1. Introduction
The environment has become a topic of critical importance in the last decade. Technology plays a significant role in the battle against climate change to save our planet. The development of new technologies may lower pollution, reduce raw material exploitation, and improve efficiency [
1]. As a trans-sectorial discipline, tribology affects the efficiency of several fields, e.g., automotive, industry, biomedical, and aerospace; its contribution to sustainable development may be consistent and different strategies may be employed. The future perspectives of research in tribology were previously investigated by Dowson and Taylor [
2] in 1985 and Jost [
3] in 1990; the main problems indicated concerned the technological aspects, the surface treatments, and the wear of metallic materials in a view of economic savings and improvement of efficiency. Since then, the environmental aspect of tribology has become more and more important. Nowadays, it is of paramount significance, and its connections with economic and social impacts are well known [
4,
5,
6,
7].
The approach named Life Cycle Tribology (LCT) was presented by Kato and Ito [
8] for the first time in 2005. They applied the methodology of the Life Cycle Assessment (LCA) to a tribological system. The influence of tribology was evaluated considering three main areas of the impact categories, namely, human health, ecosystem quality, and resources. Indeed, improving friction properties could positively affect the climate change and fossil fuels impact categories, reducing energy consumption and hence CO
2 emissions. The reduction in wear that particles generate, for example, from roads, cars, and vehicles, decreased the impacts within the respiratory organic and inorganic substances and the ecotoxicity and acidification/eutrophication categories thanks to the reduction in NOx and particulate matter production. Control of wear allowed the impacts in the carcinogenesis, respiratory substances, ecotoxicity, acidification, and land use categories to be cut. The evaluation of the impacts was not limited to the environmental aspect only. Kato and Ito considered and combined the Life Cycle Cost (LCC) and wealth evaluation with the LCA. The result was the definition of a holistic methodology called Life Cycle Tribology.
The application of LCA to a tribosystem is complicated due to the interaction among several elements. Wani and Anand [
8] individuated the attributes of a tribosystem that affect the LCA, including material conservation, lubricant lifetime, energy conservation, protection of the environment, and disposal of triboelements and lubricants. The LCA attributes incorporate the requirements of LCA for triboelements, such as longevity of materials, high wear resistance, minimum power consumption, minimum wastage, no carcinogenesis, minimum replenishment of lubricants, minimum contamination, minimum emission of toxic gases and materials, easy and low-cost reclamation or disposal, ease of assembly and disassembly, biodegradability to renewability, and minimal environmental hazards. The authors highlighted the interrelation among the LCA attributes, underlying how the different aspects of a tribosystem affect the sustainability and the environmental impacts from various points of view. These relations have been translated into a matrix representation that developed the LCA expression of the triboelements and allowed different tribosystems to be compared and evaluated.
The interconnection of the tribological analysis methods was investigated by Kurdi et al. [
9]. The authors evaluated the physical experiments, the different modeling and simulation methods, and the LCA methodology that have been employed to examine tribological systems. The presented techniques complement each other because one fills the gaps that the others, due to technical impediments or weaknesses, cannot cover. Combining the different approaches leads to a more accurate system investigation and can be successfully integrated into the LCA.
Sasaki [
1], in the work published in 2010, listed some of the topics related to what he called “eco-tribology”: tribo-materials to enhance recyclability, friction and wear properties, and environmental safety. Examples of eco-tribological elements are diamond-like carbon coatings to decrease friction; water-based lubricants, whose operative life should be extended to lessen their impact on the environment; and advanced machine elements, considering that they represent one of the primary sources of inefficiency in industry. The advancement of these and other tribo-elements may reduce the energy demand, for example, in vehicles and industries. Tribosystems should be individually analyzed to find out particular solutions to reduce energy consumption and carbon dioxide (CO
2) emissions; the maintenance of the tribosystems should represent the bedrock of eco-design and be integrated with the concept of LCT to control waste production and increase efficiency [
1].
In 2010, Nosonovsky and Bhushan [
10] published a pioneering work about green tribology. They broadened the concept of eco-tribology introduced by Sasaki [
1] in the same year, formulating 12 principles that became the basis of the sustainable aspects of this discipline. The concept of green tribology is defined as “
the science and technology of the tribological aspects of ecological balance and environmental and biological impacts” [
10]. The green tribology principles (GTPs) provide guidelines to developing and producing sustainable tribo-elements and tribosystems.
The idea that tribology has wide-ranging impacts is supported by Assenova et al. [
11], who mainly focused on the effects on quality of life. Five different sustainability indicators have been considered that affect the quality of life: social, environmental, resource, economic, and technological. By using green tribology principles, Assenova centered the study on the environmental quality of life. The development of advanced tribological systems and the conscientious use of the tribological tenets may determine savings from 1.5% to 6% of the gross national product in nations like China and the United States of America. The employment of innovative lubricants, e.g., natural or biodegradable lubricants, and biomimetic materials, reduces health and pollution hazards. Tribology is one of the disciplines that may drive the transition to renewable energy, increasing efficiency through an accurate system design to limit energy and heat dissipation. The minimization of friction, wear, and wear debris generation, and the employment of sustainable lubrication and suitable surface finishing, in synergy with the push towards more efficient use of renewable energy, contribute to the enhancement of the quality of life and sustainable development.
Three different case studies were discussed by Tzanakis et al. [
4], considering the impacts of tribology on global sustainable development. The authors analyzed micro combined heat and power units from the domestic sector, slipways for lifeboats, and skateboard wheels, underlying the aspects affected by tribology. The GTPs have been considered the basis to structure sustainable thinking, expressed through sustainable design strategies, production in service of durability, and life quality. These strategies are reflected in the analyzed case studies in the accurate selection of materials and the design alteration. Sustainability of the tribological systems is strictly connected to the extension of the triboelements’ lifetime, the reduction of wear, the increase in energy use efficiency, and the decrease of waste.
One of the most famous and complete studies that calculated the economic impacts of tribology on energy consumption and carbon emissions is the one by Holmberg and Erdemir [
7]. By estimating the global energy consumption in the analyzed sectors and calculating friction, wear, and energy losses, the estimation of their effects and the potential forecast was dug out and the possible savings were assessed. In 2014, the world energy consumption was 396 × 10
12 MJ, distributed among industrial activities, transportation, domestic, and raw materials. The implementation of technologies aimed at reducing friction and wear could reduce 21.5 × 10
12 MJ in energy consumption in the short period (assumed to be eight years), corresponding to EUR 455 billion and 1460 Mt of CO
2 emissions. In the long term (15 years), the savings in energy consumption could reach 46 × 10
12 MJ, EUR 973 billion and 3140 Mt of CO
2 emissions. The new technologies presented include new models of engine lubricant, additives, new materials, surface treatments, coatings, and new adaptable designs that can be easily integrated into the current market or require the replacement of used technologies and components. The mentioned solutions perfectly fall within the strategies proposed by the GTPs.
Stachowiak [
12] faced the innovation areas from a different point of view, firstly considering the industrial problems connected to friction and wear. Once these issues had been solved or held, new development areas appeared, namely, biotribology, environmental tribology, and nanotribology. Biotribology developed due to the increasing number of protheses and implants to satisfy the human desire for eternal life. Environmental tribology is the answer to energy consumption and production problems, the degradation of the environment, and climate change. Nanotribology is an intrinsic consequence of the development in the nanotechnology field.
Zhang [
5] better explained the holistic approach of green tribology and the ability of this discipline to meet the sustainability demand of today’s society. Green tribology is intended as a “
new mode of thinking that represents views on ecological balance and environmental protection, and so embodies the ideology of the sustainable developments of nature and society perfectly” [
5]. As one of the pioneers in this field, Zhang broadened the concept of green tribology over time, grasping the many different aspects embedded in the term “green tribology.” The analysis investigated the technological aspects of the sustainable development of tribology, considering technologies to save energy and materials and to extend the lifetime of triboelements such as new lubricants and coatings or the use of nanostructured materials to reach a super-low-friction regime, and techniques to reduce human health hazards and ecological impacts, e.g., eco- and bio-lubricants and biomimetic elements. LCA, and, in particular, the abovementioned approach presented by Wani and Anand [
8], is seen as a valuable tool to evaluate the environmental impact of tribosystems both at the development and operative stages. Five main development areas of green tribology have been individuated:
Implementation of the knowledge, methodologies, and technologies;
Development of new technologies in the fields of green lubricants, materials, and coatings;
Eco-design making use of traditional materials and lubricants;
Support diversification and hybridization of renewable energy;
Strengthening the green tribology methodology.
Tribology represents an excellent opportunity to lower carbon emissions and develop a sustainable economy, supporting society and the environment. Jost perfectly explained the cause of green tribology: “ […]
the cause of green tribology is indeed a worthy cause for all tribologists and their organizations to pursue, as it will help tribology to play its rightful part, not only for the benefit of science and technology, but much more importantly, for the benefit of mankind […]” [
5].
The abovementioned 12 green tribology principles will be described in the following section and exploited to introduce selected research works. The aim is to collect practical examples of effective strategies to decrease the environmental impact of tribosystems, investigate and explain the GTPs in the current scenario, and move away from the theoretical aspect of green tribology, giving practical and compelling examples.
2. The 12 Principles of Green Tribology
The principles listed by Nosonovsky and Bhushan [
10] are reported here and discussed. Each principle is analyzed considering the latest research works to better understand the direction that tribology and researchers have taken in the last few decades.
2.1. Minimization of Heat and Energy Dissipation
The discussion on worldwide energy consumption has become a topic of primary importance to deal with for the future of our planet. This section focuses on heat and energy dissipation by friction systems in different sectors and possible strategies adopted to increase the energy efficiency of tribosystems.
According to the abovementioned study by Holmberg and Erdemir [
7], worldwide total energy consumption in 2014 was about 396 EJ, divided into industrial activity (29%), transportation (28%), domestic (34%), and other (the remaining 9%). In industry, the estimated energy spent to overcome friction is 20% of the sector consumption [
7]. Wear-related energy losses consider the energy for producing new parts for wear replacement and spare downtime equipment. According to the study by Holmberg et al. [
13], the mining industry is estimated to consume about 40% of the total energy absorbed by the sector due to friction, producing about 970 million tons of CO
2eq annually (2.7% of the total emissions). Holmberg et al. [
13] also analyzed the friction and wear impacts in the paper industry, which resulted in a waste of energy ranging from 15% to 25% of the total energy employed in this field.
Specific data about the energy consumption in the energy industry are missing in the literature. Holmberg and Erdemir [
7] estimated wasted energy due to friction as 20%, in accordance with the average energy dissipated in similar industry fields, and the energy loss due to wear as 22% of that due to friction.
Considering the transport sector, the energy lost to overcoming friction has been evaluated at about 30% of the energy consumption. In this case, the share of energy losses due to wear is smaller than in the industry because of more effective lubricant technologies [
7]. Passenger cars were analyzed in detail by Holmberg et al. [
14]: Friction phenomena are responsible for 38% of fuel energy use. This accurate analysis showed that this consumption is distributed as 35% to overcome the rolling friction in the tire–road contact, 35% for the friction in the engine system, 15% in the transmission system, and the remaining 15% in brake contacts, as represented in
Figure 1. As a result, only 21.5% of the fuel energy is employed to move a car due to viscous losses, friction in gears, bearings, and seals. A similar study by Holmberg et al. [
15] on heavy vehicles, in particular, tracks and buses, found that friction losses reached 33% of the fuel energy, dissipation is generally reduced compared to passenger cars, and the total energy employed to move the vehicle is equal to the 34% of the fuel energy.
Residential and services fields include heating, cooling, ventilation, lighting, consumer products, and business equipment. Holmberg [
7] estimated that these sectors have the lowest consumption of energy dissipated by friction: about 10% of the consumed energy in these areas, of which 14% is spent due to wear.
Heat is one of the main methods of energy consumption. The reduction of friction minimizes heat generation, saving energy and avoiding its dispersion. Moreover, heat can generate pollution; damage some components, tools, and machines; and alter the lubricant. Stachowiak and Batchelor [
16] and Abdel-Aal et al. [
17] explained how heat is dissipated between two surfaces. The asperities of the two sliding surfaces are fundamental for heat dissipation because they promote thermal flow. The accumulation produced when heat exceeds the heat removed by the asperities promotes unwanted results like variations in the microstructure of the material or alteration of the surface. In particular, Stachowiak and Batchelor [
16] reported on how the conjunction temperature could modify the wear and dry friction by forming oxides, metallurgically transformed surfaces, alteration of local geometry due to the thermal expansion, or even local surface melting. This temperature is called “flash temperature” due to its very short time for creation. The authors analyzed the alteration of the elastohydrodynamic lubrication as an effect of temperature. The dependence of this phenomenon as a function of the film thickness and its thermal conductivity was shown. The temperature profile along the film is like a parabolic curve, with the highest temperature in the center. This can alter the viscosity and can lead to a variation in the lubricating mechanism changing the wear rate and bringing the lubricant and the machinery to failure.
The control of temperature to avoid lubricant degradation was analyzed by Márton et al. [
18]. The method to calculate the temperature of the lubricant during friction was based on the temperature of the housing, the temperature of the environment, the velocity, and the mechanical system to predict slow changes in friction parameters. The reduction of heat transmittance using lubricants was investigated in the work by Zohdi [
19]: The research aimed to design microscopic additives that allow for a smaller heat dissipation during sliding.
To completely assess the sustainability of the presented strategies to face energy and heat dissipation, the energy saved should be compared with the environmental impact of the additives or technology, considering their production, lifetime, and end-life. The evaluation is further complicated by the fact that the wear of the lubricated component should be included because it determines maintenance and substitution impacts. Considering all these data on energy consumption due to friction and the relevant problem of heat dissipation, a lot of wasted energy can be saved, and the environmental impacts can be reduced through accurate tribological research.
