Lubrication Performance of Sunflower Oil Reinforced with Halloysite Clay Nanotubes (HNT) as Lubricant Additives

 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Nanolubricants
2.3. Tribological Characterization of Nanolubricants
2.3.1. Low Contact Pressure Testing
2.3.2. High Contact Pressure Characterization
2.3.3. Extreme Pressure Testing
2.4. Tapping Torque Test
2.5. Surface Analysis
3. Results and Discussion
3.1. Low Contact Pressures
3.2. High Contact Pressures
3.3. Extreme Pressure Properties
3.4. Tapping Torque Behavior
3.5. Surface Analyses
3.5.1. Wear Scar Analysis
3.5.2. Surface Roughness Analysis
3.5.3. Tribological Mechanism of HNTs
4. Conclusions
- The tribological performance of sunflower nanolubricants varied according to the testing conditions (contact pressure), particularly the optimal HNT concentration.
- For the block-on-ring tests, contact load played an important role in the tribological performance and the HNT concentration required for improving tribo-characteristics. HNTs provided a load-bearing tribological mechanism that reduced the real area of contact, thus lowering the COF and wear.
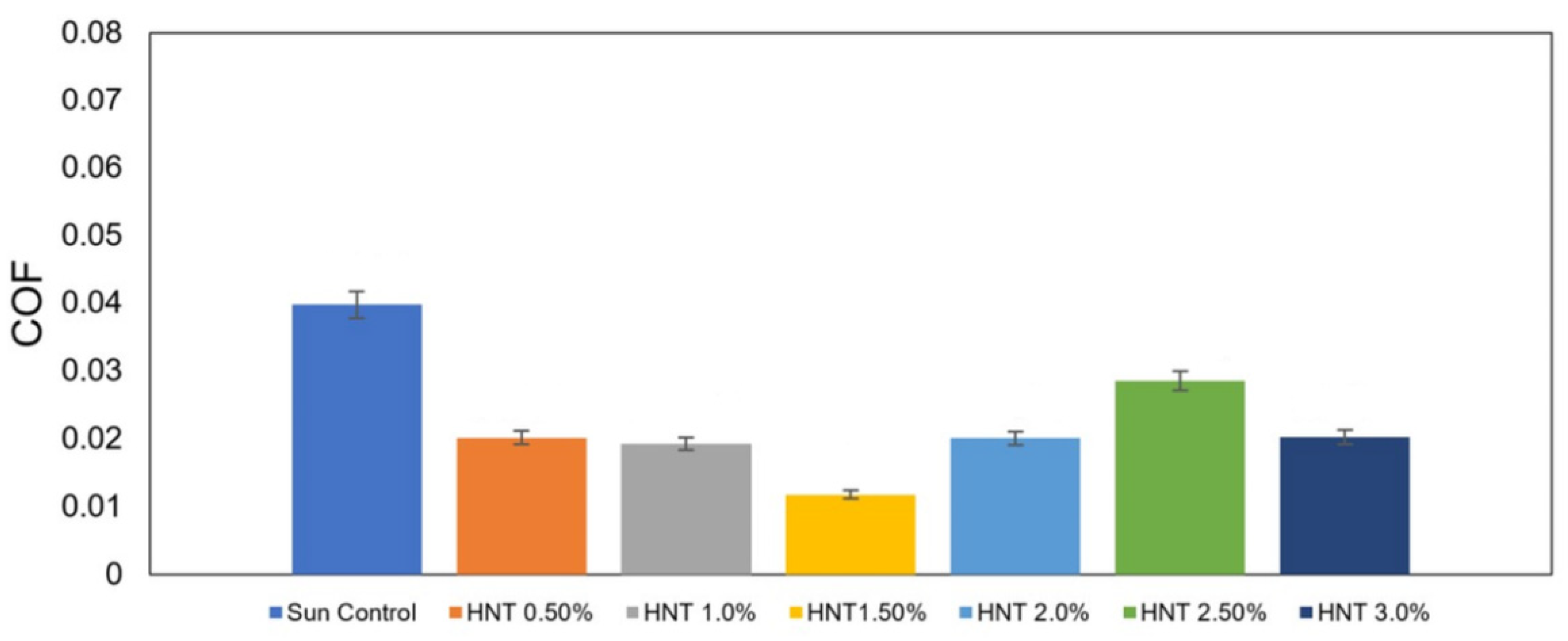
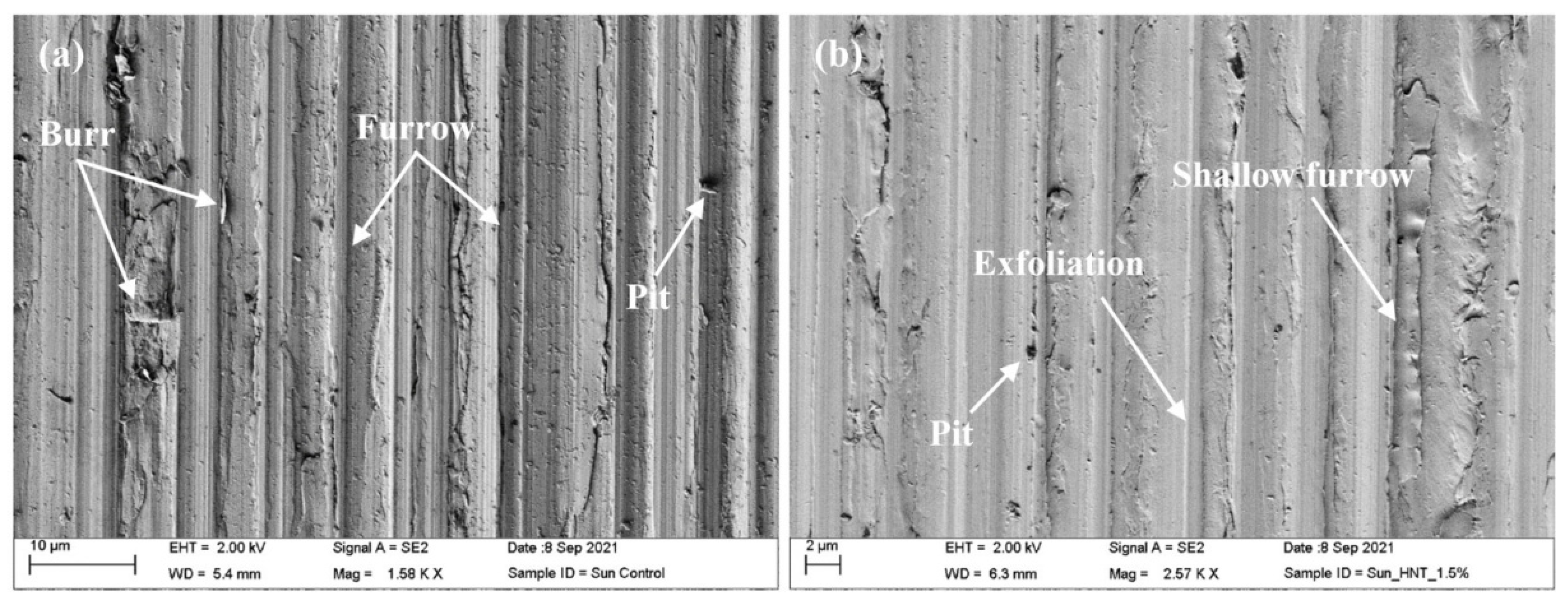
- Under low pressures, sunflower oil mixed with 1.5 wt.% HNTs provided the best tribological behavior. The wear volume loss and COF were lowered by 29% and 70% with the addition of 1.5 wt.% of HNT compared to the base oil.
