
Evaluation of a Thermal Consolidation Process for the Production of Enhanced Technical Fabrics

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
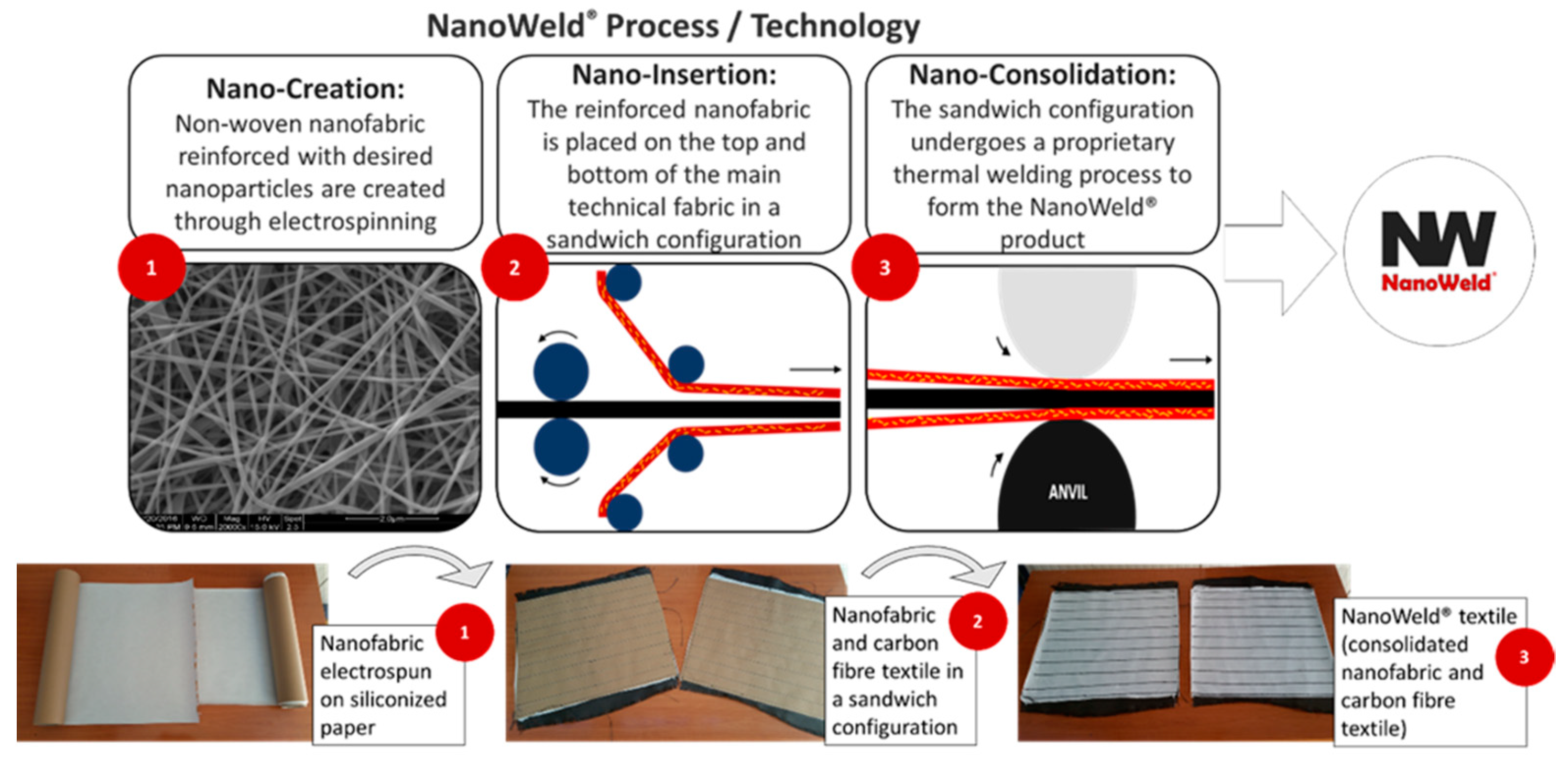
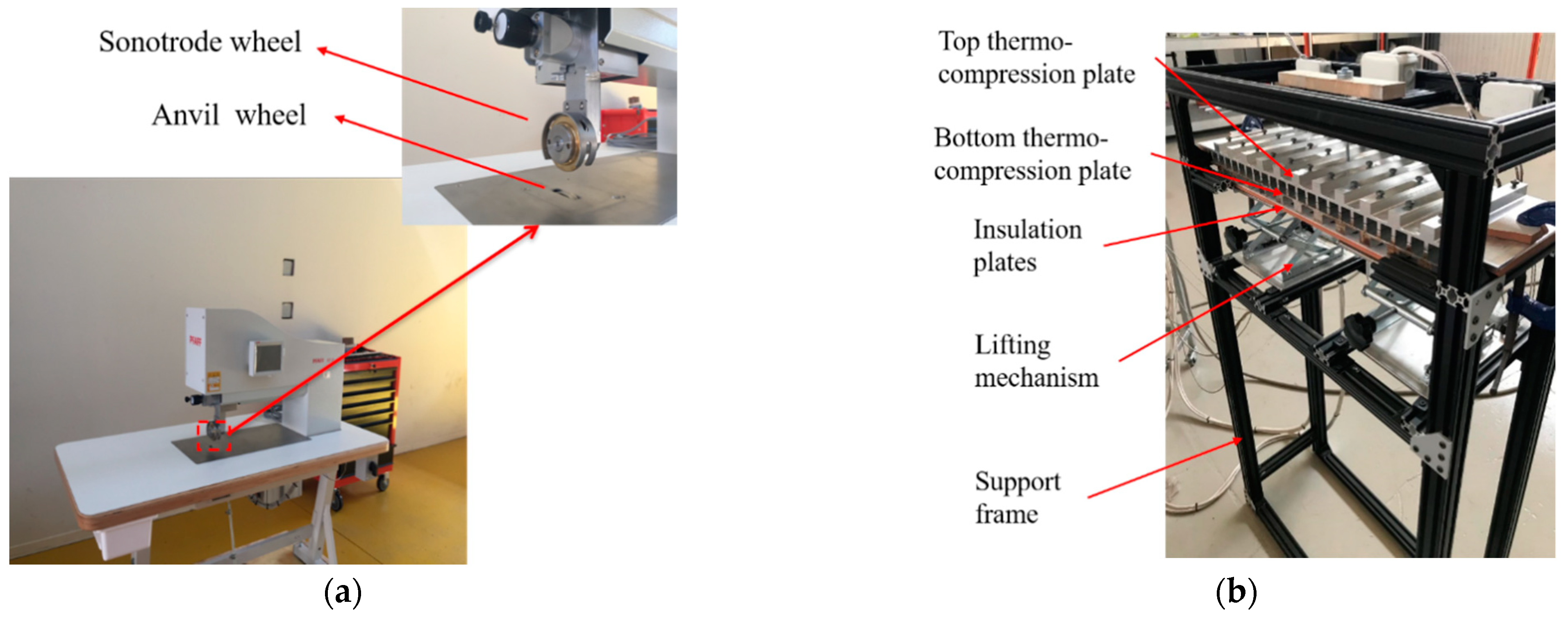
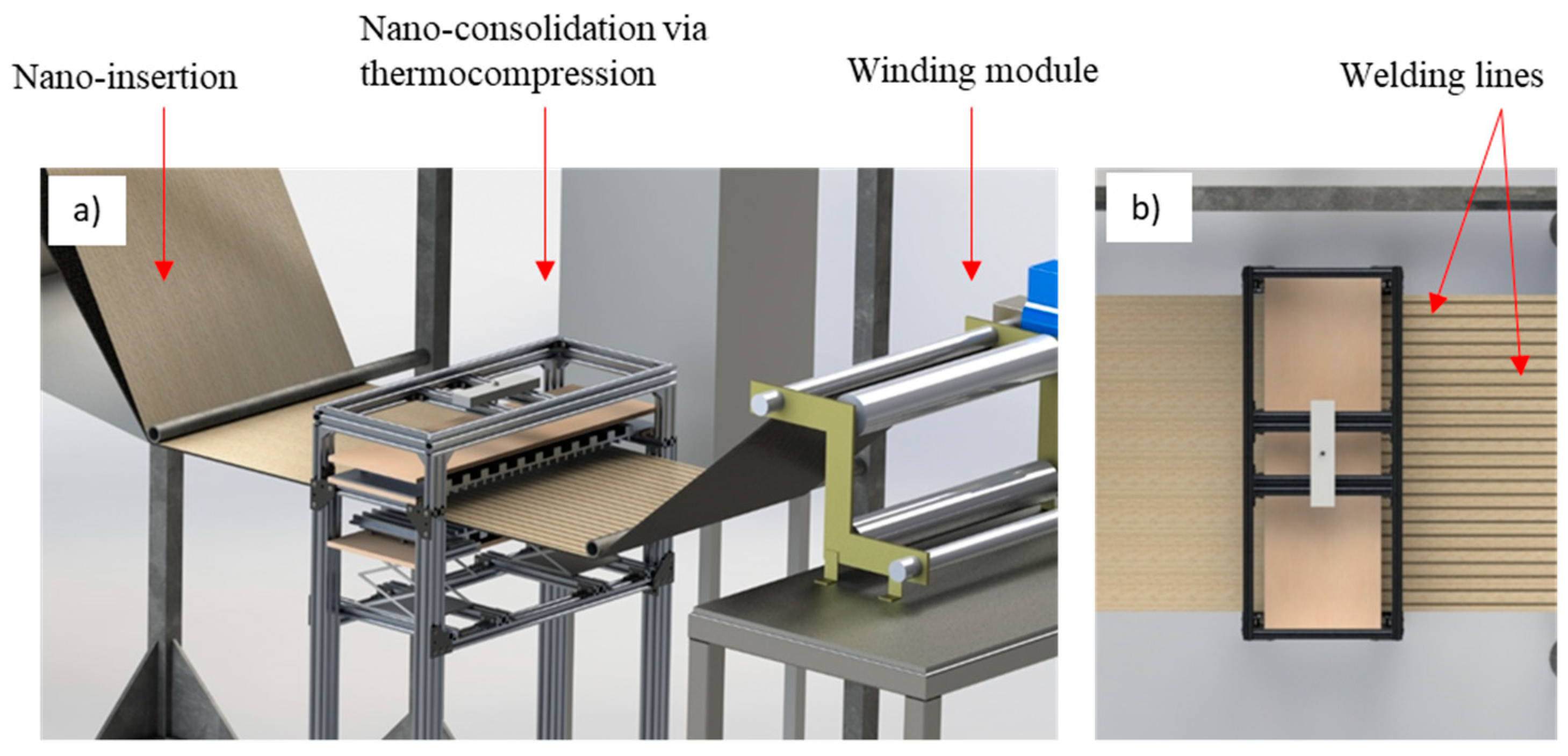
2.1. Nano-Consolidation Module Development
