2. Ski-Boot Designs
Ski-boot performances have been significantly improved in recent years using new materials and new designs. In our opinion, in order to deeply understand the reason for these improved properties and to predict new trends, an analysis of the evolution of ski-boot materials and designs in the last century is necessary. Even if the number of ski-lifts and of alpine skiers was dramatically increasing, the ski-boots used in the 1950s were essentially unchanged from those used in the previous centuries, having a thick sole with a thinner upper shell of leather similar to a normal winter boot. However, with the development of new ski bindings like the Kandahar (in 1930) and of the Head Standard skis (1950) which permitted a much stronger control of the edges and a more precise and fast skiing [
2], new boots were necessary. The first changes were made in order to improve the boot stiffness and to allow a greater control by using stiffer and thicker leathers and by soaking the boot in hot water before use. Also, the sole was made of harder materials since the boot was clamped on the ski. However, these changes made the boots extremely uncomfortable. The first attempt to use stiffer materials other than leather was made by Robert Lange, who inserted elements made of fiberglass reinforced epoxy resin in 1947 [
3]. Using the knowledge acquired on reinforced epoxy composites, Lange produced in 1960 the first ski-boot completely made of plastic, using acrylonitrile butadiene styrene (ABS) polymers [
4]. However, the poor low temperature resistance of the plastic used (Royalite from Uniroyal) gave rise to several mechanical failures. In the same years, Hans Martin of Henke Speedfit patented the levered buckles for the closure of the boot [
5]. The problems connected with the use of ABS plastic were partially solved in 1965 using Adiprene, a thermoplastic polyurethane manufactured by Dupont. With this new material it was possible to produce ski-boots by injection molding. In the same year, Rosemount introduced to the market the first ski-boots completely made of composite materials, using fiberglass epoxy resin composites, with a shell that was made in two separate parts to permit the insertion of the foot [
6]. The mass production of plastic ski-boots started in 1966 with Lange that used an
Overlap design, made of two parts, the lower part called shell and the upper part called cuff (
Figure 2). In the same year production was also started by Nordica in Montebelluna (Treviso, Italy) in collaboration with API Plastic, using a polyurethane made by Bayer for aerospace applications (Desmopan) [
7] (
Figure 1).
Figure 1.
First ski-boot with plastic shell and cuff, molded in Montebelluna, Italy (picture courtesy of API Plastic).
Figure 1.
First ski-boot with plastic shell and cuff, molded in Montebelluna, Italy (picture courtesy of API Plastic).
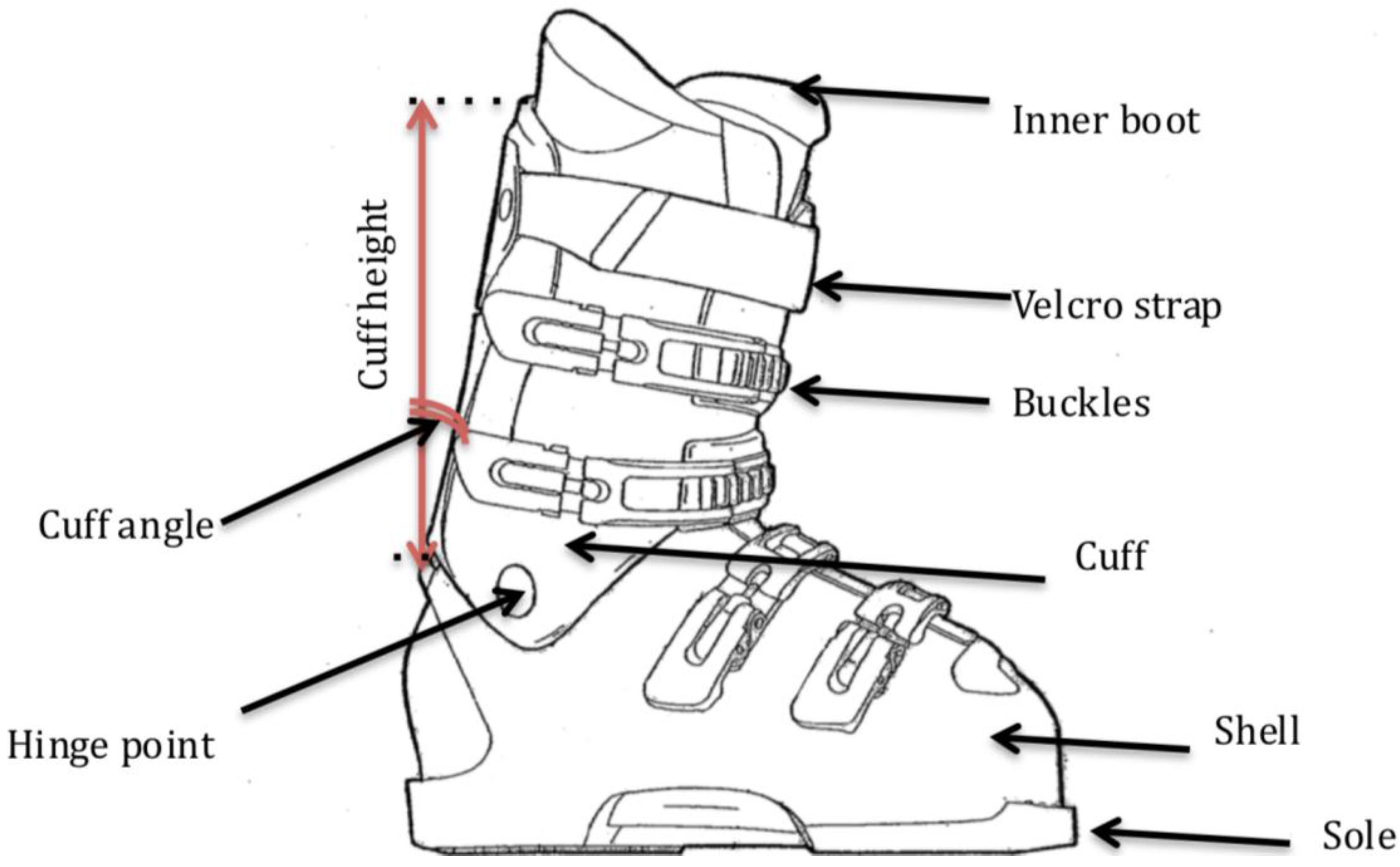
Figure 2.
Ski-boot parts for an Overlap ski-boot.
Figure 2.
Ski-boot parts for an Overlap ski-boot.
In 1972, Hanson introduced the rear entry design that was afterward used by Nordica and Salomon [
8,
9]. Rear entry ski-boots have gained a large commercial market in the 80s and 90s. However, their production has been decreasing in the following years and rear entry boots are currently used only for youth and rental boots [
10]. One of the reasons of this change can be ascribed to the force needed to remove the foot from a rear entry boot that is higher compared to that from an
Overlap ski-boot and can be a major problem in case of ankle injuries [
11]. Another reason can be connected with the difficulty to adapt the shape of the front part of the shell of the ski-boot to the foot shape and therefore have a precise control of the skis. The last important innovation in ski-boot design was made by Eric Giese, a former NASA engineer, in 1979. Taking inspiration from the joint of spacesuits, he designed a ski-boot that was made of an additional tongue, which was controlling the flex of the boot [
12]. This construction was named
Flexon design and now is also known as
3-pieces design or
Cabrio Design. In the last few years, several new models have been introduced to the market; however, the main construction designs have always been related to the
Overlap, the
3-pieces designs or to a combination of these two designs.
Nowadays, ski-boots are composed of several parts assembled using screws and bolts. A standard ski-boot with
Overlap construction is composed of the parts reported in
Figure 2. Other parts such as the footboard (a plastic or rubber part between the shell and the sole of the inner boot) and the tongue can be also present in the ski-boot. Every part of the ski-boot is made of a different material and the parts are assembled by means of metallic or plastic connectors. The choice of the right material and design is made in order to have:
- -
Efficient transmission of loads from the skier to the ski edge to control the ski.
- -
Quick connection of the boot with the binding and safety release of the boot in case of fall.
- -
Absorption of shocks.
- -
Protection of the foot and of the ankle from injuries due to overloads during falls.
- -
Good comfort with uniform foot pressure and temperature/humidity optimal conditions.
The design of ski-boots is of fundamental importance in order to combine good skiing performances with comfort. The functional parameters to be taken into account when designing a ski-boot are:
- -
Plastic width in the different parts of cuff and shell.
- -
Shell
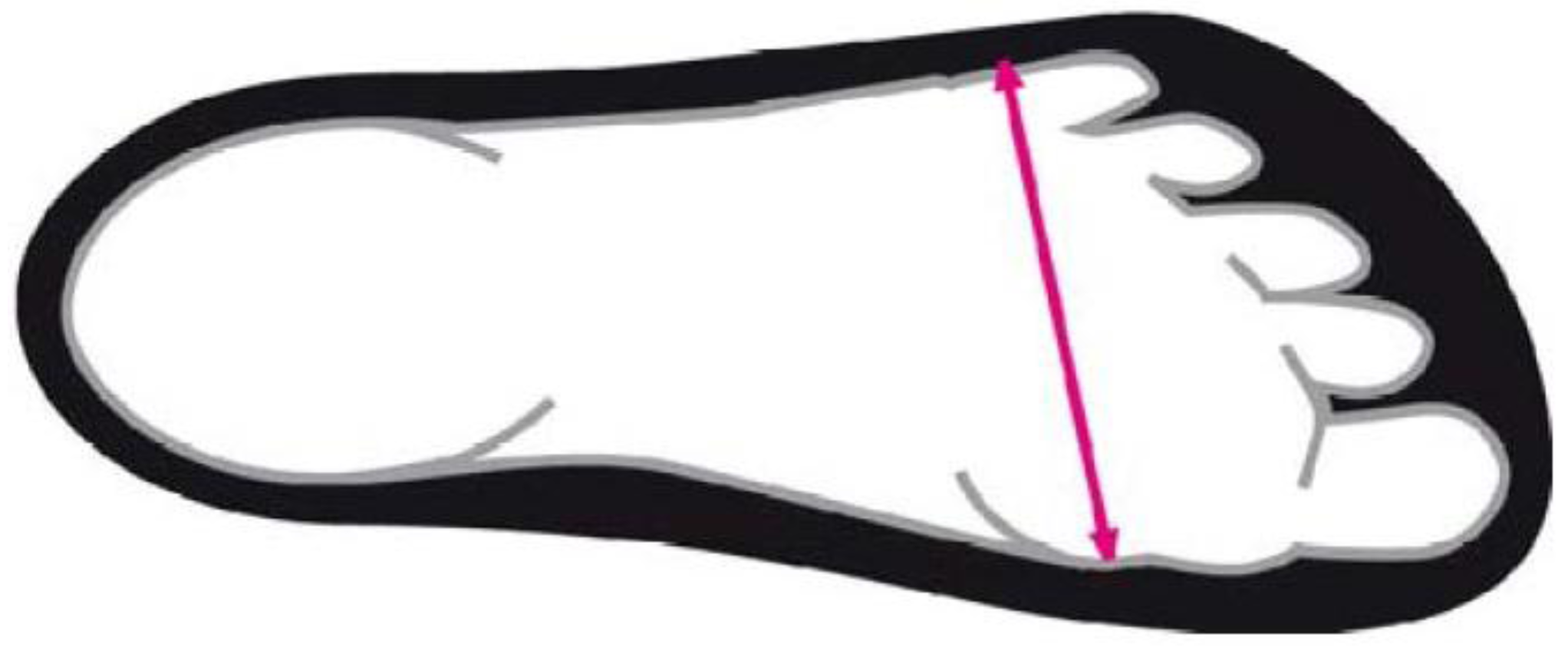
Last (maximum width of the inner part of the shell) (
Figure 3).
- -
Geometry of the sole.
- -
- -
Hinge point between shell and cuff (
Figure 2).
Figure 3.
