Film Thickness and Friction Relationship in Grease Lubricated Rough Contacts

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
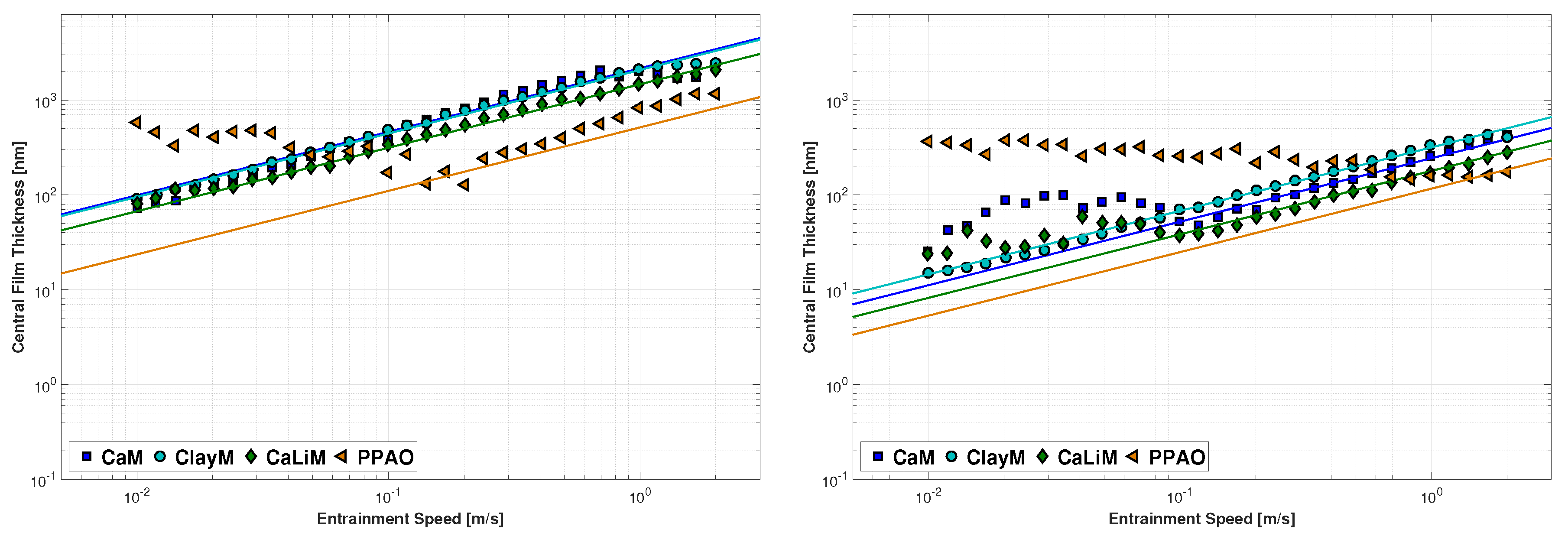
2.1. Tested Greases
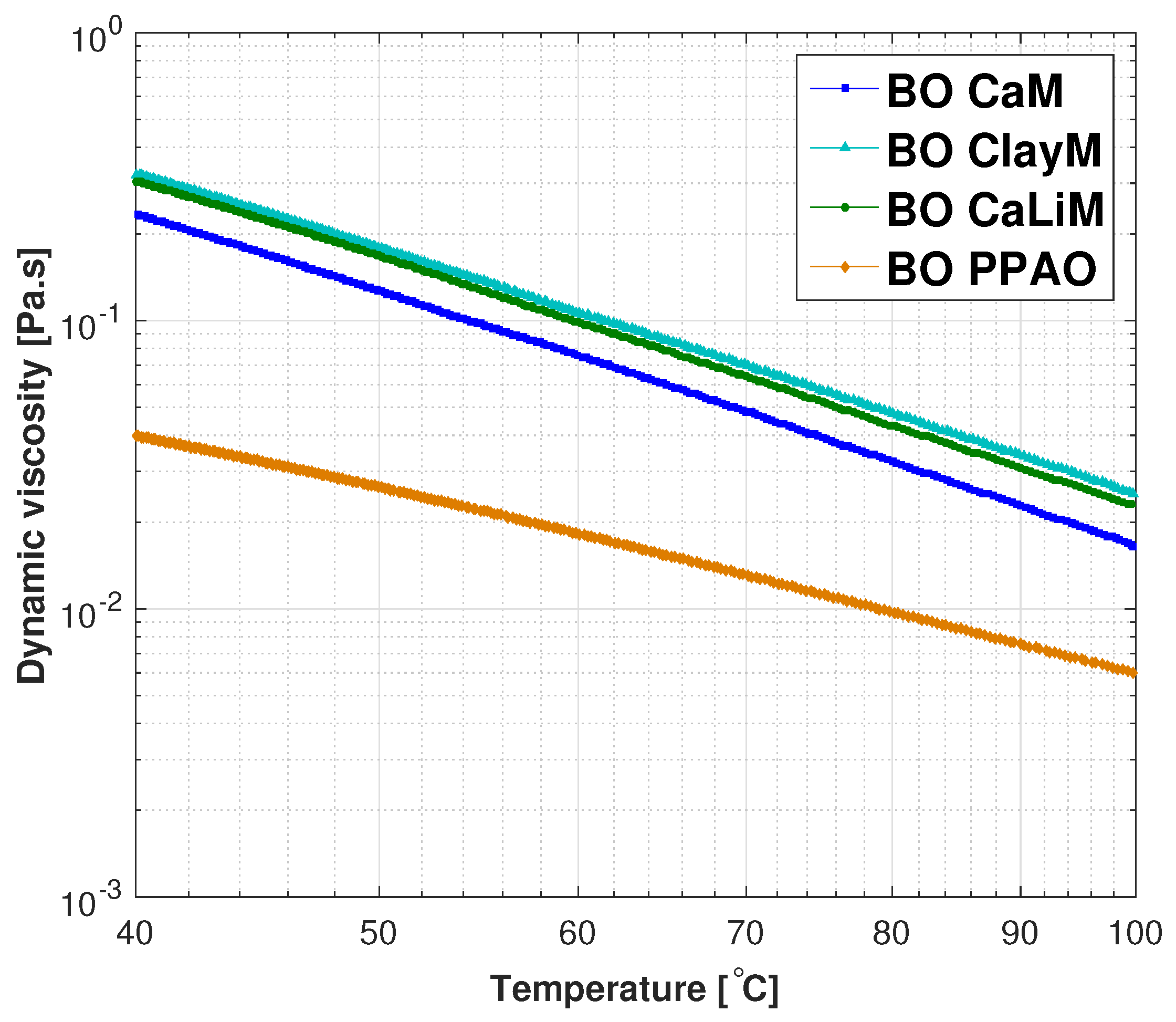
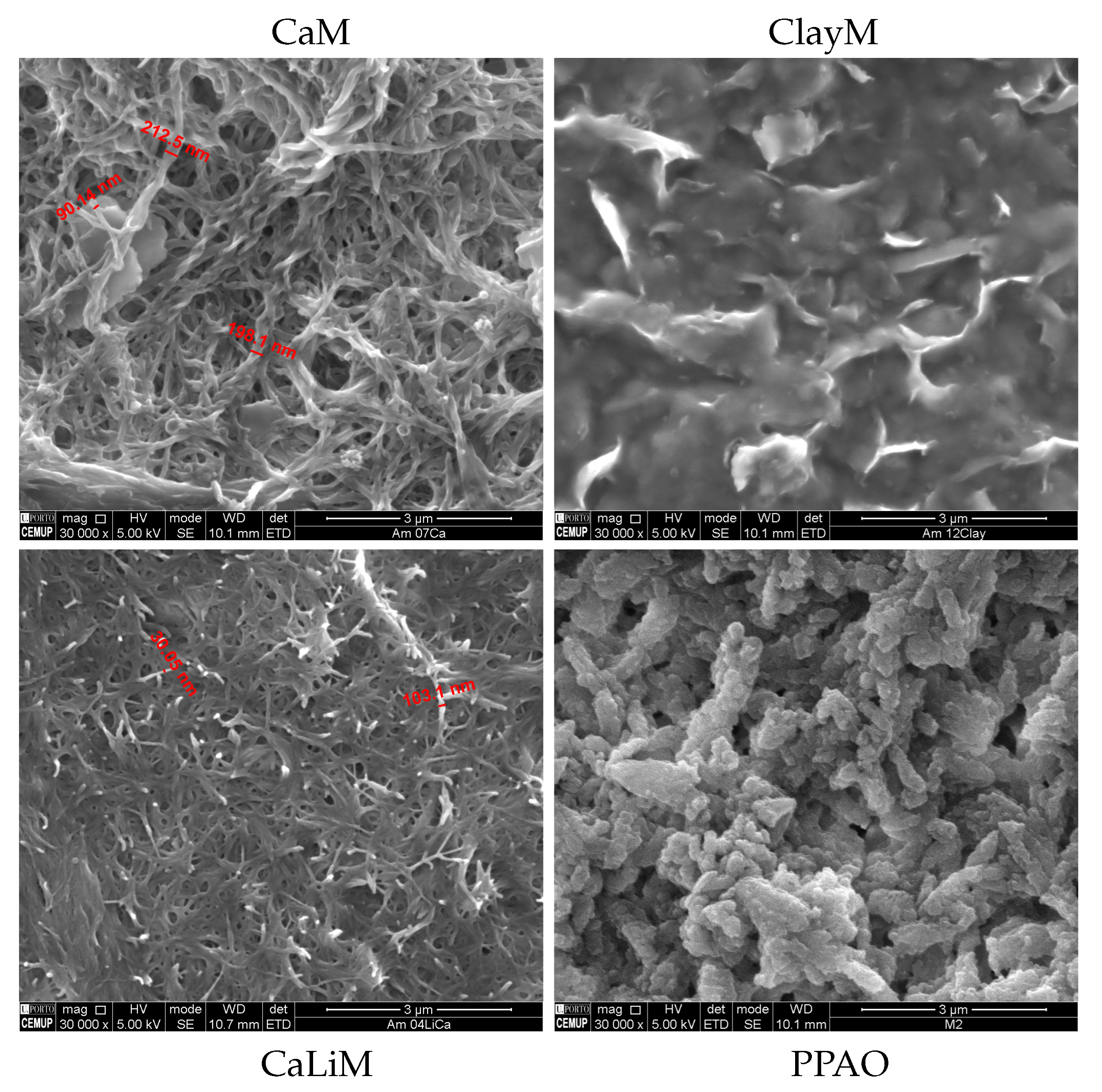