2.2. Minimization of Wear
The reduction of wear is one of the main tasks of tribology, and hence is at the base of green tribology. The wear phenomenon consists of material loss during sliding between two surfaces. Except for those applications in which friction is required, e.g., welding, this damaging interaction represents something to be avoided. The role of lubricants has become increasingly important in dealing with wear, and the huge consumption of lubricants makes them at the center of tribosystem lifetime preservation and environmental impact discussion. For these reasons, this section focuses on the most employed techniques to avoid wear employing green lubricants.
The study by Shi et al. [
20] about biopolymers evaluated hydroxypropyl methylcellulose (HPMC) as a dry green lubricant in sustainable manufacturing. Different tests analyzing tribological features of this compound were executed, highlighting the decrease in the coefficient of friction (COF) and the anti-wear behavior promoted by the formation of a lubricating transfer layer. Furthermore, HPMC is an environmentally friendly material with good mechanical performance. It represents an appealing research direction; nevertheless, its practical applications showed weaknesses such as short protection life. Shi et al. [
21] evaluated the addition of a solid lubricant additive to enhance wear resistance, like MoS
2. This study investigated the effects of the presence of MoS
2 in a biopolymer coating. The results highlighted a significant reduction of the coefficient of friction by 40% due to the presence of MoS
2, improving the stability and the wear resistance of the bio-based composite. An important role was played by the crystalline morphology and the content of the nanoparticles, which was assessed as best in the range of 5–10 wt.%.
Chen et al. [
22] found the improvement of tribological performance by means of the dispersion of WS
2 nanoparticles in a green-base oil made up of different biodegradable lubricants. The tested steel surfaces exhibited a reduction of COF from 0.15 up to 0.07 thanks to 1 wt.% of WS
2 nanoparticles, which additionally were responsible for the auto-reconditioning effect observed on the worn surfaces.
In the last few years, scientific research has increasingly oriented toward developing water-based green lubricants; nonetheless, oil-based lubricants still play an important role in the green lubricant market. In the study by Hernández-Sierra et al. [
23], the tribological performances of five of the most common lubricants for general applications were investigated: water, seawater, graphite nanoparticles dispersed in water, synthetic oil, mineral oil, natural oil mixed with mineral oil and additives, natural oil with synthetic esters and additives, and castor oil. This detailed analysis accurately characterized the lubricants and reported the comparison between the average kinetic friction coefficient and their wear resistance. The bio-based lubricants exhibited the lowest wear rate and friction values when tested on steel samples.
As will be later discussed in
Section 2.4 about natural lubricants, the main disadvantages linked to oil-based lubricants are the possible non-eco-friendly production methods and their recyclability, because oil-based lubricants are typically toxic or harmful. Based on these considerations, Afifah et al. [
24] proposed an oil-based lubricant synthesized from a renewable and biodegradable source, namely, a mix of palm stearin methyl ester and the candida Antarctica Lipase B (a yeast), considered non-toxic for the environment. The analysis compared palm stearin methyl ester, epoxidized palm stearin methyl ester, and a traditional mineral-based oil. The produced epoxidized palm stearin methyl ester demonstrated the lowest friction coefficient, between 0.04 and 0.06, and a wear scar diameter that was smaller than the non-epoxidized lubricant but higher with respect to the mineral-based oil. The modification of the chemical structure of vegetable oil also had good effects on its tribological characteristics at different temperatures, namely, 75 °C and 95 °C.
An interesting overview of anti-corrosion and lubricating properties of fully green lubricants was given by Zheng et al. [
25]: The authors analyzed several chemically modified oil-based lubricants to overcome structural problems. The enhancement of the tribological performance of oil-based lubricants may lead to the substitution of petrol-based lubricants in the market. This conversion should promote their renewability and biodegradability, decreasing the energy consumption and the carbon footprint.
Hu et al. [
26] studied the tribological behavior of a water-based lubricant mixed with nanosized carbon dots (CDs). This technique allowed a shift from sliding to rolling friction, lowering the friction coefficient. The CDs in the water-based lubricants filled the asperities of the surface and avoided direct contact between the two surfaces. The rolling and sliding CDs provided mechanical support during the motion. A reduction in the coefficient of friction of up to almost 40% and a wear rate of 38% were found. Moreover, the CDs’ presence enhanced the poor corrosion resistance of the water-based lubricant, inhibiting the trigger mechanisms.
Eco-friendly production processes should support the fruitful results obtained by the use of nano-additives in bio-lubricants, and not affect the green characteristics of the lubricant. Sarno et al. [
27] proposed sustainable production methods for synthesizing carbon nanotubes and reducing graphene oxides by means of recycled plastic and charcoal. The tribological behavior of the thus-produced nanotubes and reduced graphene oxide in oil-based lubricants was assessed; the evaluated performances were very similar to traditionally produced nano-additives. Using 0.1 wt.% of reduced graphene oxide reduced the friction coefficient by 16% and 18% when dispersed in two commercial oils. The highest mean wear scar diameter reduction was observed for the same reduced graphene oxide concentration, 14–15%.
Various strategies aim to significantly reduce the wear rate of sliding surfaces. The presented works faced the problems of energy consumption and component degradation by proposing different methodologies, e.g., nanostructured additives or bio-based materials. The use of renewable, non-hazardous, and non-toxic materials should be promoted; nonetheless, an efficient lubricant reduces wear and energy waste.
2.3. Reduction or Complete Elimination of Lubrication, and Self-Lubrication
The third principle aimed to reduce the use of external lubricants till their elimination when possible and to use self-lubricating materials if applicable. A huge amount of lubricants is wasted in wet machining processes: Kim et al. [
28] reported that every year in Germany and the USA, more than 70,000 tons and 350 million liters of oil are consumed with this aim. Another typical problem that affects these cutting fluids is the impossibility of recycling due to their workpiece chip content.
2.3.1. Reduction of Lubrication
Minimum quantity lubrication (MQL) was discussed in the study by Kim et al. [
28] to minimize wasted products, environmental pollution due to the use of additives in these fluids, and energy consumption. The MQL method consists of injecting a small amount of cutting fluid in the form of mist through compressed air between the two contact surfaces. The micro dimension of the particles allows penetration into parts with complex geometry. Consequently, the chip production and the temperature at the interface are minimized. The amount of oil used with this method is about less than 1/10000 of the usual machining process, the total cost is reduced by 15%, and the problems related to operator health are avoided. The employment of self-lubricating materials can obtain the extreme elimination of cutting fluid.
2.3.2. Self-Lubricating Materials
Self-lubricating materials (SLMs) are an optimal solution to assure lubrication in different systems like vehicles, cutting tools, electronics, and home appliances. The increasing market demand in every field necessitates short manufacturing times; hence, a huge amount of lubricant is needed. Consequently, the efficiency of all the ancillary processes related to treatments of lubricating fluids should be implemented to manage the environmental impact due to the typical not-eco-friendly behavior of these substances. Self-lubricating materials are used in applications where liquid lubricants are difficult or impossible to use—for example, at cryogenic temperatures, in a vacuum, under extreme contact pressure, and where the processing waste must be minimized. SLMs can be classified according to the material acting as a lubricant. An overview of the most widespread solid lubricants employed in the market was provided by Furlan et al. [
29] and is reported in
Figure 2.
According to Evans and Senior [
30], a self-lubricating material is defined as “
able to slide against a counter-body at efficient speeds and loads and in the absence of a lubricating fluid, it does not suffer damages that normally occurs when two metals slide under relative movement in the absence of lubrication.” It is possible to find SLMs as reinforced phases in a matrix, forming a composite material on the market. Metal matrix self-lubricating composites exhibit excellent tribological properties thanks to the gradual release of the solid lubricant from the matrix and the subsequent formation of a tribo-film, as explained by Xiao et al. [
31].
Molybdenum disulfide (MoS
2) is a transition metal dichalcogenide (TMD) compound that is increasingly employed thanks to the important lubricating effect due to its lamellar crystalline structure [
32]. These lamellae are bounded together by a Van der Waals interaction, allowing the material to slide parallelly to the direction of shear stress [
29,
33,
34]. It has been seen that the film coverage of MoS
2 depends exponentially on the volume content of MoS
2. For this reason, the coefficient of friction decreases with the percentage of MoS
2 volume content [
31]. A detailed analysis of tribological properties of MoS
2 was provided by Vazirisereshk [
35], reporting the correlation between temperature, friction force, and friction coefficient. It was found that MoS
2 behavior changes depending on environmental operating conditions such as temperature, humidity, oxygen, and the microstructural properties of MoS
2. In a vacuum, the friction coefficient decreases with increasing temperature; in general, the presence of water and oxygen determines a decrease in the lubricating performance due to the inhibition of the sliding motion. The best performance has been detected in a vacuum, which is the reason for the extensive use of this solid lubricant in aerospace applications. The presence of humidity limits the sliding of the MoS
2 layers, preventing the employment of molybdenum disulfide in common applications on earth [
16,
36]. MoS
2 compounds are generally doped with other substances like antimony trioxide (Sb
2O
3) and lead (Pb) to improve their lifetime. The use of lead has been limited or banned [
37], promoting the use of Sb
2O
3 due to lower environmental impacts. The development of more sustainable materials that reach the performance of traditional ones should be investigated.
Another example of a self-lubricating compound from the TMDs is tungsten disulfide (WS
2), which usually finds application in metal matrix composite materials. Freschi et al. [
38] studied the enhancement of the tribological behavior of copper matrix composite through the use of micro and nano WS
2 structures. It was shown how the synergetic effect of the WS
2 structures could extend the lifetime of a component, contributing to the reduction of material exploitation. Considering the different concentrations of WS
2 in a copper matrix, the evaluation of friction coefficient, specific wear rate, and wear coefficient led to an optimum in the range of 10–15 wt.% of the second phase [
39]. The specific wear rate was reduced by almost 30% with respect to pure copper, and the friction coefficient was lowered from 0.75 to 0.15.
Graphite is the most common solid lubricant employed due to its good tribological properties and high mechanical resistance [
40,
41,
42]. The development of nanotechnologies determined the introduction to tribosystems of carbon-based nanostructured materials that enhance the tribological properties exhibited by graphite, paving the way to materials like carbide-derived carbon that is composed of heavily misaligned graphene layers [
32]. The study by Rivera et al. [
43] evaluated the decrease in the coefficient of friction promoted by carbide-derived carbon. A huge improvement was underlined by the obtained results, reaching a COF of 0.1 and a wear rate decrease of up to 70% compared to the commercial crystalline graphite particles. The outstanding performance detected depended on the crystalline structure and the slow release of solid lubricant from pores during the wear test, leading to the formation of a uniform and stable tribo-film.
Reinert et al. [
44] studied reinforcement particles for metal composites to improve the wear mechanism in a dry sliding regime. The analyzed second phases were made of carbon nanoparticles with different structures: multi-wall carbon nanotubes (CNTs), onion-like carbon, and nanodiamonds, characterized by different hybridization and morphology. The best properties were those of CNTs: The lubricating effect increased with the increase in the volume content of CNT to 50 vol.%.
Polytetrafluoroethylene is another material employed for its lubricating performance. Lince [
45] explained that its particular structure consists of arrays of long helixes with covalent bonds along the chain and held together by weak interactions. These helixes do not form chemical bonds with other molecules. For that reason, this material has low surface energy, and hence good lubricant behavior. This characteristic is also given by the alignment of the chains along the motion direction and the drawing out of some chains onto the contact surface.
The minimization, accurate calibration, or complete elimination of lubricants paves the way for new research programs with the interesting aim of finding out which option is the best for the selected application and how it can be optimized in order to achieve the best performance with minimal waste.
2.4. Natural Lubrication
Lubrication is fundamental to decreasing friction, wear, and adhesion, therefore saving fuel and energy and reducing carbon dioxide [
45,
46]. Most mineral and synthetic lubricants are non-renewable and toxic since they impact the soil, water, and atmosphere [
47,
48,
49]. There are legislative restrictions and standards to be respected to preserve the environment and limit harmful waste production.
2.4.1. European Legislation for Sustainable Lubricants
The management of chemicals, including lubricants, is regulated by legislation in a few countries, whereas in others, it is under development, as can be seen in
Figure 3.
The European Commission stipulated the “
EU Ecolabel” for lubricants (2018/1702, updated to version 1.4 in 2021) [
46] to reduce the hazard to the environment, human health, and any living organisms, promoting the conscious use of bio-lubricants from sustainable production and a circular economy. In particular, eco-friendly lubricants should satisfy the following requisites [
46]:
Biodegradability, tested by the Organization for Economic Co-operation and Development (OECD) 301 [
51];
Bioaccumulation, defined according to molecular weight, bioconcentration factor, and water partition coefficient (Kow);
Water toxicity within limits, set by OECD 201 [
52], 202 [
53], and 203 [
54];
Derivation from at least 25% of renewable and traced sources. If vegetable oils (VOs) are used, the Forest Stewardship Council Chain of Custody certification is required, and in the particular case of palm oil, the Roundtable on Sustainable Palm Oil certification or analogous is required;
Recycled content—this consists of a minimum content of 25% for post-consumer plastic in packaging, which should be designed in order to avoid overuse and waste;
Minimum technical performance in terms of fit for purpose (ISO 12924 for generic lubricants) [
55];
Consumer information for use and disposal.
The standardization issued by the European Committee for Standardization, Technical Committee number 19 (CEN/TC19), explains methods of sampling and testing, terminology, and classification of petroleum and synthetic and biological lubricants (together with fuels) [
56].
Possible non-toxic and sustainable replacements, especially natural lubricants, are coming forward as long-term environmentally friendly alternatives to traditional lube methods. Even if the natural oleochemicals are reduced to water and carbon dioxide, as well as petrochemical ones, their carbon cycle is closed, which means that the CO
2 is compensated [
57]. Moreover, natural lubrication is potentially more economic than traditional methods, as less energy and workforce are required for production and maintenance [
49,
58]. Notwithstanding being more sustainable options with higher lubricity properties, their formulation currently requires a higher budget than traditional mineral oils (MOs) [
48], despite the cost of petroleum continuously rising [
47]. Research is being conducted to improve their formulation at a more competitive price and exploit the reduction of energy use; hence, the overall economic and green advantages are still in progress.