Shell Last that measures the internal width of the larger part of a ski-boot.
Figure 3.
Shell Last that measures the internal width of the larger part of a ski-boot.
The internal form of the shell and of the cuff must be shaped to follow the anatomical shape of the foot. However, since foot shapes are different from person to person, a shell shape that can fit all feet does not exist. Therefore, all ski-boot producers prepare boots with different shapes and
Lasts depending on their consumer target. For example, a 95 mm
Last (measured for a size 26.5 Mondopoint) is generally used for racing while larger
Lasts (up to 105 mm) are used for more comfortable and less precise boots. The shell can be modified by grinding the plastic in the points of pressure or by combined heat and pressure (boot-fitting). The possibility to modify the form of shell and cuff by heat and/or pressure is not possible with all types of plastic materials and will be described in detail in
Section 4.
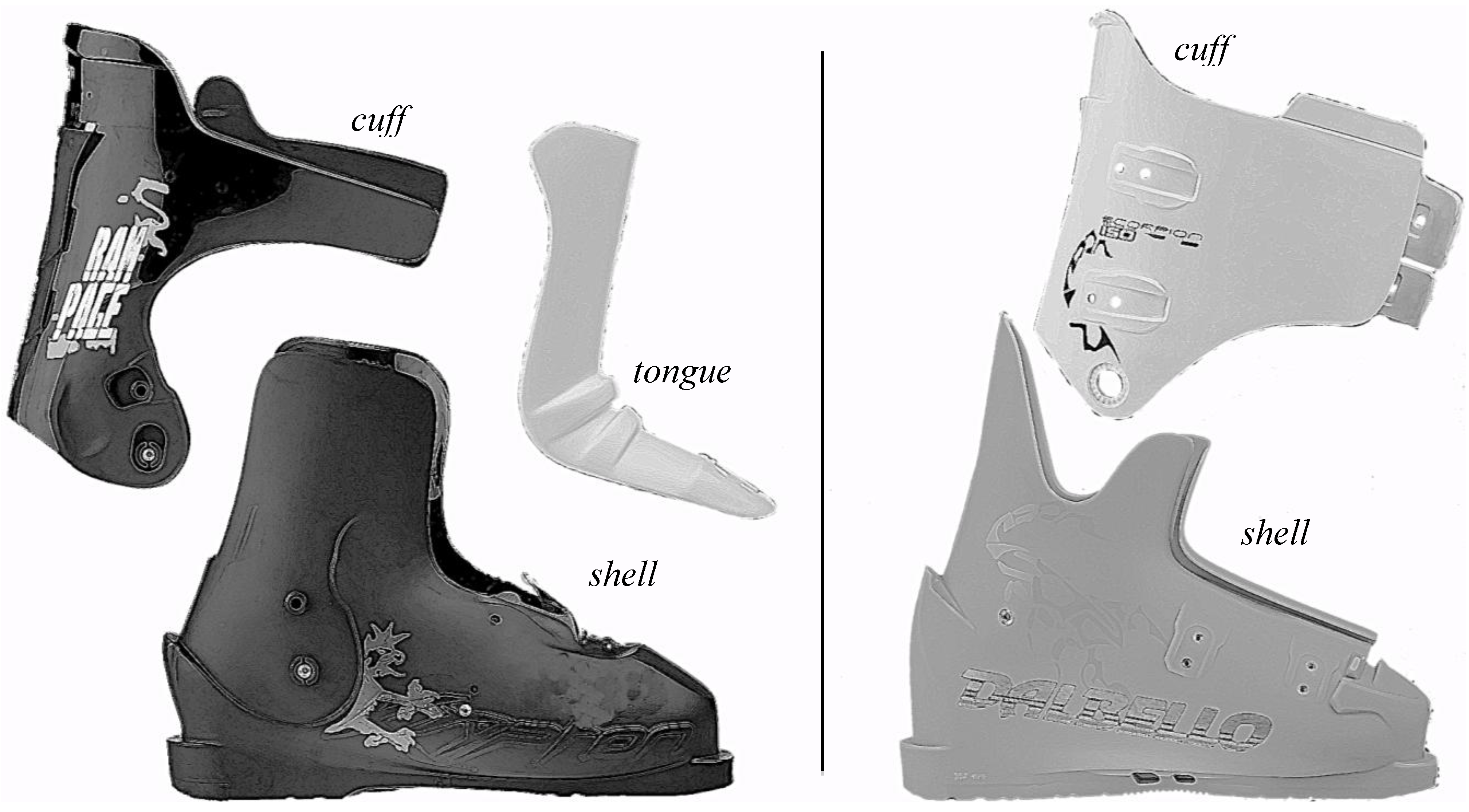
As previously reported, the two main ski-boot designs that are present nowadays in the market are the two-pieces
Overlap construction and the three-pieces
Cabrio construction developed by Eric Giese [
12] (
Figure 4).
Figure 4.
Disassembled Cabrio designed (left) and Overlap designed (right) ski-boots.
Figure 4.
Disassembled Cabrio designed (left) and Overlap designed (right) ski-boots.
The analysis of the commercial products present on the market shows that the most common design is the Overlap that is composed of a lower part (shell) connected by metallic screws to the upper part (cuff). The forward flex of the boot is controlled by the bending of the upper-back part of the shell (spine) and by compression of the lower front part of the cuff on the shell. This second interaction can provide the undesired enlargement of the instep of the shell if the boot is not properly designed. This design provides the best fit in the front part of the shell since the two parts of the shell overlap, and therefore the tightening of the buckles decreases the internal volume providing a tight and precise fit. Moreover, this construction provides a fast power transmission from the skier to the ski edge. For these reasons Overlap design is the only one currently used in World Cup racing ski-boots. The Overlap construction can sometimes give rise to problems in entry and exit of the foot from the boot in cold weather conditions, especially if stiff plastics are used.
Cabrio design is less used with respect to
Overlap design, even if for some producers (Dalbello and Full Tilt, as reported on their websites) and for some skiing disciplines (freestyle and mogul skiing) is the preferred design.
Cabrio design does not use friction to resist the flex. Instead, it uses a separate piece of plastic (the tongue) that acts as a spring [
12]. This has two advantages: first of all the application of force is progressive, and second the boot returns to its original position when the force is released. In order to ensure that the flexing force remains under control even with extreme bending, the plastic is formed into the same bellows-like shape used in spacesuits. The result is a smoother flex that starts off soft and progressively stiffens [
12]. When tightened, the mid buckle pulls the foot rearward, which helps keep the ankle in the rear pocket of the boot [
12]. The progressivity of the flex makes this type of ski-boots very efficient in adsorbing shocks during landings or skiing in moguls, and this is the reason it is the design of choice for freestyle and off-piste disciplines. Moreover, the possibility to move the tongue permits an easier entry and exit of the foot from the shell with respect to the