2.2. Production of Nanofiber Enhanced Technical Fabric
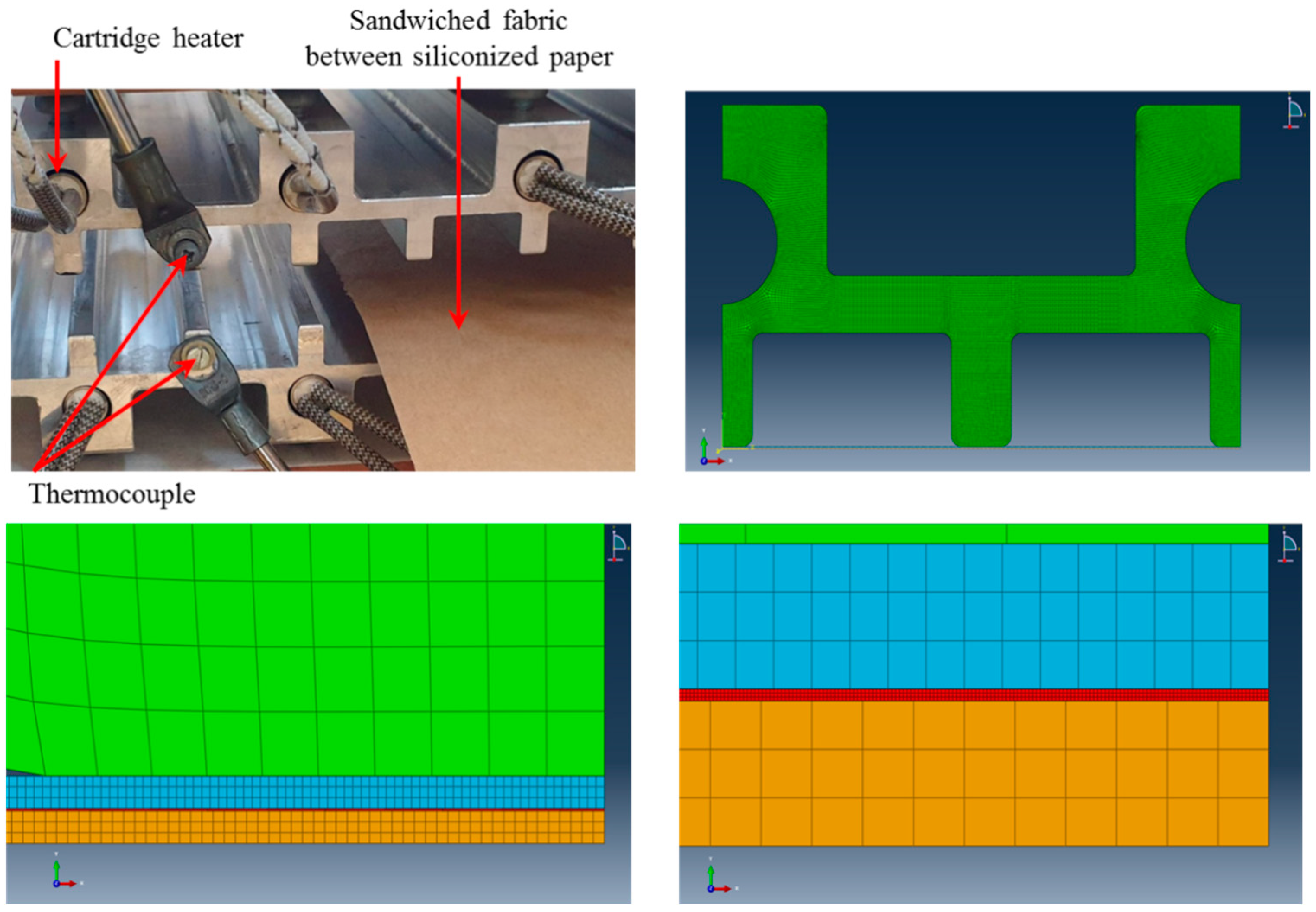
2.3. Simulation of Thermal Consolidation
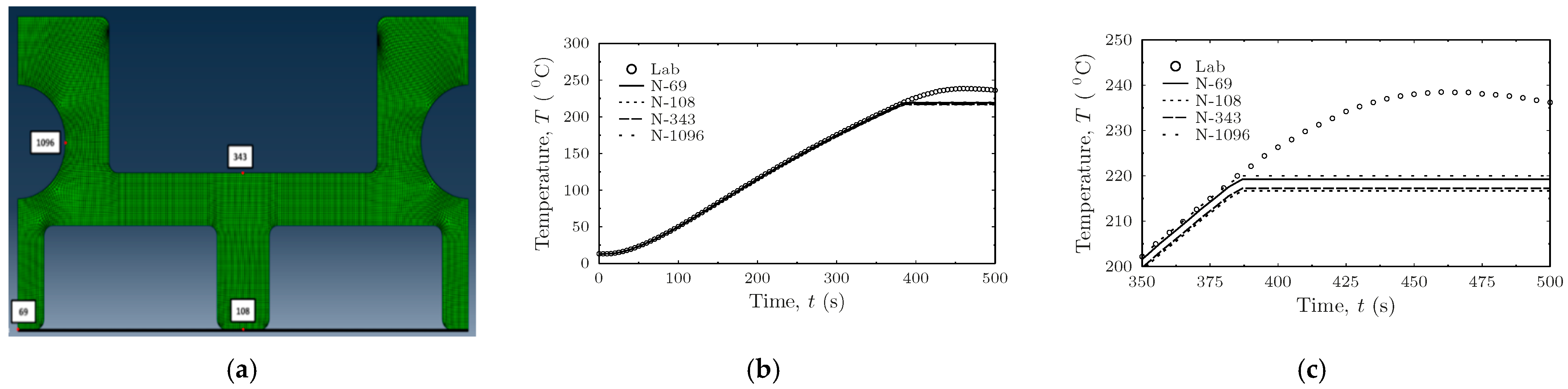
2.3.1. Thermal Simulation
- The temperature field calculated did not take into consideration the stress/deformation in the materials being modeled.