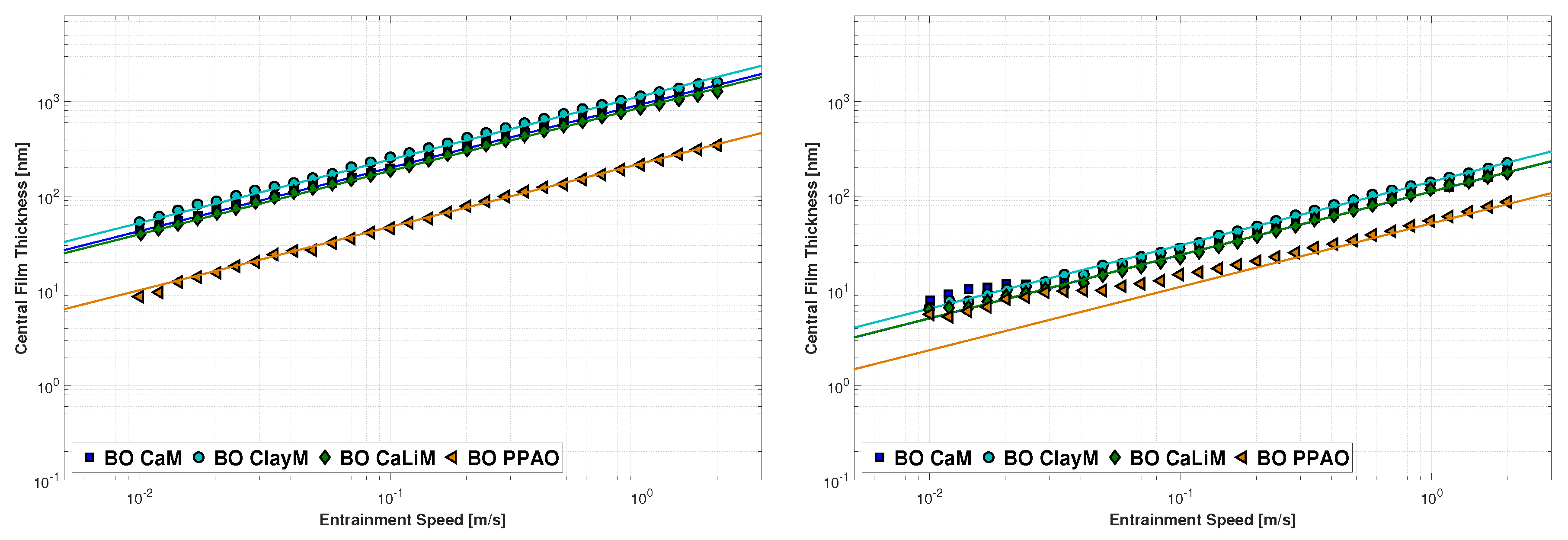
- CaM is formulated with anhydrous calcium thickener (8.5 wt % of Ca) and a base oil of mineral nature (M);
- ClayM is formulated with an inorganic Clay (7.3 wt %) as thickener and a mineral base oil (M);
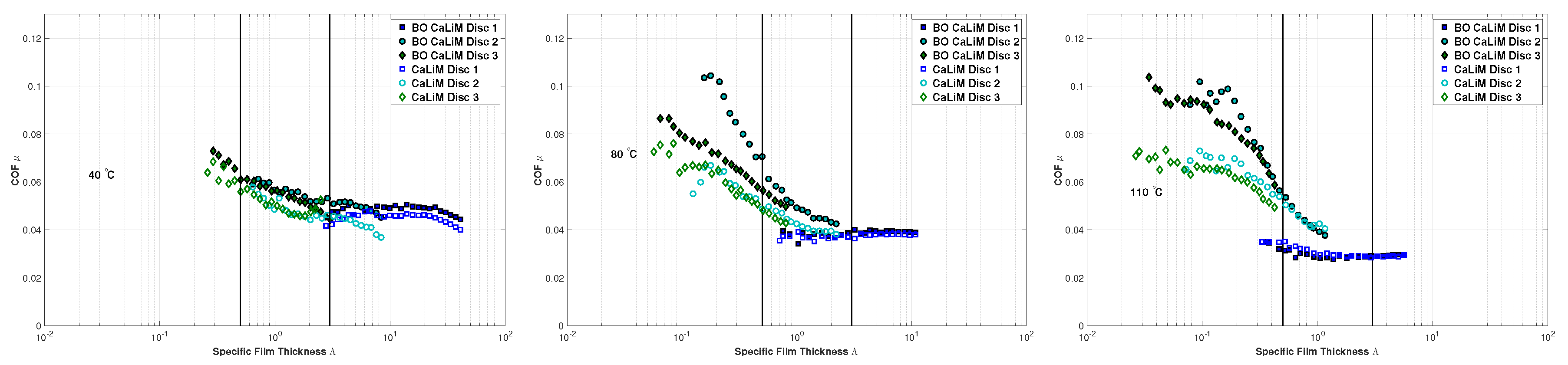