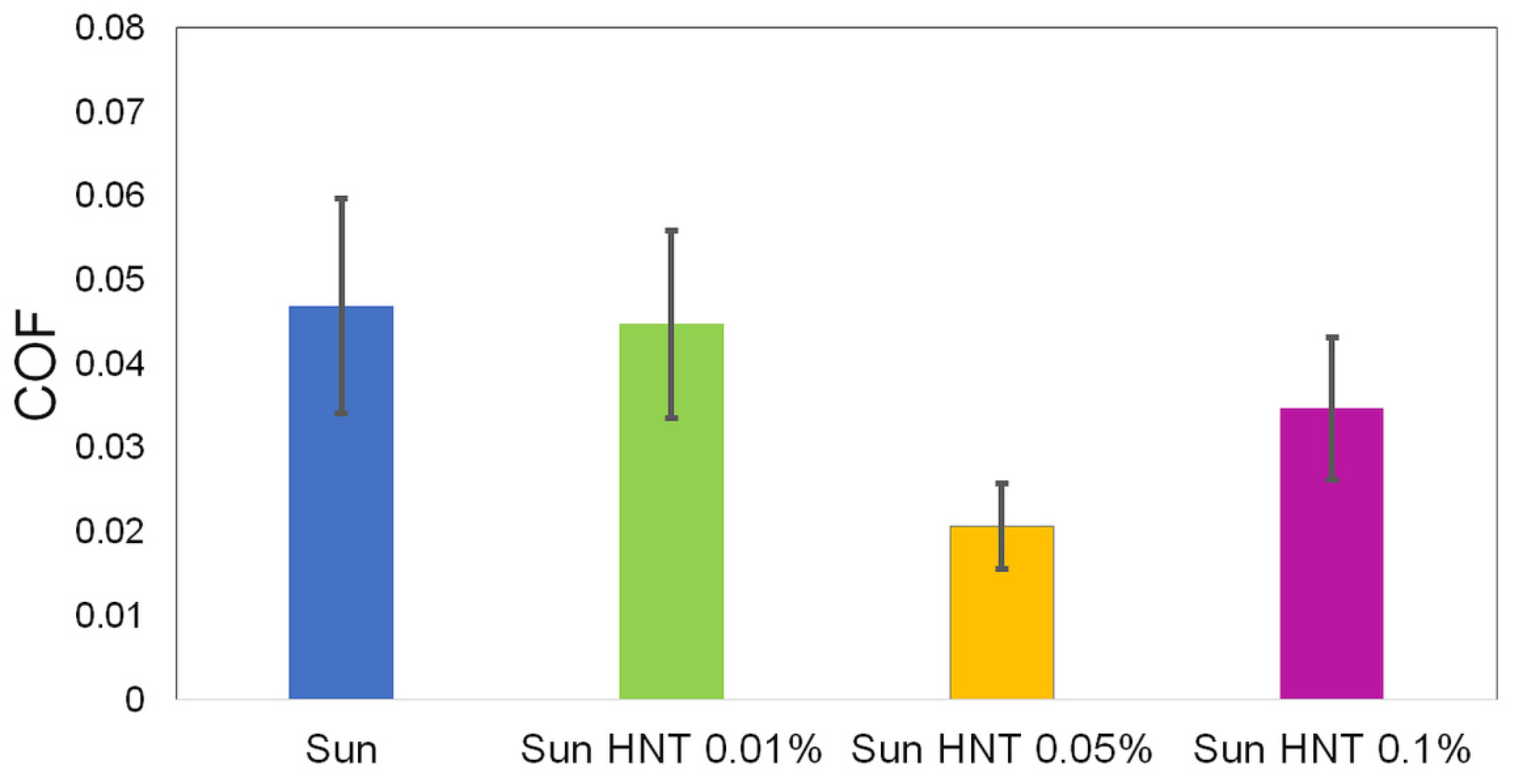
- Due to the reduction of lubricant film thickness at higher contact pressures, lower concentrations of HNTs with fewer agglomerates can better infiltrate the contact regions and withstand higher loads. Here, the highest reduction in wear was obtained with 0.05 wt.%. Higher concentrations reduced the enhancement due to the larger particle size caused by agglomeration.
