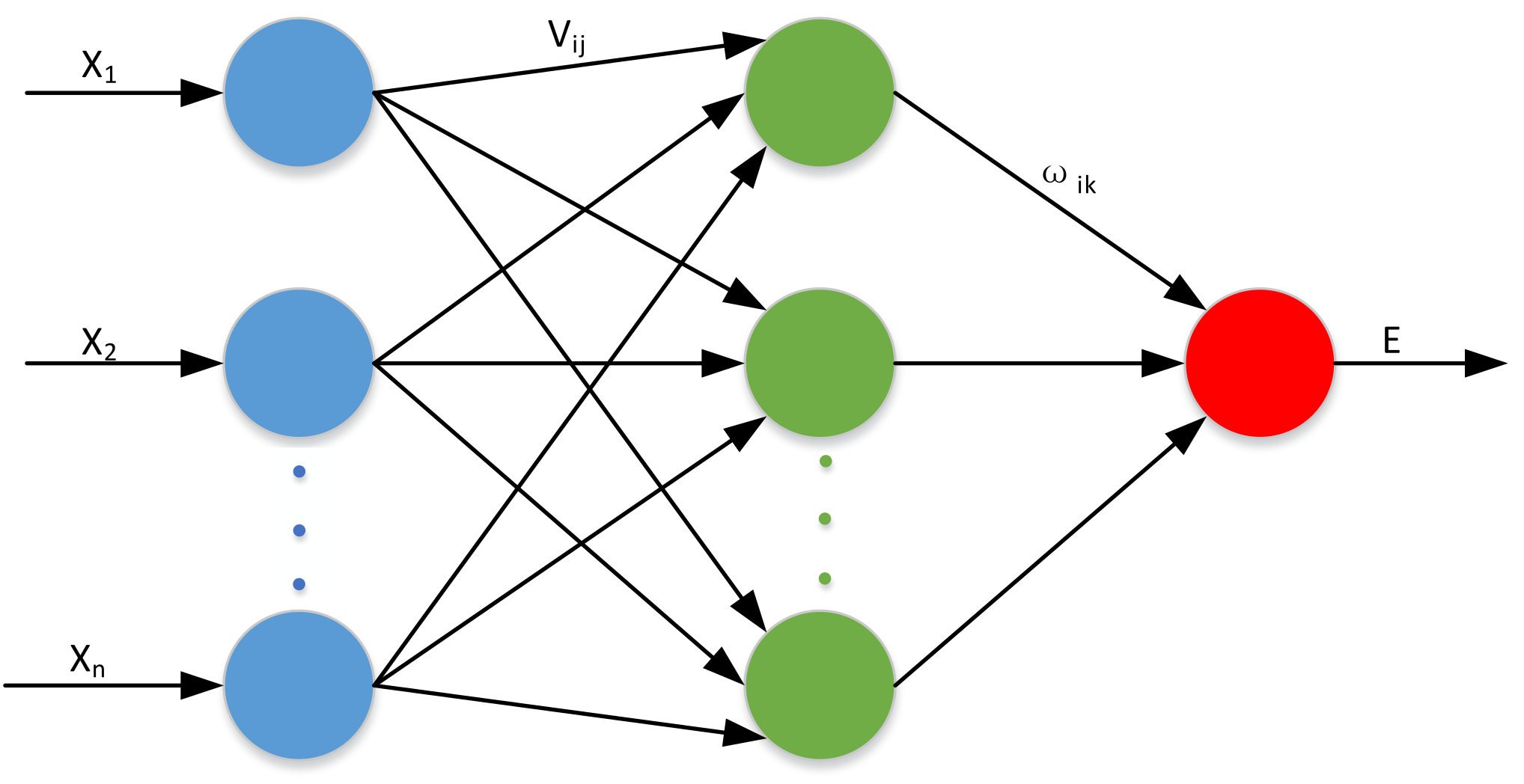
4.1. Construction of BP Neural Network
4.2. Principle of BAS
- (1)
- Create a random vector for Beetle Antennae that gets normalizedwhere, rands() is a random function; k is the spatial dimension.
- (2)
- Create Beetle left and right antennae space coordinateswhere, xrt and xlt represent the position coordinates of the right and left whisker of Longicorn beetle in the t iteration, respectively. xt represents the centroid coordinates of Beetle at the t iteration. d0 represents the distance between the whiskers.
- (3)
- According to the fitness function, that is, the intensity of f(xl) and f(xr), the intensity of left and right beard odor can be judged. F is a fitness function.
- (4)
- Update the position of Beetle iterativelywhere, δt represents the step factor at iteration t. Sign() is a symbolic function.
4.3. BAS-BP Neural Network Model
- (1)
- Determine the structure of the BP network. The BAS-BP model is adopted in this paper. Four nodes in its input layer are temperature-sensitive points T1, T7, T9 and T10. One node in the output layer is the axial thermal error of the motorized spindle. The empirical formula H = (m + n) 1/2 + a is usually used to determine the number of hidden layer nodes. Where, m is the number of nodes at the input layer. N is the number of nodes at the output layer. A is an integer between 1 to 10. According to the number of hidden layer nodes in the range of empirical formulae, training is carried out through a training set. The hidden layer node corresponding to the minimum training error is selected as the optimal number of hidden layer nodes. The initial weights and thresholds of the BP neural network are random in each training, so the number of optimal hidden layer nodes in each training is not fixed.
- (2)
- Initialize beetle parameters. The positions of the left and right antennae of the beetle are Xl and Xr. The initial step δ0 = 25, the number of iterations T = 100.
- (3)
- Determine the fitness function. Beetle assigns weights and thresholds to the network structure. BP neural network is used to train the training set. The root mean square error (MSE) of training data was used as a fitness evaluation function. The fitness function is:where, N is the number of samples in the training set. is the predicted value of the i sample. yi is the actual value of the i sample. Therefore, when the algorithm iteration stops, the position with the minimum fitness function value is the optimal solution.
- (4)
- Initialize Beetle position and calculate its fitness function. It is stored in best X (the best Beetle start position) and best Y (the best fitness function value for the start position).
- (5)
- Update the spatial coordinates of the Beetle antennae, calculate the value of the fitness function between the antennae and compare them. At this time, if the value of the fitness function is better than best Y, update best y and best X. The update of beetle position is to adjust the weights and thresholds of the BP neural network.