- The solution combined conduction and boundary convection modeling.
- A readily available heat transfer element (DC2D4) suited for this purpose was used for the transient heat transfer analysis.
- Thermal interactions such as conductance between different materials was resolved by creating contact surfaces, which allow for relaxation of the one-to-one node correspondence constraint, and model the three orders of magnitude difference in the length scale of simulated materials.
- A fully transient nonlinear heat transfer analysis was performed in two steps: (1) pre-heat the machine and (2) allow for heat transfer to proceed in the materials.
2.3.2. Geometry
2.3.3. Material Properties
2.4. Material Evaluation
2.4.1. Dry Fabric Level
2.4.2. Carbon Fiber Reinforced Polymer (CFRP) Level
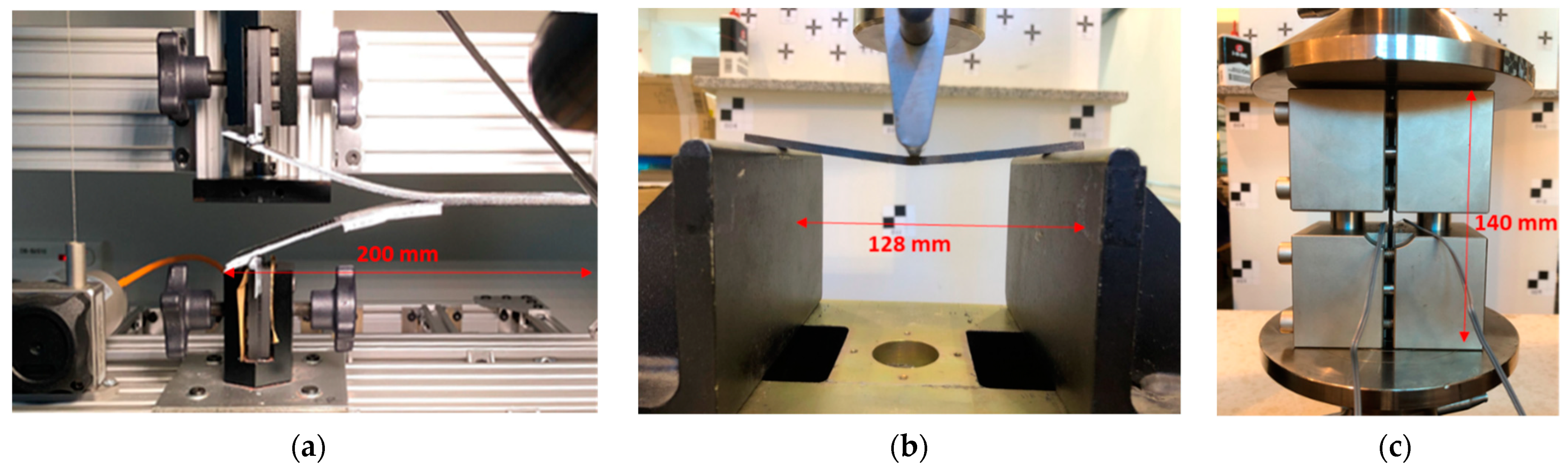
2.4.3. Fracture Toughness Mode I Tests
2.4.4. Flexural Strength Tests
2.4.5. Compression Strength Tests
3. Results and Discussion
3.1. Simulation of Thermal Consolidation
3.1.1. Boundary Conditions and Solution Steps: (A) Preheating of Aluminum Plate
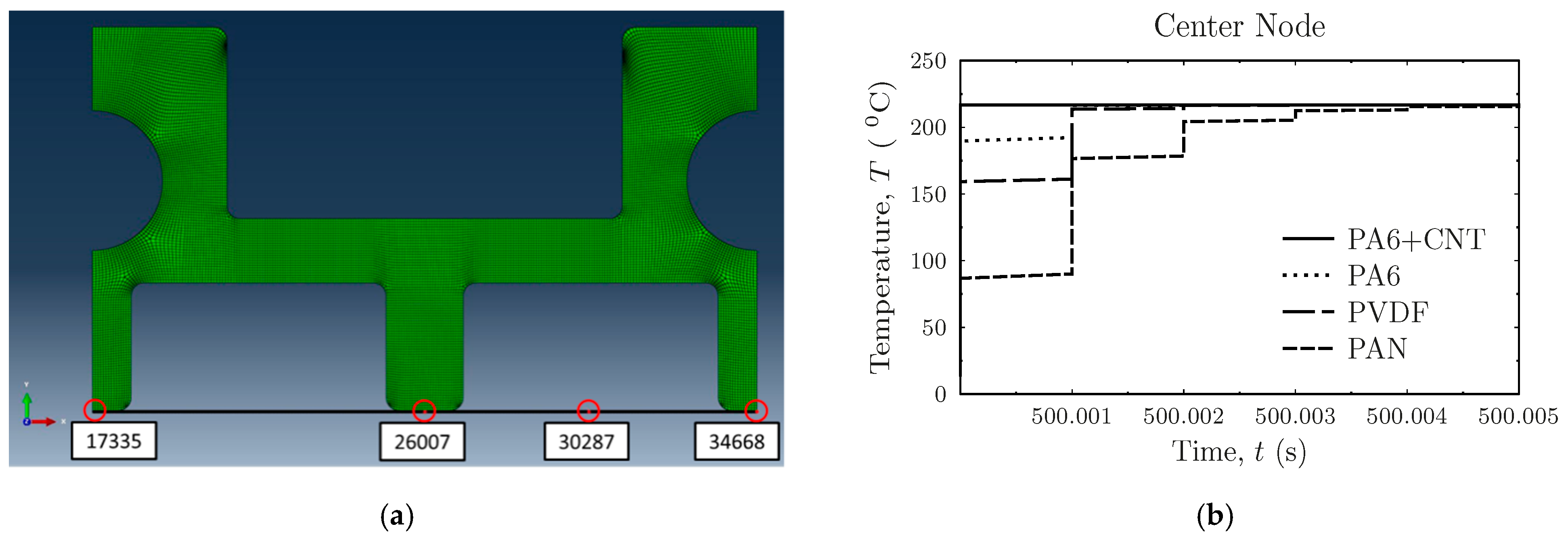
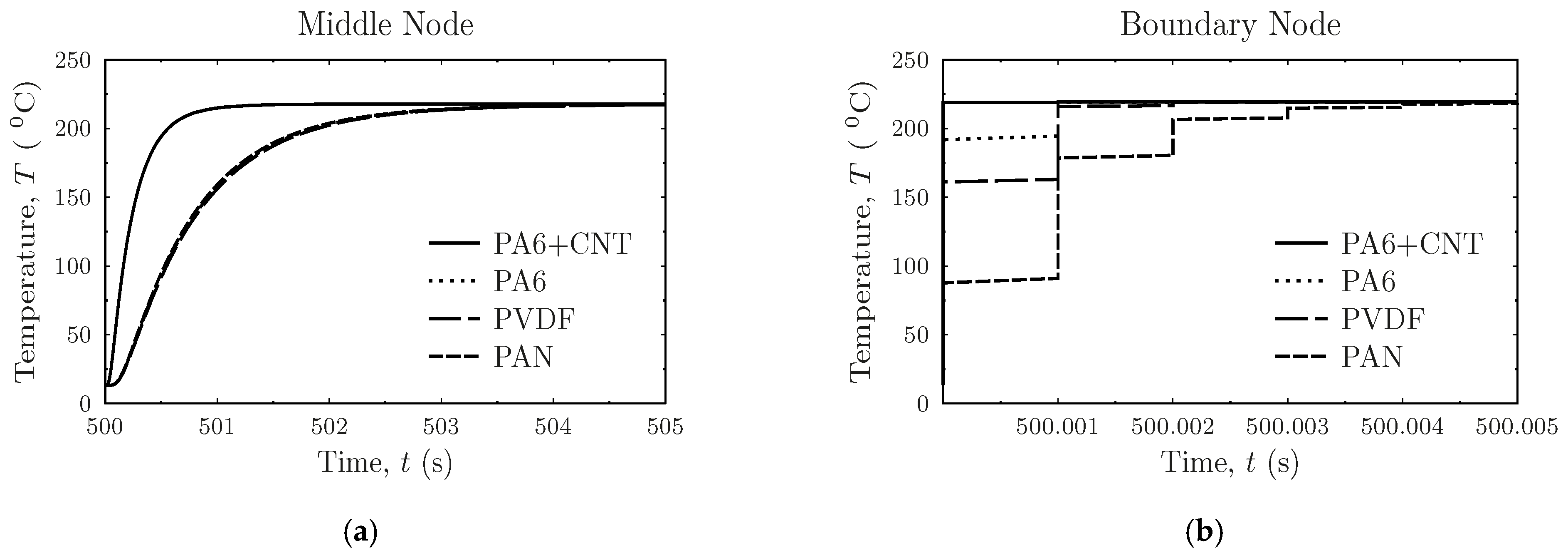
