Fabrication and Tribology Properties of Cr-Coated Cemented Carbide under Dry Friction Conditions

Abstract
:1. Introduction
2. Materials and Methods
2.1. Cr Coating Preparation
2.2. Friction Tests
3. Results and Discussion
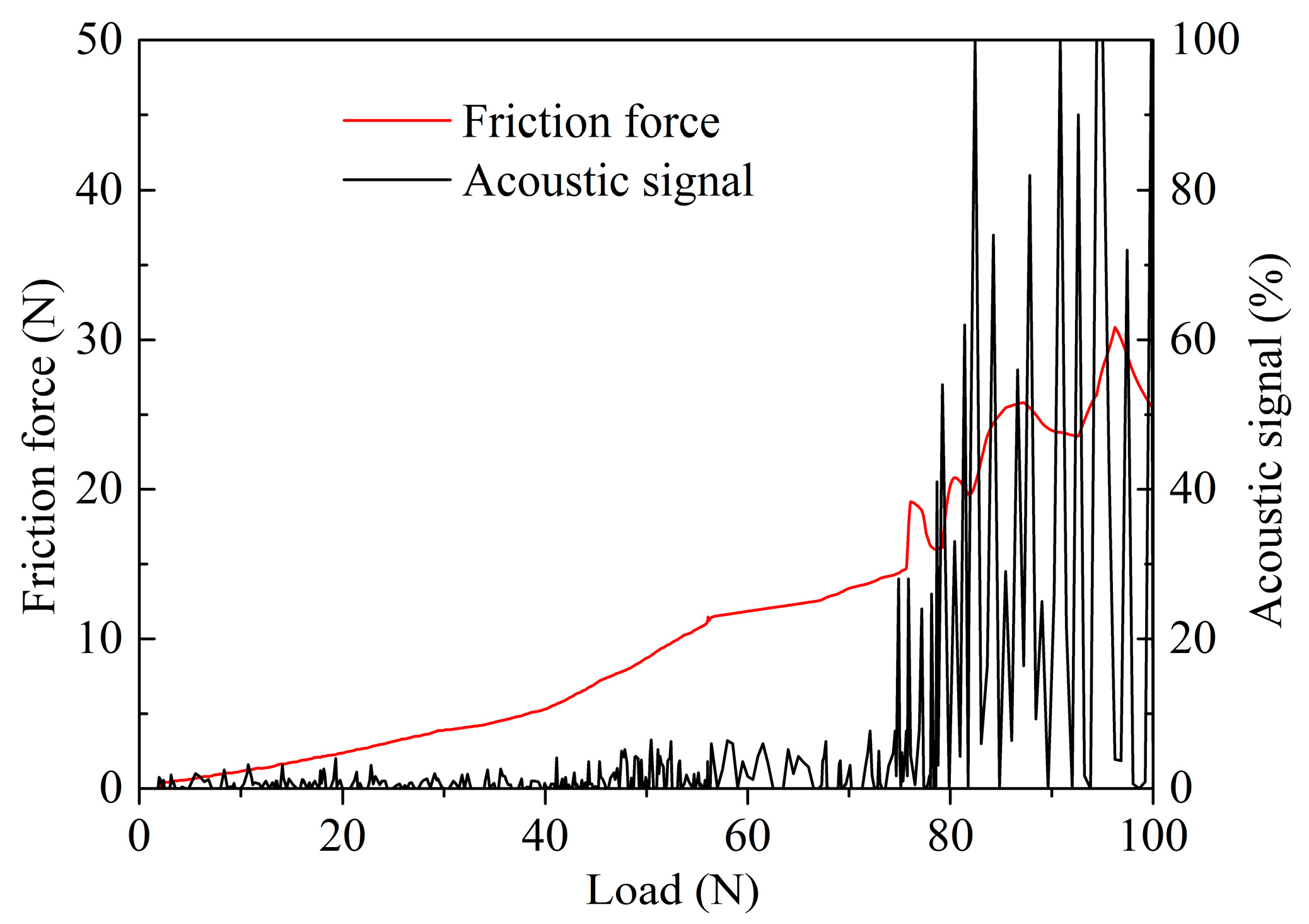
3.1. Properties of the Cr-Coating
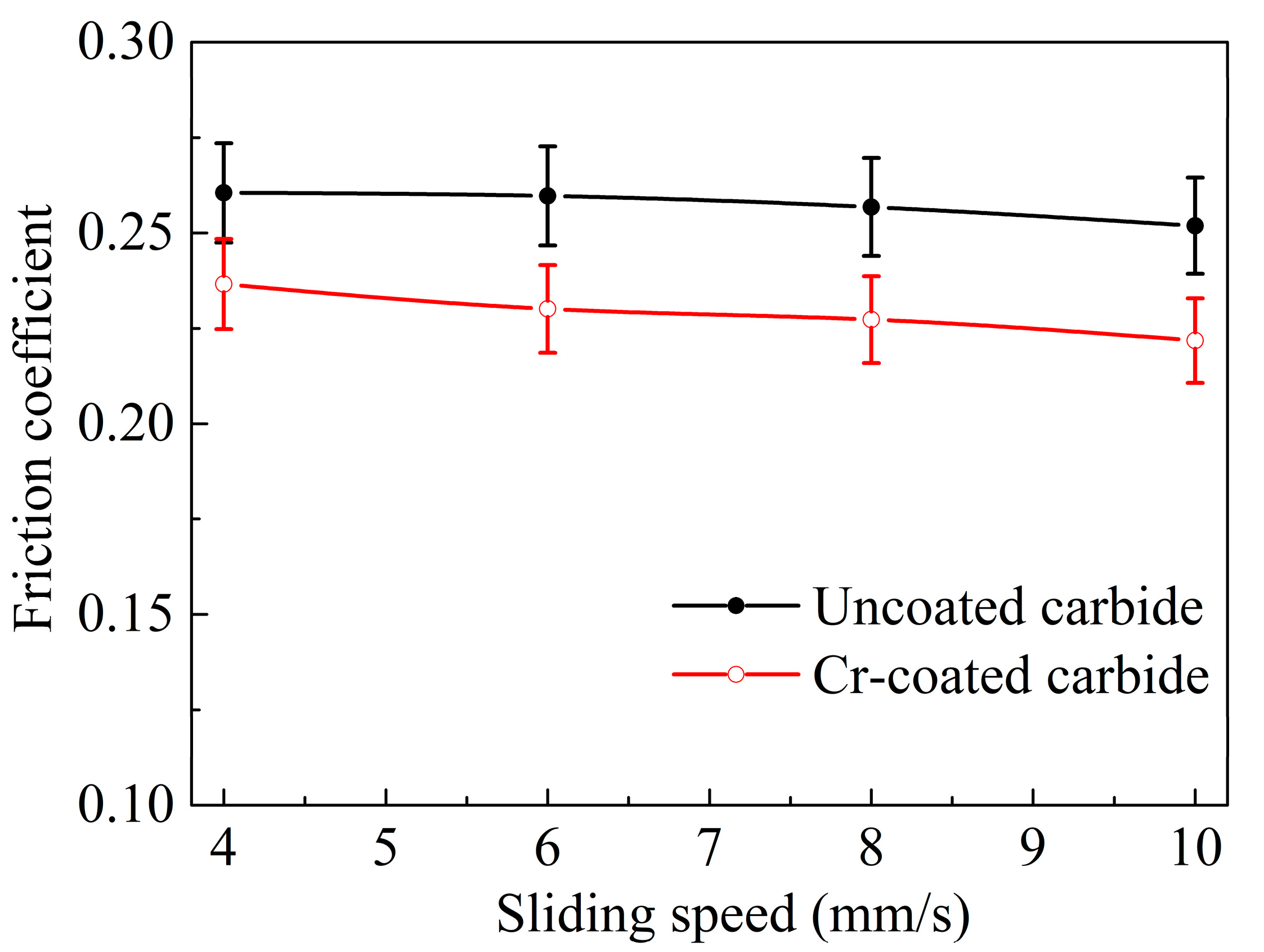