Overlap construction. The main drawback of this design is related to the difficulty to adapt the shell shape to the skier’s foot closing the buckles. This has a negative effect on the control of the edges with the front part of the boot and for this reason this type of boots is not used anymore in World Cup races. However, the use of thermo-formable liners (
Section 7) permits the use of shells with a narrower
Last, without compromising the comfort and allowing a more precise edge control. Moreover, since the flex of
Cabrio designed boots is mainly governed by the tongue, the flex stiffness of the boot can be easily modified by changing the tongue with one made of a plastic with different stiffness. On the contrary, it is more difficult to change the flex of an
Overlap designed boot since it requires the use of different materials for the cuff and/or the shell. In the last few years a combination of the two designs has been developed, with a tongue and front part with
Overlap construction. This new design combines the precise fit and edge control of
Overlap construction with the flex progressivity of the
Cabrio design.
Several design parameters are fundamental in order to improve performances and reduce stresses and injuries. For example, as widely reported in the literature [
13,
14,
15,
16,
17,
18,
19], the angles of tibia and foot with respect to the base of the boot and the pressure of the foot on the base of the ski-boot are responsible for ski injuries. Some researchers have studied the correlation between ski-boot design and load at the knee joint [
20,
21]. The results reported show that more than 30% of knee injuries are caused by excessive ligament strain [
20,
21]. Also, ankle and foot injuries (approximately 7%) are due to skiing dynamics and skiing posture [
20,
21]. It is also reported in the literature [
19] that the injury mechanism for anterior cruciate ligament (ACL) rupture involves the valgus movement combined with external rotation. According to other authors [
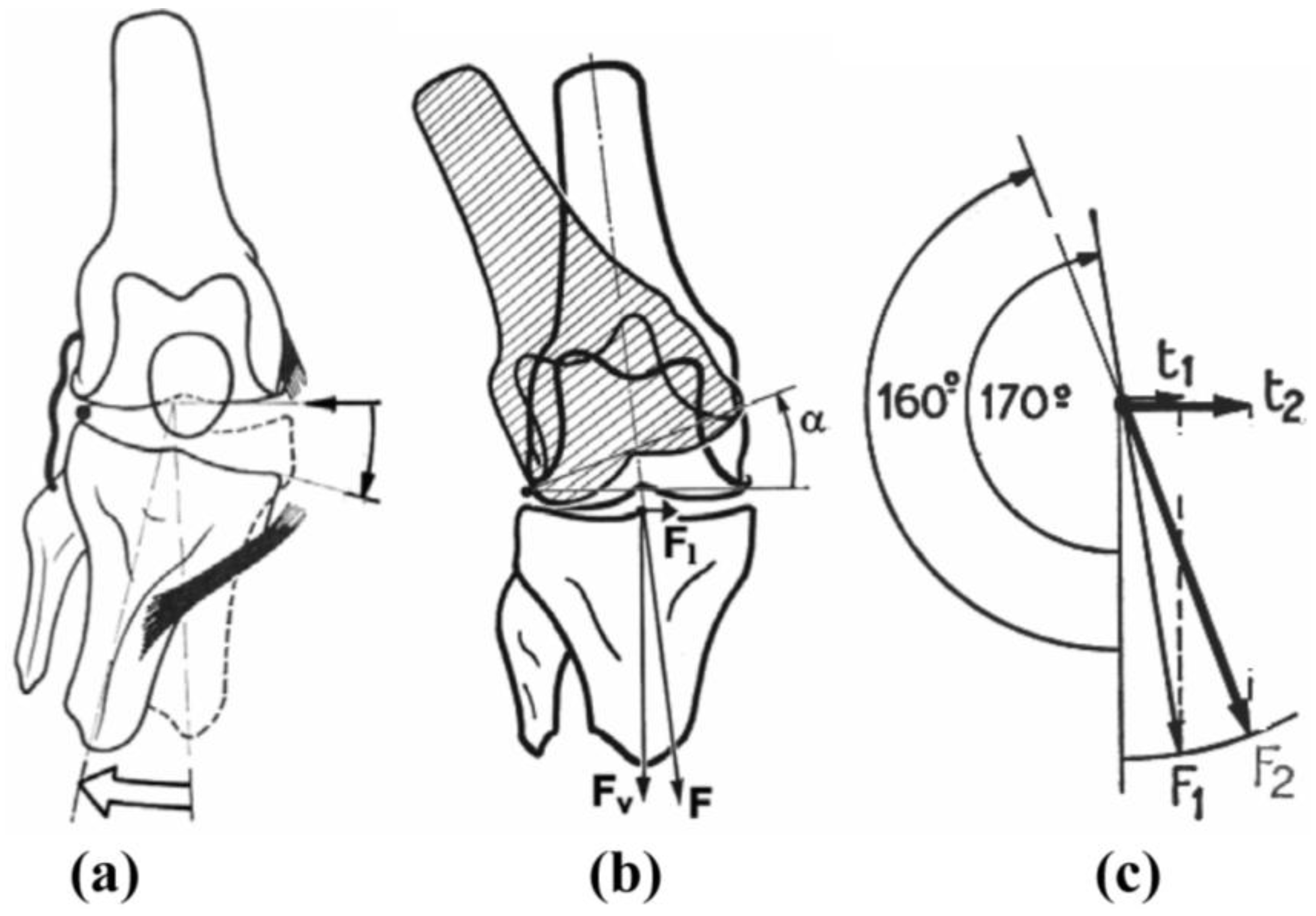
15], ACL rupture can occur when the skier tries to stand up after or during a fall. The injury mechanism involves the combined valgus movement with deep flexion, which causes internal rotation and anterior displacement of the tibia. In all cases, it is clear that moving from the physiological varus-valgus angle (
Figure 5) of 170° increases the tangential forces on the tibial plateau, thus decreasing knee stability. Since many skiers have valgus or varus leg alignments, proper skiing posture can be achieved by machine milling the boot sole or moving the position of the cuff with respect to the shell using a canting system positioned in the hinge point between cuff and shell, until a good posture is obtained. A different approach has been developed by Corazza
et al. [
22] that have studied the forces that causes the medial collateral ligament injury (
Figure 6) using a boot-board that can measure the forces acting during the turning phase. The loads applied during the turning phase (
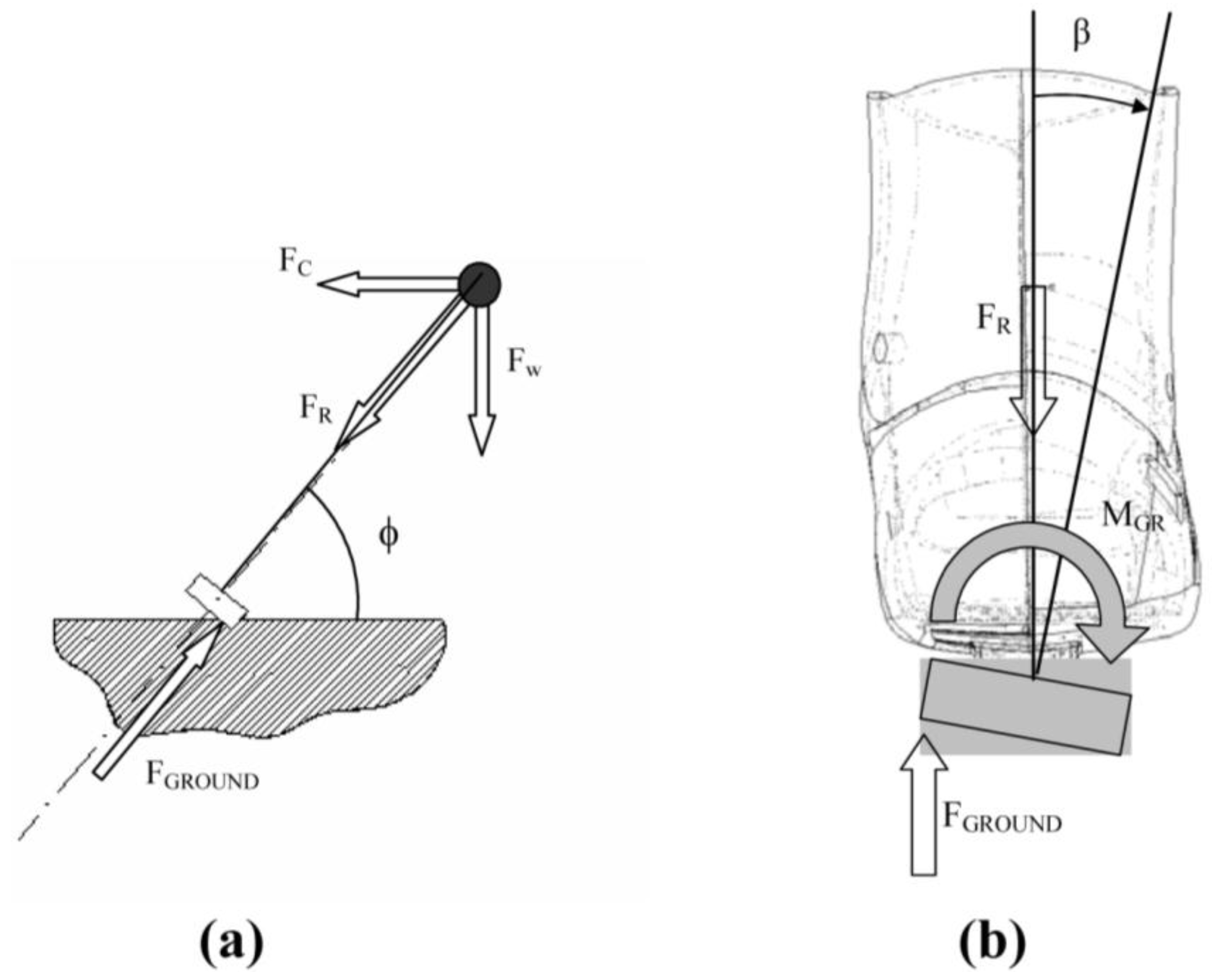
Table 1) have been measured using a boot-board instrumented with four pressure sensors. From the data obtained from the boot-board, a special finite element model (FEM) was developed in order to design a ski-boot able to decrease the stresses responsible for knee injuries.
Figure 5.
Varus-valgus angle and related medial collateral ligament injury (
a). The force transferred from the femur to the tibia can be decomposed as shown in (
b) in normal and tangential forces. In (
c) F1 and F2 are forces normal to tibial plateau, t1 and t2 tangential forces. An increase of 10° of varus-valgus angle respect to normal physiology increases tibial plateau tangential force by a factor of 2 (from reference [
22]).
Figure 5.
Varus-valgus angle and related medial collateral ligament injury (
a). The force transferred from the femur to the tibia can be decomposed as shown in (
b) in normal and tangential forces. In (