- CaLiM is formulated with acethic lithium azelaic stearic sarcosylic calcium (17.1 wt % of CaLi thickener) and a base oil of mineral nature (M);
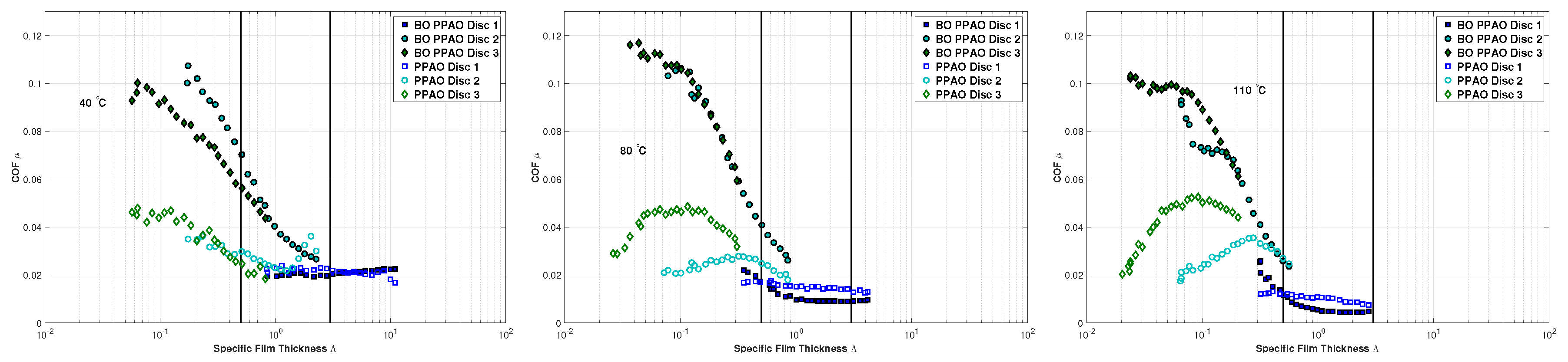
- PPAO is formulated with polypropylene thickener (14.5 wt % of PP) and a base oil of synthetic nature (poly-alpha-olefin—PAO).