- (6)
- Judge whether the fitness function value has reached the set accuracy or the maximum iteration number. If it is full, then step (7). Otherwise, return to step (5) to continue the iteration.
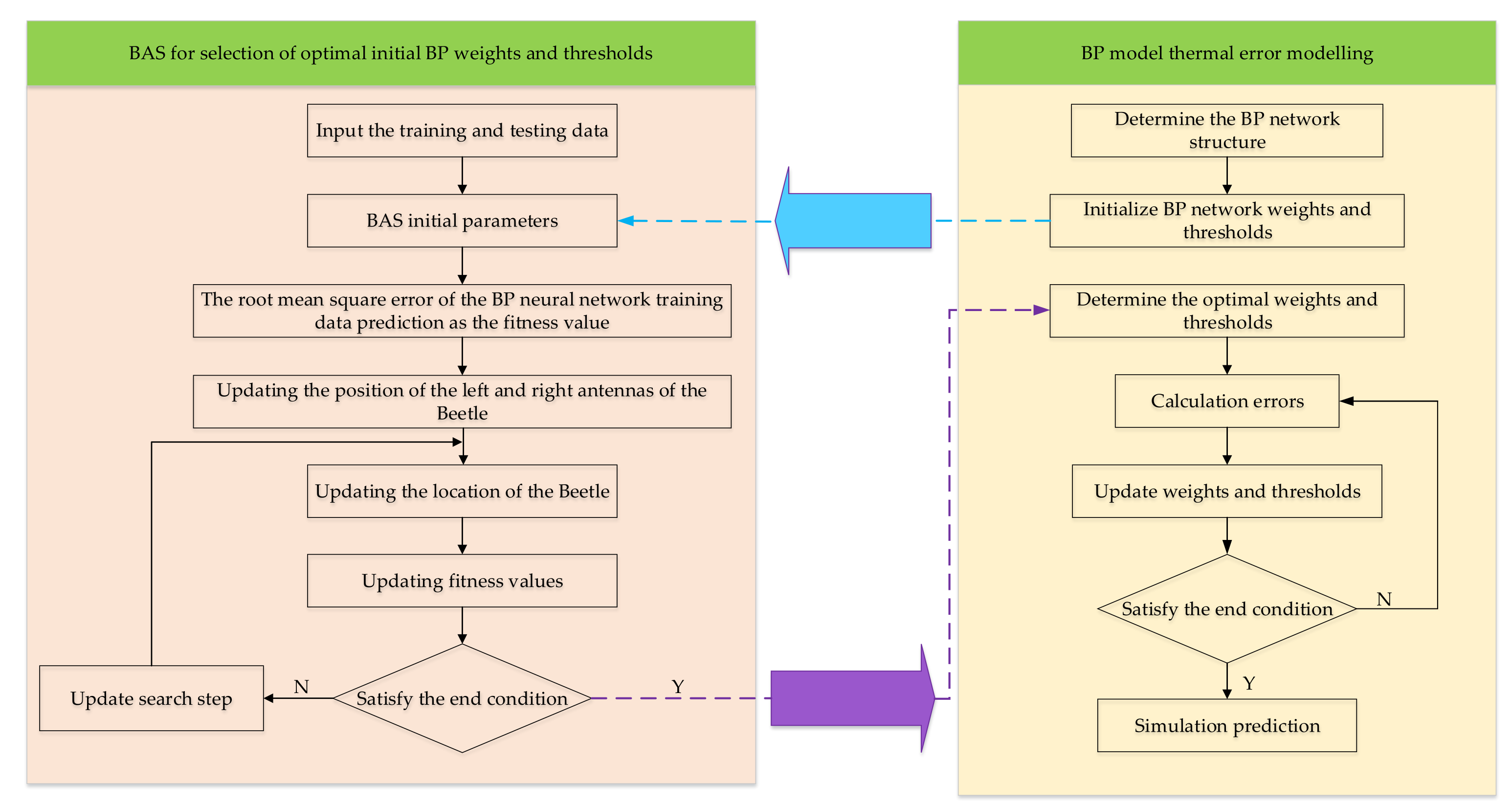
- (7)
- Generate the optimal solution. When the algorithm stops iterating, the solution in best X is the optimal solution for training. That is, the optimal initial weight and threshold of the BP neural network. The optimal solution is put into the BP neural network for secondary training and learning. Finally, the thermal error prediction model of the motorized spindle is formed. Based on the above discussion, the specific process of the BAS-BP regression prediction model is given, as shown in Figure 10.