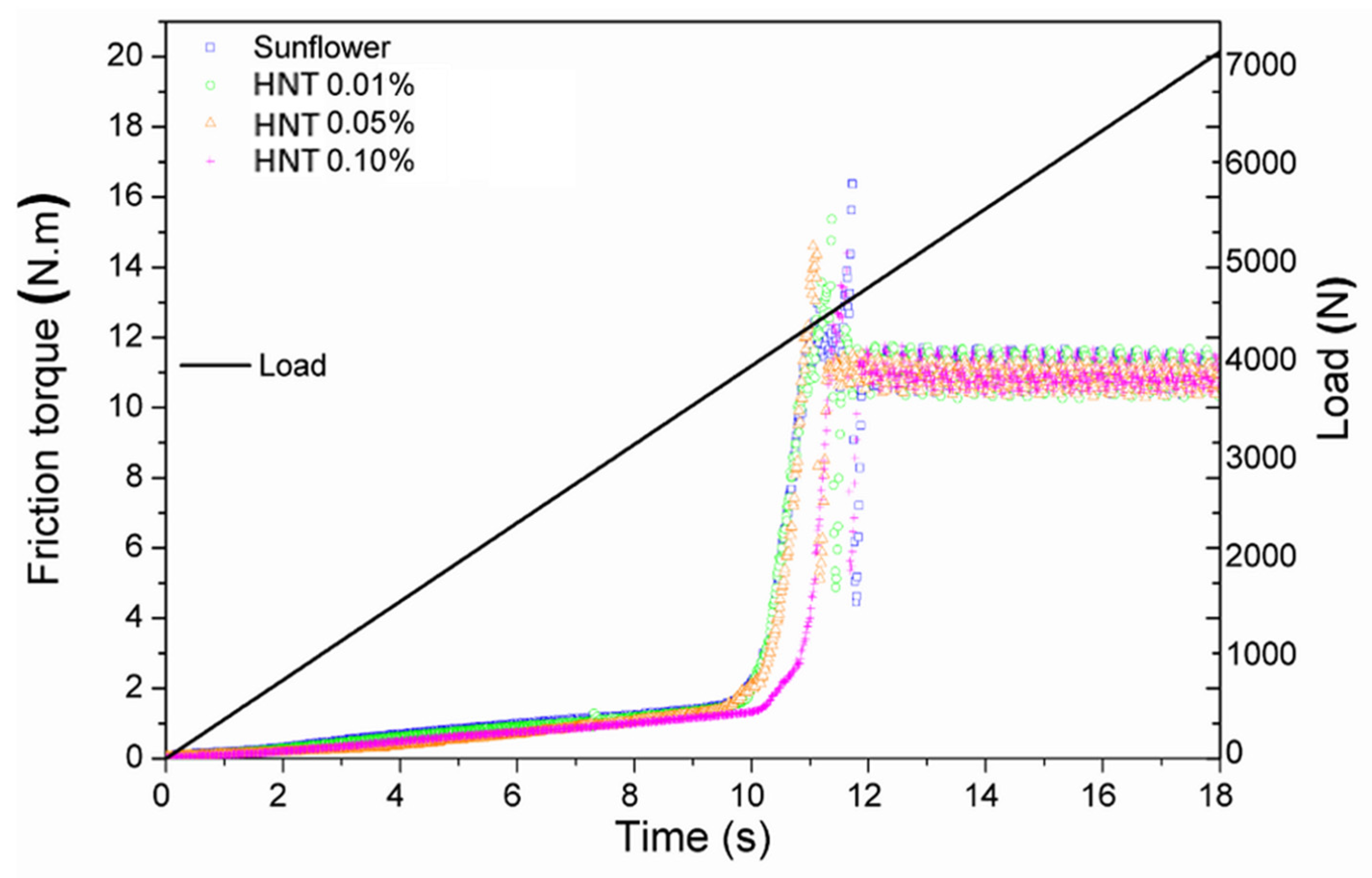
- Extreme pressure testing of the nanolubricants indicated an increase of up to 141% in the load-carrying capacity of sunflower oil with 0.10 wt.% HNTs, from 259 MPa to 623 MPa.
- The frictional force of each nanolubricant was lowered notably from the base oil, which is another indication of improved tribological behavior. The tapping torque test results also provided a high tapping torque efficiency that can prolong tool life in machining processes. The overall tapping torque was reduced by 32.31% for sunflower oil with 1.5 wt.% HNT-reinforced nanolubricant compared to the base oil.