2.2. Base Oils
2.3. Thickener Morphology
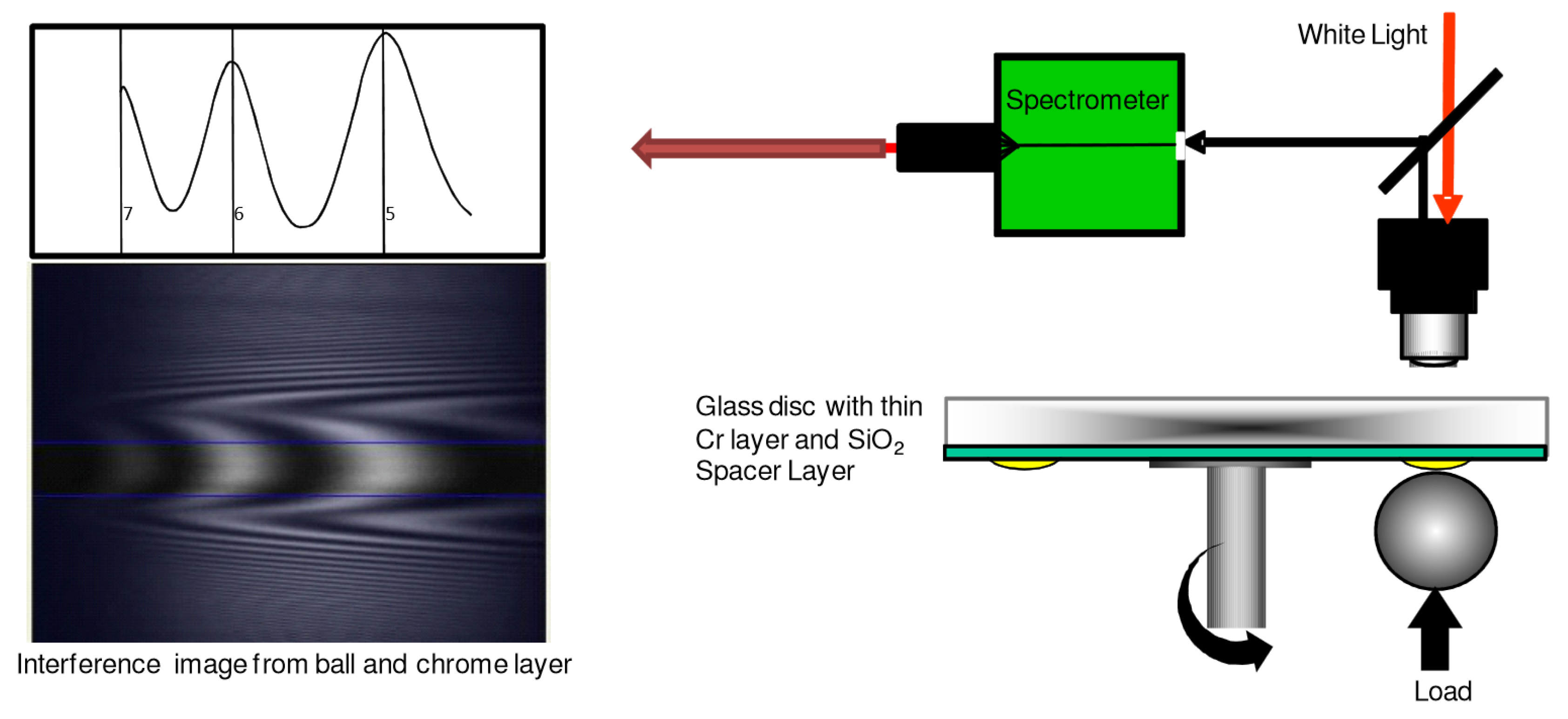
2.4. Film Thickness Measurement Procedure
2.5. COF Measurement Procedure
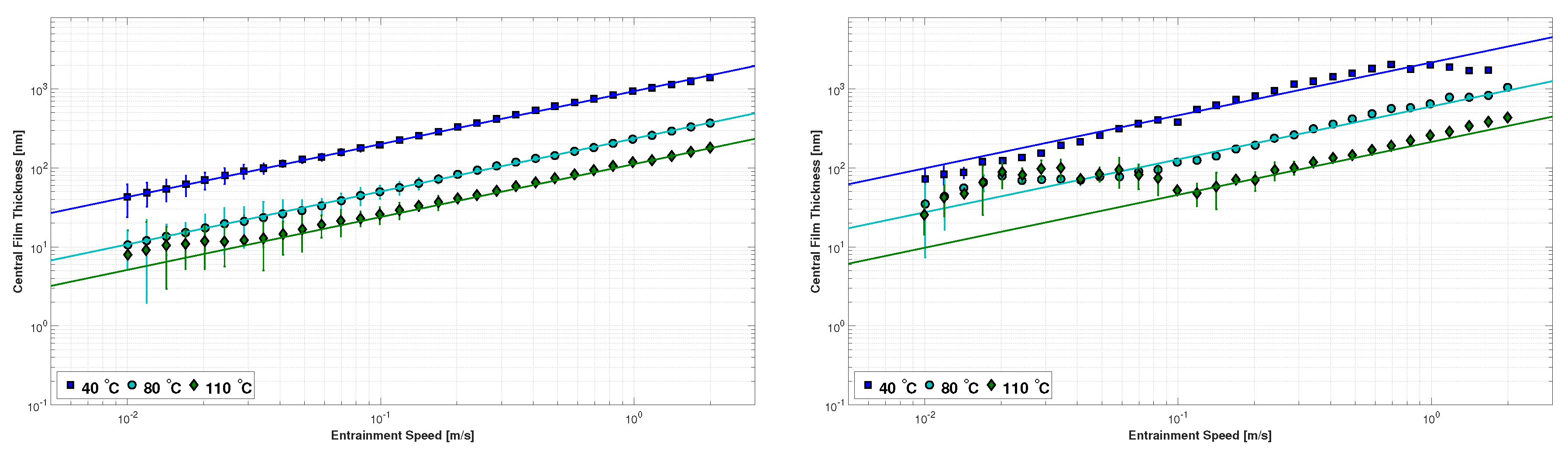
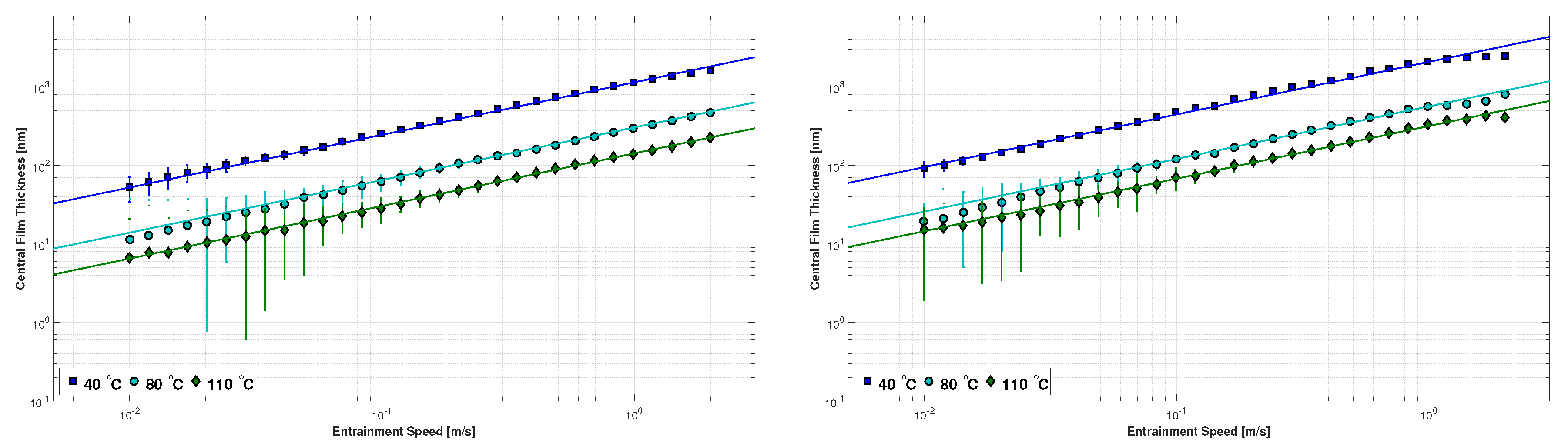
