
Reconfigurable Machine Tool Design for Box-Type Part Families



Abstract
:1. Introduction
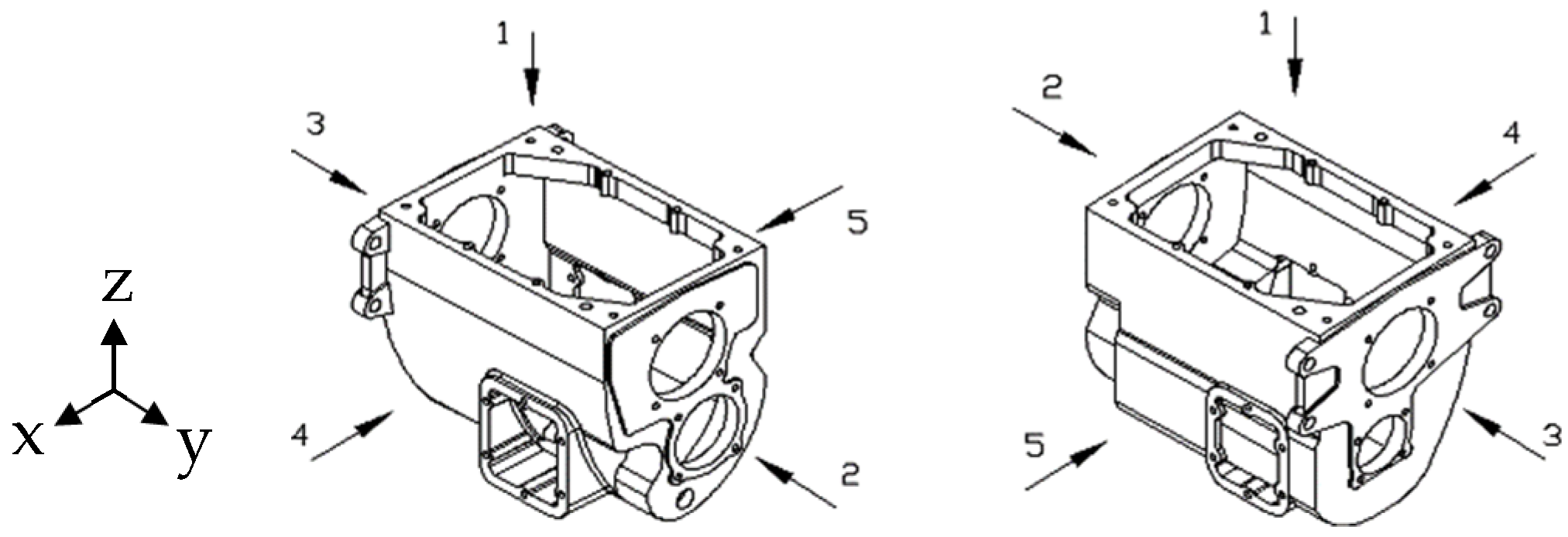
2. Processing Characteristics of Box-Type Parts
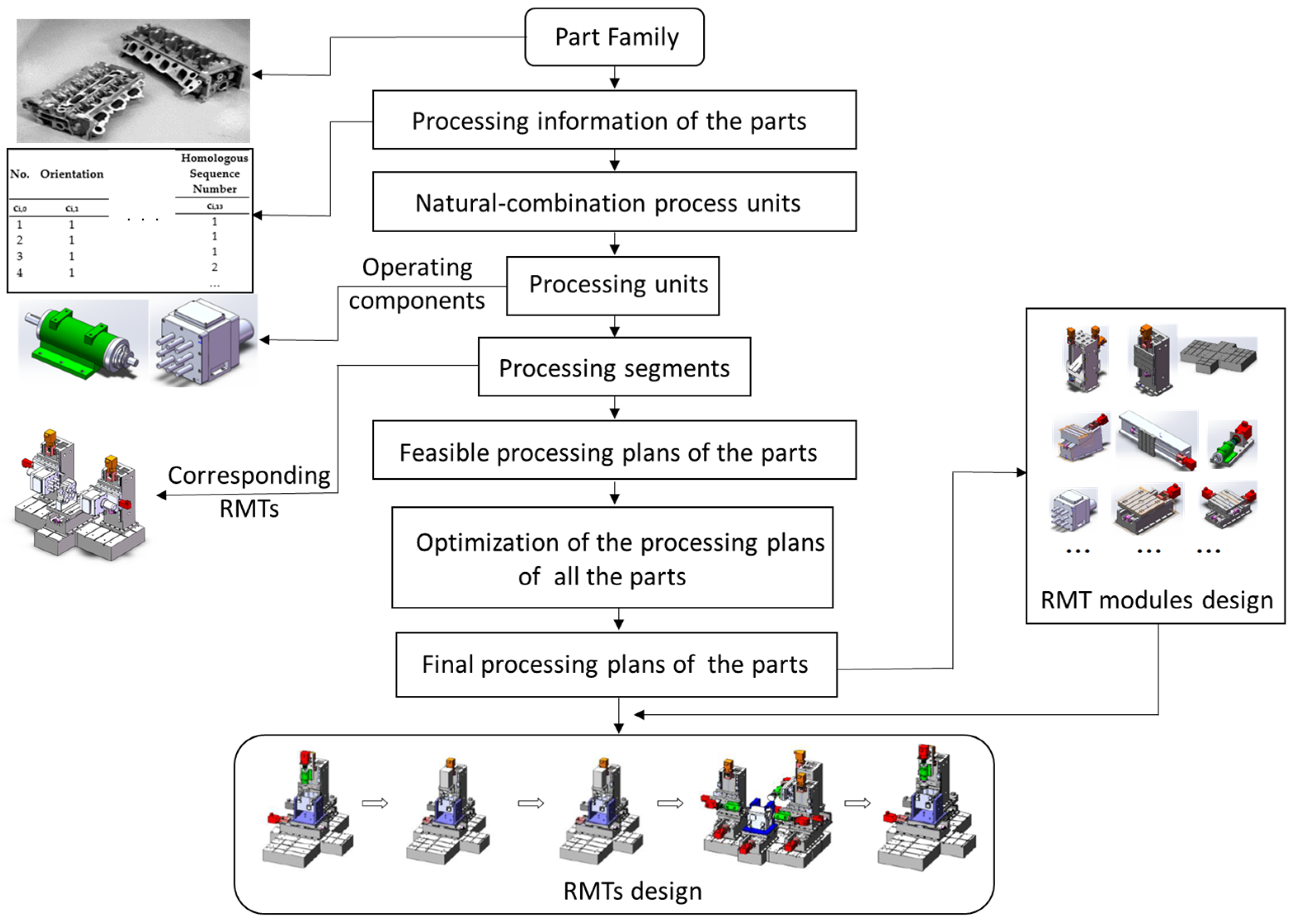
3. Part Process Planning Closely Related to RMT Design
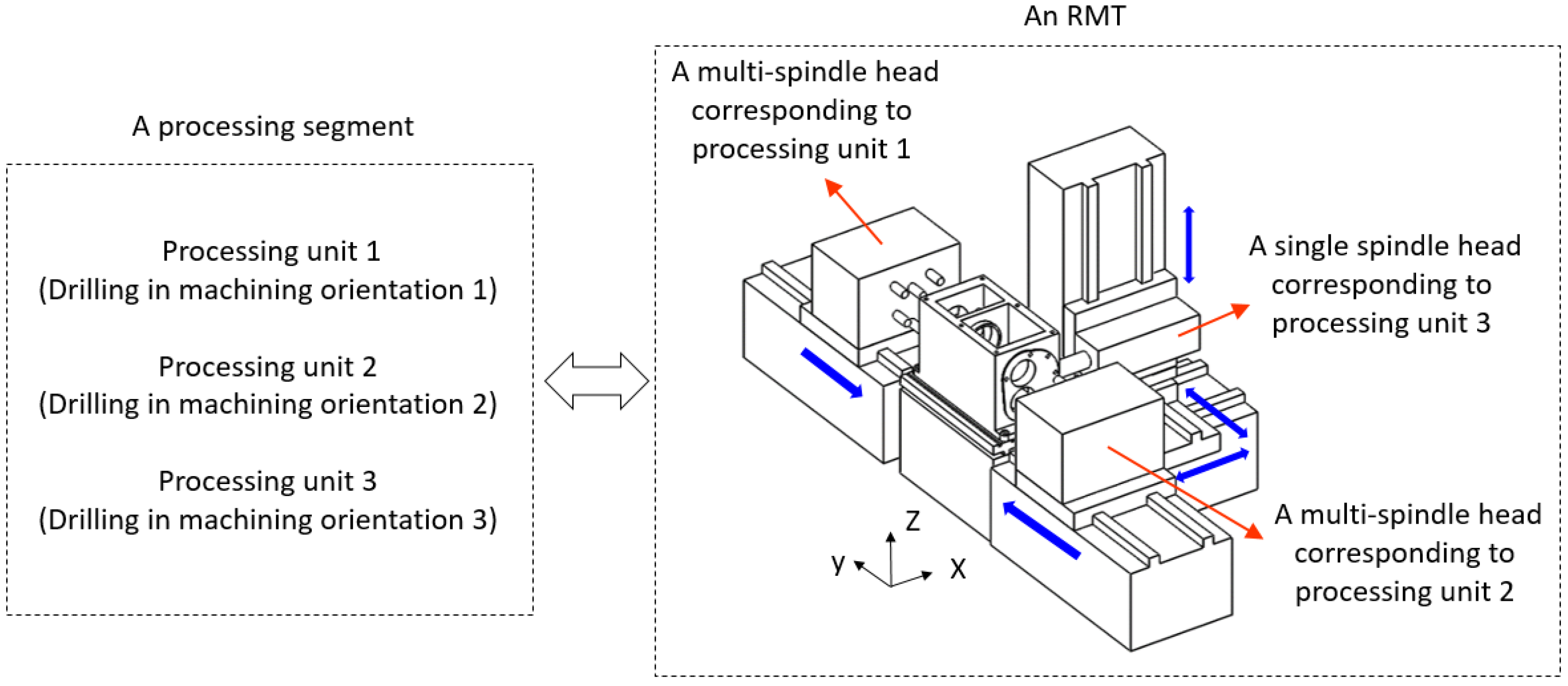
3.1. Establish the Mapping Relationship between the Part Processing Plan and the Machine Tool Processing Functions
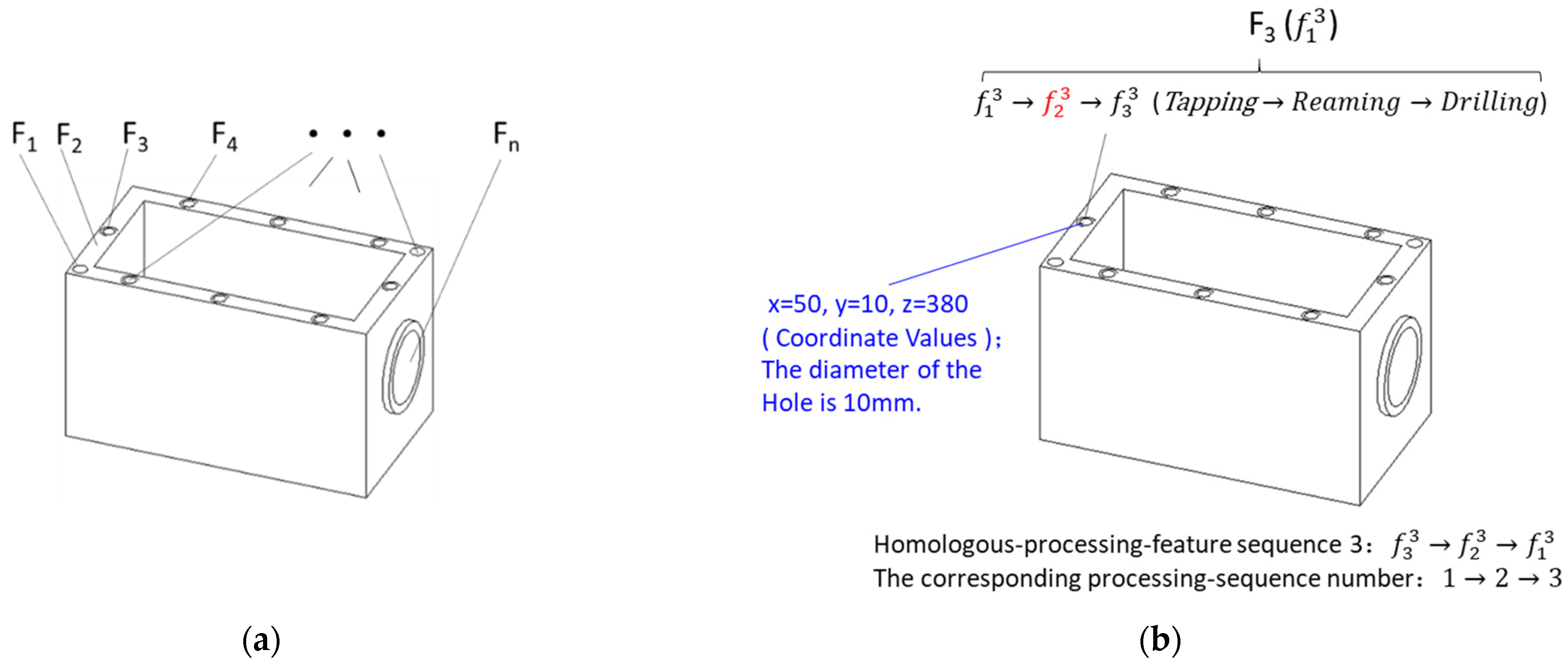
3.2. Acquisition of the Processing Information of the Part
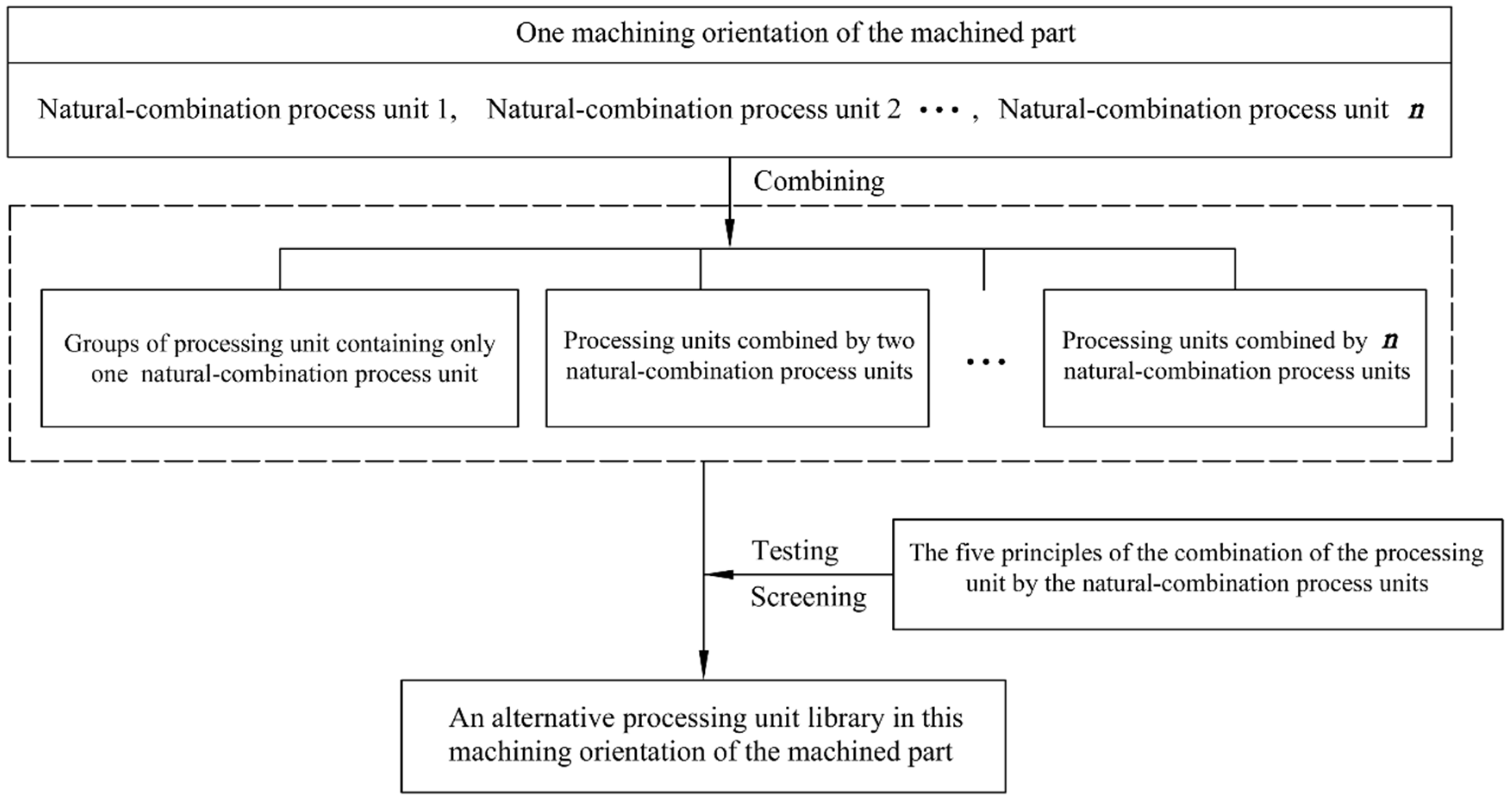
3.3. The Creation of Processing Units
- (1)
- The processing unit must be formed by the natural combination process units that have the same machining orientation.
- (2)
- Natural combination process units with large processing differences cannot be combined into processing units. In general, planar machining features and hole machining features cannot be combined and rough machining features and finish machining features cannot be combined. For example, due to the large differences in cutting force, cutting vibration, etc., rough milling and fine milling cannot be combined; otherwise, the quality of the finishing surface will decrease.
- (3)
- There must be no processing sequence conflicts between the natural combination process units to be combined. For example, natural combination process units that contain homologous processing features cannot be combined because they have clear pre- and post-processing sequential relationships. In the four cases shown in Figure 8, the natural combination process units without homologous relationships can be combined into multiple processing units, and the processing features to be combined are enclosed by a rectangular dashed frame.