c) F1 and F2 are forces normal to tibial plateau, t1 and t2 tangential forces. An increase of 10° of varus-valgus angle respect to normal physiology increases tibial plateau tangential force by a factor of 2 (from reference [
22]).
Figure 6.
Forces acting on the skier during turning phase (
a). F
GROUND (ground reaction) acts eccentrically respect to the skier axis generating M
GR moment that deforms the lower part of the ski-boot (
b). M
GR moment acting on the ski-boot sole causes sole and sole joint deformation resulting in drift angle β that reduces the real value of the ski inclination on the ground (from reference [
22]).
Figure 6.
Forces acting on the skier during turning phase (
a). F
GROUND (ground reaction) acts eccentrically respect to the skier axis generating M
GR moment that deforms the lower part of the ski-boot (
b). M
GR moment acting on the ski-boot sole causes sole and sole joint deformation resulting in drift angle β that reduces the real value of the ski inclination on the ground (from reference [
22]).
Table 1.
Loads applied during the turning phase [
22].
Table 1.
Loads applied during the turning phase [22].
| Position of the force or moment | Mean acting loads during turning phase |
|---|
| Anterior left | 235 N |
| Anterior right | 2 N |
| Posterior left | 755 N |
| Posterior Right | 137 N |
| Moment exerted along medio-lateral axe | −41.5 Nm |
| Moment exerted along antero-posterior axe | 19.1 Nm |
| Resultant Force | 1129 N |
On the basis of these results, the authors have developed an innovative ski-boot in which the angle between the leg and the ski was not modified by changing the angle between the cuff and the shell, but by changing the angle between the lower part (sole) and the shell, which were connected with screws. Petrone
et al. [
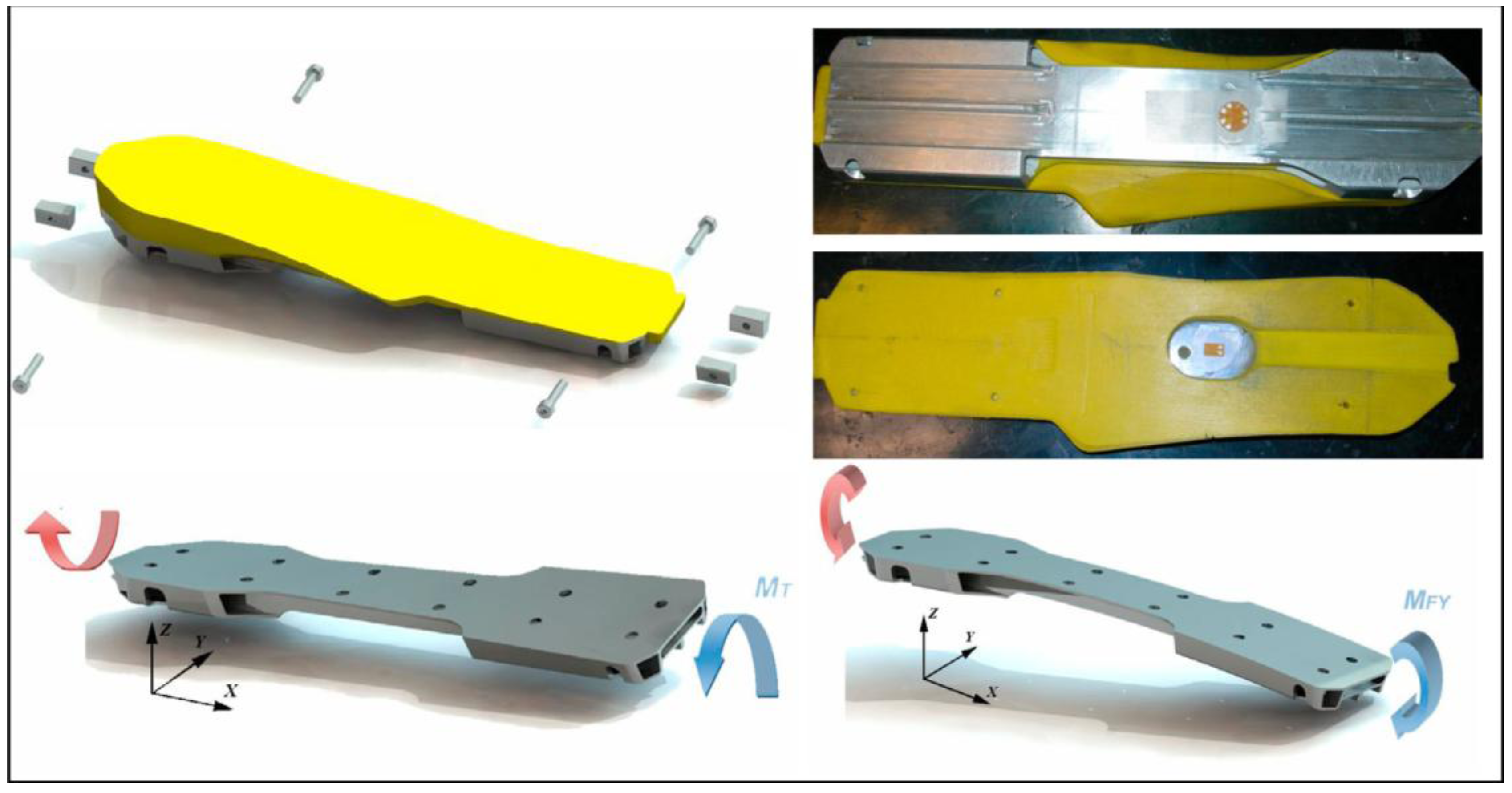
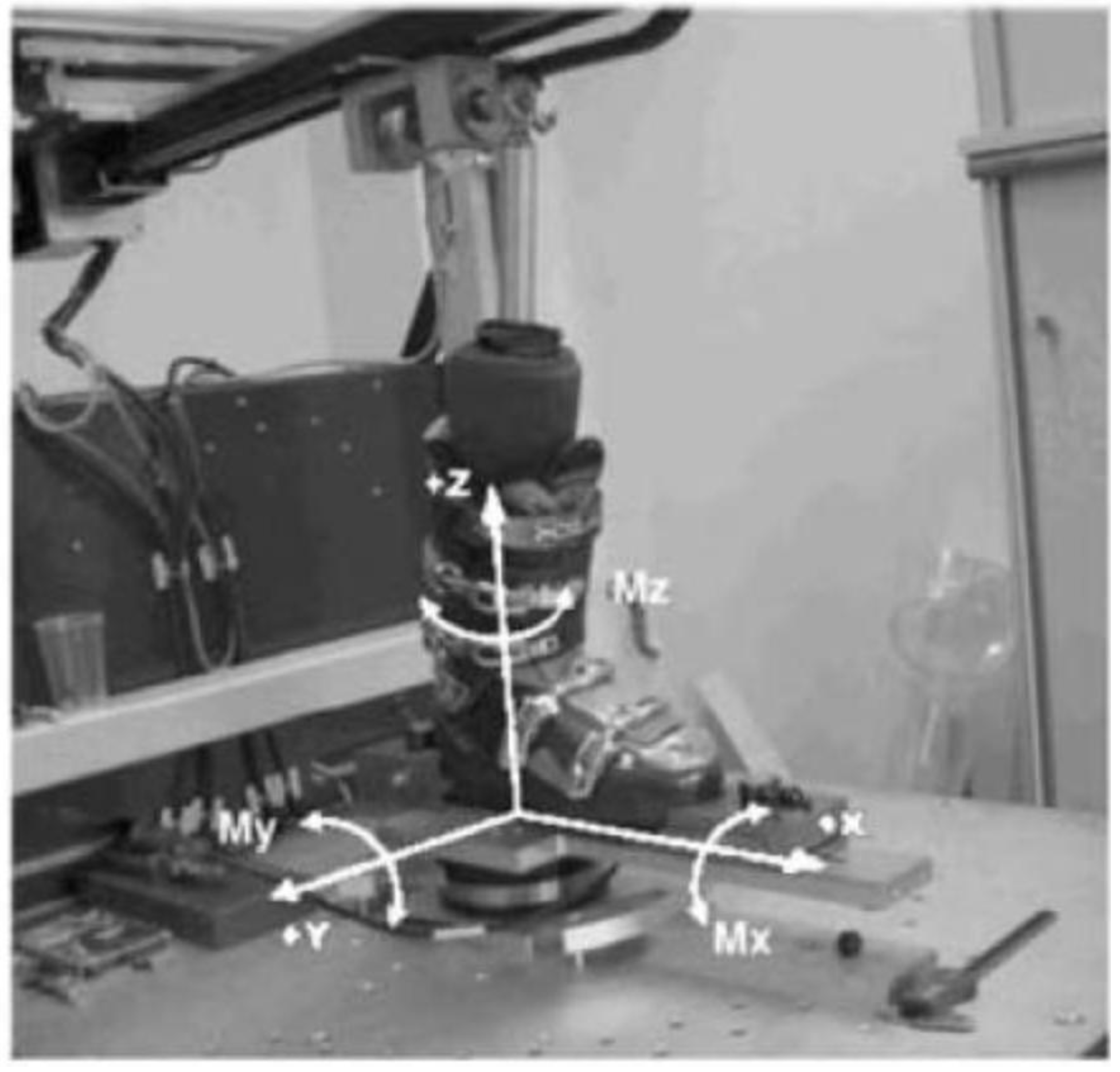
23] have used an instrumented boot-board (
Figure 7) which was also able to stiffen the ski-boot by connecting the boot-board to the boot shell. The method was also implemented using a Motion Capture technique in order to measure the boot deflection patterns under cyclic loadings. A set of 46 semispherical markers (6 mm diameter) was placed on the boot surface to define a reticular mesh of control nodes (
Figure 8). In this way, the authors have been able to record the torsional (
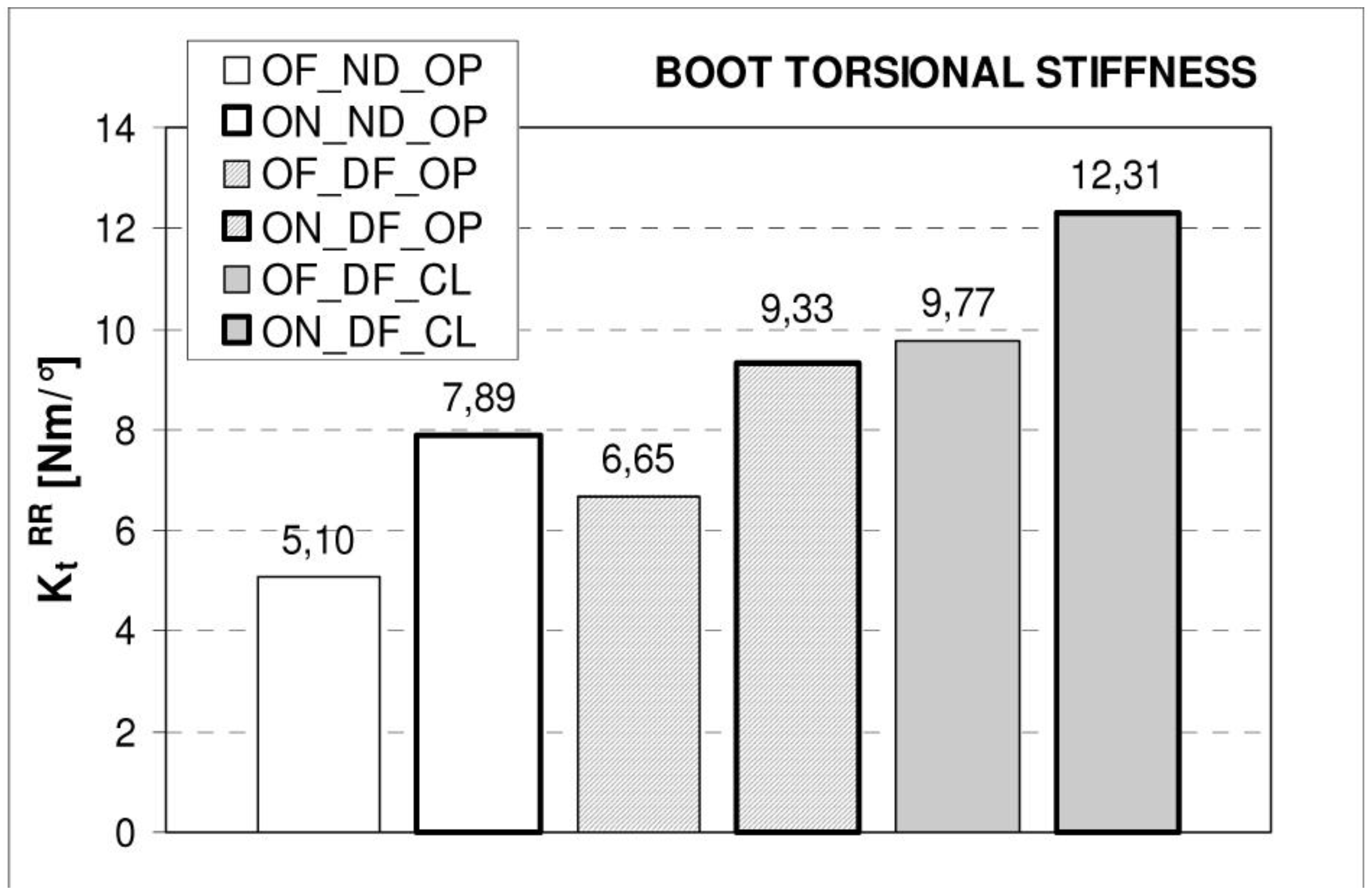
Figure 9) and bending moments applied on the ski-boot. They have found that the Rear Restraint Torsional Stiffness Kt
RR (
Figure 9) presents a 20% increase when the boot-board was connected (ON position) to the shell with respect to the non-connected position (OFF). The peak values of the torque transmitted by the boot-board (
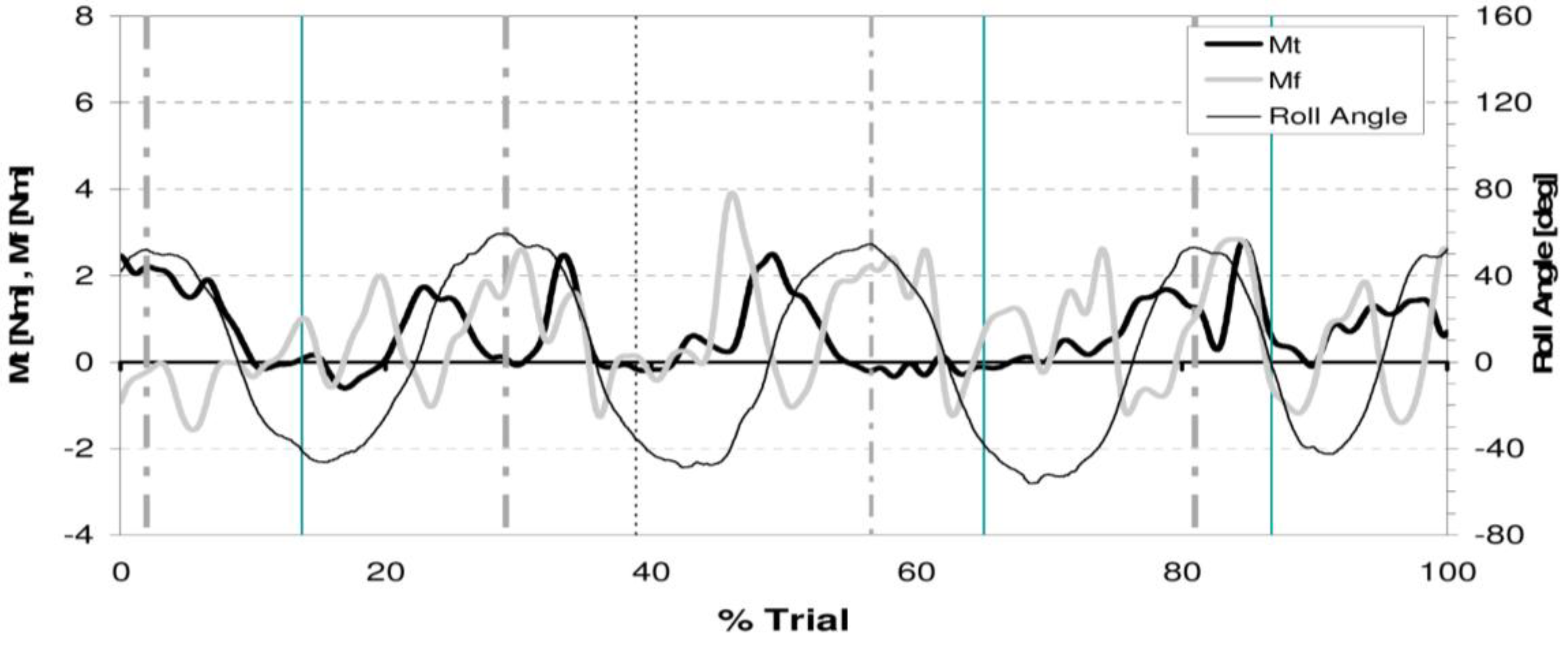
Figure 10) are found in correspondence of the edge transition from external to internal turn. The torsion moment showed minimum values in correspondence with the maximum roll values, therefore suggesting that the boot-board stiffening effect is not requested when the ski is in full carving conditions.
Figure 7.
Instrumented boot-board (from reference [
23]).
Figure 7.
Instrumented boot-board (from reference [
23]).
Figure 8.
Analysis of ski-boot movements using a Motion Capture technique (from reference [
23]).
Figure 8.
Analysis of ski-boot movements using a Motion Capture technique (from reference [
23]).
Figure 9.
Torsional stiffness of ski-boot (from reference [
23]) with the boot board connected (ON) and non-connected (OF), presence of a dummy foot (ND when no foot was inside the boot or DF when present) and with clips open (OP) or closed (CL).
Figure 9.
Torsional stiffness of ski-boot (from reference [
23]) with the boot board connected (ON) and non-connected (OF), presence of a dummy foot (ND when no foot was inside the boot or DF when present) and with clips open (OP) or closed (CL).
Figure 10.