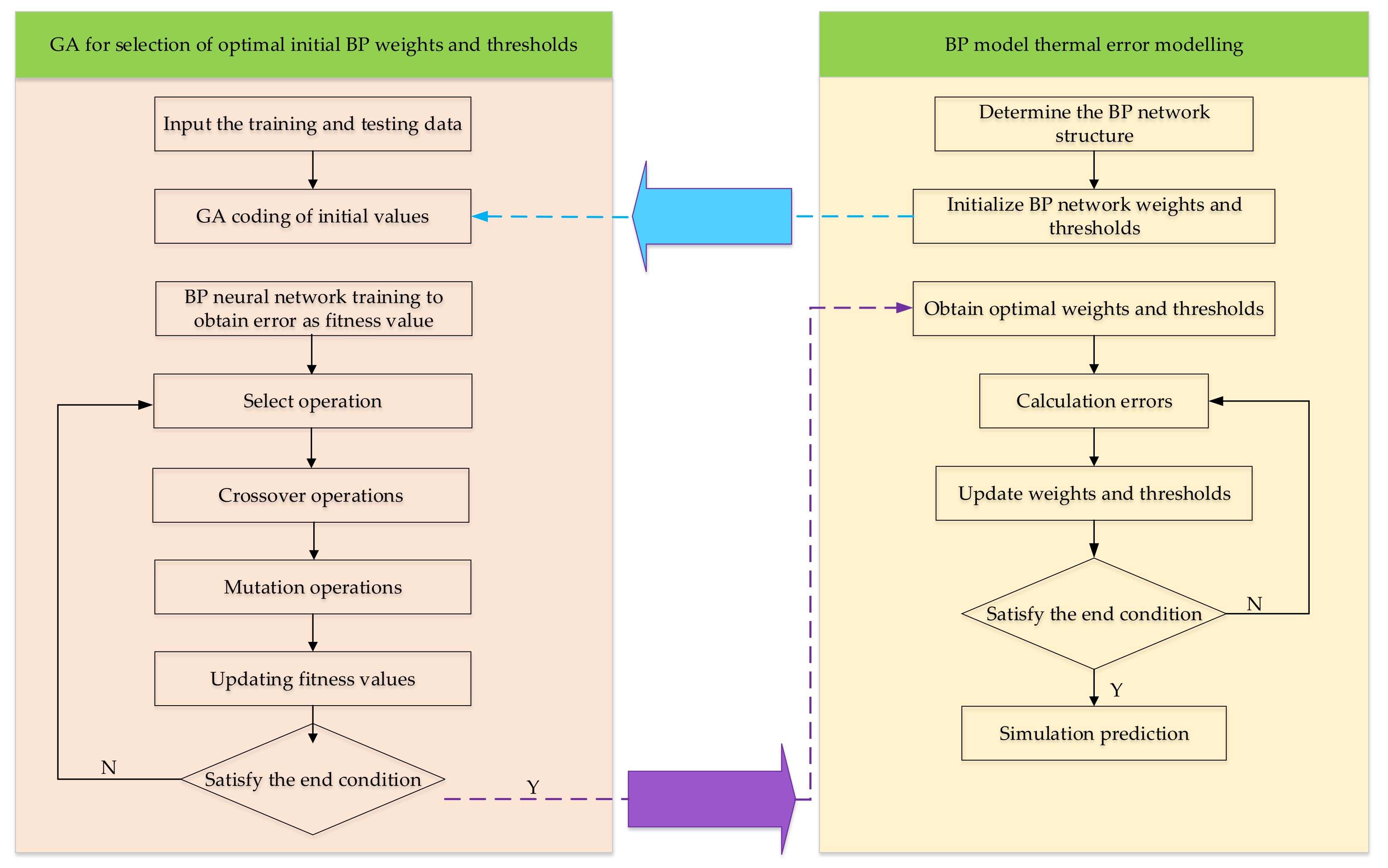
4.4. GA-BP Neural Network Model
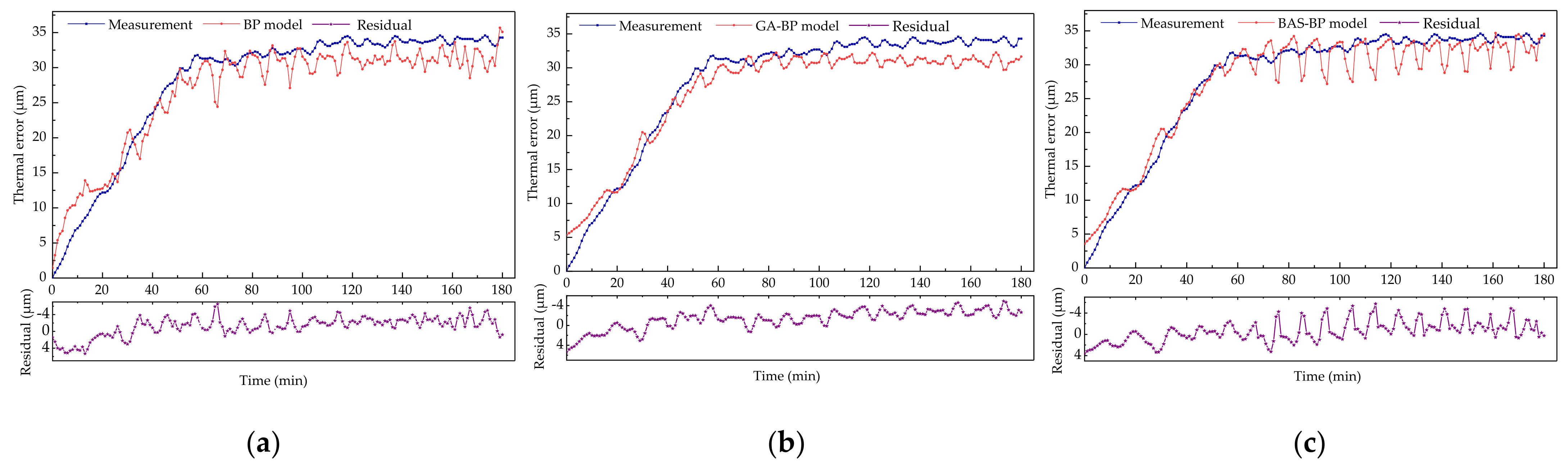
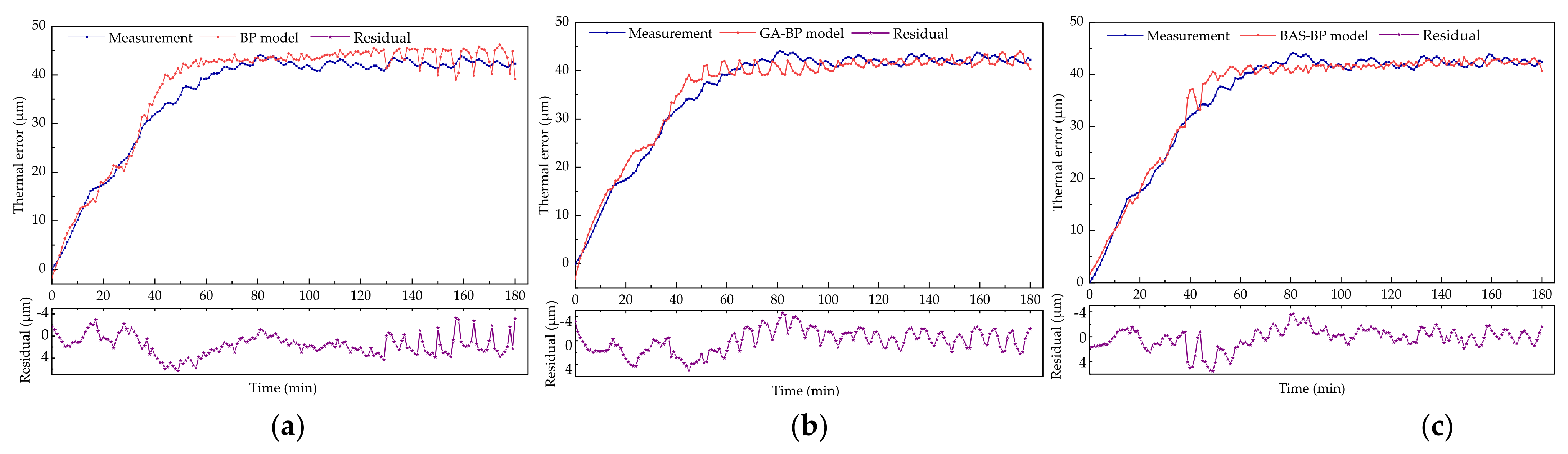
4.5. Verification and Comparison of Thermal Error Models
5. Conclusions
- (1)
- Fuzzy clustering and grey relational analysis were used to optimize the temperature measuring points, which reduced the number of temperature measuring points from 10 to 4, and screened out the temperature-sensitive points, effectively eliminating the co-linearity among temperature variables. It is of great significance to improve the robustness and modeling accuracy of thermal error models.