- (4)
- The locating datums of the natural combination process units to be combined cannot conflict with each other. Whether the natural combination process units can be combined or not should be judged and determined by the three locating datum codes they contain.
- (5)
- If the machining operations corresponding to a processing unit are performed by a multi-spindle head, all of the processing features contained therein must meet the minimum spindle spacing condition and the feed rate consistency condition.
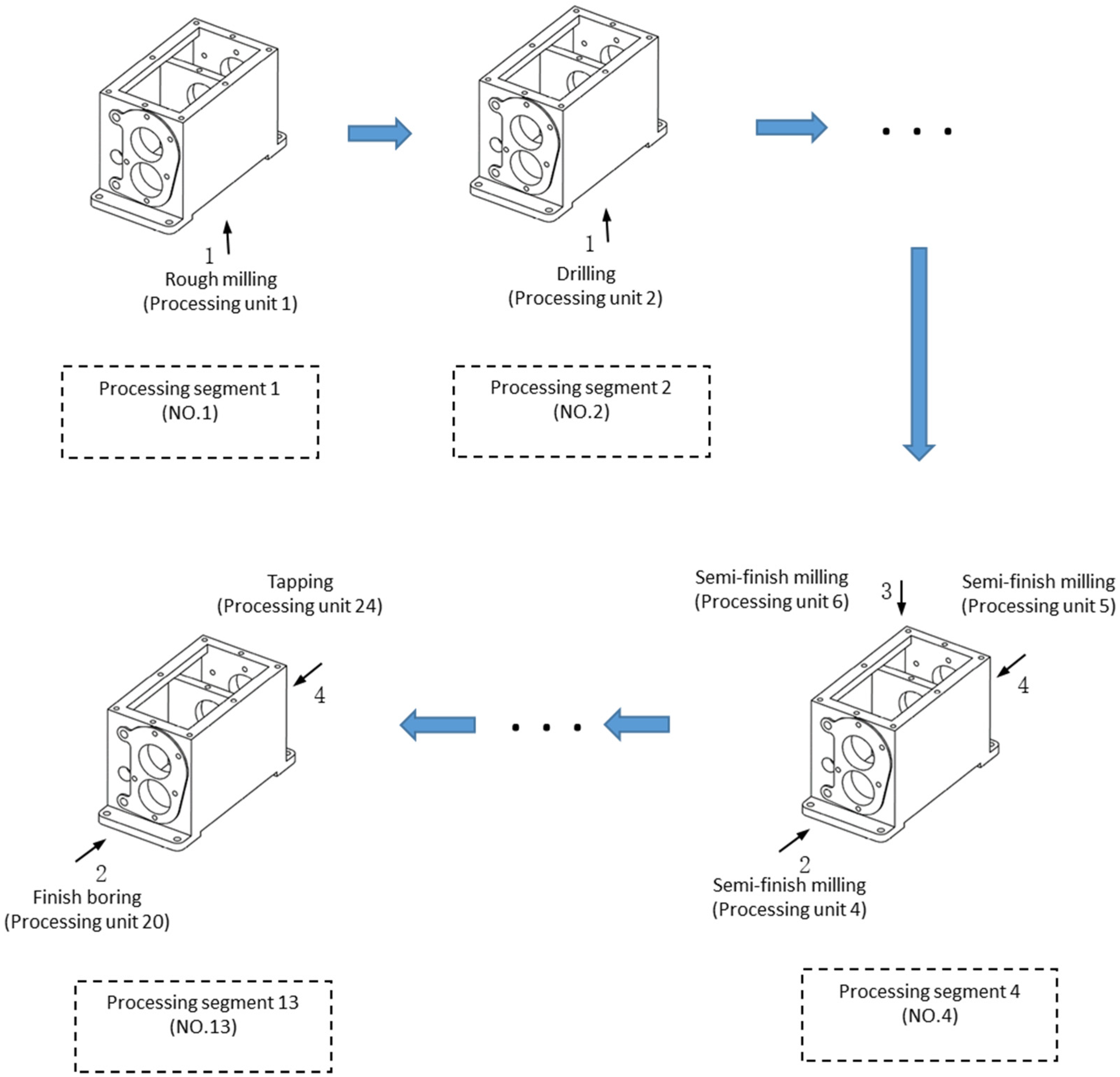
3.4. The Creation of Processing Segments
- (1)
- The locating datums contained in these processing units cannot conflict with each other;
- (2)
- The processing features contained in these processing units cannot have large processing differences; otherwise, they will interfere with each other in parallel processing;
- (3)
- There must be no processing sequence conflict between these processing units due to parallel processing. The processing sequence relation matrix of all of the processing units needs to be established to describe the processing sequence relationship among them, which is represented by S, . In the matrix, if the processing unit i must be processed before the processing unit j, the corresponding matrix element aij=1, otherwise aij = 0, as shown in Table 1.