In support of selecting the most suitable lubricant, Balo et al. [
47] proposed the criterion weighting method. It is a multi-criteria decision method that states relative priorities to different physical and chemical properties, cost, efficiency, and environmental risk to evaluate the most feasible lube for a specific application. It can be applied to all kinds of lubricants, from MOs to natural ones.
2.4.2. Composition and Properties
Natural lubrication is based on oil, mainly vegetable oils and biomass-sourced oils and grease, or on water. The common and key element is the presence of fatty acids, whose type, chain length, and polarity are the main influencing factors [
48,
57]. Animal grease, plants, and microorganism-based oils are characterized by an amphiphilic structure, which contains of long-chain fatty acids (from four to 36 carbon atoms with carboxylic acids on the head [
48]). In particular, the involved polar end groups of glycols and tri-glycerol enable better lubricant characteristics with respect to MOs. They show lower volatility, higher flash and fire points, higher biodegradability, and low water and environmental toxicity [
10,
47,
59], depending on process conditions and genetic or chemical changes during production [
59]. Moreover, their viscosity index is usually higher than the traditional lube oils since it directly depends on the polarity of esters and glycols [
45], the length of the chain (carboxylic acid or alcohol hydrocarbon chains), and the saturation, but it is inversely proportional to the shear rate (non-Newtonian behavior) [
60].
The most suitable fatty acids as lubricants are palmitic, linoleic, and high oleic acids [
61]. The latter one is rich in monounsaturated fats, and it shows high viscosity at low temperatures [
47] and, in high concentrations, enhances even the oxidation properties [
62]. They are usually obtained from oils through transesterification with alkali catalysts, followed by hydrolysis and conversion to esters, amines, or amides, or reduction to alcohol, to obtain the final lubricant [
59]. Particularly in boundary lubrication [
48] and in general in thin- and thick-film regimes, the polar group of fatty acids interacts with the metallic surfaces, forming a metallic soap layered structure (i.e., the tribo-film) [
47,
61]. This lube film reduces friction, corresponding to lower energy losses, and increases wear volume because of corrosion products. Indeed, the main drawback is wear caused by abrasive particles from fatty acid degradation [
48] and by the formation of peroxides at relatively high temperatures that thin the lubricant layer [
47,
60]. Moreover, the peroxides can react with fatty acids, resulting in oxidation, which is enhanced by bis-allylic protons and unsaturations (in particular, by the presence of glycerol) in the chain [
10,
48,
59,
60]. However, if high performance is not required or the operating temperature range is around 20–35 °C, applying VOs directly as full lubricants is acceptable [
57].
2.4.3. Additives
To counterbalance low thermal and oxidative stability, epoxidation or chemical modifications, i.e., antioxidants [
47] and anti-wear additives [
60,
63], are required. In detail, the additives can be synthetic or natural, e.g., epoxidized, sulfurized, or phosphatized vegetable oils [
24,
59]; specific extracts, such as garlic oil, as proposed by Li et al. [
64]; or bovine serum albumin, as suggested by Sukumaran et al. [
65] for rice bran oil.
Moreno et al. [
66] employed different kinds of xanthophylls, which are substances belonging to carotenoids, as antioxidant additives in castor oil in a molal concentration of 0.001, obtaining a lubricant film thickness in boundary lubrication decreasing up to 30%, and thus an increase in friction of up to 25% (with zeaxanthin additive), but a wear reduction of up to 42% (with astaxanthin additive), with respect to the pure castor oil. Reducing the concentration of the best-performing tested additives, i.e., astaxanthin, the wear was reduced to 50%. Nagendramma et al. [
67] added 2 wt.% of ionic liquids as green additives to polyol ester-based lubricant. The additives were derived from aspartic acid and glutamic acid, obtained from Across Organics and not purified, and showed improved friction and wear behavior: The COF decreased by 48% and the wear scar diameter by almost 31%. Room-temperature ionic liquid was studied by Reeves et al. [
68]. In particular, they studied ionic liquids based on imidazolium and phosphonium as additives in avocado oil, resulting in a decrease in friction and wear with a negative correlation coefficient (R-value) between property values and composition of the lubricant mixture (respectively –0.982 and –0.991). Indeed, these tribological values decreased with the increment of ionic liquid content, up to 69% for COF and 73% for wear volume.
Nanoparticles are lubricant additives that can induce rolling, mending, and polishing effects or create a protective film [
69]. Cortes et al. [
62] employed SiO
2 and TiO
2 in sunflower oil, forming a tribo-film and attaining a high reduction of COF of 78% and 94% and a volume loss of 74% and 70%, respectively; in another study [
69], the same authors used SiO
2 and CuO in coconut oil, obtaining a decrease in the COF of almost 93% with both oxides at the optimal concentrations. These processes generally occur at a moderate temperature with high conversion, low by-products, and low greenhouse gas (GHG) emissions [
24]. Therefore, they are considered green alternatives to the traditional additives, e.g., dibutyl phthalate (DBP), tricresyl phosphate, zinc di-alkyl di-thiophosphate, and molybdenum dialkyl dithiocarbamate (MoDTC), which are polluting and contribute to global warming [
61]. Furthermore, advanced biotechnological methods enable the genetic development of oils that are already stabilized [
47], avoiding the addition of chemicals. Another less sustainable alternative approach is to create a blend with other conventional lubricants, such as MOs or synthetic oils (SOs) (<20%) [
46,
50].
2.4.4. Vegetable Oils
Vegetable oils derive from seeds, fruits of plants, and residues from agriculture [
47]. They are typically biodegradable (depending on the chemical modification carried out), non-toxic, and renewable. The most used VOs are extracted from edible crops, such as castor beans, coconut, corn, moringa, olive, palm, rapeseed, rice husks or bran, sesame, soybean, and sunflower [
47,
57,
59]. Thus, their main drawback is the land use to cultivate edible sources, which compete with the food chain and are linked to eventual deforestation and GHG emissions due to land-use changes [
49,
56,
57,
60]. Some VOs are drawn from inedible crops: cottonseed, jatropha, jojoba, neem, and nyamplung [
47,
57,
59]. Kazeem et al. [
70] analyzed two little-known oils, watermelon and Jatropha, as potential green cutting fluids through the design of an experimental approach and variance analysis, outlining optimized process parameters, since they obtained a high grade of accuracy without linear or interaction effects. A potential food-source alternative was proposed by Liu et al. [
71]: basil seed gel, based on water (98%) and mucilage, and eventually with ethanol added. The fluid showed non-Newtonian characteristics and static ultra-low friction.
Whether VOs are edible or not, they are mainly composed of glycerol and fatty acids, which are esterified to obtain boundary or hydrodynamic lubricants [
48,
59]. They can be combined and mixed, as Aisyah et al. [
72] did, using olive and sunflower oils as cutting oils in the pre-treatment of Jatropha-based lubricant, increasing viscosity and thus optimizing wear and lubrication. In addition, the vegetable residual oil can be reconverted to base oil. In this regard, Nagendramma et al. [
73] formulated a performing grease using lithium soap, additives, and Jatropha residual oil, which is rich in free fatty acids (50–85%), obtaining a wear scar diameter of 0.24 mm.
2.4.5. Biomass-Source Oils and Fats
Natural lubricants can also be formulated from biomasses: cellulose, straw, waste-cooking fats or oils, sugar [
45,
49,
59], and oleaginous microorganisms, i.e., algae, bacteria, fungi, yeasts [
57,
60], and molds. Lube oils are extracted from organisms that can grow in different environments: fresh, marine, or even wastewater, or in an artificial medium [
57]. They can be cultivated in a controlled environment [
60], giving the possibility of large-scale production. They synthesize lipids (i.e., TAGs, diacylglycerols, monoacylglycerols, and sterols) extracted in liquid droplets (up to 60% of their dry mass). These organisms contain ester functional groups that provide lubricity and initially decrease the friction coefficient until a steady-state condition. Patel et al. [
60], in their study on single-cell (or microbial) oil, analyzed microalgae that showed a lower COF than other microbes thanks to the lower amount of unsaturations in the carbon chain.
Moreover, microbe-based lubricants could valorize biomass refinery by recovering different kinds of non-edible products [
57]. Paul et al. [
74] characterized the physical, chemical, and rheological properties of epoxide waste cooking oil and its methyl esters, which have an optimal viscosity index; for this reason, these oils may be implemented as green lube oils from waste products. Nevertheless, the biomass produced by most of the abovementioned methods is currently not enough to suit commercial production [
57].
2.4.6. Water-Based Lubricants
Water-based lubricants (WBLs) are typically obtained by mixing water with glycerol. They generally show low COF, high thermal conductivity, fire protection, and safety for operators [
75]. WBLs are required to be mixed with additives, e.g., solid nanoparticles (TiO
2, SiO
2, graphene), ionic liquids (ILs), or bio-based oils to reduce friction, wear, and corrosion and improve viscosity, wettability, and fire protection [
76,
77]. Sagraloff et al. [
77], in a preliminary study, investigated sliding wear and scuffing of wear lubricated with WBLs and polymers extracted from plants, resulting in higher scuffing load capacity (of 2–3 failure load stages) and lower COF, but poor wear resistance due to insufficient thickness of the lubricant layer between sliding surfaces. However, this research was challenged to find a modification to maintain the advantages of WBLs and improve the gaps.
Grace et al. [
78] studied the particular case of ILs in coffee bean oil from spent coffee grounds in steel–steel contacts, resulting in the optimization of wettability, wear, friction, and plastic deformation comparable to the traditional commercialized oils. Hasnul et al. [
79] found that the combination of graphene nanoplatelets, usually unstable in suspension, and IL additive in bio-lubricants enhances COF reduction compared to the use of a single additive, while other physical properties remain almost unchanged. WBLs are considered sustainable and non-toxic whenever they contain only green additives, which have to be easily dissolved in water or soil without the risk of contamination to be considered safer options. Moreover, they are potentially recyclable and reusable, extending the lifetime of lubricants.
Natural lubricants are mainly based on oil (VOs, biomass oils) or water and supplemented with natural or synthetic additives to offset the poor thermal and oxidation stability. They are non-toxic and have a closed carbon cycle. Thus, they are considered long-term sustainable alternatives to petroleum-based oils, even if there is still no mandatory or regulatory legislation and their current cost is not competitive on the market.
2.5. Biodegradable Lubrication
Biodegradable-lubricants (BLs) derive from natural or animal, renewable raw material, or recycled sources. They are classified as natural if they originate directly from plants or animals, and synthetic if they are chemically modified or undergo different catalytic processes [
49,
60]. Indeed, biodegradable lubricants are strictly connected to natural lubricants since they have similar compositions, characteristics, and preparation methods. They are mainly composed of saturated esters (derived from fatty acids), glycols, or bio-olefins [
45,
49,
57]; produced by cationic or free radical condensation or ring-opening polymerization of fatty esters, eventually with nanofillers [
59]; and modified through transesterification, epoxidation, or hydrogenation [
49]. As well as natural lubricants and a fortiori biodegradable lubricants, the production has not outgrown MOs yet. They are needed to limit, or wherever possible, avoid, environmental contamination, which is estimated at 55% of total lubricants every year [
48]. Moreover, only 25% of petroleum-based oils degrade [
49,
80], and 30–50% of the conventional lubricants are dispersed into the environment during their life [
81].
Degradation is not the only factor to be considered: The economic performance is one of the main weaknesses of green lubricants; they degrade faster than traditional MOs, requiring frequent changes or refills. BLs impact land use, becoming a possible trigger for deforestation. It is required to compare their entire life cycle, following a cradle-to-grave method (i.e., from raw material to end-of-life), in order to evaluate their environmental impact and energy use. Bart et al. [
81] collected different comparative LCAs. As often occurs, it is difficult to evaluate LCAs with different goals and scopes, functional units, life-cycle stage tools, and databases. The presented analyses mainly concerned rapeseed, soybean oil, and traditional industrial mineral oil such as Variocut G500, Castrol, and trimethylolpropane trioleate. The impact categories that were evaluated were global warming potential (GWP), ozone depletion potential, acidification potential (AP), eutrophication potential (EP), and cumulative energy demand (CED) [
81]. The study showed that VOs have low CED and are usually non-toxic or non-cancerogenic; moreover, if they are cultivated in rotational crops, they require fewer nitrogen fertilizers, reducing GHG emissions, AP, and EP [
81]. However, the specific case of rapeseed oil highlighted that it could be considered sustainable only if the acidification and ozone depletion impact categories are excluded from the LCA [
81]. Athaley et al. [
82] found that the production of fatty acids from furfural biomass is the main culprit of fossil depletion and soil occupation. Nevertheless, MOs’ contribution to GWP and ozone depletion is generally higher than that of BLs, and their solid waste and volatile species are typically more disruptive [
81].
Standards and Tests for Bio-Lubricants
There are many standards and testing regulations regarding criteria to define bio-based products and, in particular, bio-lubricants [
45,
46,
49,
56]:
EN 16751:2016 (Bio-based products. Sustainability criteria) [
83];
EN 16760:2015 (Bio-based products. Life Cycle Assessment) [
84];
EN 16807:2016 (Liquid petroleum products. Bio-lubricants. Criteria and requirements of bio-lubricants and bio-based lubricants) [
85];
ASTM D5864 (Methods for determining aerobic aquatic biodegradation of lubricants tests) [
86];
EU Ecolabel for lubricants [
46];
Organization for Economic Co-operation and Development (OECD) 301 (Ready biodegradability) [
51];
OECD 306 (Biodegradability in seawater) [
87];
OECD 310 (Aerobic biodegradability) [
88];
OECD 311 (Anaerobic biodegradability) [
89].
