Investigation of Friction Coefficient Changes in Recycled Composite Materials under Constant Load


Abstract
:1. Introduction
2. Materials and Methods
2.1. Production of Composite Materials
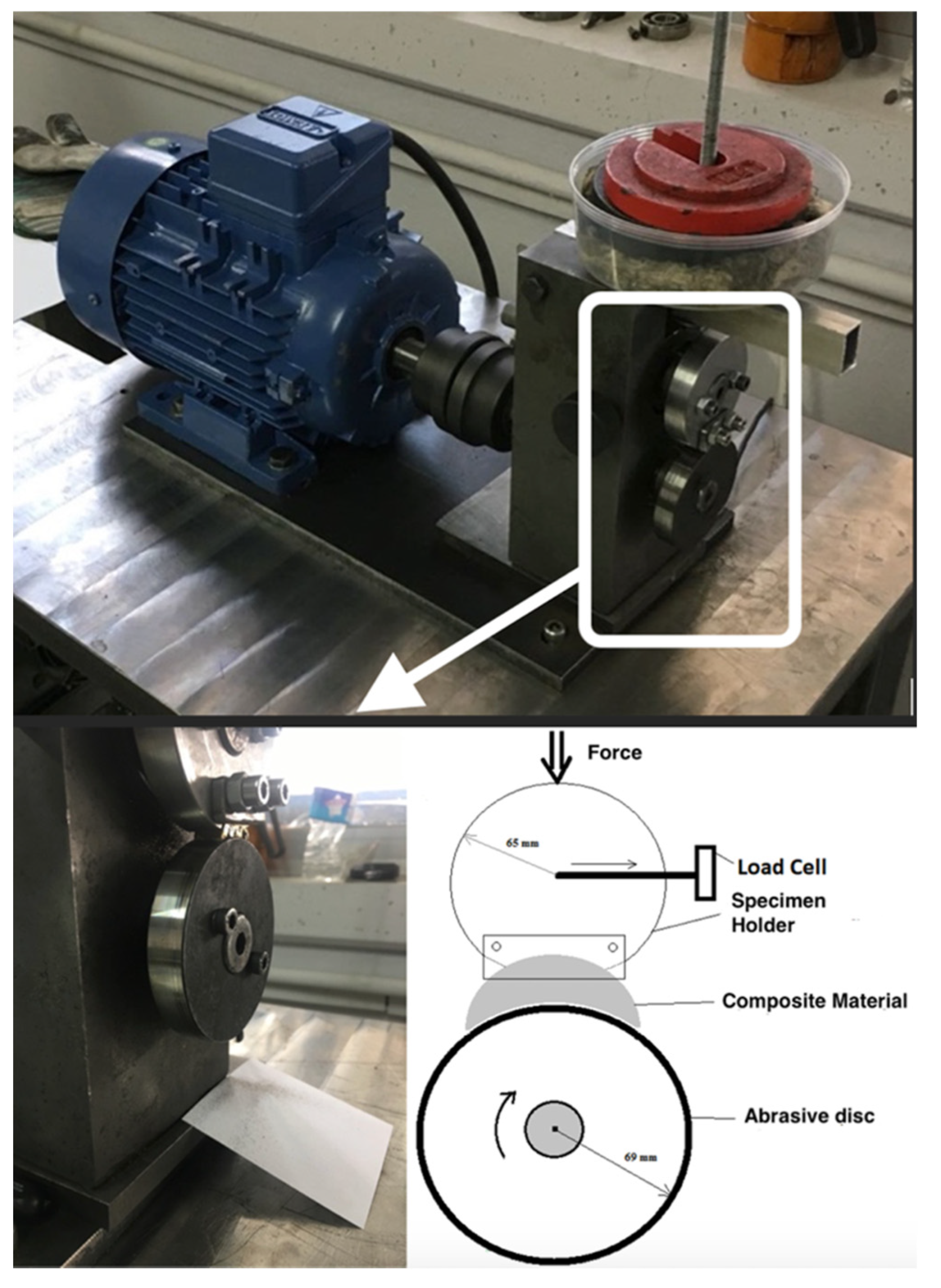
2.2. Wear Tests
3. Results and Discussions
4. Conclusions
- The changes in the friction coefficient measured instantaneously during the wear tests were significantly affected by the production pressures of the composite materials. The friction coefficient changes in the materials produced at a low pressure, 480 MPa, showed a more uneven distribution. It is thought that as a result of the insufficient bonding between the chips, which causes easier wear, the effect of the abraded dust on the wear area and the amounts of excess pores it has is effective. In the composite materials produced at 820 MPa pressure, linear decreases were observed in the friction coefficient after a certain distance, with the effect of the graphite wearing away with the progression of the wear distance.