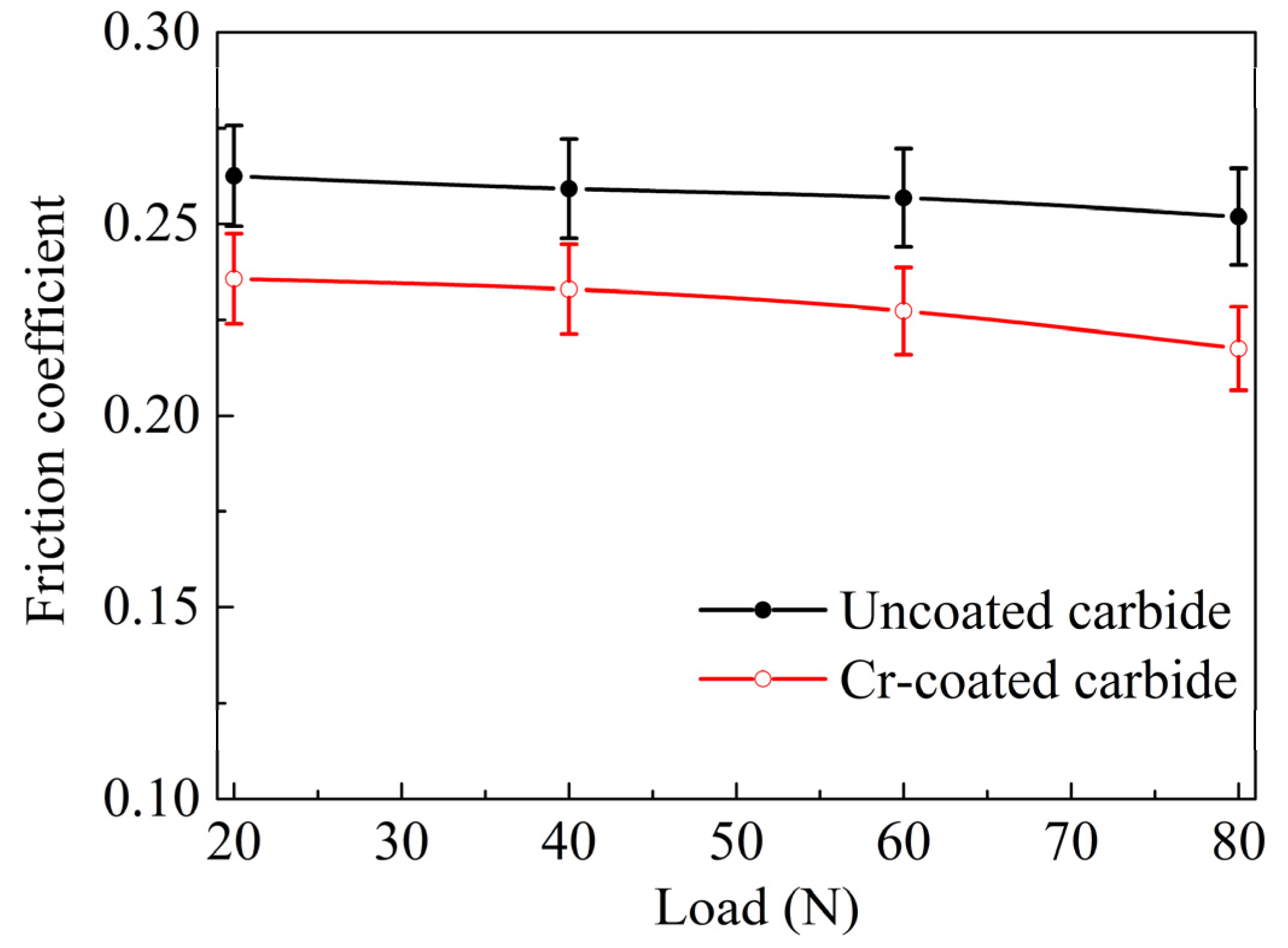
3.2. Tribological Performance of Cr-Coated Carbide
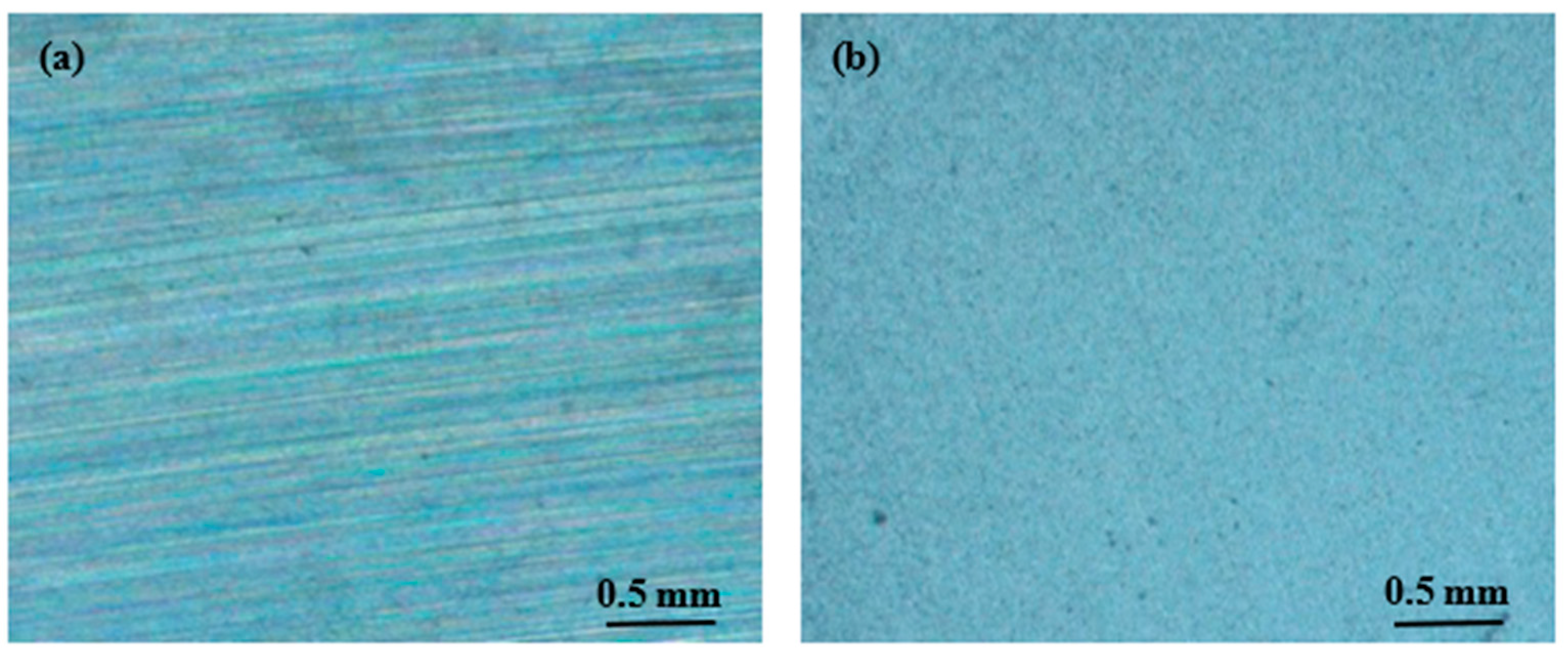
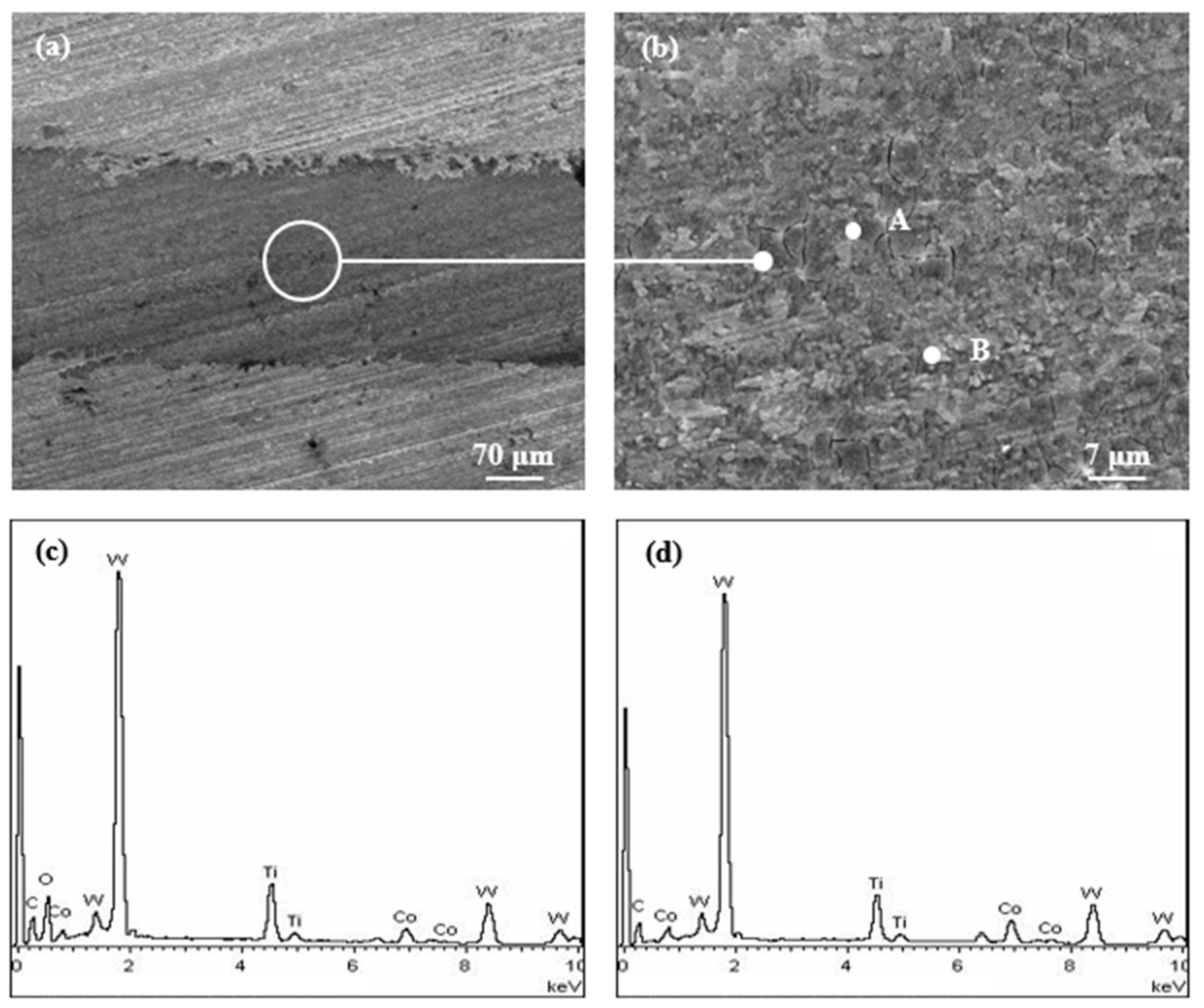