- (2)
- The weights and thresholds of the BAS optimization BP neural network are used to train the root mean square error of data as the fitness function of BAS. This method effectively avoids the shortcomings of the BP neural network model, such as poor convergence, low prediction accuracy and easy to fall into the local extremum.
- (3)
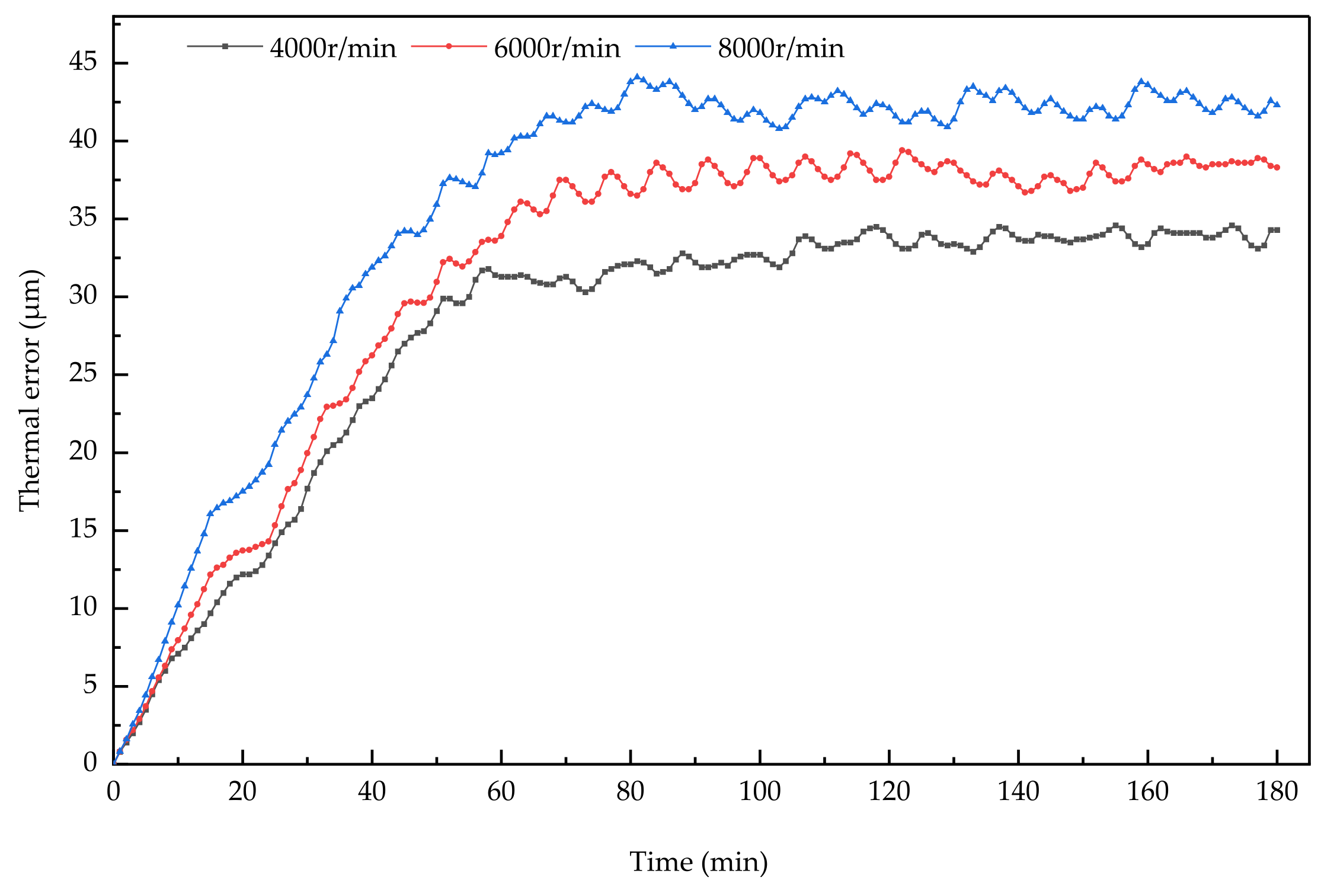
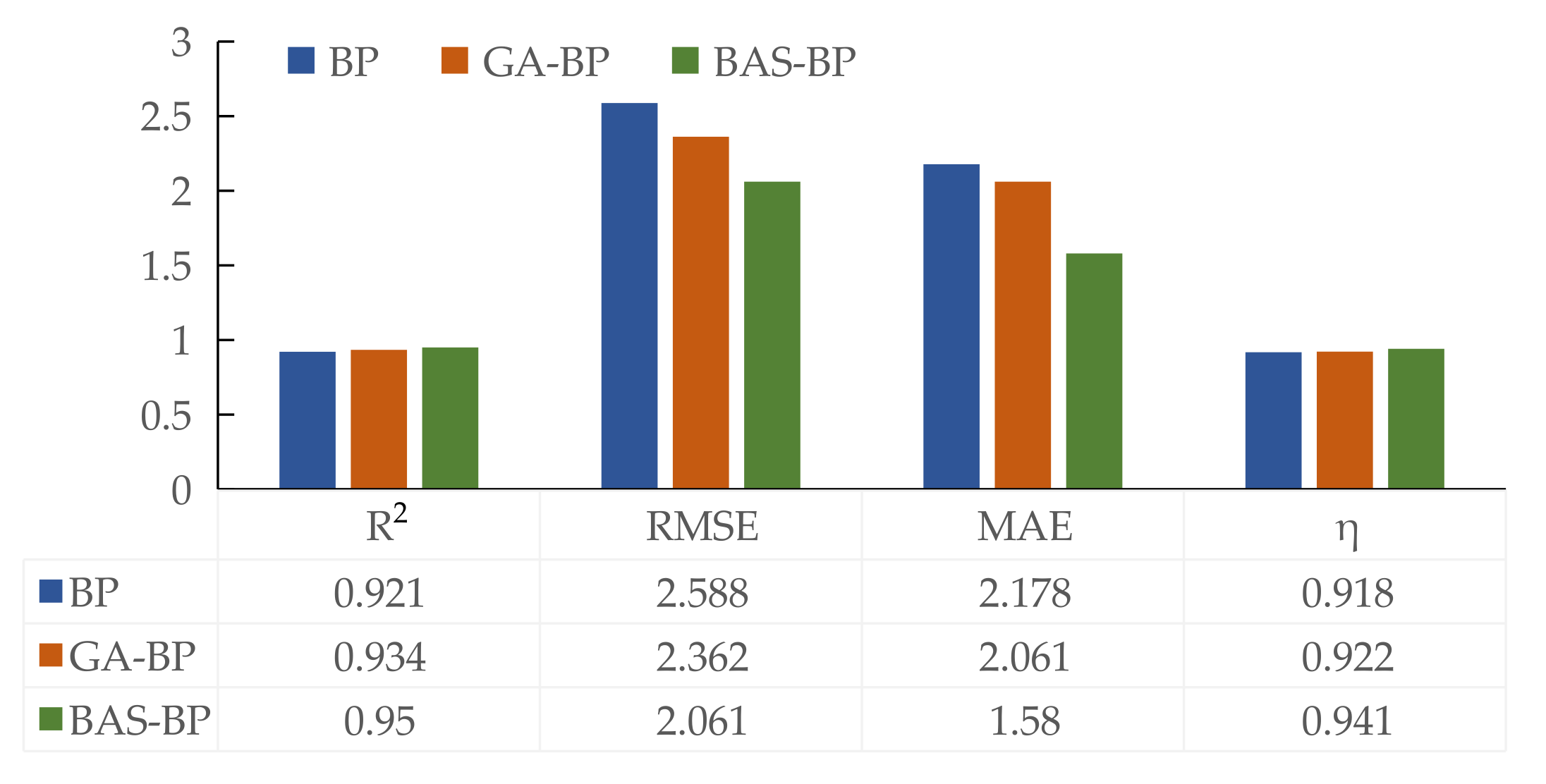
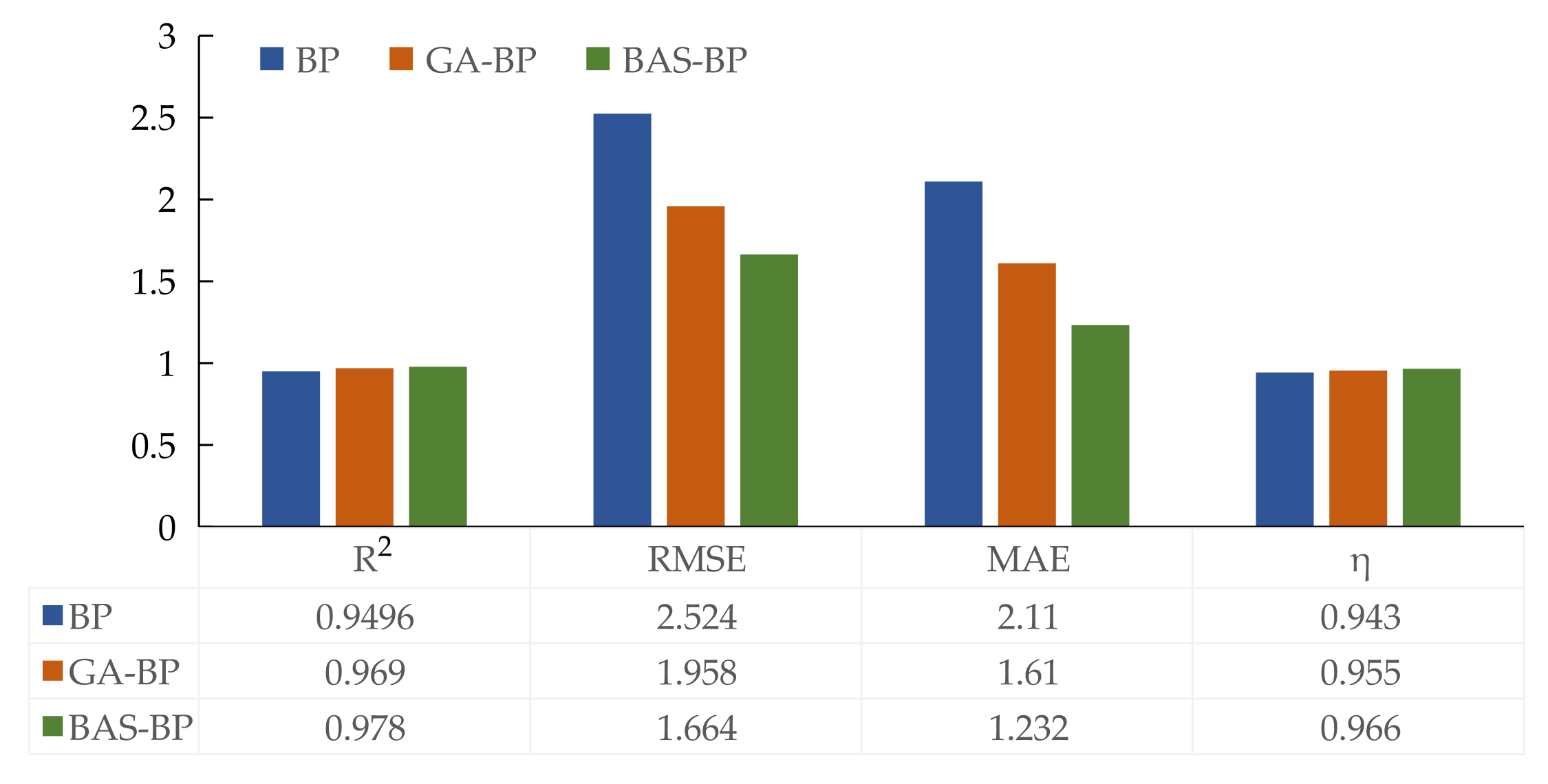
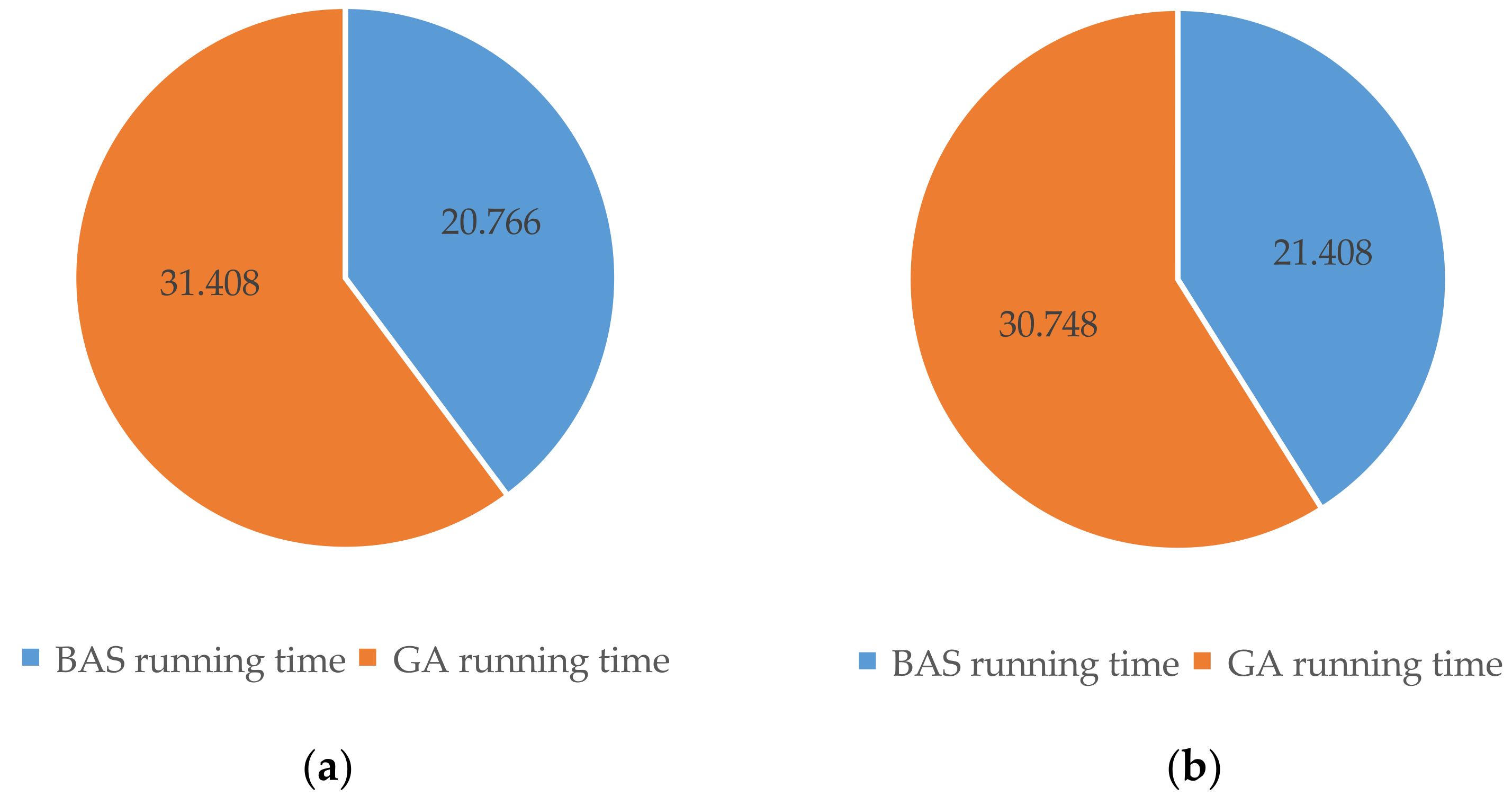
- A BAS-BP thermal error prediction model was established. The robustness and prediction accuracy of the BAS-BP model were verified at different rotational speeds. The mean axial absolute errors of the BAS-BP neural network prediction model at 4000 r/min and 8000 r/min are 1.58 μm and 1.232 μm, respectively, and the prediction accuracy is 94.1% and 96.6%, respectively. They are better than BP and GA-BP neural network prediction models. Compared with the GA-BP thermal error prediction model, the BAS-BP prediction model has the advantages of high precision and small computation. Therefore, the GA-BP model is suitable for the prediction and compensation of spindle thermal error, which is significant to improving the machining accuracy of machine tools.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dai, Y.; Wang, J.H.; Li, Z.L. Thermal performance analysis and experimental study of high-speed motorized spindle based on the gradient descent method. Case Stud. Therm. Eng. 2021, 26, 101056. [Google Scholar] [CrossRef]
- Liu, K.; Han, W.; Wang, Y.Q. Review on Thermal Error Compensation for Axes of CNC Machine Tools. J. Mech. Eng. 2021, 57, 156–173. [Google Scholar]
- Wang, H.T.; Li, T.M.; Wang, L.P. Review on Thermal Error Modeling of Machine tools. J. Mech. Eng. 2015, 51, 119–128. [Google Scholar] [CrossRef]