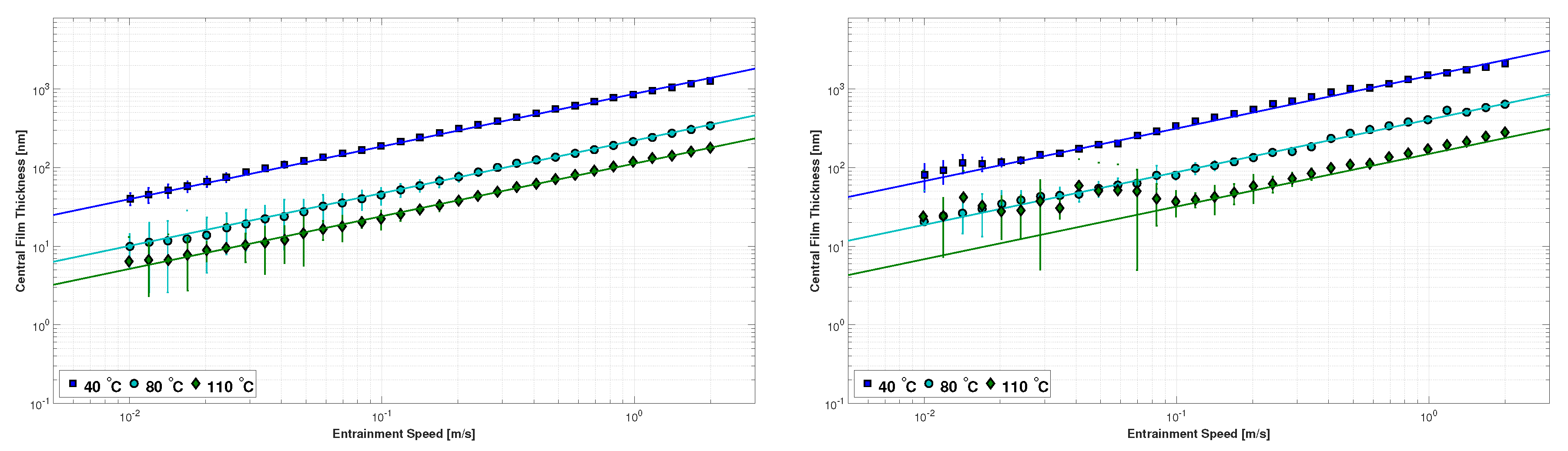
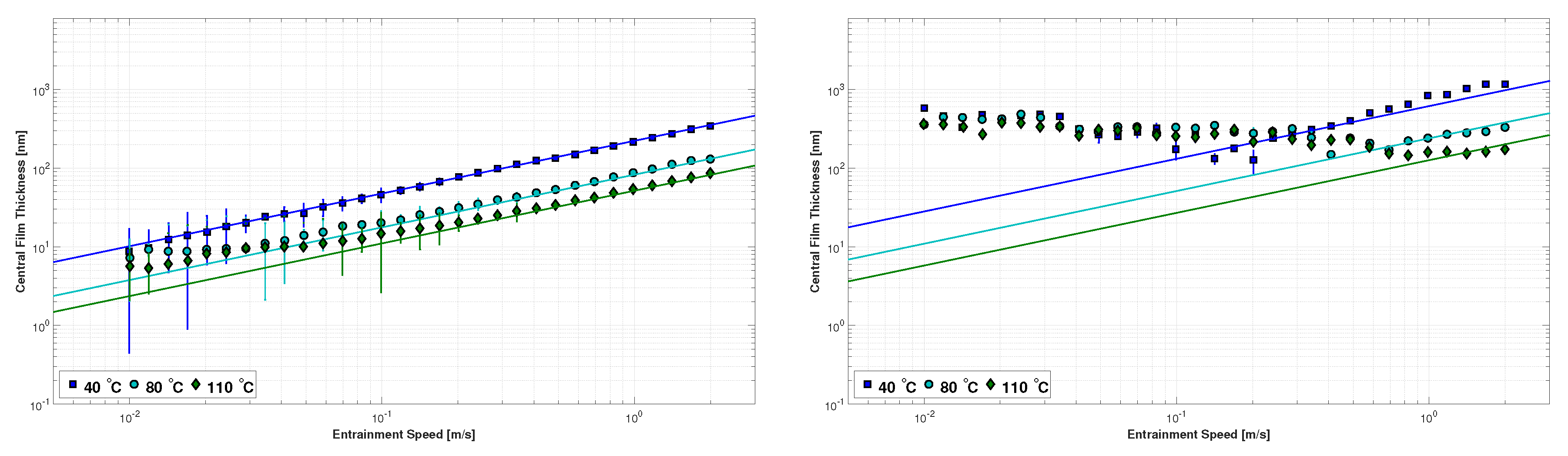
3. Film Thickness Results
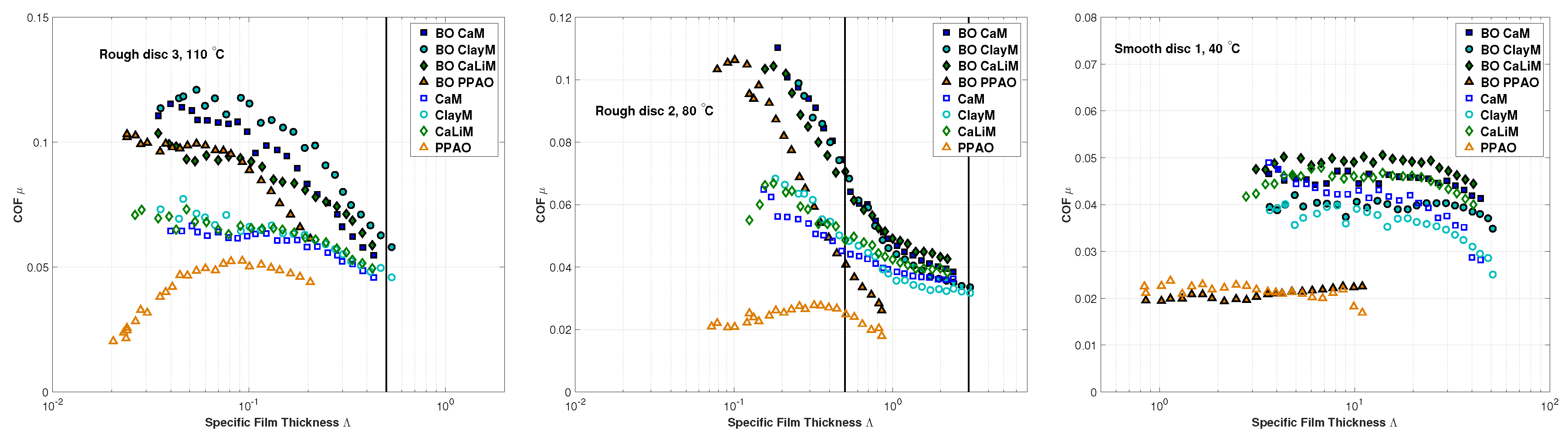
4. Coefficient of Friction Results and Discussion
4.1. Film Thickness Measurements Correction
4.1.1. Specific Film Thickness
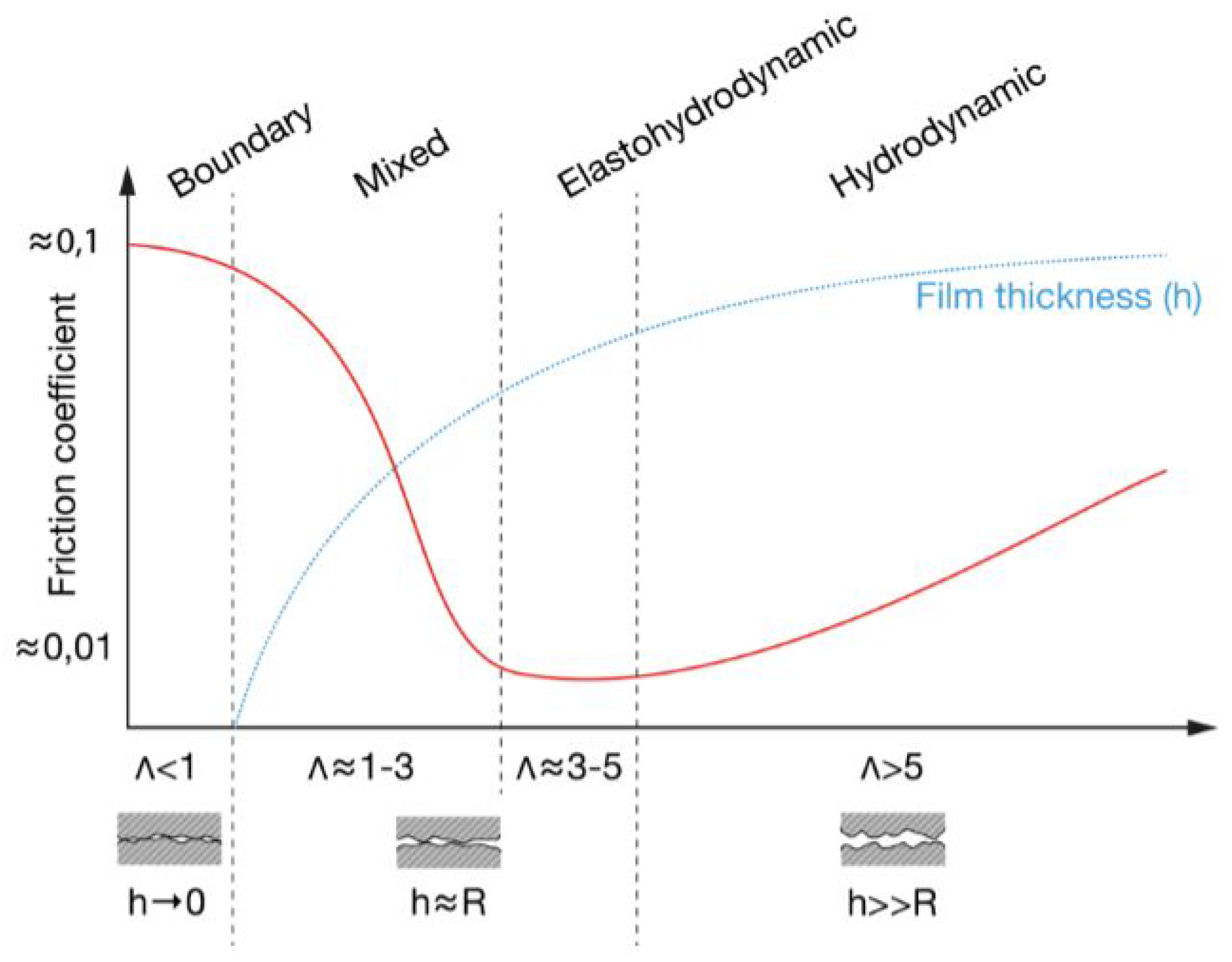