3.5. The Generation of Processing Plans
4. The Optimization of the Processing Plans of Each Part in the Part Family
4.1. Similarity Evaluation of Processing Segments
4.2. Similarity Evaluation of Processing Plans of the Parts
5. Validation
5.1. Process Planning of a Given Part Family
- (1)
- The processing information tables of the three parts were created firstly. For example, the processing information for part 1 is shown in Table 2; due to the large amount of information, some processing information is omitted;
- (2)
- For each part, by means of retrieval, those processing features that had the same processing type, locating datums, and machining orientation and could be processed using one multi-spindle head were combined to form natural combination process units;
- (3)
- According to the five combination principles mentioned above, the natural combination process units were combined to form various processing units in each machining orientation of the parts. Next, for each part, a group of processing units could be screened out as a processing unit scheme. There were 27, 23, and 21 processing units in the three processing unit schemes obtained corresponding to part 1, part 2, and part 3, respectively. For example, the processing unit scheme of part 1 is listed in Table 3. Next, for each part, the processing sequence relation matrix of all of the processing units could be created by analyzing their processing sequence information;
- (4)
- For the processing unit scheme of a part, based on the three principles of combining the processing units into a processing segment, the processing segments could be created through the combinations of its processing units. Through the arrangement of the processing segments and the following test using the processing sequence relation matrix of all the processing units, a variety of processing plans of the part could be obtained;
- (5)
- Firstly, the similarity coefficients between all the processing plans corresponding to any two parts in the part family were calculated. Through the comparison and analysis of the similarity coefficients of the processing plans of the three parts, three processing plans corresponding to the three parts with the largest similarity coefficient could be obtained as follows:
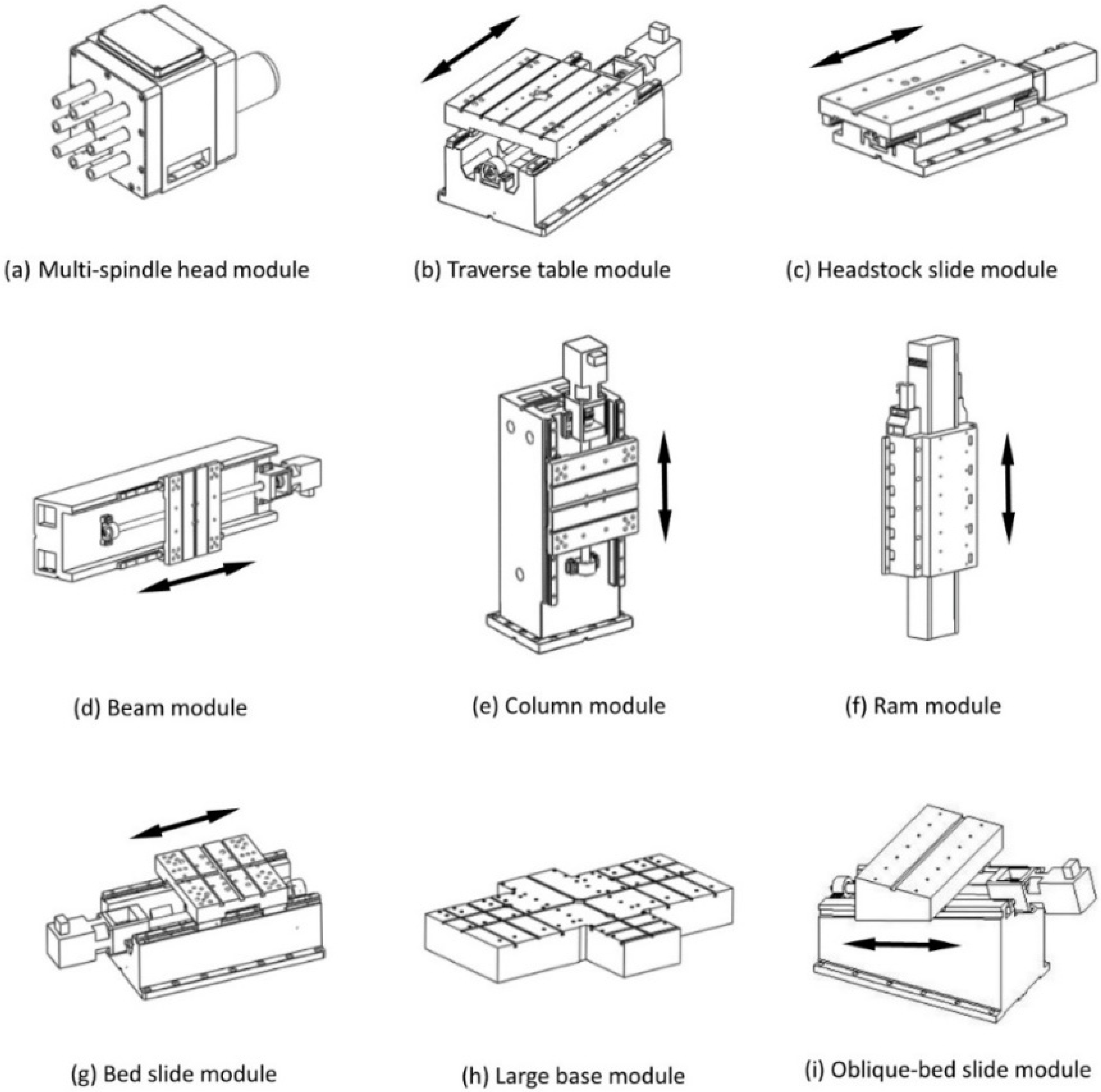
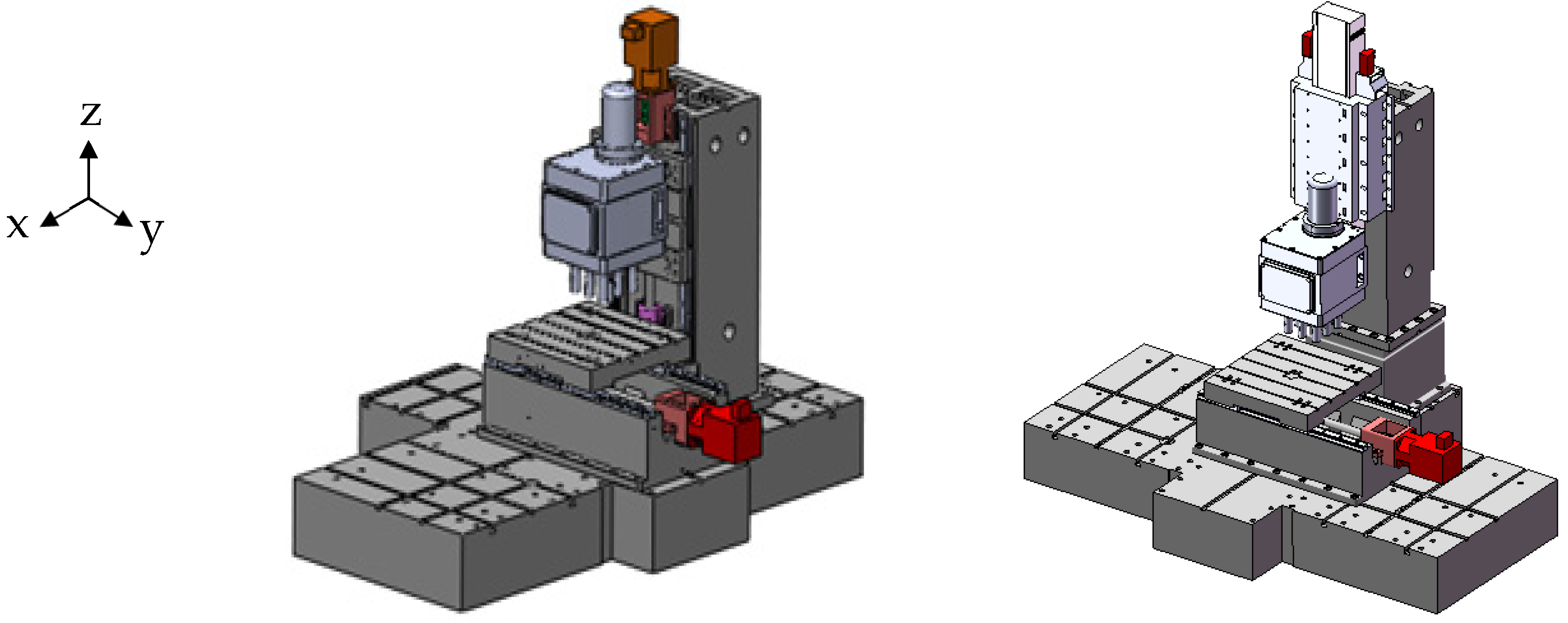
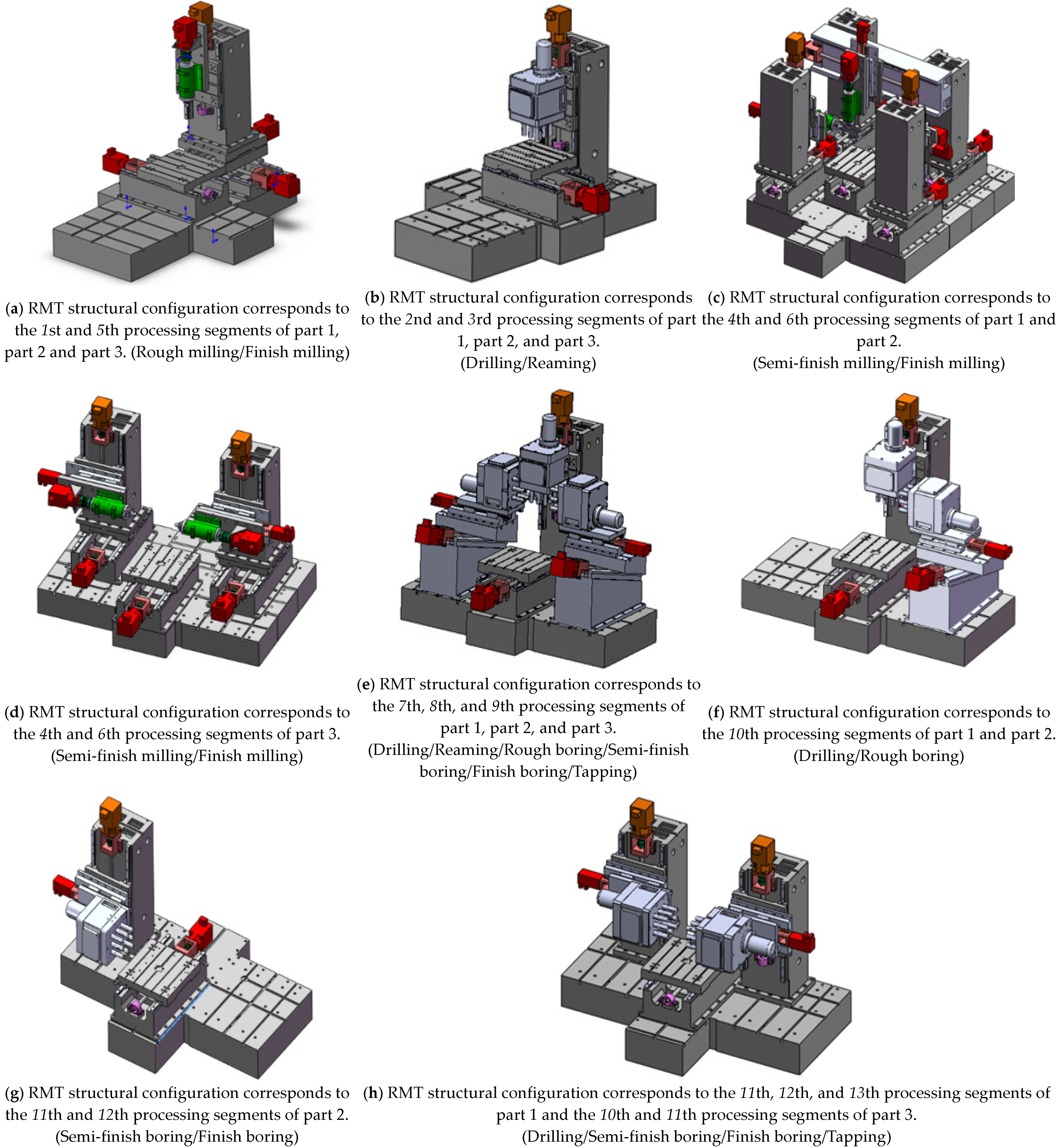
5.2. Design of Reconfigurable Machine Tools
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shneor, Y. Reconfigurable machine tool: CNC machine for milling, grinding and polishing. Procedia Manuf. 2018, 21, 221–227. [Google Scholar] [CrossRef]
- Koren, Y.; Heisel, U.; Jovane, F.; Moriwaki, T.; Brussel, H.V. Reconfigurable Manufacturing Systems. CIRP Ann. Manuf. Technol. 1999, 48, 527–540. [Google Scholar] [CrossRef]
- Koren, Y.; Xi, G.U.; Guo, W. Reconfigurable manufacturing systems: Principles, design, and future trends. Front. Mech. Eng. 2018, 13, 121–136. [Google Scholar] [CrossRef] [Green Version]
- Wang, G.; Shang, X.; Yan, Y.; Allen, J.K.; Mistree, F. A tree-based decision method for the configuration design of reconfigurable machine tools. J. Manuf. Syst. 2018, 49, 143–162. [Google Scholar] [CrossRef]