- Zhang, T.; Ye, W.H.; Shan, Y.C. Application of sliced inverse regression with fuzzy clustering for thermal error modeling of CNC machine tool. Int. J. Adv. Manuf. Technol. 2016, 85, 2761–2771. [Google Scholar] [CrossRef]
- Shen, J.H.; Yang, J.G. Application of Partial Least Squares Neural Network in Thermal Error Modeling for CNC Machine Tool. Key Eng. Mater. 2009, 392, 30–34. [Google Scholar] [CrossRef]
- Ma, C.; Zhao, L.; Mei, X.S. Thermal errorcompensation of high-speed spindle system based on a modified BP neural network. Int. J. Adv. Manuf. Technol. 2017, 89, 3071–3085. [Google Scholar] [CrossRef]
- Li, Z.Y.; Li, G.L.; Xu, K. Temperature-sensitive point selection and thermal error modeling of spindle based on synthetical temperature information. Int. J. Adv. Manuf. Technol. 2021, 113, 1029–1043. [Google Scholar] [CrossRef]
- Chiu, Y.C.; Wang, P.H.; Hu, Y.C. The Thermal Error Estimation of the Machine Tool Spindle Based on Machine Learning. Machines 2021, 9, 184. [Google Scholar] [CrossRef]
- Li, Y.; Zhao, J.; Ji, S.J. Thermal positioning error modeling of machine tools using a bat algorithm-based back propagation neural network. Int. J. Adv. Manuf. Technol. 2018, 97, 2575–2586. [Google Scholar] [CrossRef]
- Zhou, C.Y.; Zhuang, L.Y.; Yuan, J. Optimization and Experiment of Temperature Measuring Points for Machine Tool Spindle Based on K-means Algorithm. Mach. Des. Manuf. 2018, 5, 41–47. [Google Scholar]
- Chen, J.S.; Hsu, W.Y. Characterizations and models for the thermal growth of a motorized high speed spindle. Int. J. Mach. Tools Manuf. 2003, 43, 1163–1170. [Google Scholar] [CrossRef]
- Lei, C.L.; Rui, Z.Y.; Liu, J. Thermal Error Robust Modeling for High-Speed Motorized Spindle. Adv. Mater. Res. 2012, 466, 961–965. [Google Scholar] [CrossRef]
- Yang, J.; Shi, H.; Feng, B. Thermal error modeling and compensation for a high-speed motorized spindle. Int. J. Adv. Manuf. Technol. 2015, 77, 1005–1017. [Google Scholar] [CrossRef]