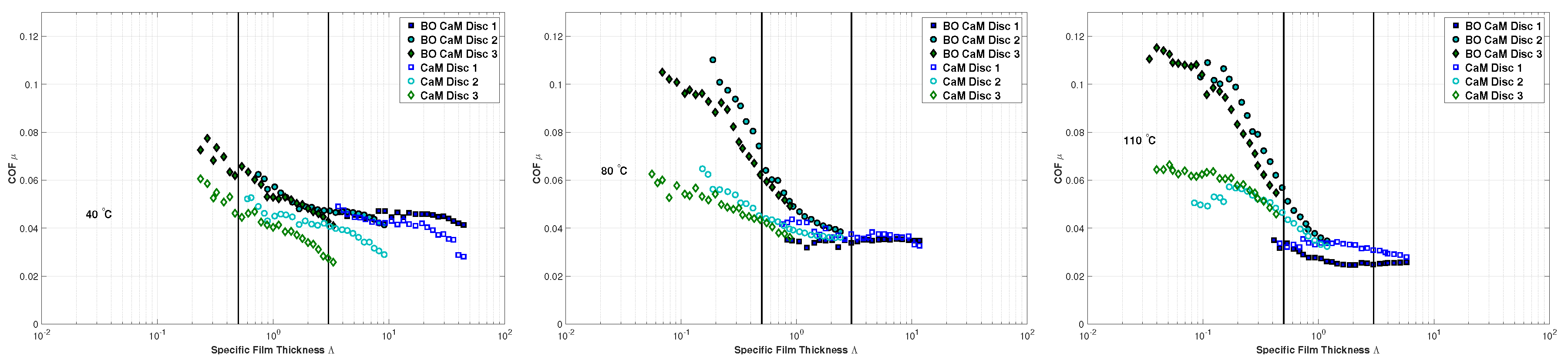
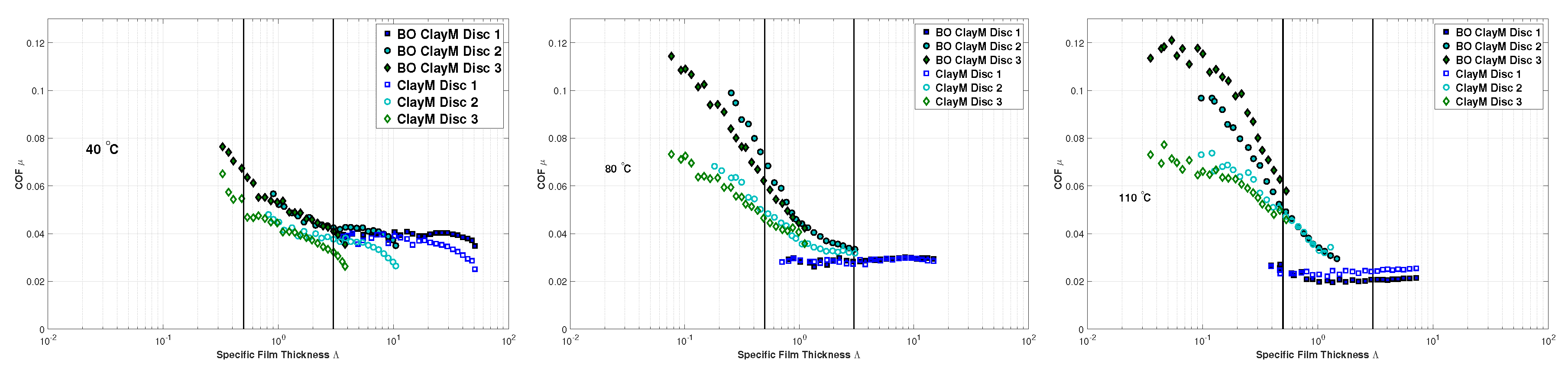
4.2. Stribeck Curves vs. Lubrication Regime
- Smooth disc 1 at 40 C, in full film lubrication;
- Rough disc 2 at 80 C, middle situation;
- Rough disc 3 at 110 C, in boundary lubrication.