Torsional (Mt) and bending moments (Mf) during on-snow slalom tests in OFF state (From reference [
23]).
Figure 10.
Torsional (Mt) and bending moments (Mf) during on-snow slalom tests in OFF state (From reference [
23]).
Instrumented boot-boards and pressure devices have been extensively used for the determination of the loads that are present during skiing [
24,
25,
26,
27,
28] with the aim to understand the causes of injuries, and design more efficient and safe ski-boots. For example, Schaff
et al. [
29] have studied the effect of foot pressure patterns in ski-boots with different designs and dimensions. They have found that the geometry over the dorsum of the foot (instep) has an important influence on the comfort and on the performances since a poorly adapted boot can increase the forefoot load during flexion. They have also found [
29] that rear entry boots allow a higher force transmission compared to conventional
Overlap boots, since present higher pressure values along the tibia near the boot top. Kuipers
et al. [
30,
31,
32] have studied the effect of a modified ski-boot to prevent injuries in mogul skiing. The idea at the base of the study was to avoid the boot induced anterior drawer (BIAD) effect responsible of ACL injuries that could be caused by stiff ski-boots. A ski-boot with an increased forward lean flex was prepared in order to obtain a reduced BIAD. The smoother flex was obtained by cutting parts of the cuff and of the shell close to the instep. A mobile high-speed camera was used to monitor the skiing movements. The force needed to bend the boot was lower compared to that of a traditional ski-boot but the skier did not felt any problem apart a slight decrease in speed control and balance. On the contrary, shock absorption and forward flex were increased. The analysis of the forces applied on the knee-joint pointed out a decreased force using the modified ski-boot with respect to the un-modified ski-boot and for this reason the authors claimed that the modified ski-boot should prevent ACL injuries. These results suggest that boots with
Cabrio design should be less dangerous for ACL injuries with respect to boots with
Overlap design due to their more progressive flex. Indeed, this type of construction is generally used in skiing disciplines, such as mogul skiing and off-piste skiing, in which a rough and uneven snow surface is skied. However, other authors report that one of the main causes of leg injuries is the excessive forward movement of the leg. For example, Hauser and Asang [
33], studying the influence that ski-boots have on tibial shaft injuries, have found that the relative lack of stiffness and support of the boot shaft allows the tibia to flex forward in dorsiflexion to the point where biomechanical failure occurs. They proposed that the boot shaft should not allow the ankle to reach the “locked position” of the ankle joint (approximately 45°) in dorsiflexion, unless by a forward bending moment which corresponds to the minimum fracture moment of the average diameter bone (200 Nm). Karpf
et al. [
34] have shown, by means of a simplified two-dimensional plastic model of the tibia, that concentrated loads on the distal shaft of the tibia will result in stress patterns identical to those expected for boot-top fractures. They further reported that the use of a higher boot shaft design, that distributes the load in a broad pattern, results in lower stress loadings on the tibial shaft. Other authors [
35] have studied the effect of the height and of the stiffness of the ski-boot on injuries. In particular, Lyle
et al. [
36] reported the optimal ski-boot stiffness for the prevention of boot-top fractures. Using a computer model they have concluded that an optimal design should permit application of the force near the knee, as far up the lower leg as possible. They also reported that the force must be distributed over a larger width as possible, in order to avoid the crushing of the bone and injuries to the soft tissue. They also suggest that a stiffer flex should be used in order to obtain greater control since a higher shaft minimizes the maximum bending moment. The optimal height of the boot is a controversial topic since other authors claim that high ski-boots are more dangerous for knee injuries and boot-top fractures [
37].
Senner [
38] has developed, together with Lange Ski-Boots, a flexible rear spoiler able to decrease ACL injuries. The rear spoiler flexes only when the backward moment exceeds a certain threshold value, yielding of only a few degrees. The results of his studies indicate that a flexible rear spoiler permits a reduction in tension forces on the ACL and the yielding may also produce positive effects on muscles. The data obtained by Senner have been used by Van den Bogert [
39] to build a computational model to study the effect of ski-boot design on knee ligament injuries. The effect of the lateral inclination was also studied by Senner
et al. [
40] concluding that canting settings are able to reduce the misalignment but only by about 10%. Increased ski-boot canting settings would therefore be desirable. Knee kinematic studies have also shown [
40] that rotational misalignment could not be linked to any significant increase in injury risk.
Ski-boot manufacturers generally sell ski-boots with a Flex-Index value that describes the flexural stiffness of the boot. The Flex-Index was first introduced by Salomon and is generally used by all the producers [
10]. However, no information on the test method and on the type of test bench is provided by ski-boot manufacturers. Moreover, the testing temperature (that has a consistent effect on boot stiffness) is not reported by any producer when providing a Flex-Index value. A method for the determination of the force needed to flex a ski-boot has been reported by Reichel
et al. [
41] using a test bench. A prosthesis (
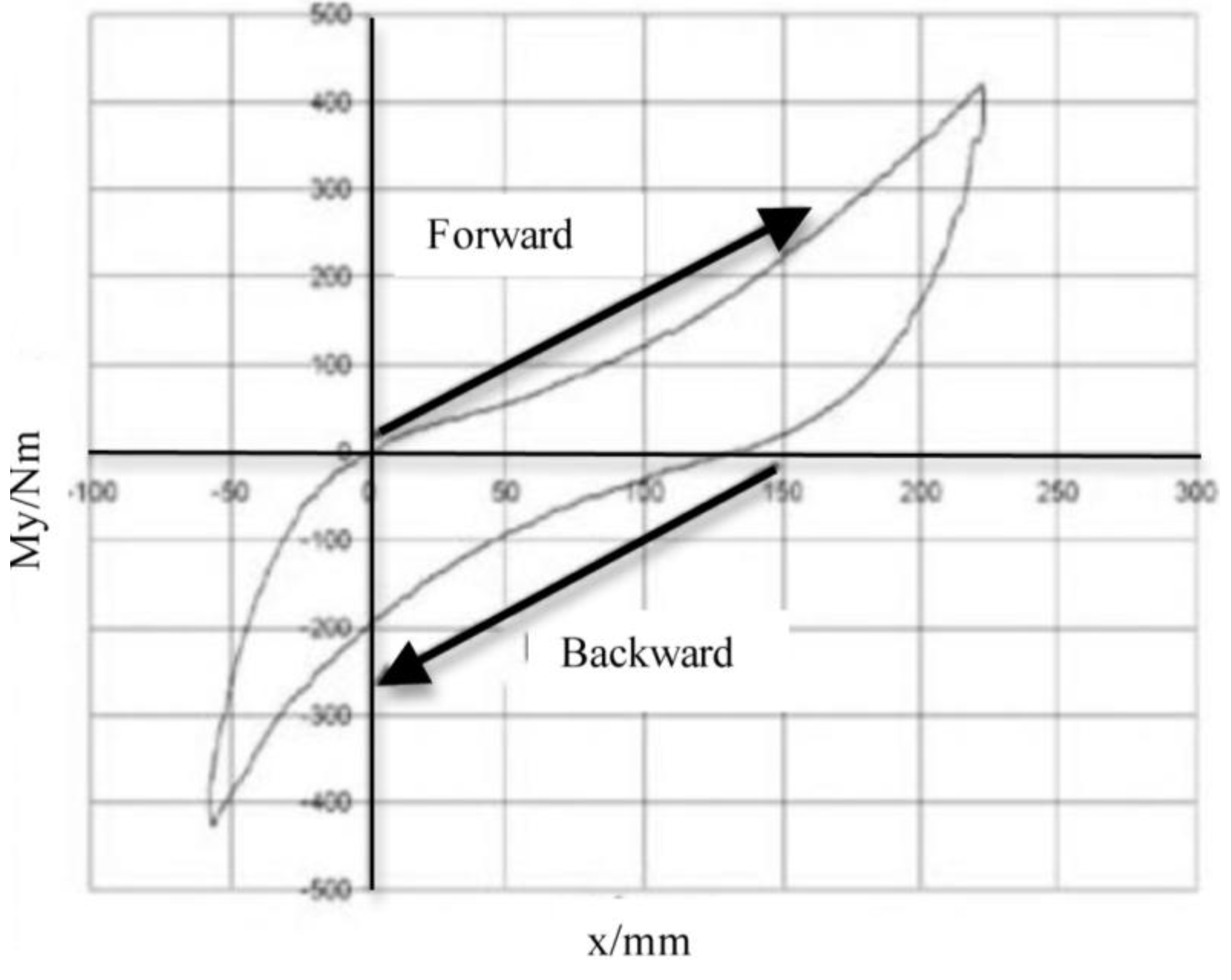
Figure 11) has been manufactured with a specially designed ankle joint. The displacement has been measured by a path measurement sensor while the applied force has been measured by a load cell (
Figure 12). A hysteresis curve has been obtained flexing forward and backward the ski-boot (
Figure 13). The boot has been fixed with angles of 0° and 20° with respect to the applied force. The results obtained point out that the anatomically designed prosthesis is able to perform measurements with higher reproducibility and with the possibility to apply forces in all directions, while with a standard uniaxial-hinged prosthesis this is not possible.
Figure 11.
Prosthesis for ski-boot test bench (from reference [
41]).
Figure 11.
Prosthesis for ski-boot test bench (from reference [
41]).
Figure 12.
Ski-boot test bench (from reference [
41]).
Figure 12.
Ski-boot test bench (from reference [
41]).
Figure 13.
Force-displacement curves obtained with a ski-boot test bench (from reference [
41]).
Figure 13.
Force-displacement curves obtained with a ski-boot test bench (from reference [
41]).
Other studies have been conducted for the preparation of test benches and lower leg prosthesis in order to define a test method and an apparatus for the measure of hysteresis flex curves [
42,
43,
44]. However, Bonjour
et al. [
45] report that several problems still need to be solved for the development of a standardized test method for the measure of ski-boot stiffness. In particular, in their opinion, only the stiffness of the boot/leg pair is measurable and different results will be obtained with different legs and therefore different prosthesis. Nordica ski-boot manufacturer has presented a method to determine the progressivity of the flex using a test bench able to measure the force-displacement curves. However, no details on the method have been reported in their press-release [
46]. In our opinion, the lack of a standardized method for the determination of the flex is a major issue in the correct choice of the ski-boot and in the comparison of the properties of ski-boots made by different manufacturers. A method that compares the stiffness of ski-boots at different temperatures is therefore fundamental not only for scientists working on ski-boot development but also for consumers. Another shortcoming in the test procedures for ski-boots is the absence of a method for the measure of the rebound speed of the boot after it has been flexed during the turning action. Indeed, the return speed has an important effect on the ski-boots performances. In particular, if the elastic rebound is too slow, the cuff may not be back in time in the neutral position for the following turn or to adsorb an obstacle. On the contrary, if the return speed is too fast it can transmit a backward force to the skier, thus compromising its balance. The return speed is governed by ski-boot design and type of plastic, as will be described in
Section 4. Therefore, a standardized method for the determination of the rebound speed is also needed for the development of more efficient ski-boots.
4. Materials Used for Structural Parts
Several materials are used for the construction of ski-boots [
49]. Even if in some cases the choice of the material is made on economic and aesthetic bases, nevertheless, all the materials should comply with several important features:
- -
Be resistant at impacts at low temperature.
- -
Have a long-term stability to thermal and UV aging and to hydrolysis.
- -
Must return to the original position after being flexed.
- -
Have optimal viscoelastic properties to obtain a progressive flex and an optimized rebound.
- -
Resist to scratch and to punching.
- -
Should not become too stiff at low temperature.
