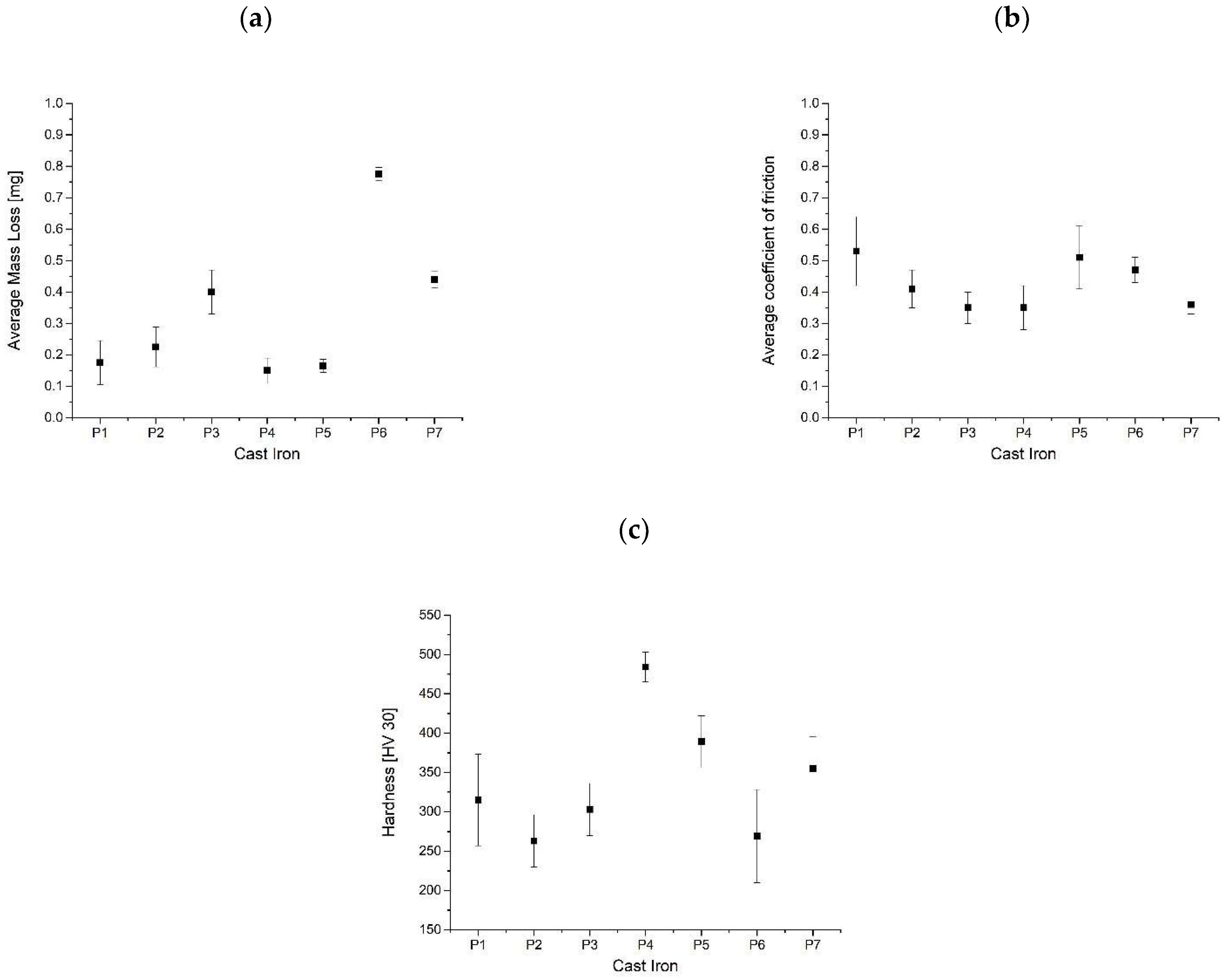
Analysis of the changes in the graphite content and ledeburite precipitates shows some correlation between their volume fractions. When comparing the P1 and P2 alloys, an increase in the graphite content can be observed. The graphite content then decreases in the P3 and P4 cast irons compared to P2. Cast irons P5 and P6 have a higher graphite content, reaching a value similar to that of cast iron P2. Sample P7 has a lower volumetric graphite content than P6, comparable to material P4. An inverse relationship is observed for the ledeburitic cementite content. Changes in the cementite volume fraction are the inverse of changes in the graphite content, with the magnitude of the changes in the ledeburitic cementite volume fraction being greater than the changes in the graphite content. Larger changes in the cementite content are associated with lower carbon concentrations in cementite compared to graphite.