5. Conclusions
Acknowledgments
- National Funds through Fundação para a Ciência e Tecnologia (FCT),under the PhD grant SFRH/BD/ 111868/2015 and under the projects EXCL/SEM-PRO/0103/2012 and EXCL-II/SEM-PRO/0103/2012;
- COMPETE and National Funds through Fundação para a Ciência e a Tecnologia (FCT), under the project Incentivo/EME/LA0022/2014;
- Quadro de Referência Estratégico Nacional (QREN), through Fundo Europeu de Desenvolvimento Regional (FEDER), under the project NORTE-07-0124-FEDER-000009 - Applied Mechanics and Product Development;
- NORTE-01-0145-FEDER-000022—SciTech—Science and Technology for Competitive and Sustainable Industries, co-financed by Programa Operacional Regional do Norte (NORTE2020), through Fundo Europeu de Desenvolvimento Regional (FEDER);
- Laboratório Associado de Energia, Transportes e Aeronáutica (LAETA) under the project UID/EMS/50022/2013.
Author Contributions
Conflicts of Interest
References
- Åström, H.; Isaksson, O.; Höglund, E. Video recordings of an EHD point contact lubricated with grease. Tribol. Int. 1991, 24, 179–184. [Google Scholar] [CrossRef]
- Kaneta, M.; Ogata, T.; Takubo, Y.; Naka, M. Effects of a thickener structure on grease elastohydrodynamic lubrication films. Proc. Inst. Mech. Eng. J 2000, 214, 327–336. [Google Scholar] [CrossRef]
- Larsson, P.O.; Larsson, R.; Jolkin, A.; Marklund, O. Pressure fluctuations as grease soaps pass through an EHL contact. Tribol. Int. 2000, 34, 211–216. [Google Scholar] [CrossRef]
- Cann, P.M.; Williamson, B.P.; Coy, R.C.; Spikes, H.A. The behaviour of greases in elastohydrodynamic contacts. J. Phys. D 1992, 25, A124–A132. [Google Scholar] [CrossRef]
- Poon, S.Y. An Experimental Study of Grease in Elastohydrodynamic Lubrication. J. Lubr. Technol. 1972, 94, 27–34. [Google Scholar] [CrossRef]
- Kauzlarich, J.J.; Greenwood, J.A. Elastohydrodynamic Lubrication with Herschel-Bulkley Model Greases. ASLE Trans. 1972, 15, 269–277. [Google Scholar] [CrossRef]
- Cann, P.M.; Spikes, H.A. Film thickness measurements of lubricating greases under normally starved conditions. NLGI Spokesm. 1992, 56, 21–27. [Google Scholar]
- Cann, P.M. Understanding grease lubrication. Tribol. Ser. 1996, 31, 573–581. [Google Scholar] [CrossRef]
- Cousseau, T.; Graça, B.; Campos, A.; Seabra, J. Friction and wear in thrust ball bearings lubricated with biodegradable greases. Proc. Inst. Mech. Eng. J 2011, 225, 627–639. [Google Scholar] [CrossRef]
- Cousseau, T.; Björling, M.; Graça, B.; Campos, A.; Seabra, J.; Larsson, R. Film thickness in a ball-on-disc contact lubricated with greases, bleed oils and base oils. Tribol. Int. 2012, 53, 53–60. [Google Scholar] [CrossRef]
- Cousseau, T. Film Thickness and Friction in Grease Lubricated Contacts. Application to Rolling Bearing Torque Loss. Ph.D. Thesis, Departamento De Engenharia Mecanica E Gestao Industrial, Faculdade de Engenharia do Porto, Portugal, 2013. [Google Scholar]
- Couronné, I.; Vergne, P.; Mazuyer, D.; Truong-Dinh, N.; Girodin, D. Effects of Grease Composition and Structure on Film Thickness in Rolling Contact. Tribol. Trans. 2003, 46, 31–36. [Google Scholar] [CrossRef]
- Couronné, I.; Vergne, P.; Mazuyer, D.; Truong-Dinh, N.; Girodin, D. Nature and Properties of the Lubricating Phase in Grease Lubricated Contact. Tribol. Trans. 2003, 46, 37–43. [Google Scholar] [CrossRef]
- Lugt, P.M. Grease Lubrication in Rolling Bearings; WILEY: Hoboken, NJ, USA, 2013. [Google Scholar]
- Cen, H.; Lugt, P.M.; Morales-Espejel, G.E. Film Thickness of Mechanically Worked Lubricating Grease at Very Low Speeds. Tribol. Trans. 2014, 57, 1066–1071. [Google Scholar] [CrossRef]
- Cen, H.; Lugt, P.M.; Morales-Espejel, G.E. On the film thickness of grease lubricated contacts at low speeds. Tribol. Trans. 2014, 57, 668–678. [Google Scholar] [CrossRef]
- Gonçalves, D.; Graça, B.; Campos, A.; Seabra, J.H.O.; Leckner, J.; Westbroek, R. On the film thickness behaviour of polymer greases at low and high speeds. Tribol. Int. 2015, 90, 435–444. [Google Scholar] [CrossRef]
- Gonçalves, D.; Graça, B.; Campos, A.; Seabra, J. Film thickness and friction behaviour of thermally aged lubricating greases. Tribol. Int. 2016, 100, 231–241. [Google Scholar] [CrossRef]
- Fang, N.; Chang, L.; Webster, M.N.; Jackson, A. A non-averaging method of determining the rheological properties of traction fluids. Tribol. Int. 2000, 33, 751–760. [Google Scholar] [CrossRef]