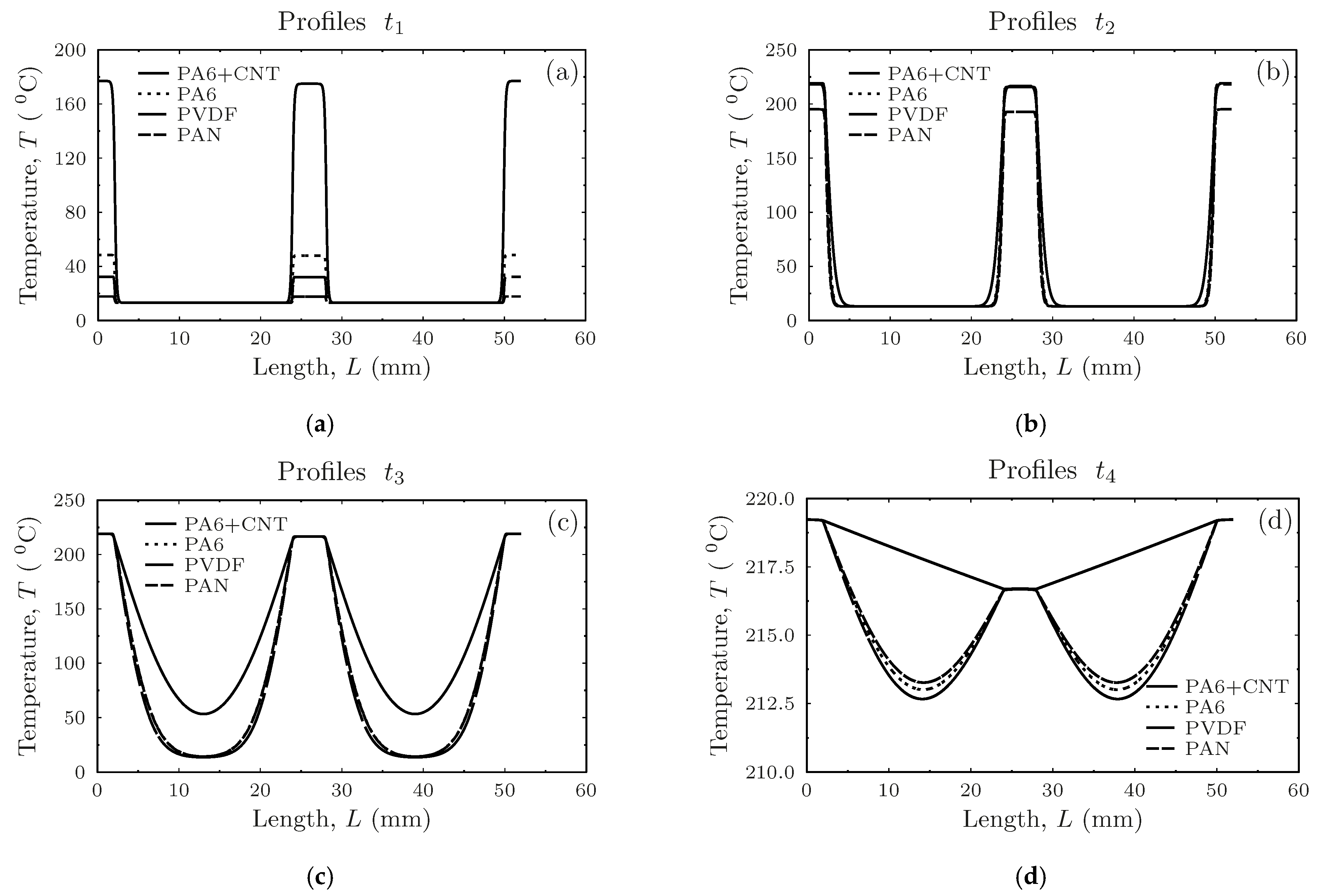
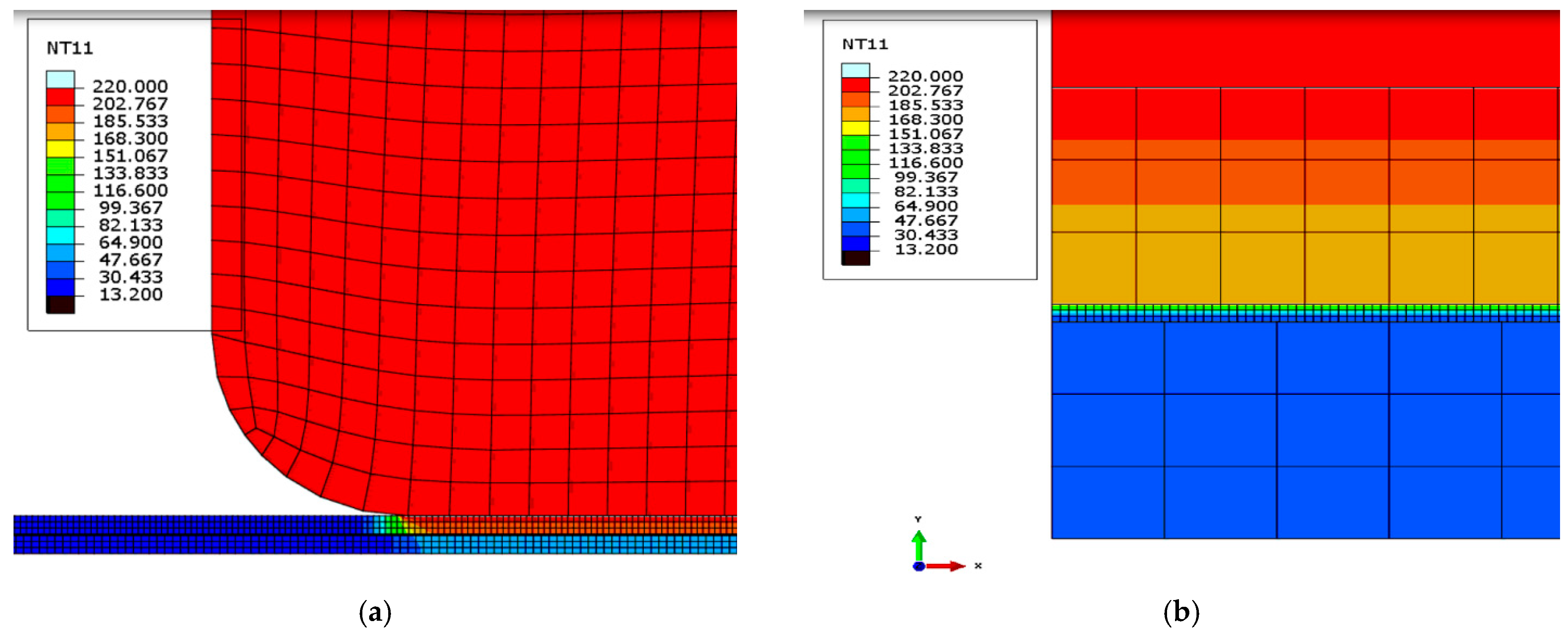
3.1.2. Boundary Conditions and Solution Steps: (B) Transient Heat Transfer in the Material System
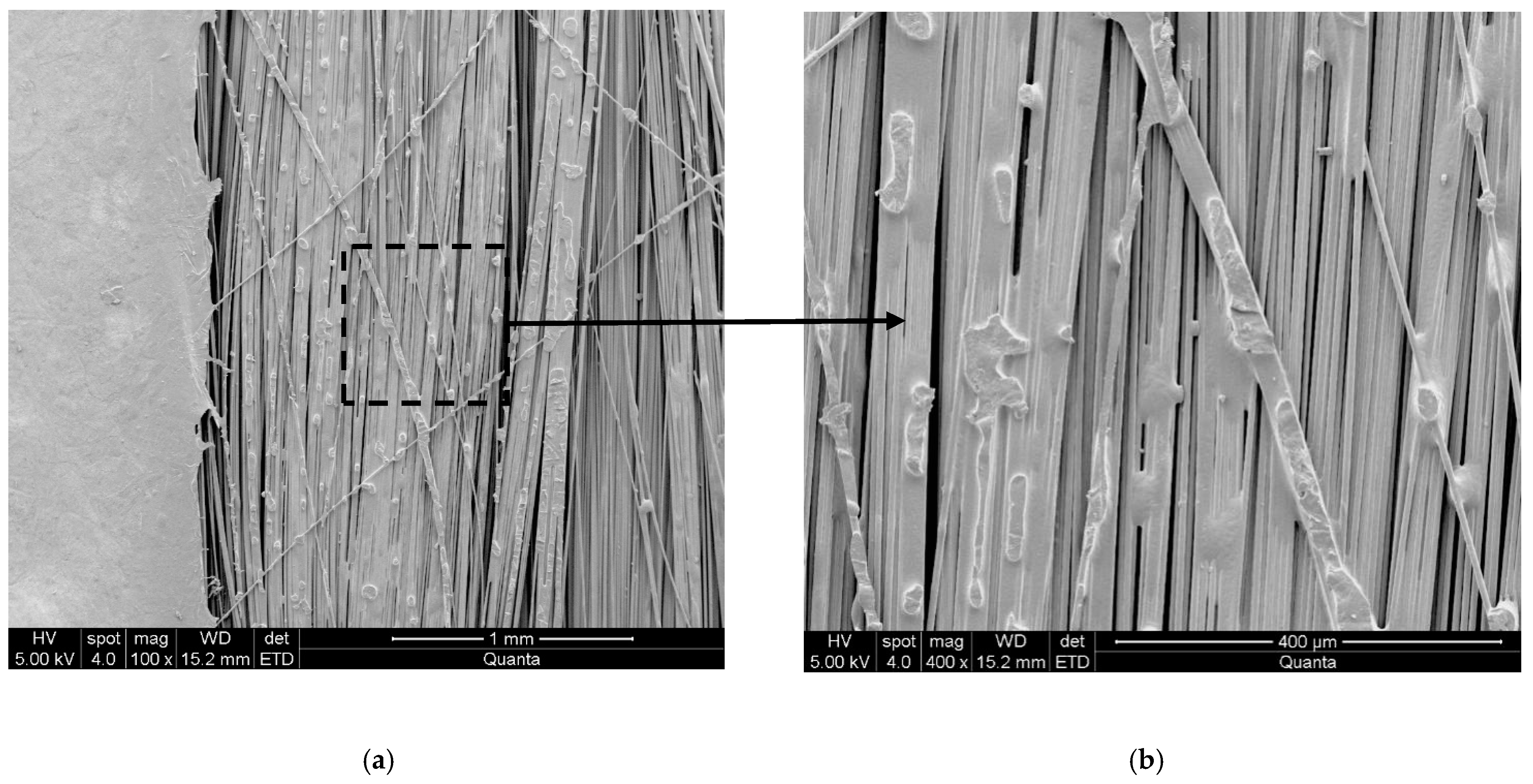
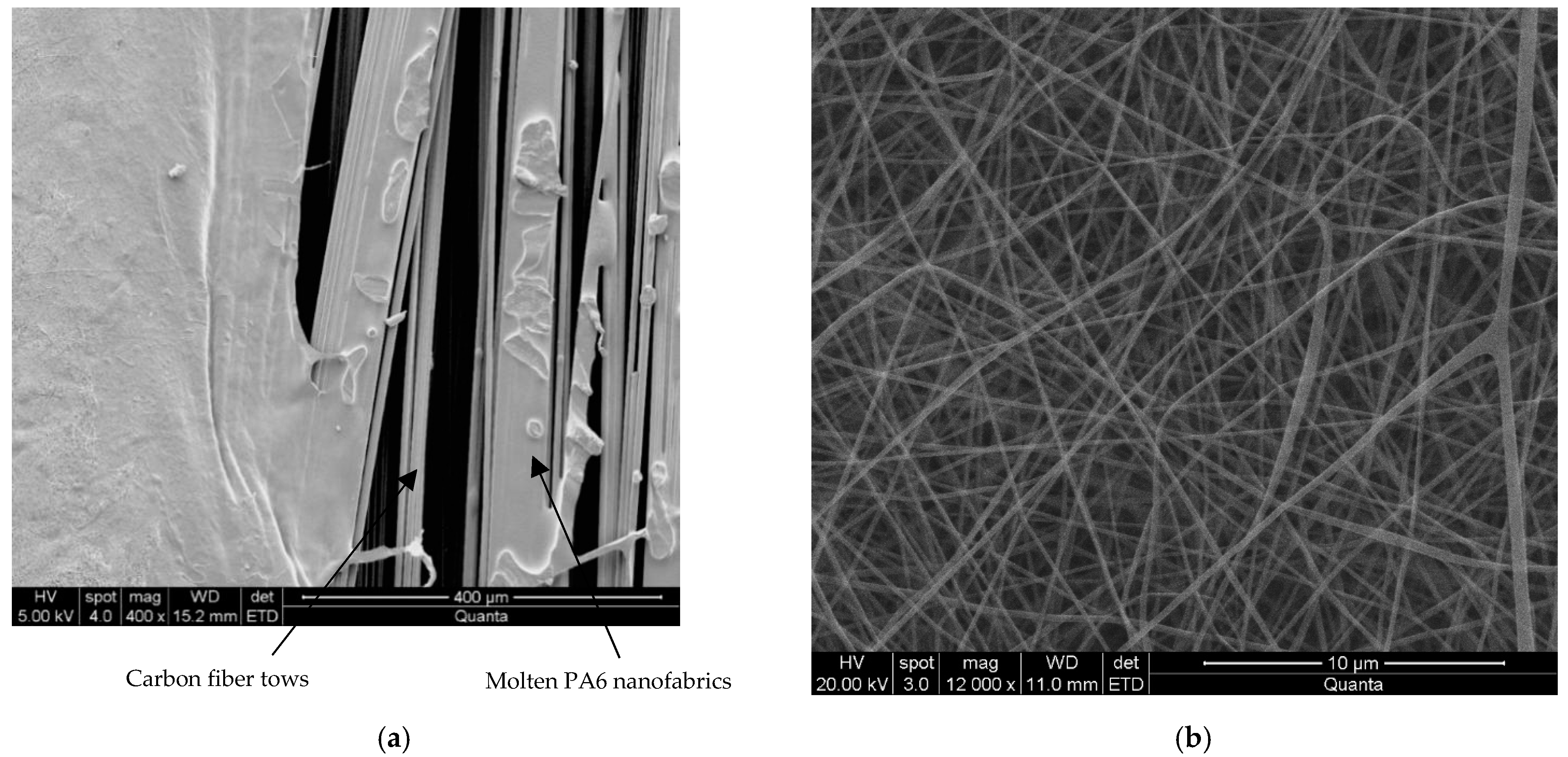
3.2. Evaluation of the Thermal Consolidation Module
Dry Fabric Level
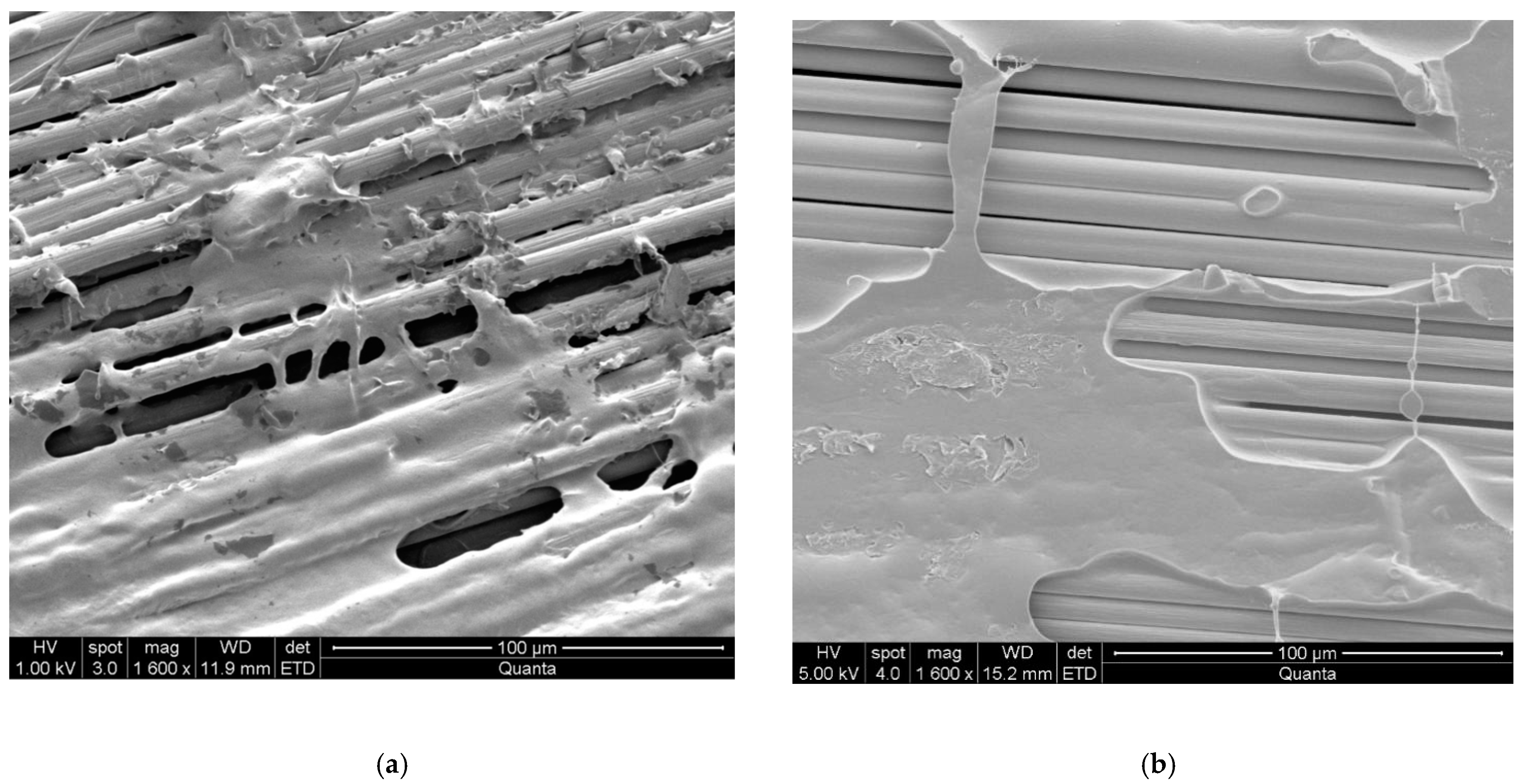
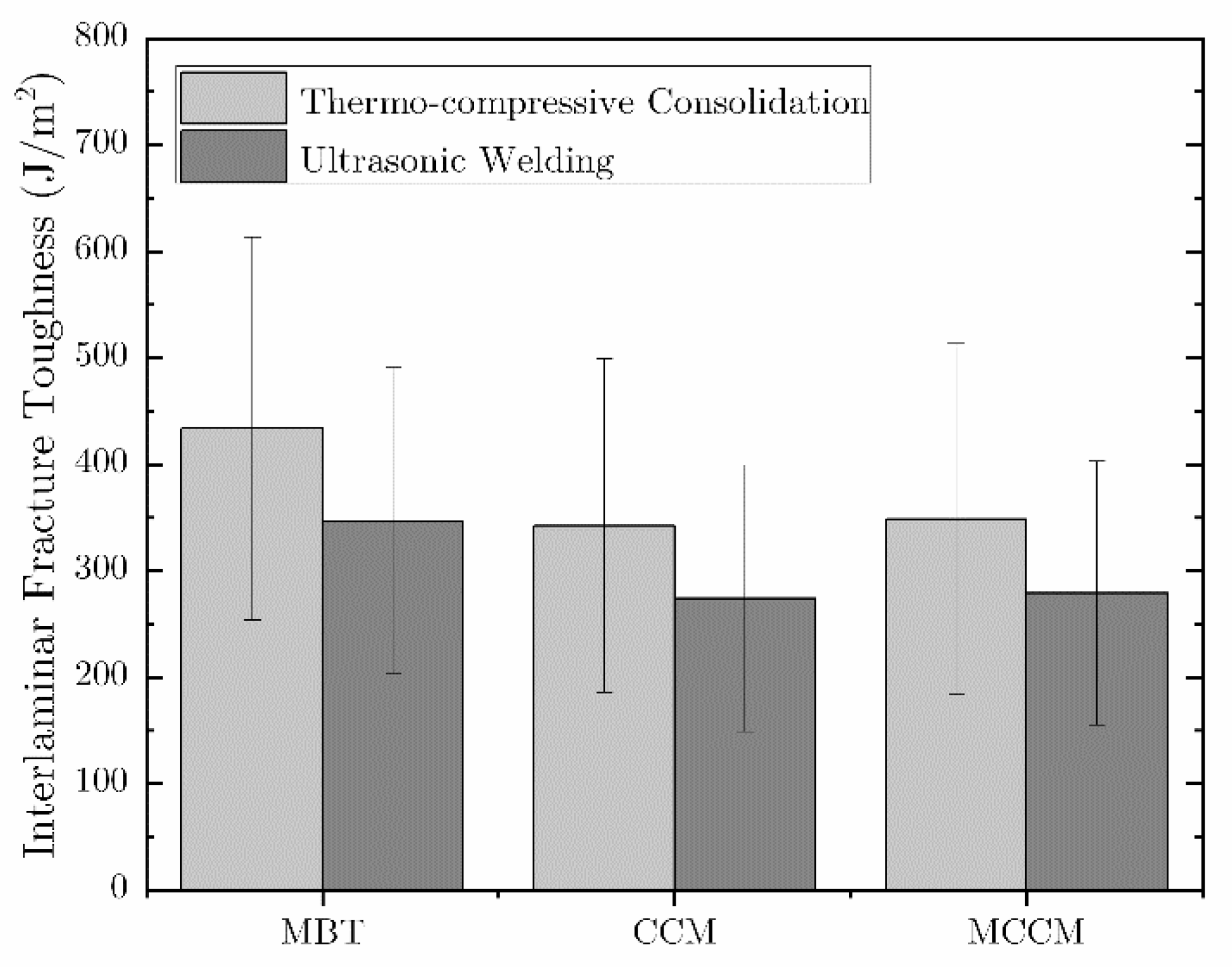
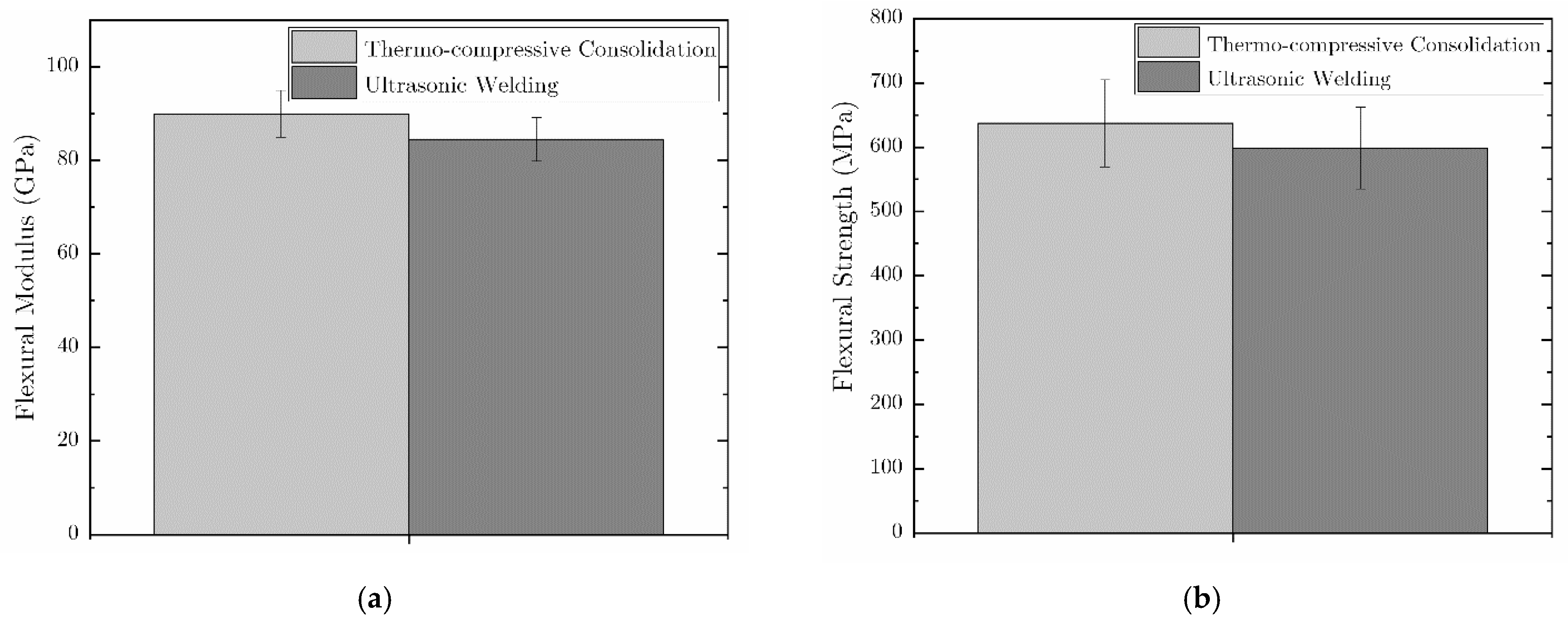
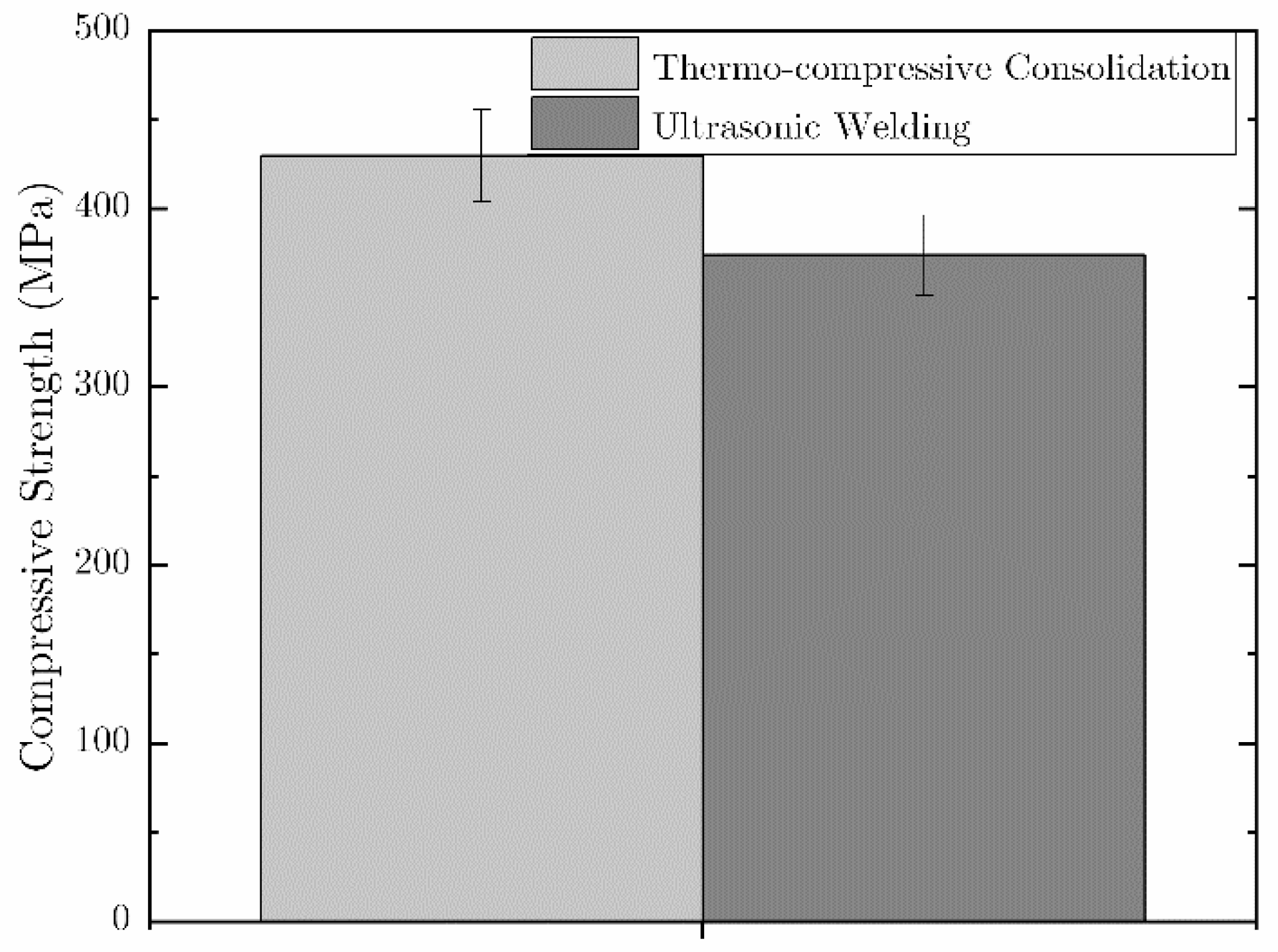
3.3. Mechanical Performance Comparison between UW and Thermo-Compressive Consolidation Nanofiber Enhanced Technical Fabrics
4. Conclusions and Scalability Potential
- A mechanical design iteration was performed for the development of an efficient industrial prototype that could demonstrate the successful replacement of ultrasonic welding with thermo-compression, providing welding with similar or better level of quality.
- According to simulation results, heat was uniformly transferred through the material layers and consolidation was achieved within 4 ms, indicating that nanofiber enhanced technical fabric production could be accelerated. This