- Jiang, H.; Yang, J.G.; Yao, X.D. Modeling of CNC Machine Tool Spindle Thermal Distortion with LS-SVM Based on Bayesian Inference. J. Mech. Eng. 2013, 49, 115–121. [Google Scholar] [CrossRef]
- Zhao, C.L.; Guan, X.S. Parameter Optimization of Thermal Error of NC Machine. Modul. Mach. Tool Autom. Manuf. Tech. 2013, 655–657, 34–36. [Google Scholar]
- Su, Y.F.; Yuan, W.X.; Liu, D.P. A Thermal Errors Compensation Model for High-speed MotorizedSpindle Based on BP Neural Network. Modul. Mach. Tool Autom. Manuf. Tech. 2013, 1, 36–41. [Google Scholar]
- Liu, Y.; Wang, X.F.; Zhu, X.G. Thermal error prediction of motorized spindle for five-axis machining center based on analytical modeling and BP neural network. J. Mech. Sci. Technol. 2021, 35, 281–292. [Google Scholar] [CrossRef]
- Huang, Y.Q.; Zhang, J.; Li, X. Thermal error modeling by integrating GA and BP algorithms for the high-speed spindle. Int. J. Adv. Manuf. Technol. 2014, 71, 1669–1675. [Google Scholar] [CrossRef]
- Li, B.; Tian, X.T.; Zhang, M. Thermal error modeling of machine tool spindle based on the improved algorithm optimized BP neural network. Int. J. Adv. Manuf. Technol. 2019, 105, 1497–1505. [Google Scholar] [CrossRef]
- Cui, L.Y.; Zhang, D.W.; Gao, W.G. Thermal errors simulation and modeling of motorized spindle. Adv. Mater. Res. 2011, 154, 1305–1309. [Google Scholar] [CrossRef]
- Zhang, H.N. Research on Modeling of Machining Center Spindle Thermal Error Based on Improved RBF Network. Tech. Autom. Appl. 2019, 38, 60–74. [Google Scholar]
- Fu, G.Q.; Gong, H.W.; Gao, H.L. Integrated thermal error modeling of machine tool spindle using a chicken swarm optimization algorithm-based radial basic function neural network. Int. J. Adv. Manuf. Technol. 2019, 105, 2039–2055. [Google Scholar] [CrossRef]