According to these standards and regulations, ready biodegradability is achieved if ≥70% is dissolved organic carbon [
51,
87] or ≥ 60% for oxygen depletion [
51,
87,
88]. It is worth emphasizing the difference compared to environmentally acceptable lubricants (EALs), which concern human and environmental toxicology [
90]. Bio-lubricants can be considered EALs if they do not exceed the limit of ecotoxicity of 2 g/kg as the lethal dose to kill 50% of the population [
49]. Acceptable degradation rates and minimal toxicity for the earth and marine environment, combined with homogeneity of product and compatibility with machines, are challenges to including bio-lubricants as an attractive alternative in the industry [
49,
57], especially in developing countries, where agriculture is the main source of income [
47]. In Europe, bio-lubricants cover only a few percent (3–3.5%) of the market since they are recommended by the authorities and regulations but are still not mandatory or promoted [
45].
Biodegradable lubricants are green alternatives to petroleum-based ones if they derive from waste biomasses or sustainable agriculture. Thus, they avoid habitat destruction and competition with the food chain and reduce GHG emissions (related to land conversion). Their LCAs should be seen both globally and locally to consider the significant effects on the environment and the possible strategies and regulations to decrease their impacts.
2.6. Sustainable Chemistry and Green Engineering Principles
The GTPs were inspired by the 12 principles of sustainable chemistry and the 12 principles of green engineering. Green chemistry was defined by Anastas and Warner [
91] in 1998 as “
the utilization of a set of principles that reduces or eliminates the use or generation of hazardous substances in the design, manufacture and application of chemical products” [
91]. It became the pillar for further green scientific and technical disciplines; indeed, it was consulted in other documents to define the 12 principles of green engineering during the 2003 “Green Engineering: Defining the Principles” conference in Florida [
92], previously drafted by Allen and Shonnard (2001) [
93] and Anastas and Zimmerman (2003) [
94]. The two green doctrines present some basic contact points that it is possible to revise in the GTPs, e.g., the prevention of waste production, reduction of hazardous or toxic material employment, and maximization of efficiency.
The green chemistry principles (GCPs) and green engineering principles (GEPs) are listed in
Table 1, and their hypothesized influence on the GTPs is proposed in
Figure 4.
The green tribology principles fail to explicit some concepts that are embedded in the GCPs and GEPs. This sixth principle allows the inclusion of concepts like material toxicity, human health, security of the production processes and during the use phase, avoiding unnecessary manufacturing and transformation, and efficiency in materials, energy, and time depletion. Some principles are topic-specific, like the reference to catalytic reagents, chemical products, and chemical processes; nonetheless, their generalized fundamental idea is applicable in the tribology discipline.
Green tribology principles added three new aspects: a biomimetic approach (n. 7), to develop and engineer new strategies that mimic living nature; surface texturing (n. 8), which is specific to the tribology field; and sustainable energy applications (n. 12), which claim this purpose as the most important one to focus on to reach sustainable development.
Green tribology principles fall within the green path previously traced by the green chemistry and green engineering principles. Besides providing sustainable strategies for tribological systems, the added value indicates a crucial field where tribology can strongly make a difference, that is, renewable energy production.
2.7. Biomimetic Approach
The attribution “biomimetic” refers to the biological approach to engineering, distinguished from “biophysics” by Schmitt in the 1950s [
95]; it is the inspiration from nature to achieve engineered lubrication systems and represents a chance to improve the overall efficiency. Many naturally occurring examples can be artificially replicated. The main ones concerning tribology in the human body are the skin sebum and the synovial fluid in joints, which provides low friction to cartilage [
12,
96]. Indeed, biomedical engineering is one of the main applications of biomimetic lubricants (for example, for arthrosis and osteoporosis treatments); the same mechanisms can be extended to other fields, e.g., cartilage lubrication-inspired seal lips in the automotive sector [
97]. In general, the aim is to recreate the roughness and the surface finishing of natural elements that, through micro-textures, reduce friction, being potentially applicable in every tribological system. The most used mimic technique is laser surface texturing (LST) (through ablation, cladding, and shock processing [
98]) since it is highly efficient, accurate, and economical [
99,
100,
101], and it can be applied from nano to macro scale [
1]. Wei et al. [
102] employed LST on the surface of nickel-based coated plunger pumps to create specific uniformly distributed round dimples. The friction coefficient improved from 0.3 to 0.18 with oil lubrication and from 0.5 to 0.3 with water lubrication with respect to the non-textured one, as each dimple acts as a micro-bearing enhancing the hydrodynamic effect. Mechanical machining, micro–electro–mechanical systems, electrodeposition, laser hardening, or ablation can be used as well, and they can be combined in hybrid processes (e.g., vibration-assisted or mixed machining) [
1,
98,
99]. Micro-texture has a synergic triple action: reserve for liquid or solid lubricants, collector of wear particles, limiting abrasion, and forming a hydrodynamic film (in case of relative motion between contact surfaces) [
98,
99,
103]. A more detailed analysis will be discussed in
Section 2.8, which deeply investigates innovative surface-texturing strategies.
2.7.1. Biomimetic Texturing Optimization
Bio-inspired surface micro-texturing can be optimized through the mathematical, finite element, and computational fluid dynamics (CFD) methods based on the Navier–Stokes and Reynolds equations for hydrodynamic pressure [
1,
98,
101,
103,
104]. Paggi et al. [
105] modeled the hydrodynamic lubrication of a sliding bearing with 3D complex roughness using software combining CFD and smoothed particle hydrodynamics. This mesh-less method accurately simulated the fluid flow and predicted the load-bearing capacity, the speed, and the pressure field, also considering inertial effects. Furthermore, a genetic algorithm was applied to simulate the evolution of the tribological behavior of the system, optimizing the micro-texture. Zhang et al. [
106] used CFD on bullet-, fish-, and circular-shaped textures under unidirectional sliding, resulting in friction reduction thanks to the uplifting hydrodynamic pressure around the geometries, especially in the bullet one, which showed a COF below 0.14 at a pressure below 0.25 MPa and a sliding velocity above 125 mm/s. The optimization methods typically describe regular surfaces, which are usually not transferable to real cases [
98]; research and studies have been devoted to filling this gap in the last decades. Nevertheless, it is possible to evaluate with a good approximation the shear thinning effect (typical of the hydrodynamic region), film thickness, COF, and energy use associated with the artificial texture created both in dry conditions and in combination with a lubricant layer of natural oils or grease, ceramic composites, or solid lubricants [
96,
98]. In particular, Huang et al. [
107] found through repeated two-factor analysis of variance with F-values at a 0.01 significance level that the combination of a hexagonal surface texture inspired by tree frogs and a SnAgCu-TiC infiltrated solid lubricant as mucus inspiration on steel (AISI 4140) better improved the tribological behavior of the system. The optimal combination was SnAgCu with nano TiC at 4 wt.%, which reduced the average COF by 80.55% compared to steel only.
2.7.2. Inspiration from Nature
Hydrophobic surfaces of the leaves of lotus, Salvinia, or some carnivorous plants, e.g., Nepenthes [
97,
108,
109], are some examples from the plant world that can inspire tribology. Roughness is exploited to obtain superhydrophobic or even self-slippery liquid-infused porous surface (SLIPS) [
108], which provides long-term usage. SLIPS can be obtained by infusing lubricant oils (such as paraffine) as droplets onto the surface that replace air inside porosities [
108]. Yang et al. [
109] applied perfluoropolyether oil SLIPS to anodic aluminum oxide (5086 AAO) by vacuum permeation, obtaining a non-wetting layer due to capillary forces that retained the lubricant in the nanopores and antifouling properties.
The biomimetic approach can also be inspired by animals: the skin of fishes, sharks, snakes, earthworms, armadillos, and frogs [
99,
104,
107]. These are usually characterized by biomimetic units, mainly with hexagonal grooves, that can be recreated on one of the mating surfaces, choosing adequate orientation and distribution to obtain good tribological properties [
99]. It was demonstrated by Zhang et al. [
99] that the application of the texture on both the sliding surfaces worsened the tribological contact. Lu et al. [
104] showed that the shark skin could be artificially replicated as elliptical dimples or rhomboid cells since it improves water resistance and, more in general, fluid resistance, friction, and shear stress. It is possible to modify the groove height to raise the gap and, in turn, favor the formation of the hydrodynamic thick lubricating film [
104]. Huang et al. [
107] applied multi-scale micro and nano diamond-like textures to steel (AISI 4140) rotation bearings, recreating the fluid regulation of tree frog toes. Zeng et al. [
103] reproduced earthworm dimples by LST on medium carbon steel (C = 0.45 wt.%) and GCr15, obtaining a phase transitional zone between the martensitic melting zone and the pearlitic and ferritic substrate that, according also to the finite element method, improved the tribological properties.
Replication of surfaces is not the only source of inspiration: natural lubrication, e.g., aqueous protein solution, is a different possible biomimetic approach. Sukumaran et al. [
65] used a non-Newtonian solution based on water and bovine serum albumin as an additive in order to improve water lubricity in combination with vegetable oil (rice bran oil). COF was reduced from 0.09 (rice bran oil only) to 0.73 and the wear scan diameter from 0.565 mm to 0.472 mm by adding the optimal concentration of 0.4 mg/mL of bovine serum, whose proteins contain aromatic amino acids and create a layer of boundary lubricant.
The biomimetic approach for lubrication is inspired by natural elements, such as human cartilage, hydrophobic plants, and animal skins. In particular, it replicates micro-texture with different techniques (mostly LST) to recreate the desired beneficial features, i.e., oil reservoir, particle collector, and tribo-film precursor, in the tribosystems. The biomimetic approach is increasingly analyzed and investigated, and it can be further optimized through the abovementioned finite element methodology, computational fluid dynamics, and genetic algorithm.
2.8. Surface Texturing
The control of surface properties such as roughness represents an additional strategy for making tribological systems more efficient and thus more environmentally friendly. Surface texturing is a relevant method for characterizing surface properties [
10]. Surface texturing techniques and solid lubricants have been shown to efficiently reduce friction and wear, reducing or avoiding the use of external liquid lubricants [
110]. In particular, changes in surface roughness and topography guarantee improvements in the tribological behavior of the involved components [
111]. Among the most intuitive approaches to increasing the efficiency of moving mechanical parts and reducing friction and wear, external lubricants are the most widely and traditionally employed. Nonetheless, it is also possible to improve the tribological performances through more innovative methodologies, such as surface texturing [
112].
Surface texture treatments generally modify the contact area between the sliding parts, lowering friction and improving efficiency and service life [
113]. One of the most widely used techniques for creating a surface texture is laser surface texturing. This technique allows dimples to be created that can have different functions depending on the working conditions [
112]. Indeed, if the system is subjected to a local lack of lubricant, the textured material can store quantities of lubricant and then release them during the use phase [
114,
115]. In the dry condition regime, for example, the texture of a surface can trap possible wear debris. In this way, the efficiency can be increased depending on the texture geometry by decreasing friction [
116]. In lubricated conditions, the surface texture can increase hydrodynamic pressure, reducing friction and wear [
115,
117]. However, surface texturing effects are highly dependent on operating conditions, such as sliding speed or contact pressure [
114].
To further enhance the tribological performance of coated tribosystems, it is possible to apply surface texture on coatings. There are two general approaches to surface-coating treatments. The first one aims to reduce shear resistance; thus, it facilitates sliding between the two involved surfaces, for example, by the selection of a soft coating to protect a hard substrate or using a hard coating on a soft substrate to reduce the contact area between the mechanical parts and the friction. The second strategy is the development of solid lubricants, which are materials with specific chemical and physical properties that allow the reduction of friction and wear without using external lubricants [
110,
118], as previously discussed in
Section 2.3.2. In particular, the interfacial sliding between the coating and the transfer film is the main reason for the lubricating action of solid lubricants. The key parameters in solid lubricant design are the contact area between the moving parts, the loading, how this affects the microstructural changes of the surface regions in contact, and the film formation between the surfaces [
110,
118]. Despite the great advantages of these innovative techniques, some limitations have been observed when the system is subjected to high loads and low sliding speeds between parts [
114]. Under these operating conditions, surface treatments can degrade and lead to the formation of debris caused by wear between the components.
Consequently, working conditions and, in general, tribological properties worsen [
113]. Multiple techniques can be combined to limit and solve these limitations. Blending surface texturing with surface coatings could solve problems related to harsh working conditions. For applications requiring hard and wear-resistant coating, textured coatings act on the contact area between the parts and reduce friction, whereas for long-operating-life applications, coatings can be applied to textured surfaces [
110,
113]. High temperatures and high operating pressures can be challenging working conditions that strain more traditional lubricants [
119]. However, the effects of surface texture can also change heat transfer [
120] since better heat removal in the contact zone improves the wear resistance of components [
121]. Depending on the application, surface texture can also change the stress distribution and wettability of the surface [
110,
122,
123].
There are numerous techniques for surface texturing, such as surface laser texturing, micro-ball end milling, micro-casting, and electrochemical machining. One of the most advanced techniques that allows the creation of dimples of micrometric dimensions with a high degree of accuracy and precision is surface laser texturing. By adjusting the process parameters, it is possible to control the shape and optimize the geometric factors of the texture itself. However, this technique is difficult to apply on a large scale due to the enormous energy required for its operation. A technique that has recently proven capable of producing micrometric textures while avoiding such a large energy expenditure is micro-ball end milling. With this technique, micro dimples are machined. However, recent studies aim to improve the algorithms required for accurate surface textures. A methodology that offers the possibility of limiting further machining and material waste is micro-casting. However, research on this technology is still limited. Finally, electrochemical machining is a technique that uses anodic dissolution during an electrochemical process to remove material. Electrochemical processes guarantee high efficiency compared to other processes, low production costs, and no heating of the surface [
123]. Depending on the type of surface texture, the quality required for its implementation, and the size and scale of the work, it is possible to choose the most suitable technique.
The study by Voevodin and Zabinski [
124] combined surface textures with solid lubricants. In particular, a focused ultraviolet laser beam was used to create the surface texture, creating small dimples of micrometric dimensions very accurately. This texture was machined onto TiCN surfaces, and then MoS
2 and graphite-based solid lubricants were applied by burnishing and sputtering onto the treated surfaces. The properties of the untreated TiCN surface and the laser-treated TiCN surface with solid lubricants were compared through dynamic friction and wear tests. Through wet and dry tests, the superior durability of the treated surfaces was proven, partly thanks to the micro dimples, which acted as reservoirs and supplied the surface with lubricant.