- It can be concluded from these results that sunflower oil reinforced with halloysite clay nanotubes represents a great alternative to mineral and synthetic lubricants. Moreover, its adverse effect on the environment is negligible compared to alternative sources.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of Tribology on Global Energy Consumption, Costs and Emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Thampi, A.D.; Prasanth, M.A.; Anandu, A.P.; Sneha, E.; Sasidharan, B.; Rani, S. The Effect of Nanoparticle Additives on the Tribological Properties of Various Lubricating Oils—Review. Mater. Today Proc. 2021, 47, 4919–4924. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, K.; Lin, H.; Zhang, F.; Xiong, B.; Zhang, H.; Zhang, C. Important Contributions of Multidimensional Nanoadditives on the Tribofilms: From Formation Mechanism to Tribological Behaviors. Compos. Part B Eng. 2022, 234, 109732. [Google Scholar] [CrossRef]
- Hájek, M.; Vávra, A.; De Paz Carmona, H.; Kocík, J. Catalysts The Catalysed Transformation of Vegetable Oils or Animal Fats to Biofuels and Bio-Lubricants: A Review. Catalysts 2021, 11, 1118. [Google Scholar] [CrossRef]
- Anand Narayanan, A.G.; Rajesh, B.; Vasanthakumari, R. Studies on Halloysite Nanotubes(HNT) Natural Rubber Nanocomposites for Mechanical Thermal and Wear Properties. Int. J. Eng. Res. 2016, V5, 152–156. [Google Scholar] [CrossRef]
- Fernández-Silva, S.D.; García-Morales, M.; Ruffel, C.; Delgado, M.A. Influence of the Nanoclay Concentration and Oil Viscosity on the Rheological and Tribological Properties of Nanoclay-Based Ecolubricants. Lubricants 2021, 9, 8. [Google Scholar] [CrossRef]
- Sikdar, S.; Rahman, M.H.; Menezes, P.L. Synergistic Study of Solid Lubricant Nano-Additives Incorporated in Canola Oil for Enhancing Energy Efficiency and Sustainability. Sustainability 2022, 14, 290. [Google Scholar] [CrossRef]
- Battersby, N.S. The Biodegradability and Microbial Toxicity Testing of Lubricants—Some Recommendations. Chemosphere 2000, 41, 1011–1027. [Google Scholar] [CrossRef]
- Kodali, D.; Nivens, S. Biodegradable High Performance Lubricants Derived from Natural Oils. In Proceedings of the 2nd World Tribology Congress, Vienna, Austria, 3–7 September 2001; p. 235. [Google Scholar]
- Kržan, B.; Vizintin, J. Tribological Properties of Environmentally Adopted Universal Tractor Transmission Oil Based on Vegetable Oil. Tribol. Int. 2003, 36, 827–833. [Google Scholar] [CrossRef]
- Gryglewicz, S.; Piechocki, W.; Gryglewicz, G. Preparation of Polyol Esters Based on Vegetable and Animal Fats. Bioresour. Technol. 2003, 87, 35–39. [Google Scholar] [CrossRef]
- Schuchardt, U.; Sercheli, R.; Vargas, R.M. Transesterification of Vegetable Oils: A Review. J. Braz. Chem. Soc. 1998, 9, 199–210. [Google Scholar] [CrossRef] [Green Version]
- Buzás, I.; Simon, J.; Holló, J. Effect of the Experimental Conditions on the Thermooxidative Behaviour of Vegetable Oils. J. Therm. Anal. 1977, 12, 397–405. [Google Scholar] [CrossRef]
- Dweck, J.; Sampaio, C.M.S. Analysis of the Thermal Decomposition of Commercial Vegetable Oils in Air by Simultaneous TG/DTA. J. Therm. Anal. Calorim. 2004, 75, 385–391. [Google Scholar] [CrossRef]
- Fox, N.J.; Tyrer, B.; Stachowiak, G.W. Boundary Lubrication Performance of Free Fatty Acids in Sunflower Oil. Tribol. Lett. 2004, 16, 275–281. [Google Scholar] [CrossRef]