helps set the production speed of the process, identifying an effective window of line speed and temperature combinations for processing. In addition, due to the small scale of materials, the transient heat transfer process appeared to be insensitive to their individual properties. This observation is mainly attributed to the particular set of nonwoven nanofabric materials without carbon nanoparticles considered in this study.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Drakonakis, V.M.; Velisaris, C.N.; Seferis, J.C.; Doumanidis, C.C. Feather-inspired carbon fiber reinforced poly-mers with nanofibrous fractal interlayer. Polym. Composites. 2016, 37, 168–181. [Google Scholar] [CrossRef]
- Kostopoulos, V.; Baltopoulos, A.; Karapappas, P.; Vavouliotis, A.; Paipetis, A. Impact and after-impact properties of carbon fibre reinforced composites enhanced with multi-wall carbon nanotubes. Compos. Sci. Technol. 2010, 70, 553–563. [Google Scholar] [CrossRef]
- Vlasveld, D.; Bersee, H.; Picken, S. Nanocomposite matrix for increased fibre composite strength. Polymer 2005, 46, 10269–10278. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, S.; Hao, L.; Yang, F.; Jiao, W.; Li, X.; Wang, R. Fabrication of carbon nanotubes/carbon fiber hybrid fiber in industrial scale by sizing process. Appl. Surf. Sci. 2013, 284, 914–920. [Google Scholar] [CrossRef]
- Wang, B.-C.; Zhou, X.; Ma, K.-M. Fabrication and properties of CNTs/carbon fabric hybrid multiscale composites processed via resin transfer molding technique. Compos. Part B Eng. 2013, 46, 123–129. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, Y.; Kuwata, M.; Bilotti, E.; Peijs, T. Improved fracture toughness and integrated damage sensing capability by spray coated CNTs on carbon fibre prepreg. Compos. Part A Appl. Sci. Manuf. 2015, 70, 102–110. [Google Scholar] [CrossRef]
- Wu, H.; Drzal, L.T. Graphene nanoplatelet paper as a light-weight composite with excellent electrical and thermal conductivity and good gas barrier properties. Carbon 2012, 50, 1135–1145. [Google Scholar] [CrossRef]
- Wang, Z.; Liang, Z.; Wang, B.; Zhang, C.; Kramer, L. Processing and property investigation of single-walled carbon nanotube (SWNT) buckypaper/epoxy resin matrix nanocomposites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1225–1232. [Google Scholar] [CrossRef]