The choice of suitable technique for creating the surface texture is important, as are the geometric factors. The study by Matele and Pandey [
125] showed how to improve the geometry of the surface texture to achieve the objectives of green tribology. The analysis of the influence of geometry on surface properties, particularly the dynamic characteristics, showed that they are affected not only by the surface texture but also by the location of the texture. In fact, with the correct localization and geometry of the texture, the obtained results are better than with an untreated surface. The study proposed three different surface textures: square, circular, and densely distributed square. The best results were obtained with the circular texture compared to the square texture, which, on the contrary, gave the worst results. The data evaluation employed models and programs that provided a range of values specific to the test conditions, varying over many test parameters. The study highlighted important improvements in the dynamic and hydrodynamic characteristics, which depended on the shape and location of the surface texture. Furthermore, the surface texture application was evaluated to maximize the contact area in the axial direction, improving the final results.
The application of textures to surfaces can be a helpful way of increasing the overall efficiency of tribological processes. A careful technique selection and design of texture geometry and location should be analyzed during the design of components, depending on the application, to achieve the best possible results.
2.9. Environmental Implications of Coatings
Coatings are subject to rapid deterioration, with the consequent deployment of new materials, energy consumption, and costs due to maintenance and substitution. During the lifetime of a coating, it may release powders and debris that are potentially toxic or hazardous to human health. The consumption and replacement of coatings generate waste that is typically dismissed.
2.9.1. Diamond-like Carbon
More efficient coatings may extend the lifetime of components [
124,
125] in the tribological system. Careful use of such cladding prevents catastrophic damage to equipment and tribosystems. In the last few decades, diamond-like carbon (DLC) coating has stirred up a growing interest thanks to its attractive mechanical properties and biocompatibility [
126,
127,
128], and the excellent possibility of employing vegetable oil instead of mineral oils due to its demonstrated competitive performance [
129,
130].
The overview presented by Love et al. [
127] provided the last updated data about using DLC coatings for biological purposes. DLC includes a wide range of amorphous carbon coatings that differ for the hybridization of carbon, namely, sp2 and sp3, and the level of hydrogen. The difference in these values determines different properties, particularly the friction coefficient, wear rate, and debris production. The processing of DLC coatings determines high internal stresses that may cause harmful delamination and failure. Dopants like silver, nitrogen, and fluorine yielded beneficial results, reducing internal stresses with no drawbacks and thus overcoming this problem. The antibacterial property of DLC represents an additional interesting feature of this material in biomedical applications. The processing and application methodologies should be improved. Nevertheless, DLC coatings represent an interesting and viable possibility to develop durable and non-hazardous coatings to improve the tribological performance of implants.
As previously mentioned, DLC allows the profitable use of vegetable oils, which, as discussed in
Section 2.4 regarding natural lubrication, represent an environmentally friendly alternative to mineral oils. The lubricating properties of these oils are well-known, but their poor performance in traditional tribosystems limited their employment. Different DLC coatings were tested in the study by Mahmud et al. [
129], highlighting the limitation of the operative temperature—i.e., above 150 °C, the wear rate drastically increased. A lower friction coefficient was recorded for increasing temperature due to the promotion of graphitization of the coating that produced a graphitic layer between the sliding surfaces even under lubricating conditions. The study focused on the DLC structure and morphology, and the role of the vegetable oil remained unclear. A more detailed analysis of vegetable oil, namely, palm trimethylolpropane ester, was carried out by Zahid et al. [
131]. Palm trimethylolpropane ester exhibited better performance than the polyalphaolefin reference oil: a higher viscosity index, indicating better thermal stability, higher load-carrying capacity, and better friction performance, thanks to the unsaturated and polar structure. The graphitization of DLC was been observed when additive-free lubricants were employed.
2.9.2. Self-Healing Coatings
A completely different strategy to enhance the durability of coatings is the development of self-healing materials. Li et al. [
132] developed a multi-functional coating made of microcapsules containing tung oil incorporated into an epoxy matrix. Through the release of tung oil, the broken microcapsules decreased the wear rate and friction coefficient due to a tribo-film formation and self-healing property. Tezel et al. [
133] adopted a similar strategy, employing capsules containing epoxy resin as healing agents and confirming the self-healing behavior through micro-cracks. Cao et al. [
134] exploited the intrinsic self-healing properties of tungsten disulfide thanks to its anisotropic trigonal prismatic structure. Tungsten disulfide can be employed in liquid lubricants, coatings, and composite materials. The combination of scanning electron microscopy and micro-tribotester highlighted the healing process during different cycles, with an induced crack being observed. Cycle after cycle, the ductile nature of tungsten disulfide allowed the lubricant to fill the damage and reduce the friction coefficient up to a superlubricity state (i.e., lower than 0.01). Thermal activation of the self-healing behavior was observed by Zhang et al. [
135] in an epoxy coating. The study found the complete recovery of the micro-scratch after 20 min at 80 °C. The analyzed mechanism occurred thanks to the capability of 2-aminophenyl disulfide molecules in the coatings to break and form disulfide bridges under specific conditions, in this case, increasing temperature, leading to radical exchanges and the rearrangement of sulfur bonds.
The concept of circular economy is spilling over to different fields and sectors, and it contributes to waste reduction and decreases production impact while extending the life of processed materials in a loop system. This strategy was analyzed by Bendikiene et al. [
136] to produce hard facing made of chips and turnings from metal industry waste. A hardness measurement of different compositions and different thermal treatments was analyzed and compared, achieving the feasibility of using metal scrap of steel, tungsten carbide, and iron to produce hard and wear-resistant coatings.
Coatings are an essential component in many tribosystems: Their presence contributes to reducing energy consumption, wear, and the use of lubricants, which are the first three principles of this list. Research strategies have focused on improving coating behavior, increasing hardness, reducing volatility, and promoting stability in a broader temperature range. The accurate design of coatings and the selection of methods to extend their lifetime are effective strategies to increase the sustainability of these elements. Circular economy methodologies should be further promoted and improved because they may provide unexpected, stunning results.
2.10. Design for Degradation
As mentioned before, Life Cycle Assessment (LCA) is a methodology to analyze the environmental impact of a given system from a qualitative and quantitative point of view [
137]. It is fundamental to foresee an adequate end-of-life during the design phase to limit environmental impacts. When possible, promoting a circular economy should be encouraged, keeping the material value in circulation as long as possible while avoiding discarding or destruction, such as the closed-loop supply chain concept, which optimizes efficiency and sustainability [
138]. The European Union’s directive aims to minimize the impact on the environment of products end-of-life [
139]. Regarding waste oil management, the regulations govern the best techniques for waste oil management, collection, and recycling [
140]. In particular, several points contribute to the protection, prevention, and improvement of environmental quality and energy conservation.
Mineral oil-based lubricants (MOBL) are often employed due to their low cost, availability, and good overall properties. MOBL can be divided according to the dominating structure in the crude oil: paraffinic, aromatic based, or naphthenic [
141]. Paraffin-based oils are among the most commonly used; they present good viscosity–temperature properties that make them very attractive for engine lubricants [
142]. However, synthetic oils are being developed more and more to meet the market’s growing demands, where strict working conditions are required for machinery. The defined molecular structures lend chemical and mechanical properties that are generally superior to the more traditional mineral oils [
143,
144]. Given the chemical nature of lubricants, the uncontrolled disposal of waste oils into the environment represents an outrageous problem for ecosystems, particularly water, soil, and air.
Water can be polluted due to illegal dumping of waste oil or stormwater dragging contaminants from streets into waterways. The study by Vazquez and Duhalt [
145] identified vehicle oils as the principal source of hydrocarbon pollution of waterways. In particular, contaminants such as certain metals can inhibit microorganisms and act as a mutagen in the aquatic environment [
146,
147]. The rate of oil degradation in the environment is strongly influenced by environmental conditions and the complexity of the lubricant chain itself. Generally, those with a short chain are more easily degraded, whereas those with branching or aromatic groups are more complex [
148].
- 2.
Soil
Waste oil can contaminate soil and generally results from engine leaks and unpermitted discharge. These contaminations can have devastating consequences, e.g., high concentrations of toxic metals can inhibit normal microbiological activities, and the direct penetration into the soil may affect the entire food chain [
149,
150].
- 3.
Air
Waste oil can be used as a fuel due to its high combustion heat, comparable to petroleum-derived fuels, and lower price [
151]; examples of uses include burners, incinerators, and rotary cement kilns. However, due to their degradation during the service, lubricants generally contain a high content of metals and other substances that can be released into the atmosphere during combustion [
152]. Therefore, it is crucial to adopt filtering systems to avoid this emission into the environment.
Considering LCA studies for waste oil treatment, several options and recovery options have been proposed. Through the environmental impact assessment of waste oils, the study by Boughton and Horvath [
153] showed that zinc and lead emissions are the main contributors to terrestrial and human toxicity impacts. In particular, the authors demonstrated that the quantities of these heavy metals emitted into the environment are lower in the case of refining and distillation; therefore, it would be necessary to support, from an environmental point of view, treating waste oils by employing these methods instead of as fuel. Another possible strategy to reduce the end-of-life impacts of spent lubricants is to recycle and refine them into new oils. Removing the contaminants and additives present in the old oil allows the production of lubricating oils with properties similar to those of the base oils [
154].
The study by Kanokkantapong et al. [
155] proposed a selection of technologies to handle exhaust-lubricating oils, focusing on the environmental point of view. The authors analyzed the environmental impacts of the entire life cycle of waste oil, analyzing six different scenarios. Four scenarios aimed to generate energy using exhausted lubricants in cement kiln, small boilers, vaporizing burner boilers, and atomizing burner boilers. The other two scenarios were related to acid clay and solvent extraction. The study focused on four parameters related to environmental impact: acidification potential, global warming potential, heavy metals, and eutrophication potential. Concerning global warming potential and heavy metals, cement kilns are the technology with the best results due to the high temperatures, and the acid clay process offers the worst results regarding acidification potential.
Economic and social issues have to be considered along with the environmental aspects. The market uses, energy consumption, technological development, and energy production are possible objective criteria that may provide an unbiased assessment of the various recycling methods for waste oil and thus indicate the best technologies for recycling waste oil.
Thanks to new technologies, it is possible to reduce oil consumption and have better control over lubricant formulation, extending the life cycle and improving the impact on the environment. Potential drawbacks that have to be further investigated and considered are the possibility that the required advanced processes to exploit waste oil may be more energy demanding and the strong dependence of the regenerate oil performance on the oil employed for the formulation. Therefore, it is necessary to improve the efficiency of the processes and achieve the ownership requirements to have the most detailed information about the formulation of waste oil. This mechanism may improve collection and segregation accuracy, and waste oil regeneration targets could be met.
In conclusion, the uncontrolled disposal of waste lubricating oils has a high environmental impact; managing waste oils in a circular economy view could improve energy efficiency and reduce the global impacts, maximizing recycling and energy recovery. Despite the lower cost, previous research highlighted that the use of waste oil as a fuel has a high environmental impact. Therefore, the regeneration of new oils or energy recovery should be preferred and promoted.
2.11. Real-Time Monitoring
Lubricants can significantly extend the life of machines and mechanical components, which is essential for energy saving and conservation [
11]. As different mechanical interfaces are in contact with each other and in relative motion, lubricants can directly control friction and wear [
156]. Therefore, it is fundamental to make a proper lubricant selection and conduct on-site monitoring. Checking the efficiency and analyzing a lubricant within a tribosystem can provide important information regarding the proper functioning of the equipment itself [
157]. Thus, faults can be detected early, and machinery shutdown can be avoided through an appropriate detection strategy. In this way, the overall efficiency of the process increases, maintenance and substitution costs decrease, and possible large-scale failures that could invalidate the entire process during a malfunctioning are prevented [
157,
158]. Another crucial aspect of lubricant monitoring, as mentioned in the 12 principles of green tribology [
10], is the implementation of analytical controls during machinery service to avoid the possible formation of hazardous substances. Indeed, the lubricant quality is of paramount importance to reduce friction losses and increase service life, e.g., for the automotive sector [
157,
159,
160].
The general parameters governing the quality of the lubricants in use are viscosity, density, pour point, flash point, and thermal and oxidation stability [
48]. Contaminants from wear are often present and are also one of the leading causes of improper lubrication. During regular use, the size of the debris is constant and small, generally between 10 and 20 µm. However, debris gradually increases in size (between 50 and 100 µm) and concentration [
161]. Considering the transport sector, which is one of the most diffuse tribosystems, as presented in
Section 2.1, the possible lubricant contamination with water, fuels, or other substances may reduce and worsen the oil performance. Moreover, mechanical components can reach high temperatures, such as the engine, and the heat can affect the overall oil performance. Poor oxidation stability may affect the lubricant quality through acidification and consequent material deposition [
48,
158].
In the energy efficiency panorama, it is necessary to monitor lubricant degradation. Many simultaneous reactions drive the degradation of lubricants and the consequent loss of lubricating properties, which lead to poorer performance and increased energy consumption [
162,
163]. The achievement of high efficiencies in new engines is now a key focus of technological research. It has to face gas contaminant recirculation and elevated working condition temperature, which increase the stress of lubricants [
164,
165] and require the implementation of an oil degradation study [
163,
165] analyzing the different changes that can occur in the main oil properties [
165]. Oil degradation generates chemical changes that can modify viscosity, causing losses in efficiency due to increased energy consumption to overcome friction, and can invalidate the engine’s overall correct functioning [
166,
167].