- When the wear zones of the composite materials were examined after the wear tests, it was observed that the wear behavior was significantly affected by the lubricating effect of graphite, and this effect increased with the increase in the reinforcement material, GGG40. In composite materials with different mixing ratios, the wear zone shifted towards the first contact zone with the lubricating effect of graphite.
- The increase in the matrix material CuSn10 in the mixing ratio affected the wear behavior. With the decrease in GGG40, which is used as a reinforcement material, the wear behavior changed and the lubricating effect of the spheroidal graphite decreased. As a result, it was observed that CuSn10’s adhesive wear on the abrasive disc surface and the amount of plastering increased due to the increased temperature in the contact areas during the wear tests.
- The composite materials we produced can have many uses, but the main purpose of use is considered to be as a self-lubricating bearing material. Composite materials produced according to the wear test results demonstrated that by recycling from waste metals, the production process can be more efficient than the widely used melting method, and the friction coefficient changes are more stable and the graphite in the reinforcement material provides advantages due to the lubricating effect.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shamsudin, S.; Lajis, M.A.; Zhong, Z.W. Solid-state recycling of light metals: A review. Adv. Mech. Eng. 2016, 8, 1687814016661921. [Google Scholar] [CrossRef]
- Gronostajski, J.; Marciniak, H.; Matuszak, A. New methods of aluminium and aluminium-alloy chips recycling. J. Mater. Process. Technol. 2000, 106, 34–39. [Google Scholar] [CrossRef]
- Abd El Aal, M.I.; Yoon, E.Y.; Kim, H.S. Recycling of AlSi8Cu3 alloy chips via high pressure torsion. Mater. Sci. Eng.-Struct. Mater. Prop. Microstruct. Process. 2013, 560, 121–128. [Google Scholar] [CrossRef]
- Aslan, A.; Gunes, A.; Salur, E.; Sahin, O.S.; Karadag, H.B.; Akdemir, A. Mechanical properties and microstructure of composites produced by recycling metal chips. Int. J. Miner. Metall. Mater. 2018, 25, 1070–1079. [Google Scholar] [CrossRef]
- Gunes, A. Investigation of Wear Properties of Composite Materials Produced by Recycling of Cast Iron/Bronze. Ph.D. Thesis, Konya Technical University, Konya, Turkey, 25 July 2019. [Google Scholar]
- Subramanian, K.; Murugesan, S.; Mohan, D.G.; Tomków, J. Study on Dry Sliding Wear and Friction Behavior of Al7068/Si3N4/BN Hybrid Composites. Materials 2021, 14, 6560. [Google Scholar] [CrossRef] [PubMed]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Giasin, K.; Pimenov, D.Y. Development of the hardness, three-point bending, and wear behavior of self-lubricating Cu-5Gr/Al2O3-Cr3C2 hybrid composites. J. Compos. Mater. 2023, 57, 1395–1409. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Pimenov, D.Y. Investigation of the Effects of Cooling and Lubricating Strategies on Tribological Characteristics in Machining of Hybrid Composites. Lubricants 2022, 10, 63. [Google Scholar] [CrossRef]
- Li, Y.; Huang, J.; Wang, M.; Liu, J.; Wang, C.; Zhong, H.; Jiang, Y. Microstructure and Current Carrying Wear Behaviors of Copper/Sintered–Carbon Composites for Pantograph Sliders. Met. Mater. Int. 2020, 27, 3398–3408. [Google Scholar] [CrossRef]
- Zhan, Y.; Zhang, G. Friction and wear behavior of copper matrix composites reinforced with SiC and graphite particles. Tribol. Lett. 2004, 17, 91–98. [Google Scholar] [CrossRef]
- Cao, H.; Qian, Z.; Zhang, L.; Xiao, J.; Zhou, K. Tribological behavior of Cu matrix composites containing graphite and tungsten disulfide. Tribol. Trans. 2014, 57, 1037–1043. [Google Scholar] [CrossRef]
- Young, R.J.; Kinloch, I.A.; Gong, L.; Novoselov, K.S. The mechanics of graphene nanocomposites: A review. Compos. Sci. Technol. 2012, 72, 1459–1476. [Google Scholar] [CrossRef]