3.2.1. Analysis of Variance (ANOVA) for the Investigated Materials
The results of the microstructure and hardness tests were analysed by means of ANOVA (both one-factor and two-factor) using Minitab statistical software. One-factor ANOVA was used to evaluate the significance of the differences in the materials tested-percentage of graphite and ledeburitic cementite and hardness. A two-factor ANOVA was used to assess the dependence of the tribological parameters-mass loss and coefficient of friction-on the microstructure (volume fractions of graphite and ledeburitic cementite) and hardness of the cast irons tested.
The results of the one-factor analysis of variance, carried out using the Minitab statistical program, are presented in
Table 4. The results of the analysis are limited to the F-statistic (F-value),
p-value for ANOVA, R
2 and
p-value for Leven’s test.
The ANOVA performed for the graphite, ledeburitic cementite volume fraction and hardness (
Table 4) showed that, in all cases, the null hypothesis of the equality of the means for individual cast irons should be rejected. A
p-value of 0.00 at an assumed significance level of 0.05 indicates that at least some of the cast irons tested differ significantly in terms of the parameters analysed. Based on the results obtained, it can be observed that the factors that most significantly influence the properties of the alloys studied are the cementite content and hardness. The strength of the influence of the factors was assessed via the value of the R
2 coefficient. The weakest relationship is observed for the percentage of graphite. The hardness of the alloys tested is influenced by the other factors analysed and therefore further analysis was required. As the null hypothesis of the equality of the means at all levels was rejected, Tukey’s post hoc tests were performed and the results are shown in
Table 5.
Based on the results of the Tukey tests, the cast irons were divided into five groups for each phase (% graphite, % cementite, hardness). Each group is characterised by a different volume fraction of the examined phase or hardness. The differences between the groups are statistically significant. For example, the volume fractions of graphite for the P6, P2 and P5 cast irons are statistically the same but different from group B, which contains the P5, P1 and P3 alloys, although from the statistical point of view, the P5 cast iron is not statistically different from the P2 and P1 alloys. However, there is a statistical difference between the P1 and P2 alloys.
For the volume fraction of graphite, the greatest differences in the mean values are between groups A (represented by samples P6 and P2) and C (represented by samples P7 and P4). In the case of the cementite percentage, samples P7, P4 and P1, labelled A, B and C, respectively, are statistically different from the others, which significantly affects the result of the analysis. In the case of hardness in the Tukey test, its value for cast iron P4 is the only one that does not repeat throughout the test.
3.2.2. Two-Way ANOVA for the Investigated Materials
In order to evaluate the influence of carbide precipitates on the hardness and tribological properties of the cast irons tested, a two-factor analysis of variance was carried out, which required appropriate data preparation.
Based on the results of the Tukey test (
Table 5), the cast irons were divided into groups that differed (statistically) in the volume fractions of graphite (
Table 6) and ledeburitic cementite (
Table 7).
Based on the data presented in
Table 5 and
Table 6 above, two-dimensional matrices were constructed showing the average values of the hardness (
Table 8), friction coefficient (
Table 9) and mass loss (
Table 10) for each group of cast irons. To facilitate visual assessment of the results, the lowest values have been highlighted in green and the highest in red Intermediate colours between red and green indicate intermediate measurement values.