As mentioned in previous sections, friction coefficient and wear scar diameter are evaluated to assess the effectiveness of a lubricant. It is also essential to determine other lubricant characteristics, such as the pour point, which is the temperature below which the lubricant loses its flow properties and can be assessed by the standard procedure described by ASTM D97 [
48,
168]. Generally, the abovementioned biological lubricants have a higher pour point than mineral lubricants because they do not contain additives. Moreover, the chemical nature of biological lubricants may raise the pour point thanks to the presence of unsaturated chains [
48]. The flash point indicates the minimum vapor concentration to prove ignition; the standard governing its assessment is ASTM D56-21a [
169,
170]. In this case, the chemical nature of the biological lubricant is dominant: Due to strong molecular interactions, high flash points can be achieved compared to conventional oils [
160].
Several methods are employed to monitor the quality of lubricants, such as vibration condition monitoring techniques and visual inspection [
171], acoustic emission testing [
172], and magnetic non-destructive techniques [
173]. Through these techniques, it is possible to detect the presence of debris and its size, which is essential for assessing the level of wear on individual parts of a tribosystem. The optical-based methods are strongly influenced by the lubricants’ transparency and the refractive indices, and therefore by possible contaminants in the lubricant, such as air bubbles. The methodologies based on vibration analysis require complex systems for data acquisition [
174]; this is a strong limit in the use of these techniques, although they are relatively non-complex. More sophisticated methodologies, such as those based on acoustic emissions, are sensitive to interference caused by background noise and temperature gradients [
172]. Moreover, these assessment methods have an intrinsic limitation: They can detect debris, but they fail to differentiate between ferrous and non-ferrous debris [
174]. This missing distinction ability represents a substantial restriction for the identification of specific areas that may be worn. Therefore, techniques using inductive magnetic fields are employed to detect metal particles [
158,
161,
174]. It should not be underestimated that to perform these assessments, it is necessary to carry out significant installations and empower the machines themselves, causing possible interferences and impacting the overall life cycle assessment of the system. For this reason, recent studies aimed to find evaluation systems that do not require external energy sources to operate, are small in size, and allow real-time assessment of lubricating oil performance [
158].
2.11.1. On-Site Monitoring
The biggest challenge is to make the monitoring systems self-powered and independent from the external power grid. The solution presented by Zhao et al. [
158] represents a possible technology to be implemented in the automotive sector. The proposed triboelectric nanogenerator (TENG) can self-power and monitor the condition of the lubricant, and it is outlined in
Figure 5. TENG was made of a non-metallic tube externally partially covered by a copper foil. The lubricant motion within the tube generated an electric signal due to triboelectrification and electrostatic induction. The interaction of the non-metallic tube with the copper foil produced a layer of negative charges at the interface with the lubricant. The amplitude of the output values and the variation over time in the voltage gave information on the lubricant contamination. Contaminants modify the performance of the oil electrification process, generating a different electrical output value. By comparing the initial and the in-use output values, it is possible to estimate the level of deterioration typically caused by thermal oxidation. This technology could detect metal contaminants or water due to the different interactions with the tube surface with respect to the lubricant–solid interaction; therefore, they generate different electrical outputs.
The evolution of viscosity, among the other properties, gives information about the degradation progress. The study by Notay et al. [
163] demonstrated the close relationship between viscosity and the chemical evolution of the lubricant itself; an increase in viscosity is generally observed as lubricant degradation increases [
163,
166]. Notay et al. [
163] presented a monitoring system based on the observation of the laser-induced fluorescence. A small amount of a fluorescent additive in the lubricant allowed the evaluation of the oil degradation based on the fluorescent activity.
Exhaust gas recycling techniques are usually adopted to reduce NOx emissions, and the reintroduction of these gases can accelerate lubricant deterioration [
175]. A study by Toledo et al. [
176] aimed to identify possible diesel fuel contamination in the lubricant. Using resonant microstructures, the natural frequency of the system was assessed. Resonators are films made of piezoelectric materials (aluminum nitride) that act as actuators and detectors. It is possible to correlate these factors with lubricant density and viscosity through suitable oscillation frequencies, voltage gain, and appropriate models. Since implementing a liquid-immersed oscillator can be challenging, a strategy to cancel the parasitic signal was proposed using a reference device.
Rossegger et al. [
177] marked the lubricant with a non-radioactive isotope of hydrogen, namely, deuterium. The main properties, such as viscosity, were not affected by trace amounts up to 10%. The quantity of the substance was monitored in the exhaust gas, and a mass balance was carried out to determine lubricant consumption.
2.11.2. Lubricant Performance Modeling
The study by Blaine and Savage [
178] and the research by Grandgirard et al. [
179] presented models of lubricant degradation, obtaining good results in agreement with the experimental data. Blaine and Savage [
178] proposed a predictive model of the chemical reactions in a lubricant during use. The study focused on oxidation and deterioration of properties as the degree of oxidation advanced, considering n-hexadecane as a reference. This substance was chosen because of the similarity of the bonds within it compared with petroleum-derived lubricating oils. The reactions of n-hexadecane provided information about the chemical reactions occurring within the lubricant. Grandgirard et al. [
179] proposed a kinetic chemical model to predict the properties of an automotive lubricant, in particular for a diesel engine. Experimental data were collected and then implemented in the model, obtaining results in agreement with the actual testing results. The model was based on the mechanical processes and chemical reactions that govern the quality of lubricant within the engine. By modeling the evolution of these chemical reactions through kinetic models and predicting the mechanical processes through computer simulations, a predictive model of the lubricant within the engine can be achieved. Pfaendtner et al. [
162] proposed a library of coefficients and parameters to model the thermal degradation of lubricants, broadening the knowledge of this field and allowing the implementation of different predictive models.
Marian and Tremmel [
180] and Mokhtari et al. [
172] proposed computer-based prediction and simulation models based on machine learning and artificial intelligence. The development of advanced data management and analysis methods allows predictive models based on rich research and data quality to be built. Moreover, being inherently predictive, existing data can be expanded. Mathematical equations cannot yet predict many parameters in the field of tribology. However, thanks to the adaptability and efficient data handling of machine learning and artificial intelligence techniques, they can adapt to different solutions by proposing analysis, predictions, and optimizations in the short term, if not in real time. A limitation of these techniques is the acquisition and comparability of data obtained from different tests: They can have different origins, and the scale from which they are extrapolated can generate heterogeneity in the results [
180].
Real-time monitoring of the main parameters that characterize a lubricant is essential to understanding the correct functioning of the lubricant itself, reducing friction and wear between the moving parts and thus improving efficiency. Real-time monitoring systems are fundamental to preventing further damage and downtime. In addition, to improve the overall efficiency of tribosystems, it is advisable, where possible, to focus on the development of miniaturized and self-powered monitoring systems.
2.12. Sustainable Energy Applications
In 2020, the European Union reached 22.1% of gross final energy consumption from renewable energy due to different national action plans of the Union members, as reported in
Figure 6. They laid out the roadmap for renewable energy development to meet their obligations concerning the total percentage of renewable energy in gross final energy consumption, particularly in the transport sector [
181].
In the last few years, geopolitics, society, and environmental weaknesses highlighted the importance for the European Community Members, and in general for each country worldwide, of becoming independent from an energetic point of view to assure economic and social growth. Tribological design should consider sustainable energy applications as one of its top priorities. As underlined in
Section 2.6, identifying a priority field to focus on is one of the main differences between green tribology principles and green chemistry and green engineering principles.
A suitable tribology study can increase the efficiency of clean energy production, decrease energy dissipation, and make these technologies economically competitive compared to traditional fossil fuel-based technologies.
Hydro and wind turbine methods to produce energy are the most widespread and growing technology, as reported in
Figure 7. The design involves different tribological issues, such as wear or damage of various components (shafts, bearings, and gears).
Scientific research followed the trend, and several works analyzed lubricant and material [
183,
184,
185,
186,
187,
188] improvement, causes of failure [
189,
190,
191,
192,
193,
194], monitoring and modeling [
193,
195] techniques, and efficiency evaluation [
196,
197,
198] of wind-power and hydropower systems.
2.12.1. Material Improvement
The first stage to enhancing the development of efficient renewable power generation systems is the improvement of the traditional materials employed in this sector. A suitable material design can improve the overall system performance and prevent damage or failure. Somberg et al. [
184] proposed a polyphenylene sulfide (PPS) and short carbon fiber (SCFs) composite as a performing bearing material. The study compared the PPS-SCF composite with commercial materials typically employed for bearing components. The PPS-SCFs exhibited higher hardness than the other polymeric materials and the lowest friction coefficient and specific wear rate in water-lubricated conditions. The result was achieved thanks to the synergetic effect of the graphene oxide and SCFs within the polymeric matrix, enhancing the wear resistance. The study underlined how much the performance of the investigated materials depended on the considered environment. The proposed composite did not exhibit the same good friction coefficient and wear rate values in dry or lubricated conditions, where other materials should be selected.
2.12.2. Failure
Understanding the components’ inefficiency or failure is necessary to propose new materials or lubricants for a tribosystem. Dhanola and Garg [
194] analyzed the principal components prone to the most common failure modes. Their review found that the electrical system had the highest failure frequency in one year, namely, 0.6, but one of the shortest downtimes per failure, namely, less than two days. Components such as generator, gearbox, and drivetrain had the lowest annual frequency, below 0.2, but the highest downtimes per failure, more than six days. Bearings in such components are prone to failure due to the operative environment, mechanical stress, and temperature that may cause their premature damage and failure. The main failure modes individuated by the review were scuffing due to plastic deformation, electric discharge, micro-pitting, white etching cracks due to microstructure flaking, fretting wear, and false brinelling usually generated by low-amplitude vibrations. Gearbox bearings are primarily responsible for gearbox fails. Proper lubrication usually prevents tooth breaking or pitting wear. The primary reason for gearbox bearing damage was found in the steel debris generated by rolling contact fatigue, white etching areas, and surface pitting. Loss of lubrication can be generated by various causes, e.g., lack of heat removal, inadequate lubricant, pump loss, filter failure, and alteration of the lubricant. This phenomenon produces undesirable and detrimental effects on the system, leading to overall failure.
In their accurate review, Liu and Zhang [
193] analyzed different modes of failure and the relations with their principal causes. As reported in
Figure 8, one failure mechanism can be generated by various reasons, e.g., electrical pitting can be caused by electrical arc erosion, bearing overheating owing to mounting failure, or lubricant failures. It is fundamental to analyze the main mechanisms to adequately individuate requirements for the materials and a suitable monitoring system.
2.12.3. Monitoring
As mentioned in
Section 2.11, real-time monitoring is one of the strategies to avoid failure and prevent downtimes and related costs. The development of monitoring is fundamental to anticipating failure within the system. The previous analysis of data referring to failure led to the possibility of recognizing and detecting the signs that indicate possible damage of power generation plants using sensors and equipment. The most widespread indicators evaluated are [
193]:
Vibration—analyzed by accelerometers that cover several frequencies. This is the most common and employed technique;
Acoustic emission—detected by transducers that collect the propagation of the elastic waves within the solid subjected to stresses;
Lubricants and debris analysis—by the use of filters that allow debris within the lubricant to be collected and removed;
Power quality—indicates possible component damage.
The development of efficient energy production from renewable sources is strictly connected to improving all the different aspects of tribology: material selection and design, monitoring, and continuous investigation of causes of failure.