- Wang, Y.D.; Zhang, G.X.; Moon, K.S. Compensation for the thermal error of a multi-axis machining center. J. Mater. Process. Technol. 1998, 75, 45–53. [Google Scholar] [CrossRef]
- Yao, X.P.; Hu, T.; Yin, G.F. Thermal error modeling and prediction analysis based on OM algorithm for machine tool’s spindle. Int. J. Adv. Manuf. Technol. 2020, 106, 3345–3356. [Google Scholar] [CrossRef]
- Abdulshahed, A.M.; Longstaff, A.P.; Fletcher, S. The application of ANFIS prediction models for thermal error compensation on CNC machine tools. Appl. Soft Comput. J. 2015, 27, 158–168. [Google Scholar] [CrossRef]
- Dai, Y.; Yin, X.M.; Wei, W.Q. Thermal error modeling of high-speed motorized spindle based on ANFIS. Chin. J. Sci. Instrum. 2020, 41, 50–58. [Google Scholar]
- Yue, H.T.; Guo, C.G.; Li, Q. Thermal error modeling of CNC milling machining spindle based on an adaptive chaos particle swarm optimization algorithm. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–13. [Google Scholar] [CrossRef]
- Zheng, J.Y.; Liu, B.G.; Feng, W. Machine tool spindle thermal error modeling basedon genetic algorithm optimization grey neural network. J. Mech. Electr. Eng. 2019, 36, 602–607. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
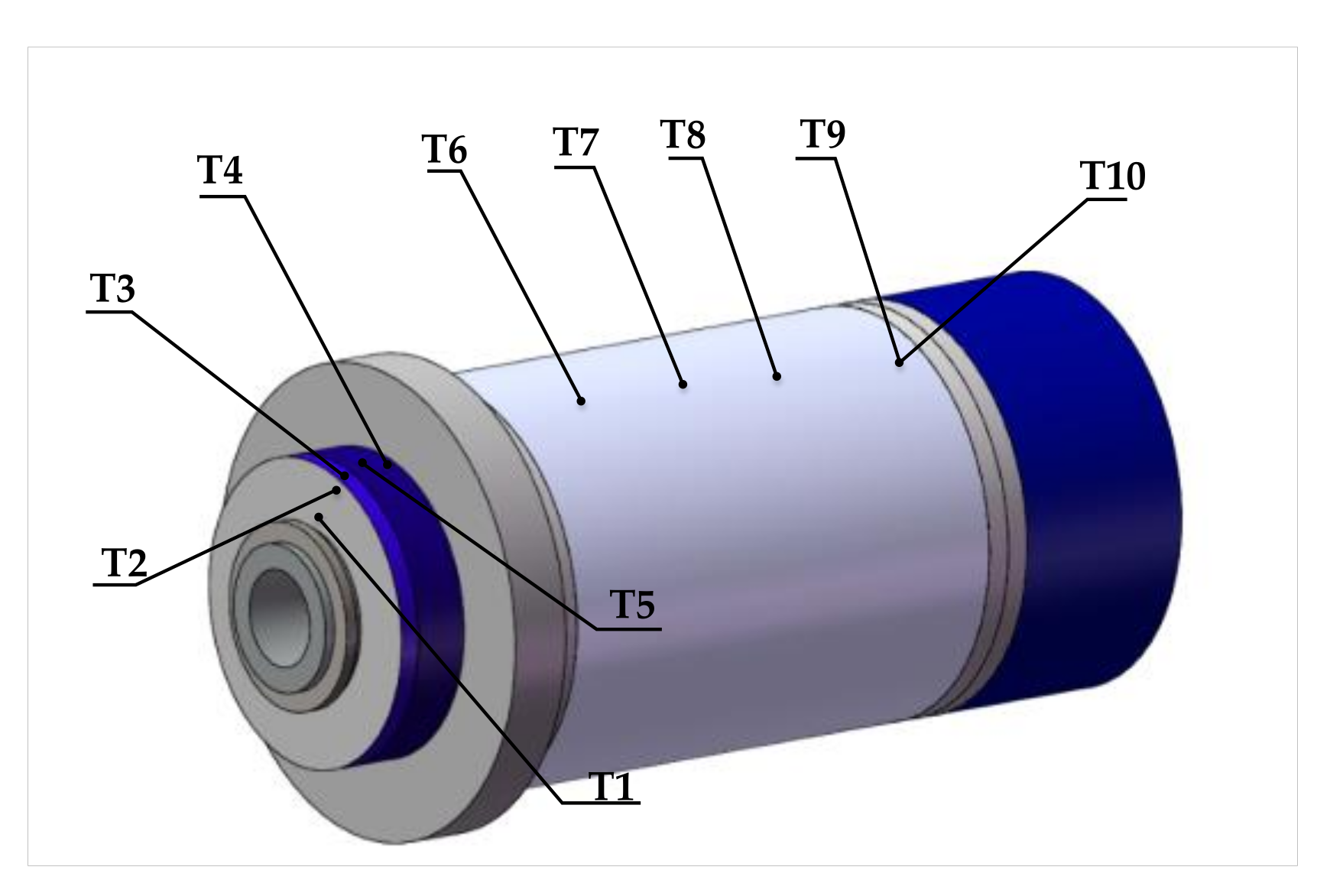
| Temperature Sensor No. | Position |
|---|---|
| T1,T2 | Front |
| T3,T4 | Front bearing outside housing |
| T5 | Inside front bearing |
| T6,T7,T8 | Inside the motor housing |
| T9 | Rear bearing outside shell |
| T10 | Inside rear bearing |
| λ | Categories | Clustering Results |
|---|---|---|
| 1.000 | 10 | [T1],[T2],[T3],[T4],[T5],[T6],[T7],[T8],[T9],[T10] |
| 0.9862 | 9 | [T1],[T2],[T3,T9],[T4],[T5],[T6],[T7],[T8],[T10] |
| 0.9802 | 8 | [T1],[T2],[T3,T9],[T4,T6],[T5],[T7],[T8],[T10] |
| 0.9775 | 7 | [T1],[T2],[T3,T9],[T4,T6,T8],[T5],[T7], [T10] |
| 0.9284 | 6 | [T1],[T2],[T3,T9],[T4,T6,T8],[T5,T10],[T7] |
| 0.8881 | 5 | [T1],[T2],[T3,T9],[T4,T6,T7,T8],[T5,T10] |