The matrices prepared in this way (
Table 8,
Table 9 and
Table 10) were used to perform a two-factor ANOVA where the first factor was the graphite content of the cast irons and the second factor was the volume fraction of cementite. The results of the analysis are shown in
Table 11.
The two-factor analysis of variance performed showed a relationship between the volume fractions of ledeburitic cementite and graphite as well as the tribological properties and hardness. The numerical values obtained from the analysis show that the carbide phases have the strongest effect on the friction coefficient and hardness of the material. The R2 coefficient for these variables is the highest. In contrast, the lowest value of the R2 coefficient was obtained for the mass loss.
On the basis of the results obtained from the two-factor analysis of variance and the values obtained for the R
2 coefficients of determination, it was decided to analyse the relationship between the hardness of the materials tested and the values of the coefficient of friction and mass loss for the cast irons investigated. The linear regression plot for this comparison, together with the marked confidence interval (green area) and prediction interval (purple area) for a statistical probability value of 95%, are shown in
Figure 3.
Analysis of the results obtained shows that the coefficient of friction determined for the materials tested does not depend on the hardness of the materials tested. The regression results obtained show that the goodness of fit R
2 is only 7%. Similarly, in the case of the Pearson coefficient, the value is around 0.26. These values are small and there is a risk that the hardness of the tested materials does not have a significant effect on the observed friction coefficient values, which depend on other material parameters. As in the case of the coefficient of friction, it is also observed that the mass loss of the test specimens decreases with increasing hardness. However, the coefficient of determination R
2 is only 26.6%, indicating that the observed relationship is also weak. Based on these analyses, it can be concluded that material hardness is not the main parameter responsible for the tribological properties of the tested alloys (
Figure 3).
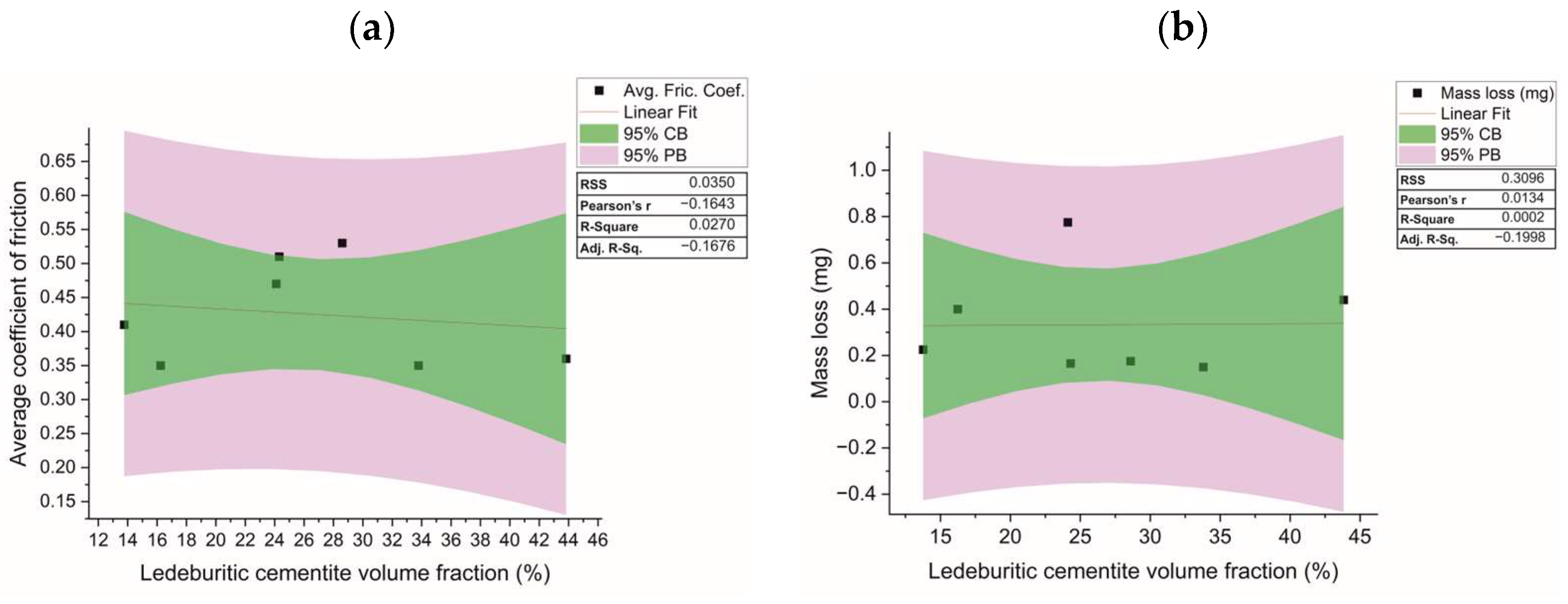
The next comparison was to relate the mass loss values and the friction coefficient to the ledeburitic cementite volume fraction for the materials tested. The regression curve with the prediction lines and confidence interval is shown in
Figure 4.
Similarly, when analysing the effect of hardness on the average friction coefficient and mass loss of the samples, it can be observed that an increase in the volume fraction of ledeburitic cementite in the materials studied does not show a simple linear correlation with either the friction coefficient value or the mass loss of the samples. The correlation coefficient R2 is approximately 2.7% for the average friction coefficient and 0.2% for the mass loss of the samples. As in the case of hardness, the influence of the changes in the volume fraction of ledeburitic cementite on the results of the tribological tests cannot be explained by a linear relationship.