- Koren, Y.; Kota, S. Reconfigurable Machine Tool. U.S. Patent No. 5943750, 31 August 1999. [Google Scholar]
- Koren, Y. General RMS characteristics, comparison with dedicated and flexible systems. In Reconfigurable Manufacturing Systems and Transformable Factories; Springer: New York, NY, USA, 2006; pp. 27–45. [Google Scholar]
- Rösiö, C.; Jackson, M. Enable changeability in manufacturing systems by adopting a life cycle perspective. In Proceedings of the 3rd International Conference on Changeable, Agile, Reconfigurable and Virtual Production, Munich, Germany, 6–9 October 2009; pp. 612–621. [Google Scholar]
- Mehrabi, M.G.; Ulsoy, A.G.; Koren, Y. Reconfigurable manufacturing systems: Key to future manufacturing. J. Intell. Manuf. 2000, 11, 403–419. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0- based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Azab, A.; Elmaraghy, H.A. Mathematical modeling for reconfigurable process planning. CIRP Ann. Manuf. Technol. 2007, 56, 467–472. [Google Scholar] [CrossRef]
- Goyal, K.K.; Jain, P.K.; Jain, M. A novel methodology to measure the responsiveness of RMTs in reconfigurable manufacturing system. J. Manuf. Syst. 2013, 32, 724–730. [Google Scholar] [CrossRef]
- Huang, S.; Yan, Y. Design of delayed reconfigurable manufacturing system based on part family grouping and machine selection. J. Prod. Res. 2019, 58, 4471–4488. [Google Scholar] [CrossRef]
- Aguilar, A.; Roman, F.A.; Huegel, J.C. Design, refinement, implementation and prototype testing of a reconfigurable lathe-mill. J. Manuf. Syst. 2013, 32, 364–371. [Google Scholar] [CrossRef]
- Vafadar, A.; Hayward, K.; Tolouei-rad, M. Drilling reconfigurable machine tool selection and process parameters optimization as a function of product demand. J. Manuf. Syst. 2017, 45, 58–69. [Google Scholar] [CrossRef] [Green Version]
- Padayachee, J.; Bright, G. Modular machine tools: Design and barriers to industrial implementation. J. Manuf. Syst. 2012, 31, 92–102. [Google Scholar] [CrossRef]
- Scholz-reiter, B.; Lappe, D.; Grundstein, S. Capacity adjustment based on reconfigurable machine tools-harmonising throughput time in job-shop manufacturing. CIRP Ann. Manuf. Technol. 2015, 64, 403–406. [Google Scholar] [CrossRef]
- Carbonari, L.; Callegari, M.; Palmieri, G.; Palpacelli, M.C. A new class of reconfigurable parallel kinematic machines. Mech. Mach. Theory 2014, 79, 173–183. [Google Scholar] [CrossRef]
- Pérez, R.; Dávila, O.; Molina, A.; Ramírez-Cadena, M. Reconfigurable micro-machine tool design for desktop machining micro-factories. IFAC Proc. Vol. 2013, 46, 1417–1422. [Google Scholar] [CrossRef]
- Bejlegaard, M.; Brunoe, T.D.; Bossen, J.; Andersen, A.L.; Nielsen, K. Reconfigurable Manufacturing potential in small and medium enterprises with low volume and high variety. Procedia CIRP 2016, 51, 32–37. [Google Scholar] [CrossRef] [Green Version]
- Ming, Z.J.; Zeng, C.; Wang, G.X.; Hao, J.; Yan, Y. Ontology-based module selection in the design of reconfigurable machine tools. J. Intell. Manuf. 2020, 31, 301–317. [Google Scholar] [CrossRef]
- Song, Z.Q.; Ding, S.; Chen, Z.W.; Lu, Z.W.; Wang, Z.Z. High-Efficient Calculation Method for Sensitive PDGEs of Five-Axis Reconfigurable Machine Tool. Machines 2021, 9, 84. [Google Scholar] [CrossRef]