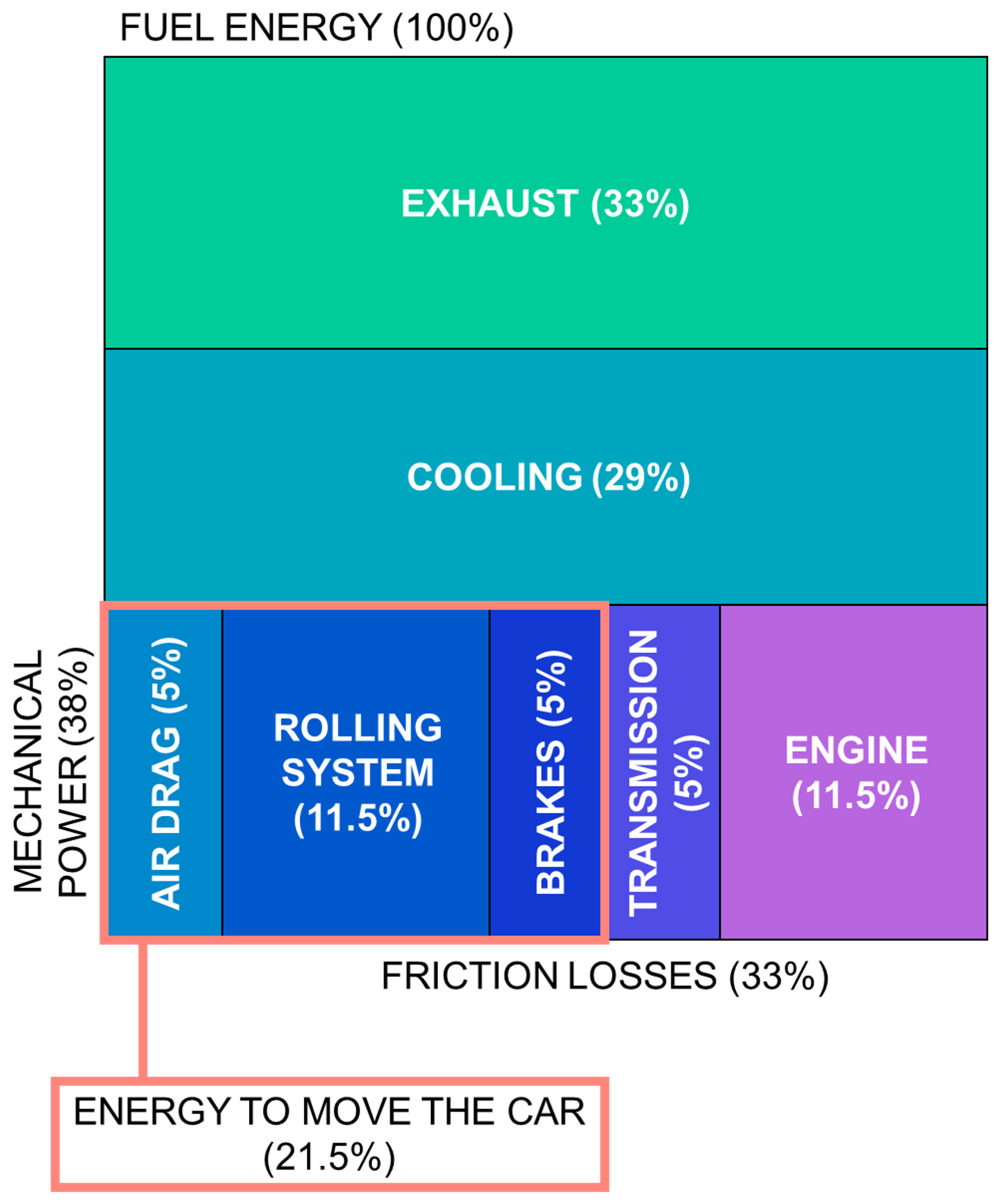{kind=link}
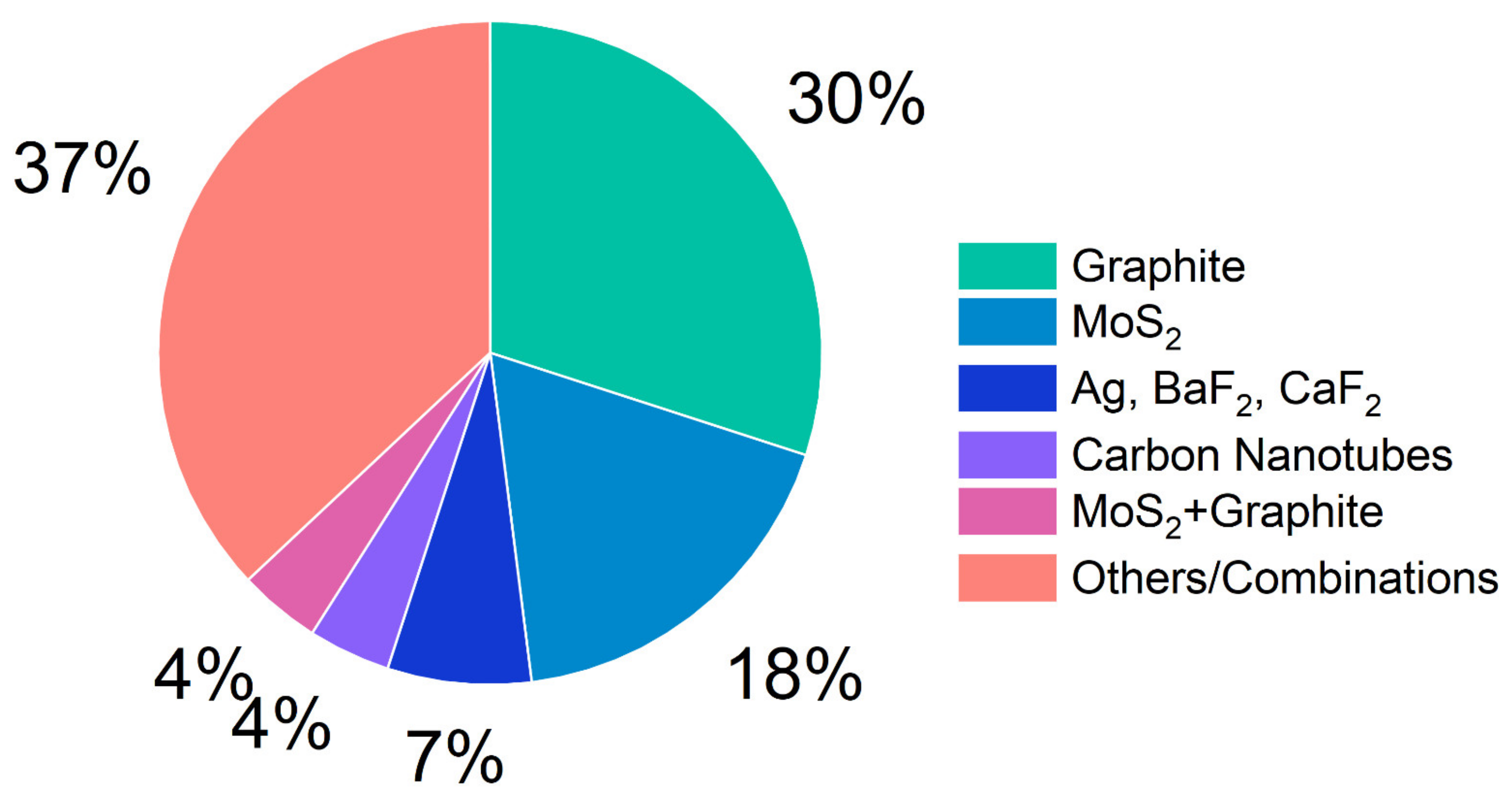{kind=link}
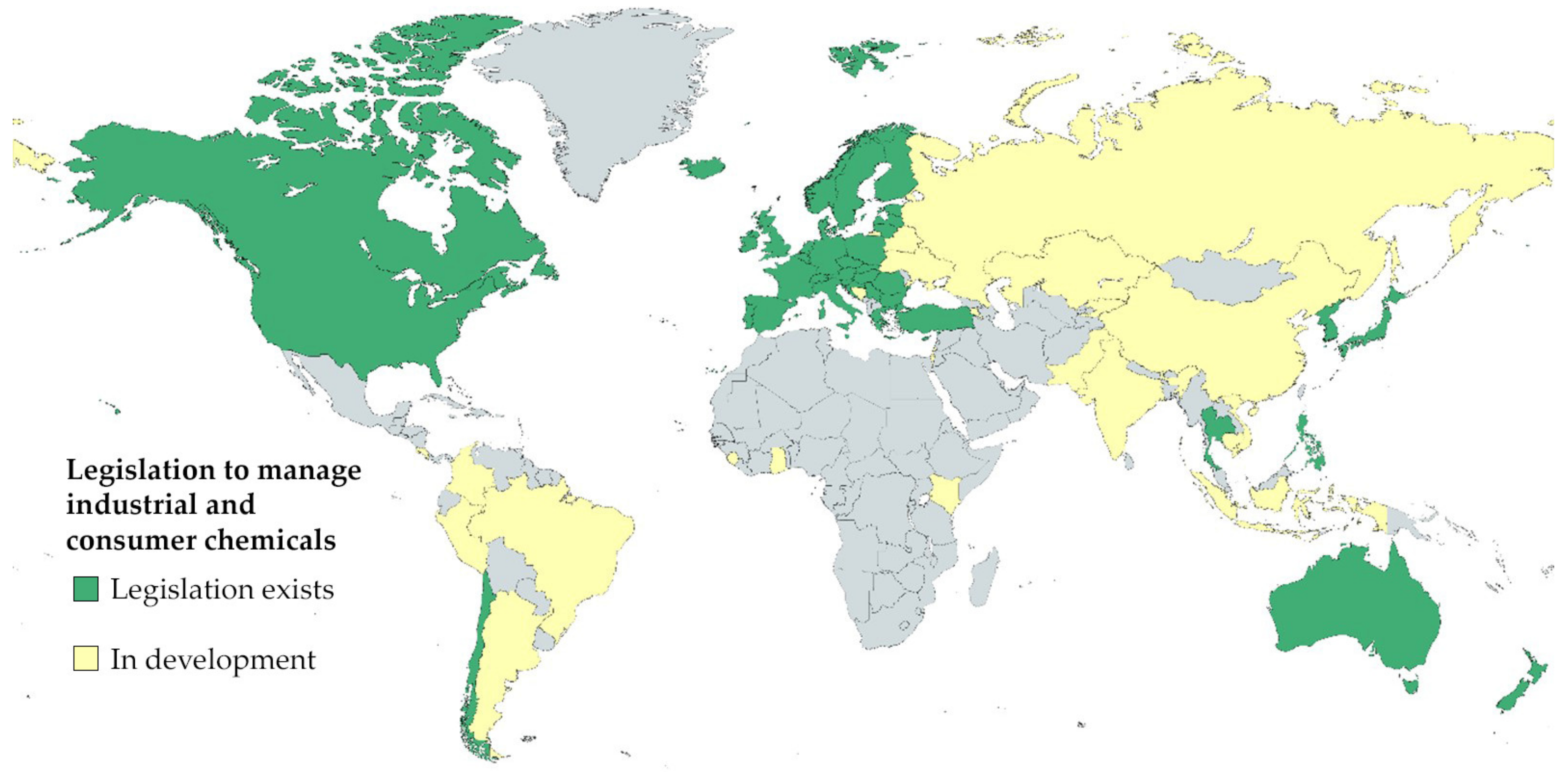{kind=link}
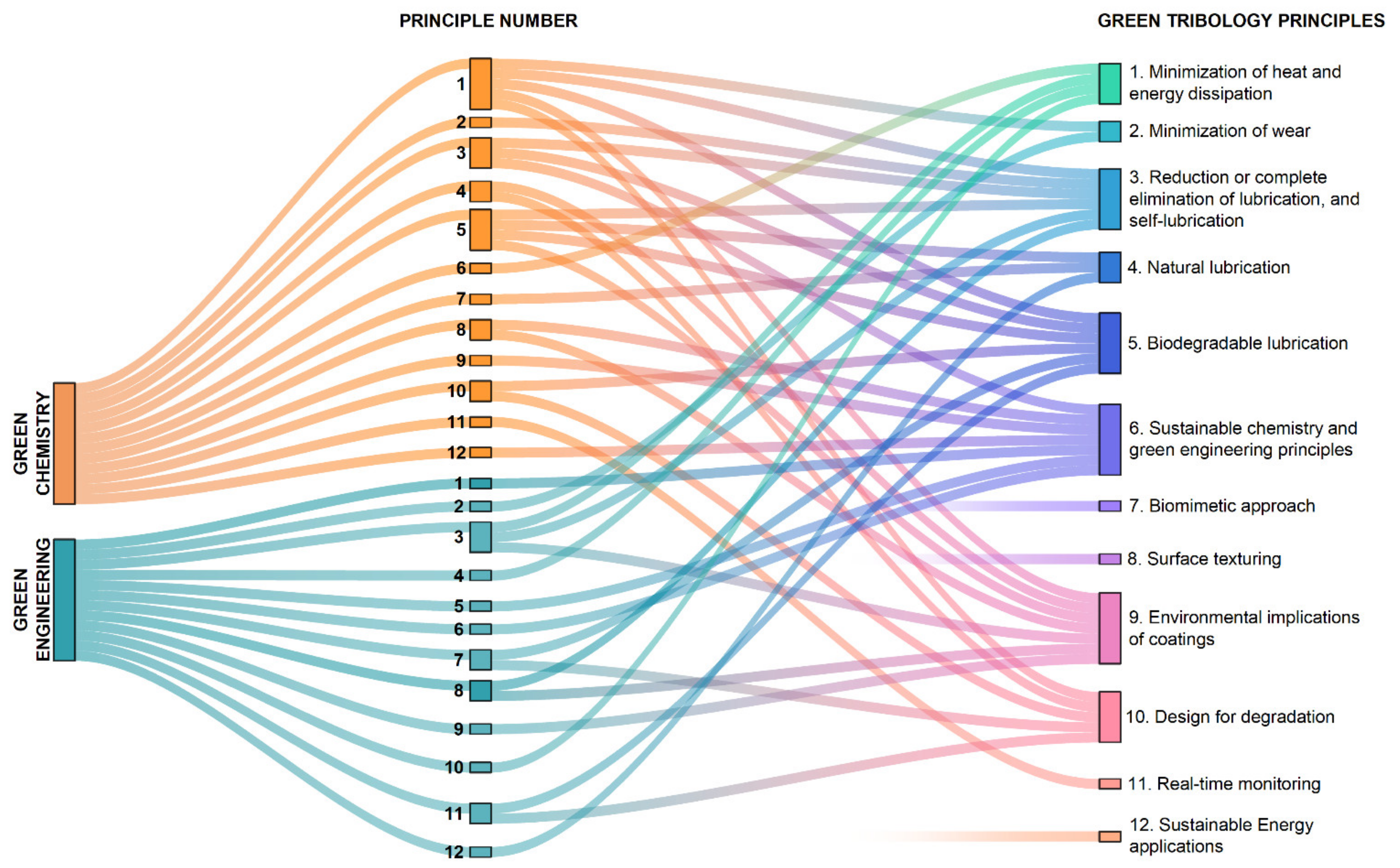{kind=link}