- Morales-Espejel, G.E.; Wemekamp, A.W. An engineering approach on sliding friction in full-film, heavily loaded lubricated contacts. Proc. Inst. Mech. Eng. J 2004, 218, 513–527. [Google Scholar] [CrossRef]
- Brandão, J.A.; Meheux, M.; Ville, F.; Seabra, J.H.; Castro, J. Comparative overview of five gear oils in mixed and boundary film lubrication. Tribol. Int. 2012, 47, 50–61. [Google Scholar] [CrossRef]
- Fernandes, C.M.; Marques, P.M.; Martins, R.C.; Seabra, J.H.O. Film thickness and traction curves of wind turbine gear oils. Tribol. Int. 2015, 86, 1–9. [Google Scholar] [CrossRef]
- Cousseau, T.; Graça, B.; Campos, A.; Seabra, J.H.O. Grease Aging Effects on Film Formation under Fully-Flooded and Starved Lubrication. Lubricants 2015, 3, 197–221. [Google Scholar] [CrossRef]
- Yamanaka, M.; Kumagai, K.; Inoue, K.; Hata, H. Evaluation of Property Difference between Traction Oil and Traction Grease. J. Adv. Mech. Des. Syst. Manuf. 2009, 3, 366–377. [Google Scholar] [CrossRef]
- Gonçalves, D.; Pinho, S.; Graça, B.; Campos, A.V.; Seabra, J.H. Friction torque in thrust ball bearings lubricated with polymer greases of different thickener content. Tribol. Int. 2016, 96, 87–96. [Google Scholar] [CrossRef]
- Scarlett, N.A. Use of grease in rolling bearings. In Proceedings of the Institution of Mechanical Engineers, Conference Proceedings 1964–1970; SAGE Publications: London, UK, 1967; Volume 182, pp. 585–624. [Google Scholar]
- De Laurentis, N.; Kadiric, A.; Lugt, P.M.; Cann, P.M. The Influence of Bearing Grease Composition on Friction in Rolling/Sliding Concentrated Contacts. Tribol. Int. 2015, 94, 624–632. [Google Scholar] [CrossRef]
- Hamrock, B.J.; Dowson, D. Ball Bearing Lubrication; John Wiley & Sons: Hoboken, NJ, USA, 1981. [Google Scholar]
- Tallian, T.E. On Competing Failure Modes in Rolling Contact. ASLE Trans. 1967, 10, 418–439. [Google Scholar] [CrossRef]
- Spikes, H.A. Mixed lubrication—An overview. Lubr. Sci. 1997, 9, 221–253. [Google Scholar] [CrossRef]
- Brandão, J.A.; Meheux, M.; Seabra, J.H.O.; Ville, F.; Castro, M.J.D. Traction curves and rheological parameters of fully formulated gear oils. Proc. Inst. Mech. Eng. J 2011, 225, 577–593. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Ball | Disc |
|---|---|---|
| Radius—R (mm) | 9.525 | ∞ |
| Average roughness—Ra (nm) | ≤20 | ≈5 |
| Material | AISI 52100 | Glass |
| Elastic modulus—E (GPa) | 207 | 64 |
| Poisson coefficient— | 0.29 | 0.20 |
| Temperature—T (C) | 40, 80, 110 | |
| Entrainment speed—U (m/s) | 0.01→2 | |
| Slide-to-roll ratio—SRR (%) | 3 | |
| Load—F (N) | 50 | |
| Equivalent modulus—E* (GPa) | ≈51.8 | |
| Max. Hertzian pressure—p (GPa) | ≈0.66 | |
| Hertzian half-width—a (m) | ≈190.7 | |
| Parameter | Ball | Disc 1 | Disc 2 | Disc 3 |
|---|---|---|---|---|
| R (mm) | 9.525 | — | ||
| Ra (m) | 0.022 | 0.008 | 0.143 | 0.397 |
| Rq (m) | 0.034 | 0.010 | 0.203 | 0.579 |
| Rz (m) | 0.170 | 0.050 | 1.447 | 3.608 |
| Rmax (m) | 0.310 | 0.061 | 1.937 | 5.768 |
| Parameter | Ball | Disc |
|---|---|---|
| Radius—R (mm) | 9.525 | ∞ |
| Material | AISI 52100 | AISI 52100 |
| Elastic modulus—E (GPa) | 207 | 207 |
| Poisson coefficient— | 0.29 | 0.29 |
| Temperature—T (C) | 40, 80, 110 | |
| Entrainment speed—U (m/s) | 0.04 → 2 | |
| Slide-to-roll ratio—SRR (%) | 5 | |
| Load—F (N) | 50 | |
| Equivalent modulus—E* (GPa) | ≈113 | |
| Max. Hertzian pressure—p (GPa) | ≈1.09 | |
| Hertzian half-width—a (m) | ≈146.8 | |
| Grease Ref. | CaM | ClayM | CaLiM | PPAO |
|---|---|---|---|---|
| 2.3 | 1.7 | 1.7 | 2.8 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gonçalves, D.; Vieira, A.; Carneiro, A.; Campos, A.V.; Seabra, J.H.O. Film Thickness and Friction Relationship in Grease Lubricated Rough Contacts. Lubricants 2017, 5, 34. https://doi.org/10.3390/lubricants5030034
Gonçalves D, Vieira A, Carneiro A, Campos AV, Seabra JHO. Film Thickness and Friction Relationship in Grease Lubricated Rough Contacts. Lubricants. 2017; 5(3):34. https://doi.org/10.3390/lubricants5030034
Chicago/Turabian StyleGonçalves, David, António Vieira, António Carneiro, Armando V. Campos, and Jorge H. O. Seabra. 2017. "Film Thickness and Friction Relationship in Grease Lubricated Rough Contacts" Lubricants 5, no. 3: 34. https://doi.org/10.3390/lubricants5030034
APA StyleGonçalves, D., Vieira, A., Carneiro, A., Campos, A. V., & Seabra, J. H. O. (2017). Film Thickness and Friction Relationship in Grease Lubricated Rough Contacts. Lubricants, 5(3), 34. https://doi.org/10.3390/lubricants5030034