- Wang, T.Y.; Sun, X.R.; Tian, S.L.; Zhang, L.; Ma, M.Z. Multi-Objective Optimization Selection Method for the Reconfigurable Machine Tool. J. Tianjin Univ. (Sci. Technol.) 2021, 54, 881–889. [Google Scholar]
- Andersen, A.L.; Brunoe, T.D.; Nielsen, K.; Rosio, C. Towards a generic design method for reconfigurable manufacturing systems: Analysis and synthesis of current design methods and evaluation of supportive tools. J. Manuf. Syst. 2017, 42, 179–195. [Google Scholar] [CrossRef]
- Hees, A.; Bayerl, C.; Vuuren, B.V.; Schutte, C.S.L.; Braunreuther, S.; Reinhart, G. A production planning method to optimally exploit the potential of reconfigurable manufacturing systems. Procedia CIRP 2017, 62, 181–186. [Google Scholar] [CrossRef]
- Kurniadi, K.A.; Ryu, K. Development of IOT-based reconfigurable manufacturing system to solve reconfiguration planning problem. Procedia Manuf. 2017, 11, 965–972. [Google Scholar] [CrossRef]
- Europeans Factories of the Future Research Association. Factories of the Future: Multi-Annual Roadmap for the Contractual PPP under Horizon 2020; Publications Office of the European Union: Brussels, Belgium, 2013. [Google Scholar]
- Uhlmann, E.; Peukert, B. Reconfiguring machine tool behavior via smart building block systems. Procedia Manuf. 2019, 28, 127–134. [Google Scholar] [CrossRef]
- Zhang, G.P.; Wang, L.; Wang, Y.Q.; Hu, X.D. Modular setting of reconfigurable machine tools based on generative design method. China Mech. Eng. 2013, 24, 30–35. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Unit | U1 | U2 | … | Uj | … | Un |
|---|---|---|---|---|---|---|
| U1 | 0 | a12 | … | a1j | … | a1n |
| U2 | a21 | 0 | … | a2j | … | a2n |
| ⋮ | … | … | … | … | … | … |
| Ui | ai1 | ai2 | … | aij | … | ain |
| ⋮ | … | … | … | … | … | … |
| Un | an1 | an2 | … | anj | … | 0 |
| No. | Orientation | Feature Types | Processing Type | Locating Datum | Coordinate Values (mm) | Hole Diameter | Sequence Label | Homologous Number | Homologous Sequence Number | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ci,0 | ci,1 | ci,2 | ci,3 | ci,4 | ci,5 | ci,6 | ci,7 | ci,8 | ci,9 | ci,10 | ci,11 | ci,12 | ci,13 |
| 1 | 1 | 1 | 11 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 |
| 2 | 1 | 2 | 31 | 1 | 0 | 0 | 183 | −80 | 0 | 13 | 1 | 2 | 1 |
| 3 | 1 | 2 | 31 | 1 | 0 | 0 | −183 | 80 | 0 | 13 | 1 | 3 | 1 |
| 4 | 1 | 2 | 33 | 1 | 0 | 0 | 183 | −80 | 0 | 13 | 2 | 2 | 2 |
| … | … | … | … | … | … | … | … | … | … | … | … | … | … |
| 93 | 4 | 2 | 23 | 4 | 5 | 9 | −163 | −15 | 155 | 72 | 91 | 35 | 2 |
| 94 | 4 | 2 | 23 | 4 | 5 | 9 | −163 | −15 | 77 | 72 | 92 | 36 | 2 |
| No. | Orientation | Locating Datums | Sequence Label | Processing Features | Notes |
|---|---|---|---|---|---|
| 1 | 1 | 0, 0, 0 | 0 | 1 | Rough milling |
| 2 | 1 | 1, 0, 0 | 1 | 2, 3 | Drilling |
| 3 | 1 | 1, 0, 0 | 2, 3 | 4, 5 | Reaming |
| 4 | 2 | 1, 4, 5 | 5 | 6 | Semi-finish milling |
| 5 | 4 | 1, 4, 5 | 5 | 7 | Semi-finish milling |
| 6 | 3 | 1, 4, 5 | 5 | 8 | Semi-finish milling |
| 7 | 1 | 6, 7, 8 | 8 | 9 | Finish milling |
| 8 | 1 | 4, 5, 9 | 9 | 10, 11 | Drilling |