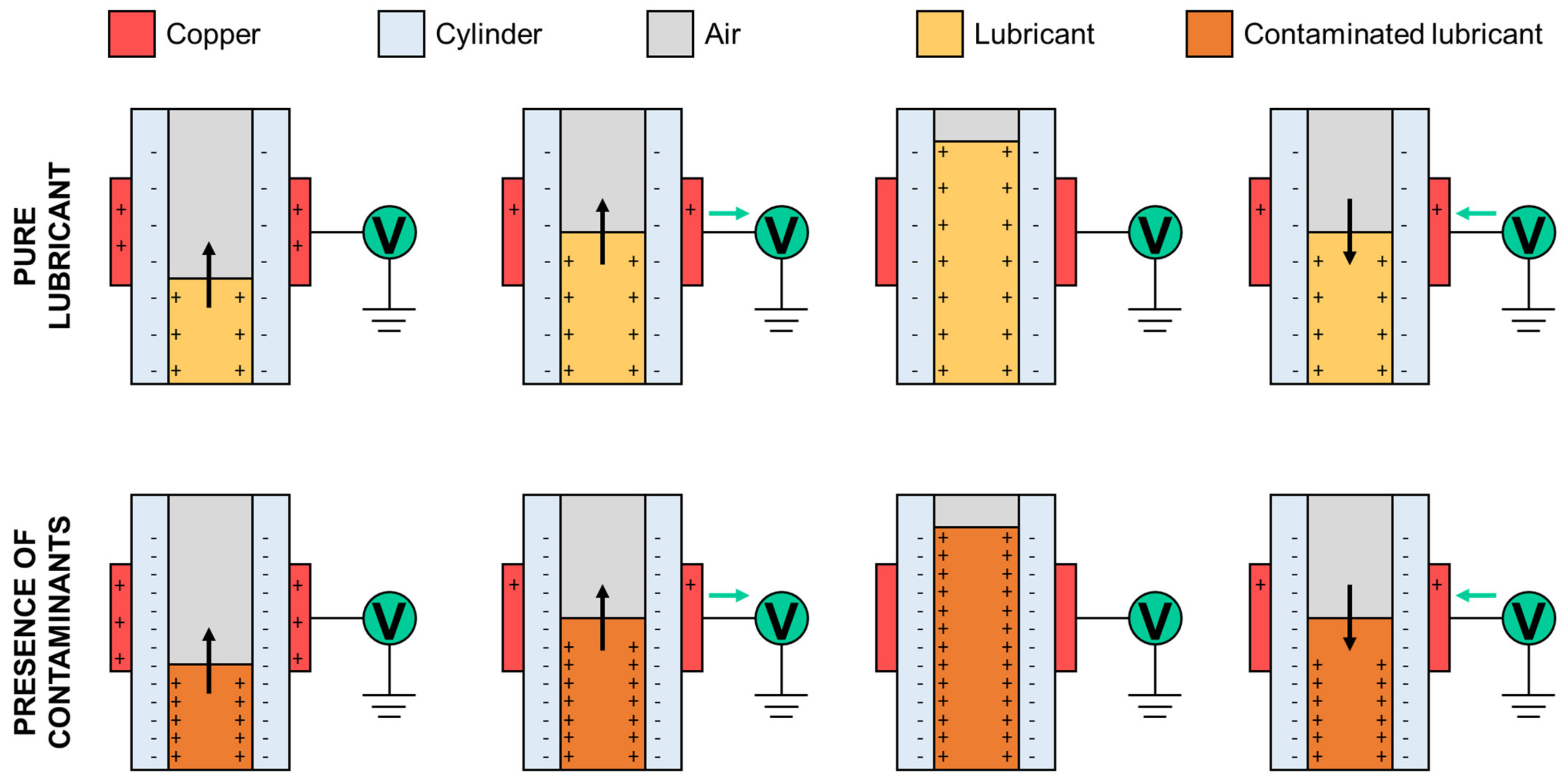{kind=link}
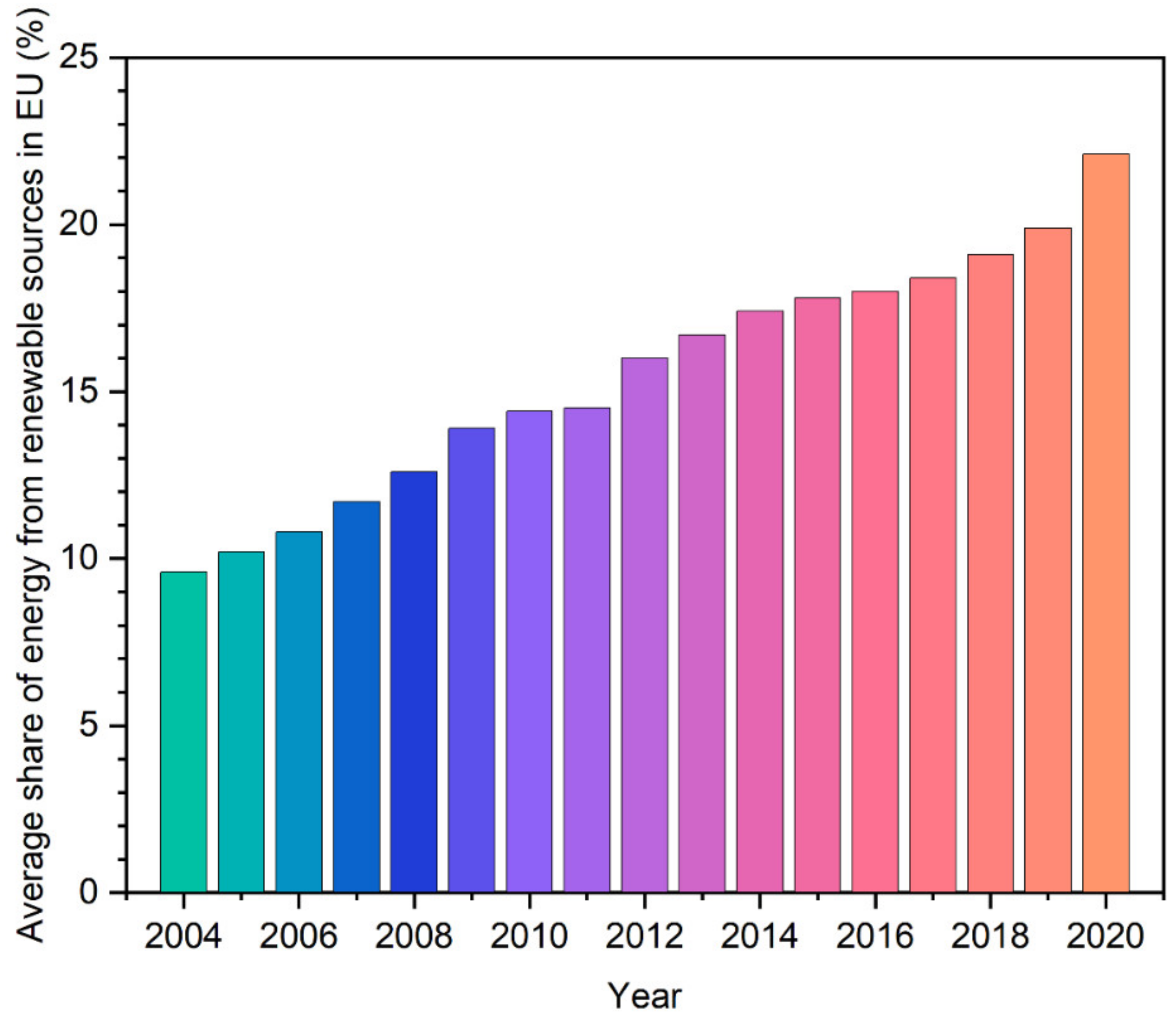{kind=link}
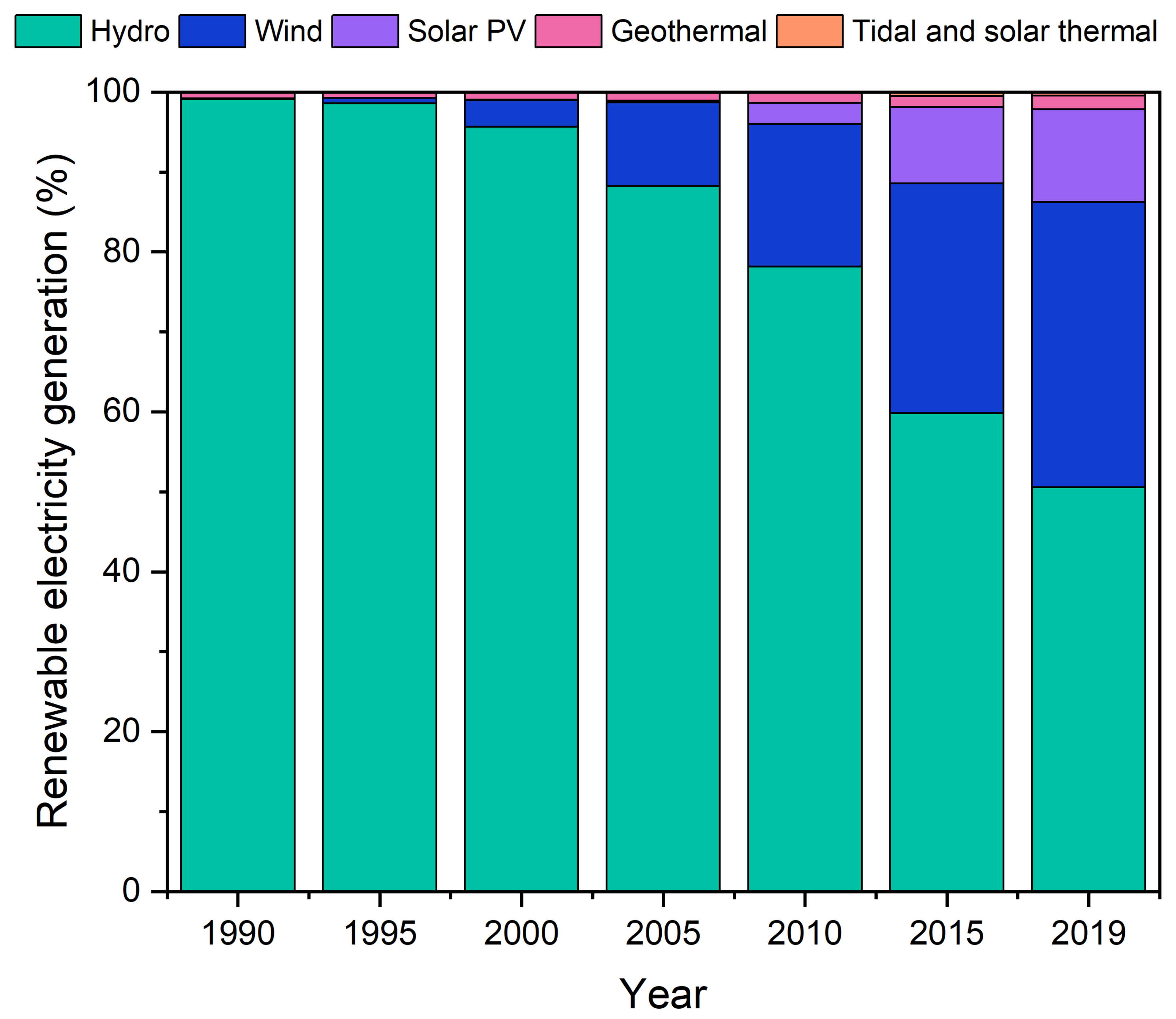{kind=link}
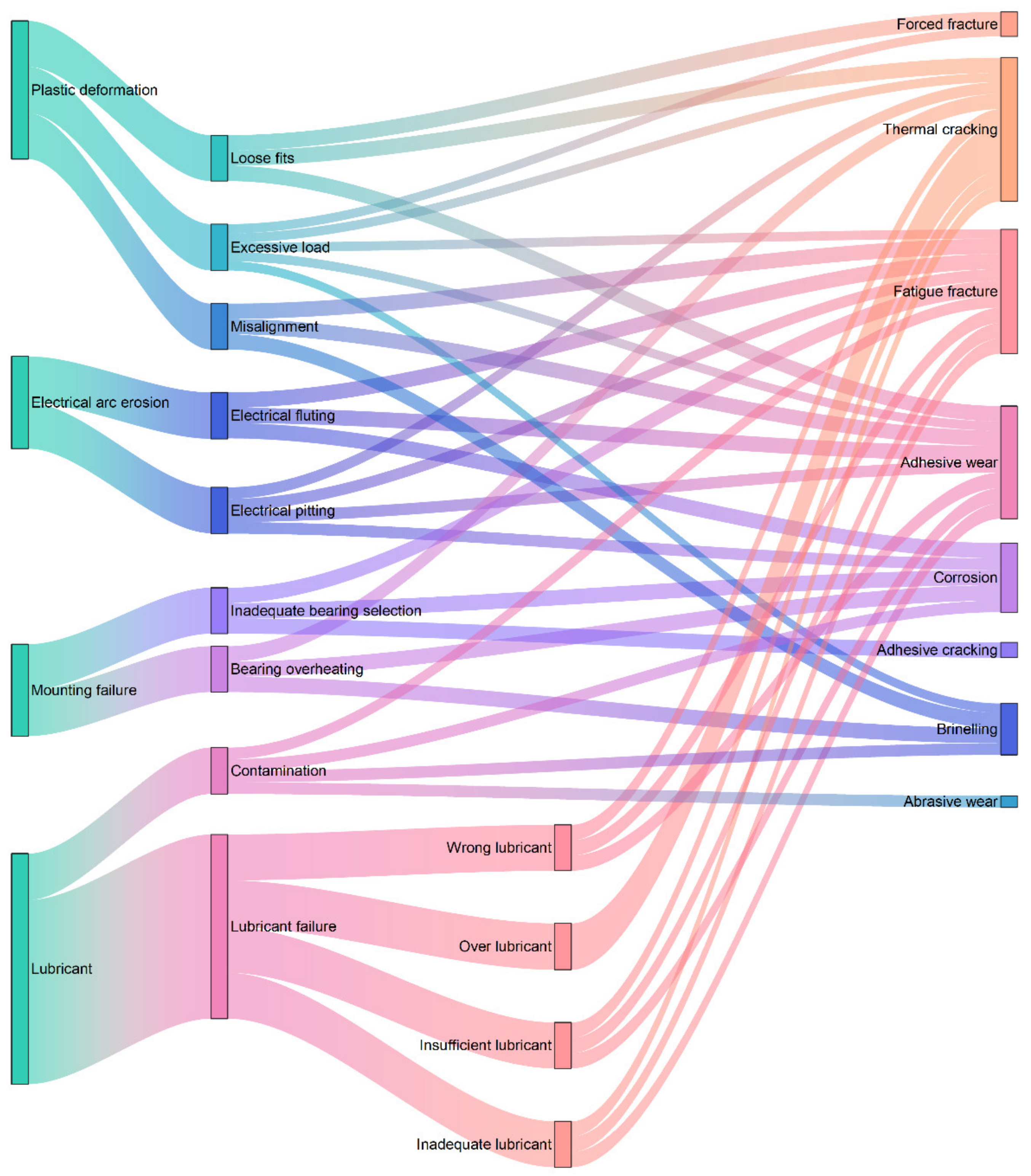{kind=link}