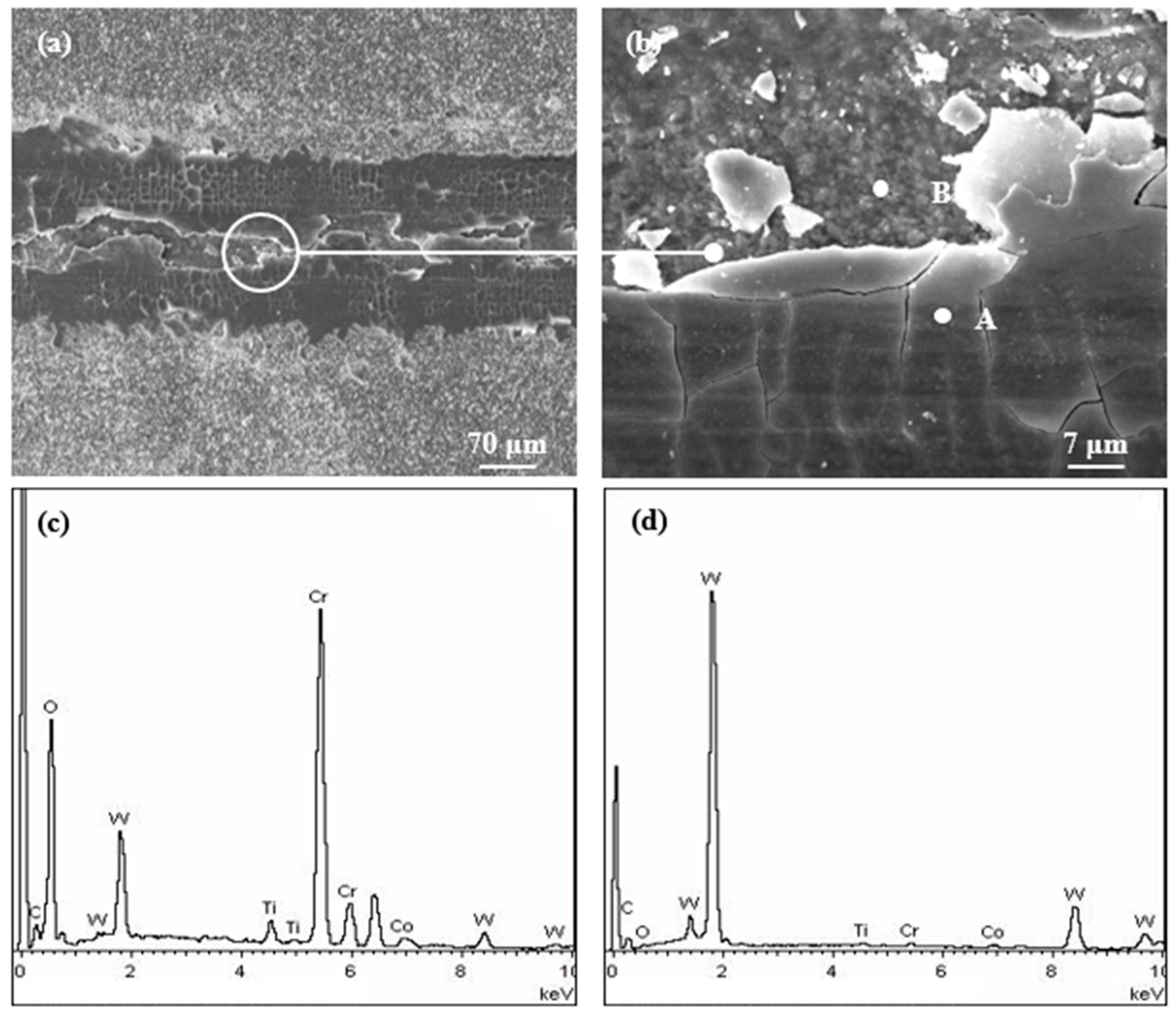
3.3. Tribological Morphologies
4. Conclusions
- The pure Cr coating fabricated on the carbide surface exhibited good adhesion force. The adhesion force of the Cr coating was about 75 N. The micro-hardness of the Cr-coated carbide was about 13.2 GPa, and the thickness was about 7.5 µm.