Additional important parameters in the choice of the appropriate materials are the density, the transparency and the dye-ability. For these reasons, the “ideal” plastic to be used for ski-boots should be lightweight, have the optimal visco-elastic properties, be resistant to impacts and degradation and maintain the same optimal properties in the widest range of temperatures. There is no single material that completely fulfills all the characteristics reported above and that is clearly superior to the others in every aspect. In several cases, different materials are used for the shell, the cuff and, if present, for the tongue. The optimal type of material must be chosen accordingly to the type of skiing discipline (racing, freestyle, recreational, moguls
etc.) and of the skier (weight, physical characteristics, skiing technique
etc.). Generally, the choice of the proper material is performed with a trial and error procedure using on-snow tests with professional skiers. However, in the last few years, test benches for the measure of the flexural behavior, FEM computer aided simulation and dynamical mechanical thermal analysis (DMTA) have been used for the determination of the optimal material for the different part of the ski-boot as will be discussed in the following. According to ski-boots producers [
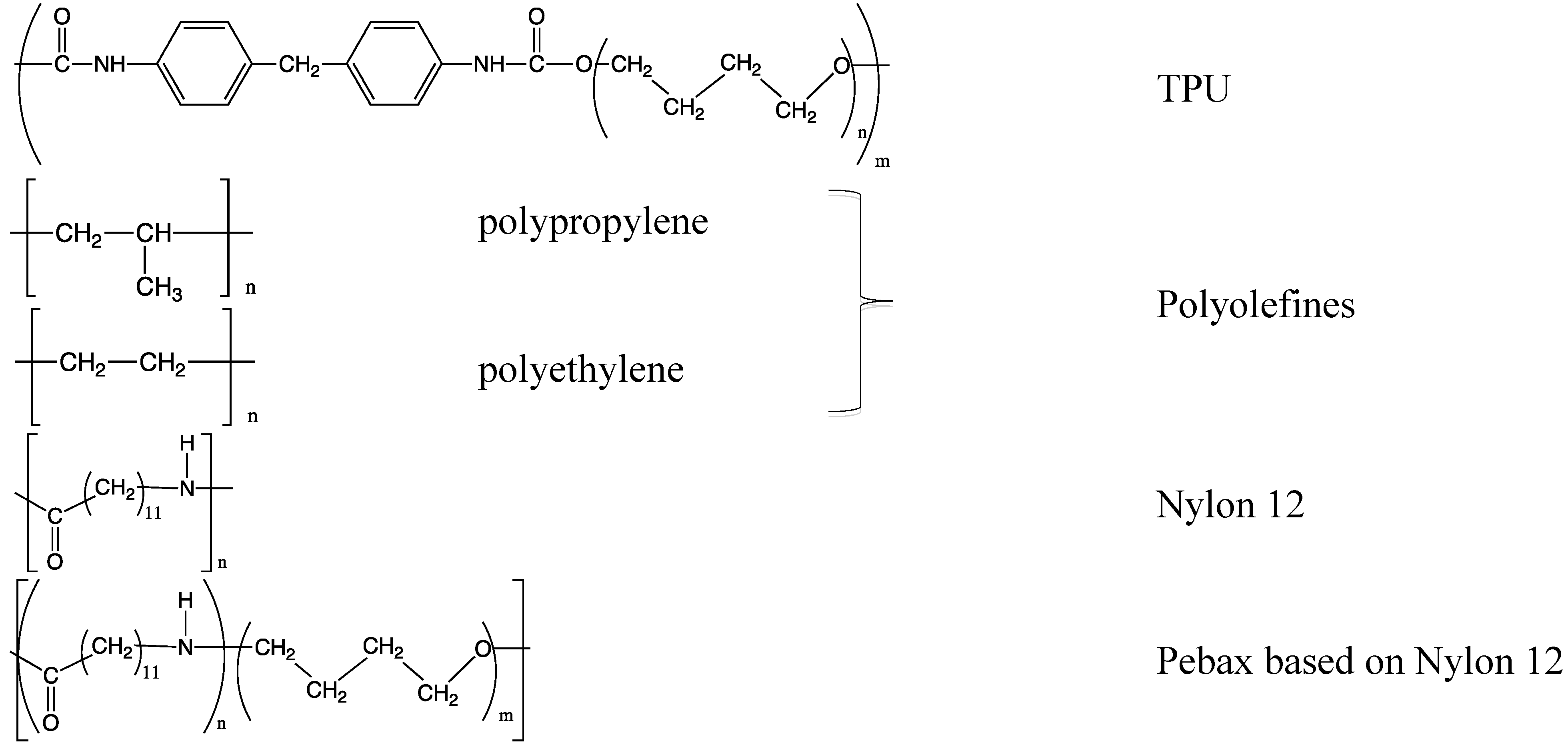
50], the main classes of materials used for ski-boots are thermoplastic polyurethanes (TPU), polyolefin copolymers, polyamide (Nylon) and polyamide-polyether block copolymers (Pebax) (
Figure 14).
Figure 14.
Polymers used for the production of ski-boot shell and cuff.
Figure 14.
Polymers used for the production of ski-boot shell and cuff.
A statistical analysis of the plastics used for the models present in the catalogue of one of the largest ski-boots producers (Salomon [
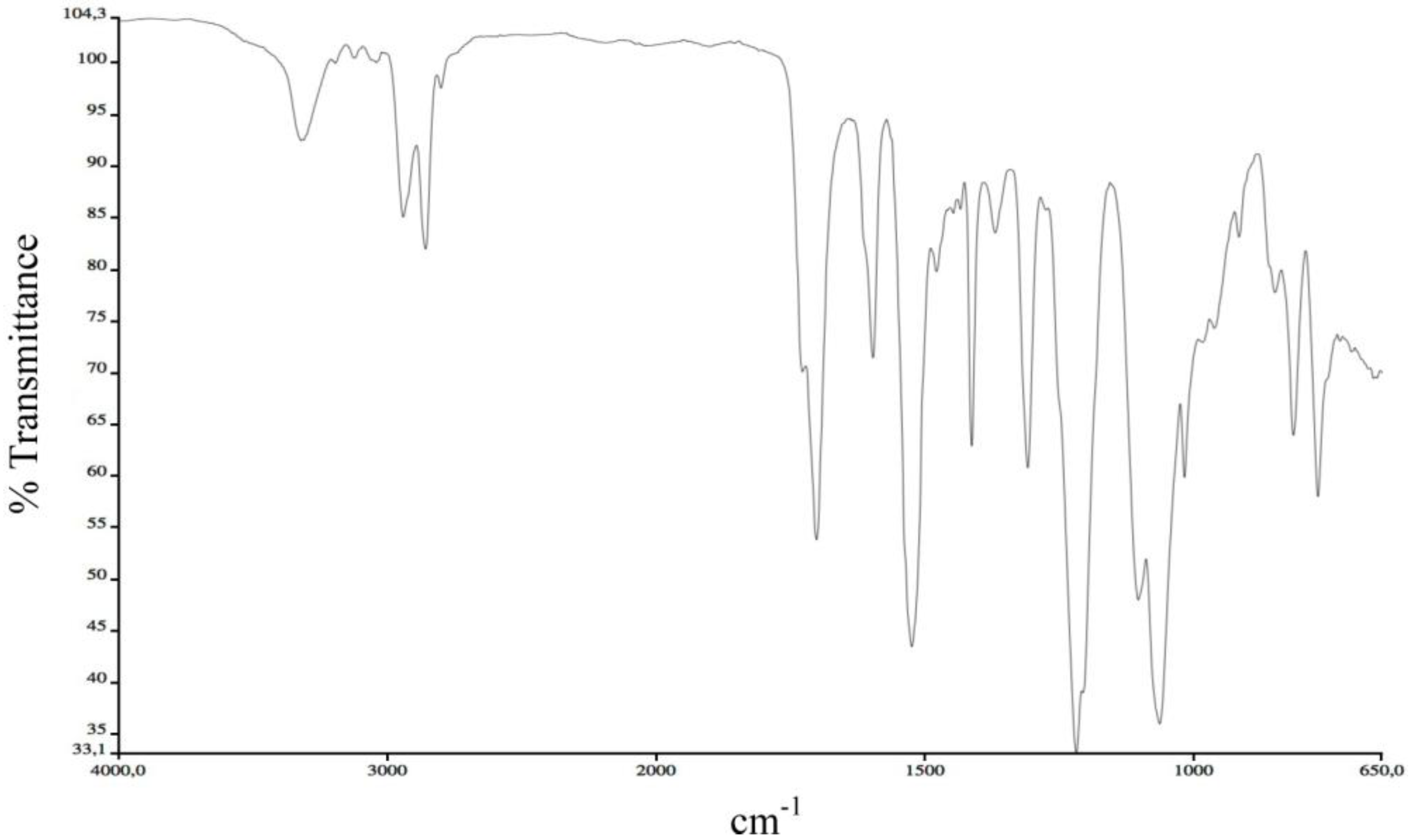
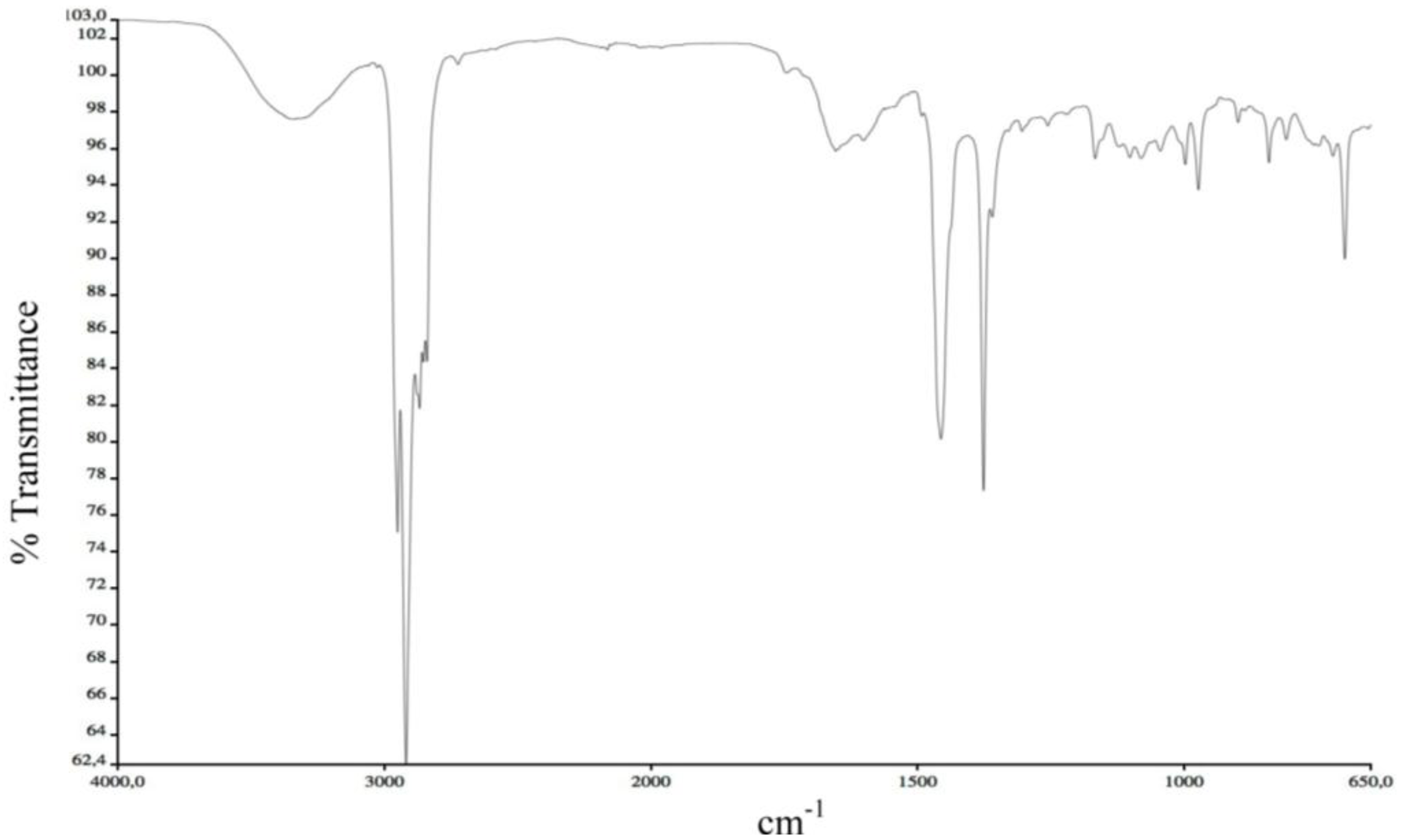
50]) indicates that polyurethanes and polyolefines are the most used materials. In particular, 74% of the male models are made of polyurethanes, 11% of polyolefines, 11% of both polyurethanes and polyolefines and the remaining 4% of Pebax. These results have been confirmed by the analysis performed with a Fourier Transform Infrared (FTIR) instrument (Perkin Elmer Spectrum One), equipped with an Attenuated Total Reflectance (ATR) detector (that permits to directly measure the chemical composition of the plastics of the ski-boot) of the models commercialized by a major ski-boot producer (Calzaturificio Dalbello). In particular, the peaks at 1699 and 1727 cm
−1 were used to identify the polyurethane based materials (
Figure 15), the peaks at 1456 and 1439 cm
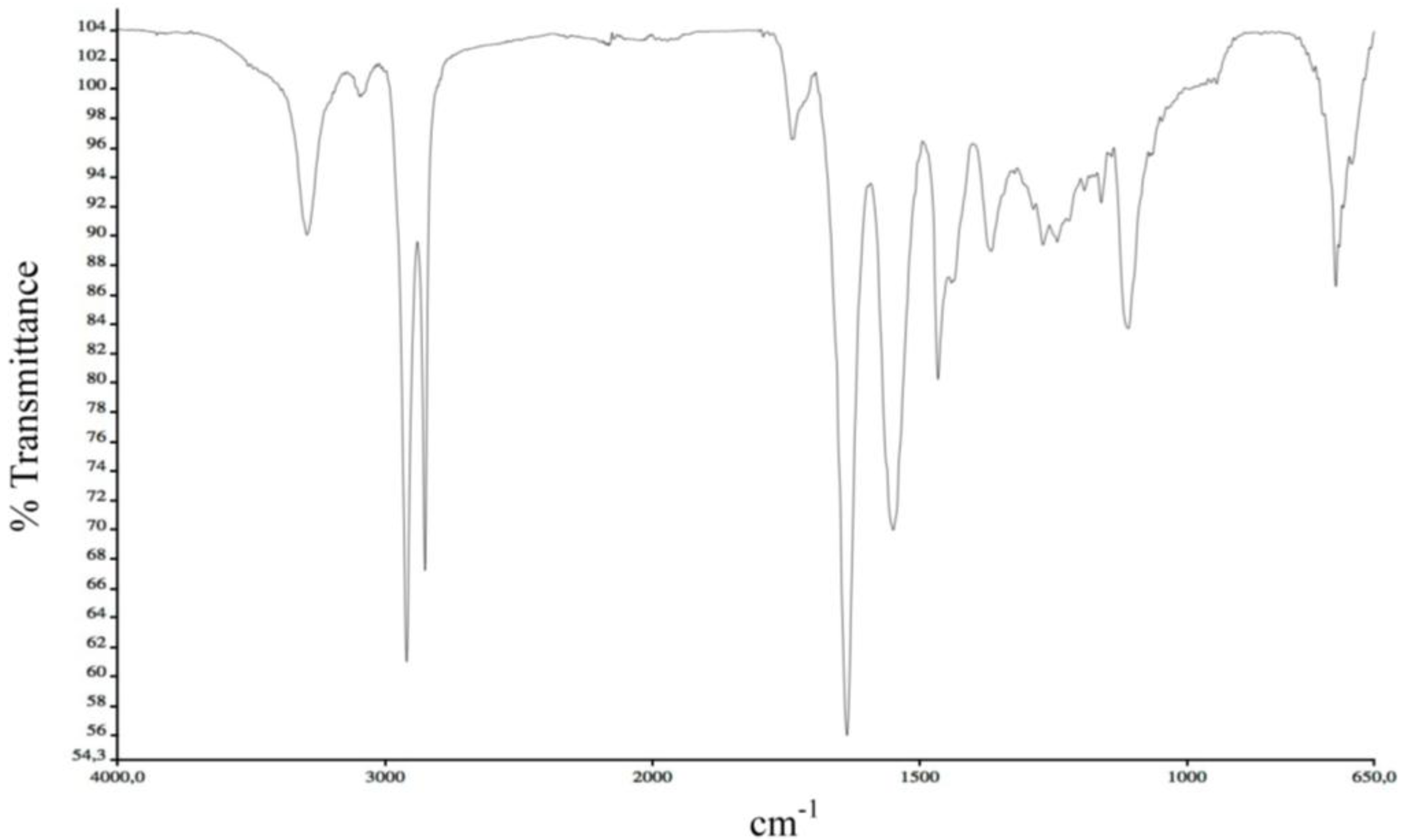
−1 were used to identify polyolefin based materials (
Figure 16), the peaks at 1635 and 1552 cm
−1 were used to identify polyamide based materials (
Figure 17).
Figure 15.
FITR analysis of a polyurethane based material.
Figure 15.
FITR analysis of a polyurethane based material.
Figure 16.
FITR analysis of a polyolefin based material.
Figure 16.
FITR analysis of a polyolefin based material.
Figure 17.
FITR analysis of a polyamide based material.
Figure 17.
FITR analysis of a polyamide based material.
FTIR results on Dalbello ski-boots indicates that 72% of male ski-boots models are made of polyurethanes, 25% of polyolefines and the remaining 3% of Pebax. For both producers (Dalbello and Salomon) the models made of Pebax are commercialized as ski-mountaineering boots and are provided with a ski-walk mechanism and a rubber sole. A larger number of models made in polyolefines are used for women and junior ski-boots. In particular, the women models made completely or partially in polyolefines are 57% for Salomon [