| 9 | 2 | 4, 5, 9 | 9 | 12 | Finish milling |
| 10 | 4 | 4, 5, 9 | 9 | 13 | Finish milling |
| 11 | 3 | 4, 5, 9 | 9 | 14 | Finish milling |
| 12 | 2 | 4, 5, 9 | 12 | 15-21 | Drilling |
| 13 | 2 | 4, 5, 9 | 15–21 | 22–28 | Reaming |
| … | … | … | … | … | … |
| 26 | 4 | 4, 5, 9 | 13, 74 | 91, 82 | Semi-finish boring/Reaming |
| 27 | 4 | 4, 5, 9 | 13 | 92 | Semi-finish boring |
| Processing plan of part 1 | Number of each processing segment | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 |
| The numbers corresponding to processing units in each processing segment | 1 | 2 | 3 | 4, 5, 6 | 7 | 9, 10, 11 | 12, 15, 21 | 13, 16, 23 | 14, 17, 25 | 22, 8 | 18, 26 | 19, 27 | 20, 24 | |
| Machining operations of each processing segment | Rough milling | Drilling | Reaming | Semi-finish milling | Finish milling | Finish milling | Drilling | Reaming | Finish boring/Reaming | Drilling | Semi-finish boring | Semi-finish boring | Finish boring/Tapping | |
| Corresponding machining orientations | 1 | 1 | 1 | 2, 4, 3 | 1 | 2, 4, 3 | 2, 3, 4 | 2, 3, 4 | 2, 3, 4 | 1, 4 | 2, 4 | 2, 4 | 2, 4 | |
| Processing plan of part 2 | Number of each processing segment | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |
| The numbers corresponding to processing units in each processing segment | 1 | 4 | 5 | 2, 3, 6 | 7 | 9, 10, 11 | 18, 12, 15 | 13, 16, 19 | 14, 17, 20 | 8, 21 | 22 | 23 | ||
| Machining operations of each processing segment | Rough milling | Drilling | Reaming | Semi-finish milling | Finish milling | Finish milling | Drilling/Rough boring | Reaming/Semi-finish boring | Finish boring/Tapping | Drilling/Rough boring | Semi-finish boring | Finish boring | ||
| Corresponding machining orientations | 1 | 1 | 1 | 2, 4, 3 | 1 | 2, 4, 3 | 2, 3, 4 | 2, 3, 4 | 2, 3, 4 | 1, 2 | 2 | 2 | ||
| Processing plan of part 3 | Number of each processing segment | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| The numbers corresponding to processing units in each processing segment | 1 | 2 | 3 | 4, 5 | 6 | 10, 11 | 7, 12, 17 | 8, 14, 18 | 9, 15, 19 | 13, 20 | 16, 21 | |||
| Machining operations of each processing segment | Rough milling | Drilling | Reaming | Semi-finish milling | Finish milling | Finish milling | Drilling | Reaming | Tapping | Drilling/Semi-finish boring | Finish boring | |||
| Corresponding machining orientations | 1 | 1 | 1 | 2, 4 | 1 | 2, 4 | 1, 2, 4 | 1, 2, 4 | 1, 2, 4 | 2, 4 | 2, 4 |

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Zhang, G.; Wang, J.; Liu, P.; Wang, N. Reconfigurable Machine Tool Design for Box-Type Part Families. Machines 2021, 9, 148. https://doi.org/10.3390/machines9080148
Wang Y, Zhang G, Wang J, Liu P, Wang N. Reconfigurable Machine Tool Design for Box-Type Part Families. Machines. 2021; 9(8):148. https://doi.org/10.3390/machines9080148
Chicago/Turabian StyleWang, Yongquan, Guangpeng Zhang, Jiali Wang, Pan Liu, and Nina Wang. 2021. "Reconfigurable Machine Tool Design for Box-Type Part Families" Machines 9, no. 8: 148. https://doi.org/10.3390/machines9080148
APA StyleWang, Y., Zhang, G., Wang, J., Liu, P., & Wang, N. (2021). Reconfigurable Machine Tool Design for Box-Type Part Families. Machines, 9(8), 148. https://doi.org/10.3390/machines9080148