- Barbosa, A.D.; Bobrovnitchii, G.S.; Skury, A.L.D.; Guimaraes, R.D.; Filgueira, M. Structure, microstructure and mechanical properties of PM Fe-Cu-Co alloys. Mater. Des. 2010, 31, 522–526. [Google Scholar] [CrossRef]
- Chmura, W.; Gronostajski, Z. Bearing composites made from aluminium and aluminium bronze chips. J. Mater. Process. Technol. 2006, 178, 188–193. [Google Scholar] [CrossRef]
- Cui, G.J.; Han, J.R.; Wu, G.X. High-temperature wear behavior of self-lubricating Co matrix alloys prepared by P/M. Wear 2016, 346, 116–123. [Google Scholar] [CrossRef]
- Sap, E. Microstructural and Mechanical Properties of Cu-Based Co-Mo-Reinforced Composites Produced by the Powder Metallurgy Method. J. Mater. Eng. Perform. 2020, 29, 8461–8472. [Google Scholar] [CrossRef]
- Kato, H.; Takama, M.; Iwai, Y.; Washida, K.; Sasaki, Y. Wear and mechanical properties of sintered copper-tin composites containing graphite or molybdenum disulfide. Wear 2003, 255, 573–578. [Google Scholar] [CrossRef]
- Bagheri, G.A. The effect of reinforcement percentages on properties of copper matrix composites reinforced with TiC particles. J. Alloys Compd. 2016, 676, 120–126. [Google Scholar] [CrossRef]
- Sapate, S.; Uttarwar, A.; Rathod, R.; Paretkar, R. Analyzing dry sliding wear behaviour of copper matrix composites reinforced with pre-coated SiCp particles. Mater. Des. 2009, 30, 376–386. [Google Scholar] [CrossRef]
- Xiao, J.-K.; Zhang, W.; Liu, L.-M.; Zhang, L.; Zhang, C. Tribological behavior of copper-molybdenum disulfide composites. Wear 2017, 384, 61–71. [Google Scholar] [CrossRef]
- Unlu, B.S.; Atik, E. Evaluation of effect of alloy elements in copper based CuSn10 and CuZn30 bearings on tribological and mechanical properties. J. Alloys Compd. 2010, 489, 262–268. [Google Scholar] [CrossRef]
- Gao, Y.; Jie, J.C.; Zhang, P.C.; Zhang, J.; Wang, T.M.; Li, T.J. Wear behavior of high strength and high conductivity Cu alloys under dry sliding. Trans. Nonferrous Met. Soc. China 2015, 25, 2293–2300. [Google Scholar] [CrossRef]
- Günes, A.; Sahin, Ö.S.; Düzcükoglu, H.; Salur, E.; Aslan, A.; Kuntoglu, M.; Giasin, K.; Pimenov, D.Y. Optimization Study on Surface Roughness and Tribological Behavior of Recycled Cast Iron Reinforced Bronze MMCs Produced by Hot Pressing. Materials 2021, 14, 3364. [Google Scholar] [CrossRef] [PubMed]
- Hutchings, I.M. Tribology-Friction and Wear of Engineering Materials; University of Cambridge: Cambridge, UK, 1992. [Google Scholar]
- Su, Y.F.; Zhang, Y.S.; Song, J.J.; Hu, L.T. Tribological behavior and lubrication mechanism of self-lubricating ceramic/metal composites: The effect of matrix type on the friction and wear properties. Wear 2017, 372, 130–138. [Google Scholar] [CrossRef]
- Günes, A.; Salur, E.; Aslan, A.; Kuntoglu, M.; Giasin, K.; Pimenov, D.Y.; Düzcükoglu, H.; Sahin, Ö.S. Towards Analysis and Optimization for Contact Zone Temperature Changes and Specific Wear Rate of Metal Matrix Composite Materials Produced from Recycled Waste. Materials 2021, 14, 5145. [Google Scholar] [CrossRef] [PubMed]
- Zou, H.; Ran, X.; Zhu, W.; Wang, Y.; Zhan, S.; Hao, Z. Tribological behavior of copper–graphite composites reinforced with Cu-coated or uncoated SiO2 particles. Materials 2018, 11, 2414. [Google Scholar] [CrossRef] [PubMed]
- Rajkumar, K.; Aravindan, S. Tribological performance of microwave sintered copper–TiC–graphite hybrid composites. Tribol. Int. 2011, 44, 347–358. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoglu, M.; Gunes, A.; Sahin, O.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. Part B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E.; Gunes, A.; Sahin, O.; Karadag, H.; Akdemir, A. The mechanical properties of composite materials recycled from waste metallic chips under different pressures. Int. J. Environ. Sci. Technol. 2019, 16, 5259–5266. [Google Scholar] [CrossRef]