- Su, Y.; Gong, L.; Chen, D. An Investigation on Tribological Properties and Lubrication Mechanism of Graphite Nanoparticles as Vegetable Based Oil Additive. J. Nanomater. 2015, 2015, 7. [Google Scholar] [CrossRef]
- Cortes, V.; Sanchez, K.; Gonzalez, R.; Alcoutlabi, M.; Ortega, J.A. The Performance of SiO2 and TiO2 Nanoparticles as Lubricant Additives in Sunflower Oil. Lubricants 2020, 8, 10. [Google Scholar] [CrossRef] [Green Version]
- Omrani, E.; Siddaiah, A.; Moghadam, A.D.; Garg, U.; Rohatgi, P.; Menezes, P.L. Ball Milled Graphene Nano Additives for Enhancing Sliding Contact in Vegetable Oil. Nanomaterials 2021, 11, 610. [Google Scholar] [CrossRef] [PubMed]
- Baskar, S.; Sriram, G.; Arumugam, S. Experimental Analysis on Tribological Behavior of Nano Based Bio-Lubricants Using Four Ball Tribometer. Tribol. Ind. 2015, 37, 449–454. [Google Scholar]
- Zareh-Desari, B.; Davoodi, B. Assessing the Lubrication Performance of Vegetable Oil-Based Nano-Lubricants for Environmentally Conscious Metal Forming Processes. J. Clean. Prod. 2016, 135, 1198–1209. [Google Scholar] [CrossRef]
- Yadav, A.; Singh, Y.; Negi, P. A Review on the Characterization of Bio Based Lubricants from Vegetable Oils and Role of Nanoparticles as Additives. Mater. Today Proc. 2021, 46, 10513–10517. [Google Scholar] [CrossRef]
- Akkaya, M.R. Prediction of Fatty Acid Composition of Sunflower Seeds by Near-Infrared Reflectance Spectroscopy. J. Food Sci. Technol. 2018, 55, 2318–2325. [Google Scholar] [CrossRef] [PubMed]
- Gunstone, F.D. Sunflower Seed and Oil. Lipid Technol. 2013, 25, 24. [Google Scholar] [CrossRef]
- Salih, N.; Salimon, J.; Yousif, E. The Physicochemical and Tribological Properties of Oleic Acid Based Triester Biolubricants. Ind. Crops Prod. 2011, 34, 1089–1096. [Google Scholar] [CrossRef]
- Lvov, Y.; Abdullayev, E. Functional Polymer—Clay Nanotube Composites with Sustained Release of Chemical Agents. Prog. Polym. Sci. 2013, 38, 1690–1719. [Google Scholar] [CrossRef]
- Yuan, P.; Tan, D.; Annabi-Bergaya, F. Properties and Applications of Halloysite Nanotubes: Recent Research Advances and Future Prospects. Appl. Clay Sci. 2015, 112–113, 75–93. [Google Scholar] [CrossRef]
- Lvov, Y.M.; Shchukin, D.G.; Möhwald, H.; Price, R.R. Halloysite Clay Nanotubes for Controlled Release of Protective Agents. ACS Nano 2008, 2, 814–820. [Google Scholar] [CrossRef]
- Vergaro, V.; Abdullayev, E.; Lvov, Y.; Zeitoun, A.; Cingolani, R.; Rinaldi, R.; Leporatti, S. Halloysite Clay Nanotubes: Characterization, Biocompatibility and Use as Drug Carriers. Biomacromolecules 2010, 11, 376. [Google Scholar] [CrossRef]
- Sánchez-Fernández, A.; Peña-Parás, L.; Vidaltamayo, R.; Cué-Sampedro, R.; Mendoza-Martínez, A.; Zomosa-Signoret, V.V.C.; Rivas-Estilla, A.A.M.; Riojas, P.; Cué-Sampedro, C.; Mendoza-Martínez, A.; et al. Synthesization, Characterization, and in Vitro Evaluation of Cytotoxicity of Biomaterials Based on Halloysite Nanotubes. Materials 2014, 7, 7770–7780. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Duarte, H.A.; Lourenço, M.P.; Heine, T.; Guimarães, L. Clay Mineral Nanotubes: Stability, Structure and Properties. Stoichiom. Mater. Sci. When Numbers Matter 2009, 11, 3–25. [Google Scholar] [CrossRef] [Green Version]