| 0.8865 | 4 | [T1,T2],[T3,T9],[T4,T6,T7,T8],[T5,T10] |
| 0.8585 | 3 | [T1,T2,T3,T9],[T4,T6,T7,T8],[T5,T10] |
| 0.8228 | 2 | [T1,T2,T3,T9],[T4,T5,T6,T7,T8,T10] |
| 0.5771 | 1 | [T1,T2,T3,T4,T5,T6,T7,T8,T9,T10] |
| Grouping | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Temperature measurement points | T1,T2 | T3,T9 | T4,T6,T7,T8 | T5,T10 |
| Temperature Measurement Points | Gray Relational Degree | Temperature Measurement Points | Gray Relational Degree |
|---|---|---|---|
| T1 | 0.4074 | T6 | 0.4124 |
| T2 | 0.4066 | T7 | 0.4171 |
| T3 | 0.4129 | T8 | 0.4125 |
| T4 | 0.4133 | T9 | 0.4142 |
| T5 | 0.5174 | T10 | 0.7226 |
| Size of Group | Generations of Evolution | Intersecting Rate | Variation Rate |
|---|---|---|---|
| 10 | 50 | 0.3 | 0.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Zhu, B.; Dai, Y.; Zhu, W.; Wang, Q.; Wang, B. Research on Thermal Error Modeling of Motorized Spindle Based on BP Neural Network Optimized by Beetle Antennae Search Algorithm. Machines 2021, 9, 286. https://doi.org/10.3390/machines9110286
Li Z, Zhu B, Dai Y, Zhu W, Wang Q, Wang B. Research on Thermal Error Modeling of Motorized Spindle Based on BP Neural Network Optimized by Beetle Antennae Search Algorithm. Machines. 2021; 9(11):286. https://doi.org/10.3390/machines9110286
Chicago/Turabian StyleLi, Zhaolong, Bo Zhu, Ye Dai, Wenming Zhu, Qinghai Wang, and Baodong Wang. 2021. "Research on Thermal Error Modeling of Motorized Spindle Based on BP Neural Network Optimized by Beetle Antennae Search Algorithm" Machines 9, no. 11: 286. https://doi.org/10.3390/machines9110286
APA StyleLi, Z., Zhu, B., Dai, Y., Zhu, W., Wang, Q., & Wang, B. (2021). Research on Thermal Error Modeling of Motorized Spindle Based on BP Neural Network Optimized by Beetle Antennae Search Algorithm. Machines, 9(11), 286. https://doi.org/10.3390/machines9110286