- Latko, P.; Kozera, R.; Salinier, A.; Boczkowska, A. Non-woven veils manufactured from polyamides doped with carbon nano-tubes. Fibres Text. East. Eur. 2013, 21, 45–49. [Google Scholar]
- Drakonakis, V.M.; Sofocleous, K. Process for Making Hybrid (Fiber-Nanofiber) Textiles through Efficient Fiber-to-Nanofiber Bonds Comprising Novel Effective Load-Transfer Mechanisms. World Intellectual Property Organization International Bureau. U.S. Patent Application No. 16/464,527, 29 November 2016. [Google Scholar]
- Loizou, K.; Evangelou, A.; Marangos, O.; Koutsokeras, L.; Chrysafi, I.; Yiatros, S.; Constantinides, G.; Zaoutsos, S.; Drakona-kis, V. Assessing the performance of electrospun nanofabrics as potential interlayer reinforcement materials for fi-ber-reinforced polymers. Compos. Adv. Mater. 2021, 30. [Google Scholar] [CrossRef]
- Troughton, M.J. Handbook of Plastics Joining: A Practical Guide; William Andrew: Norwich, CT, USA, 2008. [Google Scholar]
- Market Research Report CH 3185. 2020. Available online: https://www.marketsandmarkets.com/pdfdownloadNew.asp?id=200051282 (accessed on 22 April 2021).