- Vergaro, V.; Abdullayev, E.; Lvov, Y.M.; Zeitoun, A.; Cingolani, R.; Rinaldi, R.; Leporatti, S. Cytocompatibility and Uptake of Halloysite Clay Nanotubes. Biomacromolecules 2010, 11, 820–826. [Google Scholar] [CrossRef]
- Peña-Parás, L.; Maldonado-Cortés, D.; García, P.; Irigoyen, M.; Taha-Tijerina, J.; Guerra, J. Tribological Performance of Halloysite Clay Nanotubes as Green Lubricant Additives. Wear 2017, 376–377, 885–892. [Google Scholar] [CrossRef]
- Sifuentes, E.T.; Kharissova, O.V.; Maldonado-Cortés, D.; Peña-Parás, L.; Michalczewski, R.; Kharisov, B.I. A Comparison of Tribological Properties of Nanolubricants Containing Carbon Nanotori and Additional Additives. Mater. Chem. Phys. 2021, 272, 124973. [Google Scholar] [CrossRef]
- Ahmed, M.S.; Nair, K.P.; Tirth, V.; Elkhaleefa, A.; Rehan, M. Tribological Evaluation of Date Seed Oil and Castor Oil Blends with Halloysite Nanotube Additives as Environment Friendly Bio-Lubricants. Biomass Convers. Biorefinery 2021, 1–10. [Google Scholar] [CrossRef]
- Suresha, B.; Hemanth, G.; Rakesh, A.; Adarsh, K.M. Tribological Behaviour of Pongamia Oil as Lubricant with and without Halloysite Nanotubes Using Four-Ball Tester. AIP Conf. Proc. 2019, 2128, 1–10. [Google Scholar] [CrossRef]
- Sigma-Aldrich Halloysite Nanoclay Safety Data Sheet 2011. Available online: https://www.sigmaaldrich.com/GB/en/product/aldrich/685445 (accessed on 29 March 2022).
- G02 Committee. Test Method for Ranking Resistance of Materials to Sliding Wear Using Block-on-Ring Wear Test; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Piekoszewski, W.; Szczerek, M.; Tuszynski, W. The Action of Lubricants under Extreme Pressure Conditions in a Modified. Wear 2001, 249, 188–193. [Google Scholar] [CrossRef]
- Piekoszewski, W.; Szczerek, M.; Tuszynski, W. A Method for Testing Lubricants under Conditions of Scuffing. Part II. The Anti-Seizure Action of Lubricating Oils. Tribotest 2002, 9, 35–48. [Google Scholar] [CrossRef]
- De la Cruz, M.; Gonzalez, R.; Gomez, J.A.; Mendoza, A.; Ortega, J.A. Design and Validation of A Modular Instrument to Measure Torque and Energy Consumption in Industrial Operations. Instruments 2019, 3, 41. [Google Scholar] [CrossRef] [Green Version]
- Standard Test Method for Comparison of Metalworking Fluids Using a Tapping Torque Test Machine. Available online: https://www.astm.org/d8288-19.html (accessed on 14 March 2022).
- Peña-parás, L.; Sánchez-fernández, J.A.; Martínez, C.R.; Abraham, J.; Saldívar, K.I.; Urbina, L.M.; Arias, M.J.; García-Pineda, P.; Ontiveros, J.A.; Saldívar, K.I.; et al. Evaluation of Anti-Wear Properties of Metalworking Fluids Enhanced with Halloysite Nanotubes. Appl. Sci. 2017, 7, 1019. [Google Scholar] [CrossRef] [Green Version]
- Cortes, V.; Ortega, J.A. Evaluating the Rheological and Tribological Behaviors of Coconut Oil Modified with Nanoparticles as Lubricant Additives. Lubricants 2019, 7, 76. [Google Scholar] [CrossRef] [Green Version]
- Ghaednia, H.; Jackson, R.L.; Khodadadi, J.M. Experimental Analysis of Stable CuO Nanoparticle Enhanced Lubricants. J. Exp. Nanosci. 2013, 10, 1–18. [Google Scholar] [CrossRef]
- Castaños, B.; Peña-Parás, L.; Maldonado-Cortés, D.; Kitala, M.; Sliwa, S.; Węglarz, M.; Mierzwiński, D. Increasing the Tool Life of Forging Die Inserts. Int. J. Mod. Manuf. Technol. 2020, 12, 16–21. [Google Scholar]