- The average value of the friction coefficient for Cr-coated carbide was reduced by about 10–20% compared with that of the uncoated one under the exact same conditions. The average friction coefficient reduced with the increase in loading force, and it varied lightly with different friction speed.
- The surface Cr coating can reduce the wear and tear of traditional cemented carbide, and the primary wear modes of the Cr coating were flaking of the coating, delamination and abrasion wear. A Cr coating can be considered as an effective way to enhance the friction and wear performance of traditional cemented carbide.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ai, X. High Speed Machining Technology; National Defense Industry Press: Beijing, China, 2004. [Google Scholar]
- Yang, J.G.; Tan, D.Q.; Hao, H. Cemented Carbide; Central South University Press: Changsha, China, 2012. [Google Scholar]
- Abdelrazek, A.H.; Choudhury, I.A.; Nukman, Y.; Kazi, S.N. Metal cutting lubricants and cutting tools: A review on the performance improvement and sustainability assessment. Int. J. Adv. Manuf. Technol. 2020, 106, 4221–4245. [Google Scholar] [CrossRef]
- Li, Z.L.; Wei, M.M.; Xiao, K.; Bai, Z.H.; Xue, W.; Dong, C.F.; Wei, D.; Li, X.G. Microhardness and wear resistance of Al2O3-TiB2-TiC ceramic coatings on carbon steel fabricated by laser cladding. Ceram. Int. 2019, 45, 115–121. [Google Scholar] [CrossRef]
- Koricherla, M.V.; Torgerson, T.B.; Alidokht, S.A.; Munagala, V.N.V.; Scharf, T.W. High temperature sliding wear behavior and mechanisms of cold-sprayed Ti And Ti-TiC composite coatings. Wear 2021, 476, 203746. [Google Scholar] [CrossRef]
- Panda, A.; Das, S.R.; Dhupal, D. Machinability investigation and sustainability assessment in FDHT with coated ceramic tool. Steel Compos. Struct. 2020, 34, 681–698. [Google Scholar]
- Sousa, V.F.C.; Silva, F.J.G.; Alexandre, R.; Fecheira, J.S.; Silva, F.P.N. Study of the wear behaviour of TiAlSiN and TiAlN PVD coated tools on milling operations of pre-hardened tool steel. Wear 2021, 476, 203695. [Google Scholar] [CrossRef]
- Silva, S.P.D.; Abrão, A.M.; Silva, E.R.D.; Câmara, M.A. Surface modification of AISI H13 steel by die-sinking electrical discharge machining and TiAlN coating: A promising hybrid technique to improve wear resistance. Wear 2020, 462–463, 203509. [Google Scholar] [CrossRef]
- Saikaew, C.; Paengchit, P.; Wisitsoraat, A. Machining performances of TiN+AlCrN coated WC and Al2O3+TiC inserts for turning of AISI 4140 steel under dry condition. J. Manuf. Process. 2020, 50, 412–420. [Google Scholar] [CrossRef]
- Olsson, M.; Bushlya, V.; Lenrick, F.; Ståhl, J.E. Evaluation of tool wear mechanisms and tool performance in machining single-phase tungsten. Int. J. Refract. Met. Hard Mater. 2021, 94, 105379. [Google Scholar] [CrossRef]
- Xiong, D.S.; Li, J.L. Solid Lubrication Coating Technology for Special Environments; National Defense Industry Press: Beijing, China, 2016. [Google Scholar]
- Zhang, K.D.; Deng, J.X.; Ding, Z.L.; Guo, X.H.; Sun, L.N. Improving dry machining performance of TiAlN hard-coated tools through combined technology of femtosecond laser-textures and WS2 soft-coatings. J. Manuf. Process. 2017, 30, 492–501. [Google Scholar] [CrossRef]
- Lian, Y.S.; Long, Y.Y.; Zhao, G.L.; Mu, C.L.; Li, X.M.; Deng, J.X.; Xie, C.P. Performance of CrCN-WS2 hard/soft composite coated tools in dry cutting of titanium alloys. J. Manuf. Process. 2020, 54, 201–209. [Google Scholar] [CrossRef]
- Deng, J.X.; Lian, Y.S.; Wu, Z.; Xing, Y.Q. Performance of femtosecond laser-textured cutting tools deposited with WS2, solid lubricant coatings. Surf. Coat. Technol. 2013, 222, 135–143. [Google Scholar] [CrossRef]