50] and 52% for Dalbello while for junior ski-boots the percentage is even larger (82% for Salomon [
50] and 88% for Dalbello). The reason for these differences among male, female and junior models is connected with the viscoelastic and physical properties of the plastics (as will be explained in the following) and in some cases with the price of the plastic materials. Indeed, polyolefines (that are commodity plastics and cheaper than TPU) are used for less expensive models.
TPUs can have different chemical compositions of both the urethane block and of the soft block. FTIR analysis has shown that the two most used soft blocks are polyether (e.g., poly(butyleneglycol) and poly(ethyleneglycol)) and polyester. In some cases, ski-boot producers refer in their catalogues to TPUs made with different soft blocks, simply (and erroneously) as polyethers and polyesters. Methylene diphenyl diisocyanate (MDI) is the most used monomer for the preparation of the aromatic urethane block. The presence of blocks derived from MDI has been confirmed by FTIR analysis due to the presence of a peak at 1595 cm
−1. Polyethylene and polypropylene are the two most used polyolefines and are often used in blend with synthetic rubbers such as SBR (styrene-butadiene block copolymers) and SEBS (styrene-ethylene-butadiene-styrene block copolymers). The presence of styrene based units has been confirmed by FTIR due to the presence of signals at 1643 and 698 cm
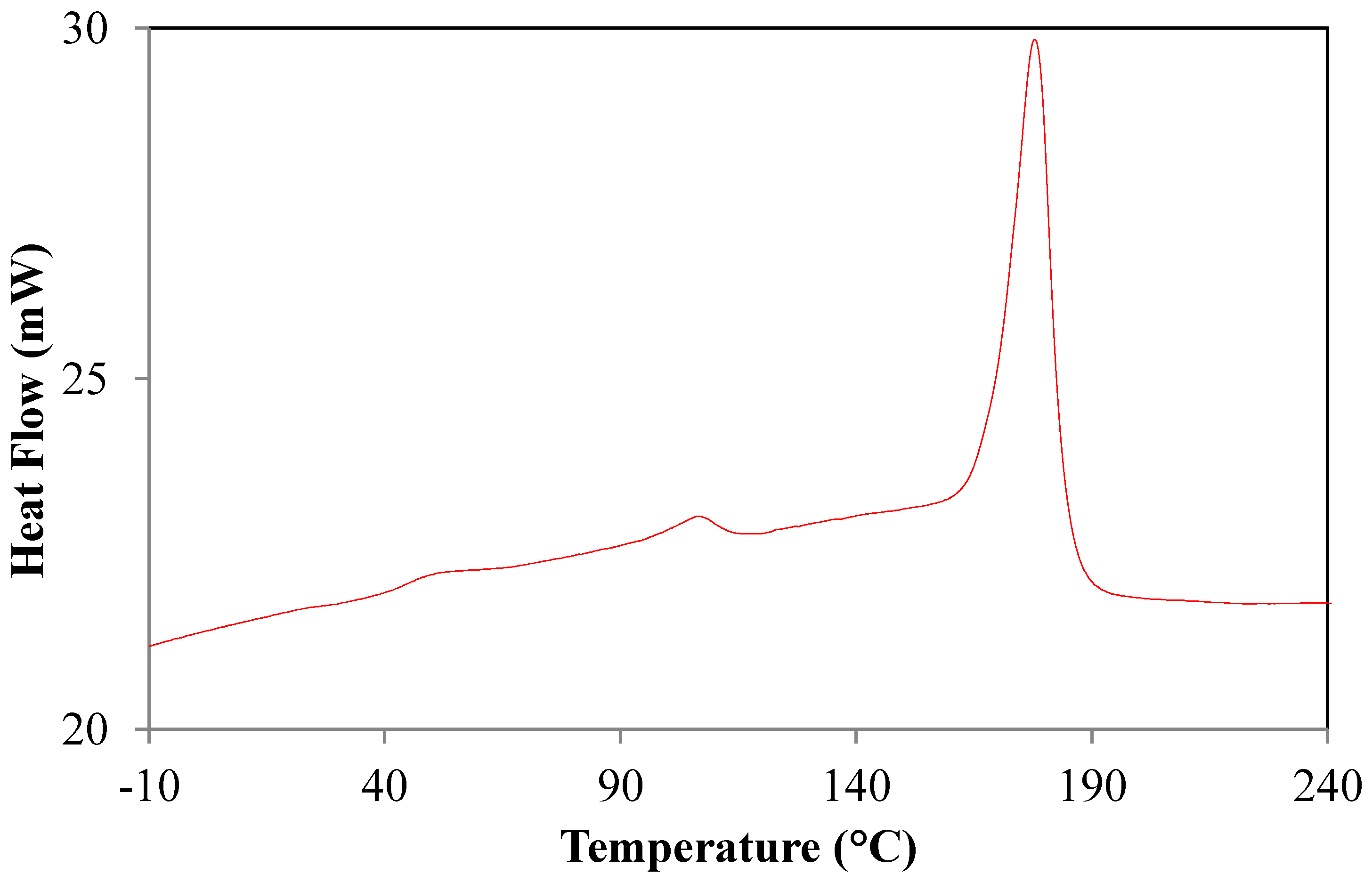
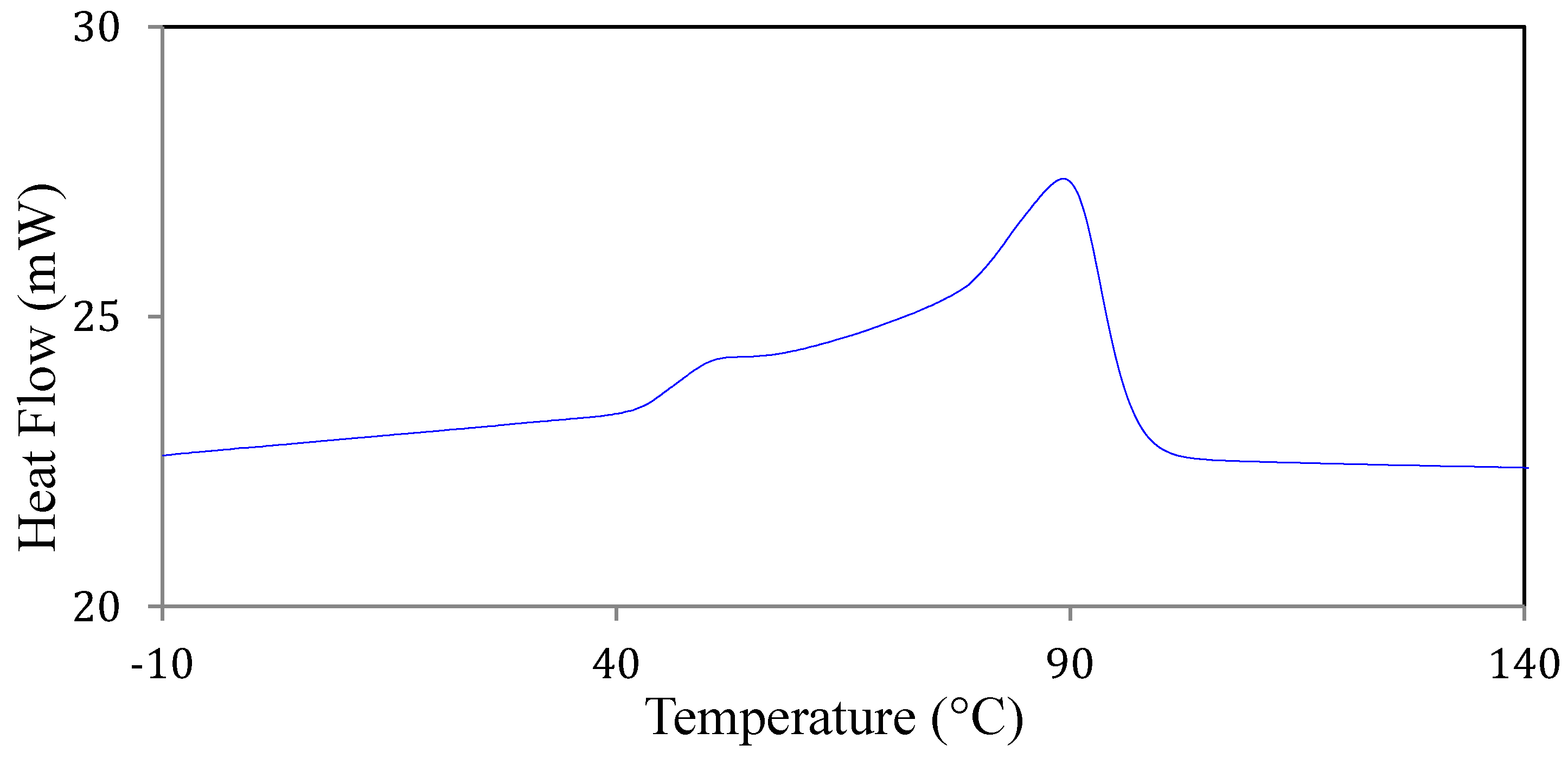
−1 ascribable to styrene groups. The most used polyamide is Nylon 12, since it presents the best fatigue properties, lower density and lower water absorption with respect to the most common polyamides, such as Nylon 6 and Nylon 6.6. Pebax is a block copolymer of Nylon 12 with an ether soft block. The chemical structure of the polyamide have been confirmed by differential scanning calorimetry analysis (DSC) analysis since the material presented a melting temperature of 175 °C, that is typical of polyamide 12 (
Figure 18). The presence of the soft blocks or of plasticizers is needed in order to obtain materials with the desired elastic modulus and low temperature impact resistance. Nylon 12 can be obtained not only from fossil fuels but also from renewable resources (in particular, castor oil) thus decreasing the carbon footprint of the material [
51].
Figure 18.
DSC analysis of a polyamide based material used for ski-boots.
Figure 18.
DSC analysis of a polyamide based material used for ski-boots.
The first property of the plastic to be taken into account when designing a ski-boot is the low temperature impact resistance (
Table 2). Petrone
et al. [
52,
53] have studied the effect of the impact of a ski-boot against different obstacles. Kinematic data have been collected by means of a stereo-photogrammetric system. The peak values of impact loads have been measured using load cells and accelerometers, against different types of obstacles and kick directions. The highest values of kicking velocity and impact force have been obtained with toe kicks. Impact tests using a drop tower have also been performed. The drop tower tests showed that an energy higher than 43.5 J for shell only and of 214.7 J with a dummy foot inserted are necessary to break the ski-boot at −20 °C. The impact resistance of plastic materials is measured using Charpy (ISO 179) and Izod (ASTM D256) methods with notched samples (since the breaking of the plastic is normally started by the presence of cut and imperfections on the surface). The choice of Charpy or Izod methods is performed randomly by plastic producers and a direct conversion of the values obtained with one method to the other, by a conversion factor, is not possible. The impact resistance of the classes of materials used for ski-boots can be strongly decreased by UV degradation or hydrolysis, since the degradation produces a decrease of the molecular weight of the polymer backbone. Below a certain threshold molecular weight the materials become brittle at low temperature. For this reason, UV and hydrolysis stabilizers are added to the materials used for ski-boots. Old models without stabilizers suffered from unexpected brittle failures. However, up until now no data have been reported in the literature regarding the effect of aging on impact resistance of ski-boots.