- Sahin, Ö.S.; Günes, A.; Aslan, A.; Salur, E.; Karadag, H.B.; Akdemir, A. Low-velocity impact behavior of porous metal matrix composites produced by recycling of bronze and iron chips. Iran. J. Sci. Technol. Trans. Mech. Eng. 2019, 43, 53–60. [Google Scholar] [CrossRef]
- Aslan, A.; Salur, E.; Güneş, A.; Şahin, Ö.S.; Karadağ, H.B.; Akdemir, A. Production and mechanical characterization of prismatic shape machine element by recycling of bronze and cast-iron chips. J. Fac. Eng. Archit. Gazi Univ. 2018, 33, 1013–1027. [Google Scholar]
- Aslan, A.; Salur, E.; Güneş, A.; Şahin, Ö.S.; Karadağ, H.B.; Akdemir, A. The Effect of Ultrasonic Cleaning Upon Mechanical Properties of Metal Matrix Composites. Trans. Indian Inst. Met. 2021, 74, 107–118. [Google Scholar] [CrossRef]
- Ünlü, B.S.; Atik, E.; Meriç, C. Effect of loading capacity (pressure-velocity) to tribological properties of CuSn10 bearings. Mater. Des. 2007, 28, 2160–2165. [Google Scholar] [CrossRef]
- Justino, J.G.; Bernardini, P.A.N. Self-Lubricating bearings: Microstructural and dimensional evolution under industrial processing conditions. Mater. Sci. Forum 1999, 299, 356–363. [Google Scholar] [CrossRef]
- Sharma, S.; Singh, J.; Gupta, M.K.; Mia, M.; Dwivedi, S.P.; Saxena, A.; Chattopadhyaya, S.; Singh, R.; Pimenov, D.Y.; Korkmaz, M.E. Investigation on mechanical, tribological and microstructural properties of Al–Mg–Si–T6/SiC/muscovite-hybrid metal-matrix composites for high strength applications. J. Mater. Res. Technol. 2021, 12, 1564–1581. [Google Scholar] [CrossRef]
- Babic, M.; Mitrovic, S.; Jeremic, B. The influence of heat treatment on the sliding wear behavior of a ZA-27 alloys. Tribol. Int. 2010, 43, 16–21. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Şap, S.; Giasin, K.; Pimenov, D.Y. Tribological Aspects, Optimization and Analysis of Cu-B-CrC Composites Fabricated by Powder Metallurgy. Materials 2021, 14, 4217. [Google Scholar] [CrossRef] [PubMed]
- Ma, W.; Lu, J. Effect of sliding speed on surface modification and tribological behavior of copper–graphite composite. Tribol. Lett. 2011, 41, 363–370. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | C | Si | Mn | S | Mg | P | Fe | Cu | Sn | Zn | Pb |
|---|---|---|---|---|---|---|---|---|---|---|---|
| CuSn10 | - | - | - | - | - | - | - | 89.2 | 9.3 | 0.41 | 0.01 |
| GGG40 | 3.4 | 2.5 | 0.13 | 0.01 | 0.046 | 0.08 | Balance | - | - | - | - |
| Specimen Code | Mixing Ratio by Weight (wt%) | Pressure (MPa) | Temperature (°C) | Test Repetitions |
|---|---|---|---|---|
| B60D40 | 60% CuSn10–40% GGG40 | 480, 640, 820 | 400, 450 | 3 |
| B70D30 | 70% CuSn10–30% GGG40 | |||
| B80D20 | 80% CuSn10–20% GGG40 | |||
| B90D10 | 90% CuSn10–10% GGG40 | |||
| B100 | 100% CuSn10–0% GGG40 | |||
| P-CuSn10 | Pure CuSn10 | |||
| P-GGG40 | Pure GGG40 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Güneş, A.; Düzcükoğlu, H.; Salur, E.; Aslan, A.; Şahin, Ö.S. Investigation of Friction Coefficient Changes in Recycled Composite Materials under Constant Load. Lubricants 2023, 11, 407. https://doi.org/10.3390/lubricants11090407
Güneş A, Düzcükoğlu H, Salur E, Aslan A, Şahin ÖS. Investigation of Friction Coefficient Changes in Recycled Composite Materials under Constant Load. Lubricants. 2023; 11(9):407. https://doi.org/10.3390/lubricants11090407
Chicago/Turabian StyleGüneş, Aydın, Hayrettin Düzcükoğlu, Emin Salur, Abdullah Aslan, and Ömer Sinan Şahin. 2023. "Investigation of Friction Coefficient Changes in Recycled Composite Materials under Constant Load" Lubricants 11, no. 9: 407. https://doi.org/10.3390/lubricants11090407
APA StyleGüneş, A., Düzcükoğlu, H., Salur, E., Aslan, A., & Şahin, Ö. S. (2023). Investigation of Friction Coefficient Changes in Recycled Composite Materials under Constant Load. Lubricants, 11(9), 407. https://doi.org/10.3390/lubricants11090407