- Chen, Y.H.; Wang, J.; Chen, M. Enhancing the machining performance by cutting tool surface modifications: A focused review. Mach. Sci. Technol. 2019, 23, 477–509. [Google Scholar] [CrossRef]
- Qin, Y.K.; Xiong, D.S.; Li, J.L. Tribological properties of laser surface textured and plasma electrolytic oxidation duplex-treated Ti6Al4V alloy deposited with MoS2 film. Surf. Coat. Technol. 2015, 269, 266–272. [Google Scholar] [CrossRef]
- Zhang, K.D.; Deng, J.X.; Lei, S.T.; Yu, X. Effect of micro/nano-textures and burnished MoS2 addition on the tribological properties of PVD TiAlN coatings against AISI 316 stainless steel. Surf. Coat. Technol. 2016, 291, 282–395. [Google Scholar] [CrossRef]
- Watanabe, S.; Noshiro, J.; Miyake, S. Tribological characteristics of WS2/MoS2 solid lubricating multilayer films. Surf. Coat. Technol. 2004, 183, 347–351. [Google Scholar] [CrossRef]
- Song, W.L.; Deng, J.X.; Zhang, H.; Yan, P. Study on cutting forces and experiment of MoS2/Zr-coated cemented carbide tool. Int. J. Adv. Manuf. Technol. 2010, 49, 903–909. [Google Scholar]
- Lukaszkowicz, K.; Kubacki, J.; Balin, K.; Sondor, J.; Pancielejko, M. Characteristics of CrAlSiN+MoS2 coating deposited by cathodic arc and magnetron sputtering process. Vacuum 2019, 163, 360–367. [Google Scholar] [CrossRef]
- Sun, J.; Deng, J.X.; Li, X.M.; Meng, Y.; Zhang, Y.; Zhang, L.L.; Lu, Y. Preparation and tribological properties of MoS2-based multiple-layer structured films fabricated by electrohydrodynamic jet deposition. Surf. Coat. Technol. 2020, 384, 125334. [Google Scholar] [CrossRef]
- Sun, S.Q.; Chen, J.; Wang, Y.X.; Wang, L.P.; Sun, Z.M. Structural sensitivity of MoS2-based films in solid space lubrication. Surf. Eng. 2020, 36, 106–113. [Google Scholar] [CrossRef]
- Duan, Z.W.; Qiao, L.; Chai, L.Q.; Xu, J.; Wang, P.; Liu, W.M. Structure, properties and growth mechanism of a self-assembled nanocylindrical MoS2/Mo-S-C composite film. Appl. Surf. Sci. 2019, 465, 564–574. [Google Scholar] [CrossRef]
- Yi, J.; Li, M.L.; Zhou, H.X.; Rosenkranz, A.; Wang, B.; Song, H.; Jiang, N. Enhanced tribological properties of Y/MoS2 composite coatings prepared by chemical vapor depositon. Ceram. Int. 2020, 46, 23813–23819. [Google Scholar] [CrossRef]
- Song, W.L.; An, L.; Lu, Y.; Zhang, X.; Wang, S.J. Friction behavior of TiN-MoS2/PTFE composite coatings in dry sliding against SiC. Ceram. Int. 2021, 47, 24003–24011. [Google Scholar] [CrossRef]
- Xing, Y.Q.; Deng, J.X.; Zhou, Y.H.; Li, S.P. Fabrication and tribological properties of Al2O3/TiC ceramic with nano-textures and WS2/Zr soft-coatings. Surf. Coat. Technol. 2014, 258, 699–710. [Google Scholar] [CrossRef]
- Martins, R.C.; Paulo, S.M.; Seabra, J.O. MoS2/Ti low-friction coating for gears. Tribol. Int. 2006, 39, 1686–1697. [Google Scholar] [CrossRef]
- Lu, Y.; Deng, J.X.; Song, W.L.; Li, X.M.; Zhang, L.L.; Sun, J. Tribological performance of AlCrN-MoS2/PTFE hard-lubricant composite coatings. J. Eng. Tribol. 2020, 234, 1355–1367. [Google Scholar] [CrossRef]
- Xu, S.; Liu, Y.; Gao, M.; Kang, K.H.; Shin, D.G.; Kim, D.E. Superior lubrication of dense/porous-coupled nanoscale C/WS2 multi-layer coating on ductile substrate. Appl. Surf. Sci. 2019, 476, 724–732. [Google Scholar] [CrossRef]
- Sun, Y.; Wu, J.; Zhang, L. Fabrication of Ag-WS2 composites with preferentially oriented WS2 and its anisotropic tribology be-havior. Mater. Lett. 2020, 260, 126975. [Google Scholar] [CrossRef]
- Liu, C.; Wei, D.; Xu, R.; Mai, Y.; Zhang, L.; Jie, X. Electroplated Co-Ni/WS2 composite voating with excellent tribological and anti-corrosion performance. Tribol. Trans. 2020, 63, 857–866. [Google Scholar] [CrossRef]