- Peña-Parás, L.; Maldonado-Cortés, D.; Kharissova, O.V.; Saldívar, K.I.; Contreras, L.; Arquieta, P.; Castaños, B. Novel Carbon Nanotori Additives for Lubricants with Superior Anti-Wear and Extreme Pressure Properties. Tribol. Int. 2019, 131, 488–495. [Google Scholar] [CrossRef]
- Kalbarczyk, M.; Michalczewski, R.; Piekoszewski, W.; Szczerek, M. The Influence of Oils on the Scuffing of Concentrated Friction Joints with Low-Friction Coated Elements Wpływ Olejów Na Zacieranie Elementów z Powłokami Niskotarciowymi Skojarzonymi w Styku Skoncentrowanym. Eksploat. I Niezawodn. Maint. Reliab. 2013, 15, 319–324. [Google Scholar]
- Talib, N.; Nasir, R.M.; Rahim, E.A. Tribological Behaviour of Modified Jatropha Oil by Mixing Hexagonal Boron Nitride Nanoparticles as a Bio-Based Lubricant for Machining Processes. J. Clean. Prod. 2017, 147, 360–378. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Properties |
|---|---|
| Lubricant | |
| Sunflower oil | * Density (40 °C): 0.90 g/cm3 Iodine value: 120–145 gI/100 g Acid number: 0.2–0.5 KOH/1 g Fatty acid content: 4% palmitic acid, 65% oleic acid, 26% linoleic acid, 5% stearic acid |
| Nanoparticles | |
| Halloysite clay nanotubes (NHT) | Chemical formula: H4Al2O9Si2. 2H2O Molecular weight: 294.19 g/mol Specific gravity: 2.57 g/cm3 |
| Specimens | |
| Low loads | |
| Blocks | AISI 304 steel, dimensions: 14 × 6.35 × 6.35 mm, hardness: 128 HRB |
| Rings | AISI 52,100 steel, d = 40 mm, hardness: 60 HRC |
| High loads | |
| Blocks | AISI 1018 steel, dimensions: 15.75 × 10 × 6.35 mm, hardness: 78 HRB |
| Rings | AISI D2 steel, d = 35 mm, hardness: 62 HRC |
| Extreme pressures | |
| Balls | AISI 52,100 steel, d: 12.7 mm, hardness: 60 HRC |
| Element | Sunflower Oil | Sunflower Oil/1.5 wt.% HNT |
| C K | 8.38 | 8.40 |
| O K | 3.60 | 5.06 |
| Cr L | 13.74 | 12.56 |
| Fe L | 58.77 | 59.42 |
| Ni L | 11.54 | 10.73 |
| Al K | 0.18 | 0.23 |
| Si K | 1.78 | 1.80 |
| P K | 0.86 | 0.85 |
| S K | 1.66 | 0.94 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Biswas, M.A.S.; Rahman, M.M.; Ortega, J.A.; Peña-Parás, L.; Maldonado-Cortés, D.; González, J.A.; Cantú, R.; Campos, A.; Flores, E. Lubrication Performance of Sunflower Oil Reinforced with Halloysite Clay Nanotubes (HNT) as Lubricant Additives. Lubricants 2022, 10, 139. https://doi.org/10.3390/lubricants10070139
Biswas MAS, Rahman MM, Ortega JA, Peña-Parás L, Maldonado-Cortés D, González JA, Cantú R, Campos A, Flores E. Lubrication Performance of Sunflower Oil Reinforced with Halloysite Clay Nanotubes (HNT) as Lubricant Additives. Lubricants. 2022; 10(7):139. https://doi.org/10.3390/lubricants10070139
Chicago/Turabian StyleBiswas, Md Abu Sayeed, Md Mashfiqur Rahman, Javier A. Ortega, Laura Peña-Parás, Demófilo Maldonado-Cortés, José A. González, Ricardo Cantú, Adrián Campos, and Eugenio Flores. 2022. "Lubrication Performance of Sunflower Oil Reinforced with Halloysite Clay Nanotubes (HNT) as Lubricant Additives" Lubricants 10, no. 7: 139. https://doi.org/10.3390/lubricants10070139
APA StyleBiswas, M. A. S., Rahman, M. M., Ortega, J. A., Peña-Parás, L., Maldonado-Cortés, D., González, J. A., Cantú, R., Campos, A., & Flores, E. (2022). Lubrication Performance of Sunflower Oil Reinforced with Halloysite Clay Nanotubes (HNT) as Lubricant Additives. Lubricants, 10(7), 139. https://doi.org/10.3390/lubricants10070139