The regression curve with the prediction ranges for the effect of the changes in the volume fraction of graphite on the average coefficient of friction and mass loss of the samples is shown in
Figure 5.
By analysing the correlations between the changes in the volume fraction of graphite and the value of the friction coefficient and mass loss, it can be observed that both parameters from the tribological test increase as the volume fraction of graphite increases. The value of the correlation coefficient R2 is 28.8% for the friction coefficient and 12.3% for the mass loss, respectively. The strength of the correlation, as in the case of hardness and the changes in the volume fraction of cementite, is very weak.
However, this is a comparison of the effect of one parameter on the studied variable. It was therefore decided to compare the results of the tribological tests with the results of the graphite and ledeburitic cementite volume fractions for each of the alloys analysed. The results of the comparison of the effects of the ledeburitic cementite and graphite contents on the mass loss and friction coefficient are shown in
Figure 6. The value of the friction coefficient is presented in the form of a colour map, as same as in
Table 8,
Table 9 and
Table 10.
If the results of the tribological tests are compared with the volume fractions of cementite and graphite, it can be seen that the lowest mass loss values are observed for alloys P1, P2, P4 and P5. These alloys are characterised by a practically linear relationship of change between the cementite and graphite volume fractions. As the volume fraction of graphite increases, a gradual decrease in the cementite content is observed. In contrast, in materials such as P6 and P7, where extreme values for the proportion of graphite and ledeburite are observed, the values are higher (
Figure 6a). The higher ledeburitic cementite content has a greater influence on the increase in the wear resistance of the material. Conversely, the highest volume fraction of graphite results in the lowest wear resistance.
Analysing the changes in the coefficient of friction, it can be seen that the highest value of this parameter is observed for alloys P1 and P5. On the other hand, the lowest value is observed for alloys P3, P4 and P7. Alloys P2 and P6 have intermediate values (
Figure 6b). No direct relationship is observed between the amount of graphite or ledeburitic cementite and the change in the coefficient of friction during the test. It can also be observed that the coefficient of friction is not related to the wear resistance of the material. For the two lowest values of mass loss (P4 and P5 alloys), the values of the coefficient of friction are extremely different.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}