- Polymers: Characteristics and Compatibility for Ultrasonic Assembly. Available online: https://www.beckmannconverting.com/img/technologies/branson_PW-01CharComp-474294.pdf (accessed on 6 May 2021).
- Alloys, H.S.A.P.M. Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Novelty, OH, USA, 1992; Volume 2. [Google Scholar]
- Pradere, C.; Batsale, J.; Goyhénèche, J.; Pailler, R.; Dilhaire, S. Thermal properties of carbon fibers at very high temperature. Carbon 2009, 47, 737–743. [Google Scholar] [CrossRef]
- Zink, B.L.; Pietri, R.; Hellman, F. Thermal Conductivity and Specific Heat of Thin-Film Amorphous Silicon. Phys. Rev. Lett. 2006, 96, 055902. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hibiya, T.; Fukuyama, H.; Tsukada, T.; Watanabe, M. Thermophysical Properties of Molten Silicon. In Crystal Growth Technology: From Fundamentals and Simulation to Large-scale Production; Wiley-VCH Verlag GmbH & Co. kGaA: Weinheim, Germany, 2008. [Google Scholar]
- Kwon, Y.-J.; Park, J.-B.; Jeon, Y.-P.; Hong, J.-Y.; Park, H.-S.; Lee, J.-U. A Review of Polymer Composites Based on Carbon Fillers for Thermal Management Applications: Design, Preparation, and Properties. Polymers 2021, 13, 1312. [Google Scholar] [CrossRef]
- Keshtkar, M.; Mehdipour, N.; Eslami, H. Thermal conductivity of polyamide-6,6/carbon nanotube composites: Ef-fects of tube diameter and polymer linkage between tubes. Polymers 2019, 11, 1465. [Google Scholar] [CrossRef] [Green Version]
- Sabetzadeh, N.; Bahrambeygi, H.; Rabbi, A.; Nasouri, K. Thermal conductivity of polyacrylonitrile nanofibre web in various nanofibre diameters and surface densities. Micro Nano Lett. 2012, 7, 662. [Google Scholar] [CrossRef]
- Bard, S.; Schönl, F.; Demleitner, M.; Altstädt, V. Influence of Fiber Volume Content on Thermal Conductivity in Transverse and Fiber Direction of Carbon Fiber-Reinforced Epoxy Laminates. Materials 2019, 12, 1084. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bama, G.K.; Devi, P.I.; Ramachandran, K. Structural and thermal properties of PVDF/PVA blends. J. Mater. Sci. 2009, 44, 1302–1307. [Google Scholar] [CrossRef]
- Dos Santos, W.N.; Iguchi, C.Y.; Gregorio Jr, R. Thermal properties of poly (vinilidene fluoride) in the temperature range from 25 to 210 C. Polym. Test. 2008, 27, 204–208. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nanofabric | Average Thickness (μm) | Areal Density (kg/m2) | Volume Density (kg/m3) | Porosity(%) | Bulk Density (kg/m3) | Average Fiber Diameter (nm) |
|---|---|---|---|---|---|---|
| PA6 | 12.15 | 0.0023 | 189.300 | 83.39 | 1140 | 150 ± 40 |
| Test | Specimen Geometry | Specimen Length (mm) | Specimen Width (mm) | Specimen Thickness (mm) | Number of Layers |
|---|---|---|---|---|---|
| Fracture Mode I | Rectangular | 200 | 25 | 4.5 | 22 |
| Flexural | Rectangular | 154 | 13 | 4 | 19 |
| Compression | Rectangular | 140 | 13 | 2.14 | 10 |
| Data | Material | Units |
|---|---|---|
| Aluminum Plate [15] | ||
| Conductivity | 0.205 | W/(mm-°C) |
| Density | 0.0000027 | kg/mm3 |
| Specific Heat | 900 | J/(kg-°C) |
| Carbon fibers [16] | ||
| Conductivity | 0.00025 | W/(mm-°C) |
| Density | 2 × 10−6 | kg/mm3 |
| Specific Heat | 710 | J/(kg-°C) |
| Silicon Paper [17,18] | ||
| Conductivity | 0.13 | W/(mm-°C) |
| Density | 2.33 × 10−6 | kg/mm3 |
| Specific Heat | 700 | J/(kg-°C) |
| Polyamide 6 (PA6) [19,20] | ||
| Conductivity | 0.00028 | W/(mm-°C) |
| Density | 1.14 × 10−6 | kg/mm3 |
| Specific Heat | 1700 | J/(kg-°C) |
| Polyacrylonitrile (PAN) [21,22] | ||
| Conductivity | 5.00 × 10−5 | W/(mm -°C) |
| Density | 1.18 × 10−6 | kg/mm3 |
| Specific Heat | 1.29 × 103 | J/(kg-°C) |
| Polyvinylidene (PVDF) [23,24] | ||
| Conductivity | 2.00 × 10−4 | W/(mm -°C) |
| Density | 1.78 × 10−6 | kg/mm3 |
| Specific Heat | 1300 | J/(kg-°C) |
| Polyamide 6 + Carbon Nanotube (PA6 + CNT) [20] | ||
| Conductivity | 0.0035 | W/(mm -°C) |
| Density | 8.00 × 10−7 | kg/mm3 |
| Specific Heat | 686.1275 | J/(kg-°C) |
| CNT diameter | 4 | (nm) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Evangelou, A.; Loizou, K.; Georgallas, M.; Sarris, E.; Marangos, O.; Koutsokeras, L.; Yiatros, S.; Constantinides, G.; Doumanidis, C.; Drakonakis, V. Evaluation of a Thermal Consolidation Process for the Production of Enhanced Technical Fabrics. Machines 2021, 9, 143. https://doi.org/10.3390/machines9080143
Evangelou A, Loizou K, Georgallas M, Sarris E, Marangos O, Koutsokeras L, Yiatros S, Constantinides G, Doumanidis C, Drakonakis V. Evaluation of a Thermal Consolidation Process for the Production of Enhanced Technical Fabrics. Machines. 2021; 9(8):143. https://doi.org/10.3390/machines9080143
Chicago/Turabian StyleEvangelou, Angelos, Katerina Loizou, Michalis Georgallas, Ernestos Sarris, Orestes Marangos, Loukas Koutsokeras, Stylianos Yiatros, Georgios Constantinides, Charalabos Doumanidis, and Vassilis Drakonakis. 2021. "Evaluation of a Thermal Consolidation Process for the Production of Enhanced Technical Fabrics" Machines 9, no. 8: 143. https://doi.org/10.3390/machines9080143
APA StyleEvangelou, A., Loizou, K., Georgallas, M., Sarris, E., Marangos, O., Koutsokeras, L., Yiatros, S., Constantinides, G., Doumanidis, C., & Drakonakis, V. (2021). Evaluation of a Thermal Consolidation Process for the Production of Enhanced Technical Fabrics. Machines, 9(8), 143. https://doi.org/10.3390/machines9080143