- Sidelev, D.V.; Poltronieri, C.; Bestetti, M.; Krinitcyn, M.G.; Grudinin, V.A.; Kashkarov, E.B. A comparative study on high-temperature air oxidation of Cr-coated E110 zirconium alloy deposited by magnetron sputtering and electroplating. Surf. Coat. Technol. 2022, 433, 128134. [Google Scholar] [CrossRef]
- Yeo, S.; Lee, C.M.; Yoon, H.S.; Kim, J.H. Synthesis of plasma-nitrided Cr coatings on HT9 steel for advanced chemical barrier property in a nuclear cladding application. Appl. Surf. Sci. 2022, 579, 152133. [Google Scholar] [CrossRef]
- Ma, D.; Lin, H.; Hei, H.; Ma, Y.; Gao, J.; Zhang, M.; Yu, S.; Xue, Y.; Tang, B. Fabrication of porous micro/nano structured Cr coating with superhydrophobic and ultrahigh adhesion properties by plasma reverse sputtering process. Vacuum 2022, 201, 111049. [Google Scholar] [CrossRef]
- Wen, S.Z. Principle of Tribology; Tinghua University Press: Beijing, China, 2012. [Google Scholar]
- Dong, B.Z.; Guo, X.H.; Zhang, K.D.; Zhang, Y.P.; Li, Z.H.; Wang, W.S.; Cai, C. Combined effect of laser texturing and carburizing on the bonding strength of DLC coatings deposited on medical titanium alloy. Surf. Coat. Technol. 2022, 429, 127951. [Google Scholar] [CrossRef]
- Hong, E.; Lee, H. Microstructure, bonding state and phase formation behavior of carbon-doped TiZrN coatings by laser carburization. Surf. Coat. Technol. 2020, 385, 125373. [Google Scholar] [CrossRef]
- Xing, Y.Q.; Wang, X.S.; Du, Z.Y.H.; Zhu, Z.W.; Wu, Z.; Liu, L. Synergistic effect of surface textures and DLC coatings for enhancing friction and wear performances of Si3N4/TiC. Ceram. Int. 2022, 48, 514–524. [Google Scholar] [CrossRef]
- Meng, Y.; Deng, J.X.; Lu, Y.; Wang, S.J.; Wu, J.X.; Sun, W. Fabrication of AlTiN coatings deposited on the ultrasonic rolling textured substrates for improving coatings adhesion strength. Appl. Surf. Sci. 2022, 550, 149394. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (wt. %) | Density (g/cm3) | Hardness (GPa) | Flexural Strength (MPa) | Young’s Modulus (GPa) | Thermal Expansion Coefficient (10−6/K) | Poisson’s Ratio |
|---|---|---|---|---|---|---|
| WC + 14%TiC + 6%Co | 11.6 | 15.4 | 1200 | 510 | 6.50 | 0.25 |
| Substrate | Base Pressure (Pa) | Temperature (°C) | Ar Pressure (Pa) | Cr Current (A) | Depositing Temperature (°C) | Deposition Time (min) |
|---|---|---|---|---|---|---|
| Cemented carbide | 6.0 × 10−3 | 250 | 0.6 | 85 | 220 | 150 |
| Substrate | Coating | Micro-Hardness (GPa) | Thickness (μm) | Adhesion Strength (N) |
|---|---|---|---|---|
| Cemented carbide | Cr | 13.2 ± 0.5 | 7.5 ± 0.2 | 75 ± 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Song, W.; An, L.; Xia, Z.; Wang, S.; Li, T. Fabrication and Tribology Properties of Cr-Coated Cemented Carbide under Dry Friction Conditions. Lubricants 2023, 11, 278. https://doi.org/10.3390/lubricants11070278
Zhang L, Song W, An L, Xia Z, Wang S, Li T. Fabrication and Tribology Properties of Cr-Coated Cemented Carbide under Dry Friction Conditions. Lubricants. 2023; 11(7):278. https://doi.org/10.3390/lubricants11070278
Chicago/Turabian StyleZhang, Li, Wenlong Song, Lei An, Zixiang Xia, Shoujun Wang, and Tianya Li. 2023. "Fabrication and Tribology Properties of Cr-Coated Cemented Carbide under Dry Friction Conditions" Lubricants 11, no. 7: 278. https://doi.org/10.3390/lubricants11070278
APA StyleZhang, L., Song, W., An, L., Xia, Z., Wang, S., & Li, T. (2023). Fabrication and Tribology Properties of Cr-Coated Cemented Carbide under Dry Friction Conditions. Lubricants, 11(7), 278. https://doi.org/10.3390/lubricants11070278