Table 2.
Properties of the most used thermoplastic materials for ski-boots shell and cuff [
54,
55,
56,
57].
Table 2.
Properties of the most used thermoplastic materials for ski-boots shell and cuff [54,55,56,57].
| Material | Elastic modulus at 23 °C [Mpa] | Elastic modulus at 0 °C [MPa] | Elastic modulus at −20 °C [MPa] | Hardness Shore D | Impact Resistance | Density [g/cm3] | Melting Temp [°C] | HDT [°C] |
|---|
| TPU | 200 | 490 | 970 | 60 | Charpy 16 kJ/m2 | 1.18 | 230 | 62 |
| Polyolefin | 270 | 387 | 857 | 52 | Izod 105 J/m | 0.89 | 140 | 75 |
| Nylon 12 | 450 | 846 | 1113 | 64 | Charpy 8 kJ/m2 | 1.01 | 178 | 115 |
| Pebax | 390 | 741 | 1000 | 69 | Charpy no break | 1.01 | 172 | 97 |
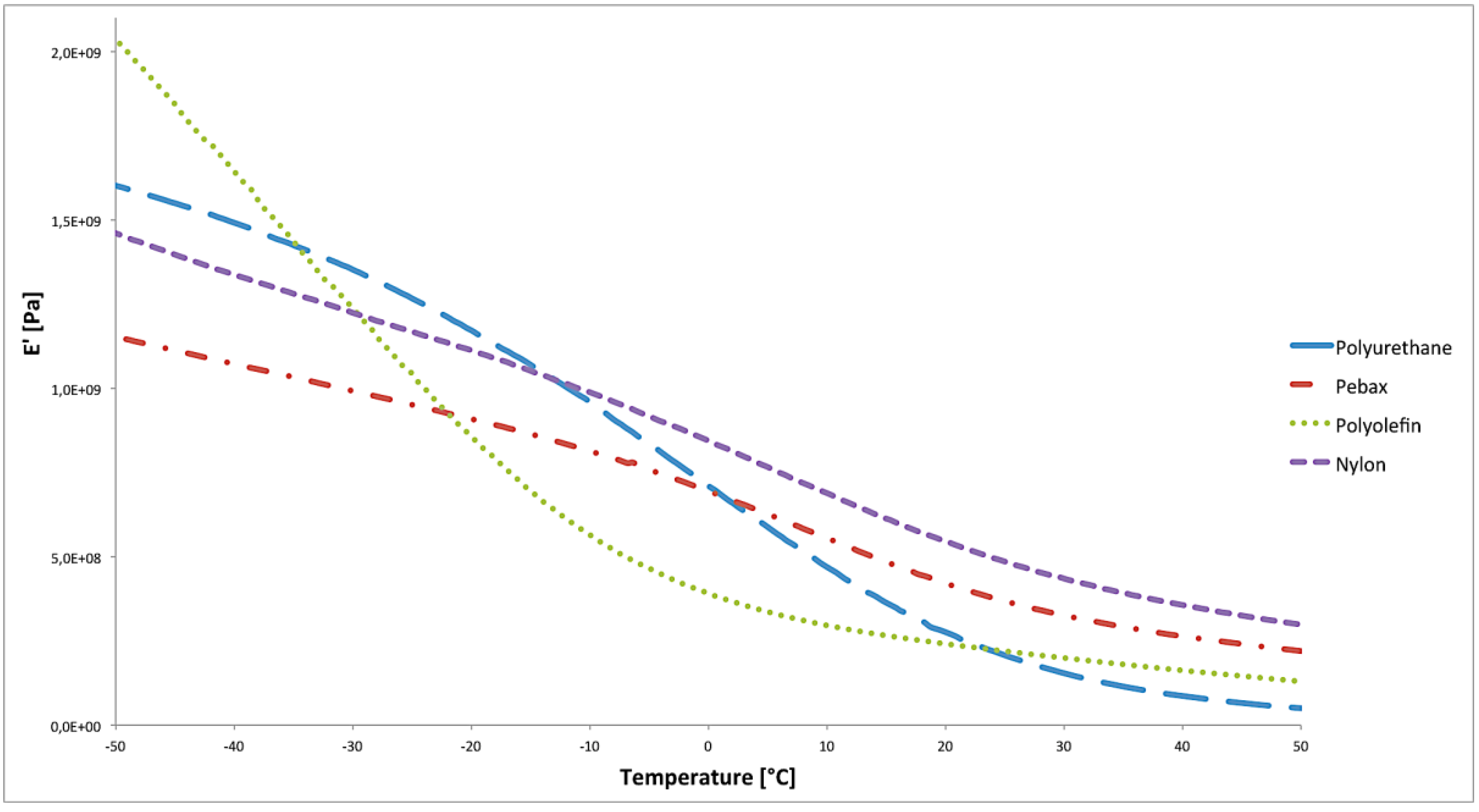
The second important parameter to be taken into account is the elastic modulus measured by ISO 178 (for flexural modulus) and ISO 527 (for tensile modulus). The test specimens should be conditioned according to ISO 291 since it is well known that the elastic modulus depends on the conditioning (relative humidity and temperature) of the plastic materials. The standard conditioning temperature is 23 °C at 50% relative humidity. The materials commonly used in ski-boots have elastic modulus at 23 °C comprised between 100 and 500 MPa, even if in certain parts of the boot (for example, the back section of the cuff) more rigid plastics can be sometimes used. An indirect measure of the modulus can be performed by Shore D hardness measurements. This technique provides a quick and easy indication of the stiffness of the plastic directly on the ski-boot and for this reason is widely used by ski-boot manufacturers. The analysis of the hardness of materials used by a ski-boot manufacturer (Calzaturificio Dalbello) shows that the hardness is always between 62 (for race boots) and 52 (for rental and junior models) Shore D, measured at 23 °C. The elastic modulus to be used depends on the thickness of the shell and cuff and on the desired flex and comfort of the boot. However, it is not only important to take into account the elastic modulus at room temperature but it is probably most important to consider the modulus increase when the temperature is lowered. As previously discussed, the flex stiffness of a ski-boot depends on the geometry (thickness of the plastic and design) and on the stiffness of the plastic used. Since the sport of skiing is performed at temperatures that are not constant and can be as low as −40 °C, it is clear the need for a material that does not change too much its stiffness in order to have a ski-boot with a more uniform behavior in different skiing conditions. All plastic materials become stiffer as temperatures decrease due to the reduced mobility of the polymer chains. However, the increase in stiffness depends on the chemical structure of the repeating unit of the polymeric materials. Moreover, inside a class of materials, different crystallinities and molecular weights can produce different behaviors. The data reported in
Table 2 show how polyamide based materials (Nylon and Pebax) suffer of less stiffening with respect to polyurethanes and to polyolefines (that suffer of the most consistent stiffening among the materials used in ski-boots).
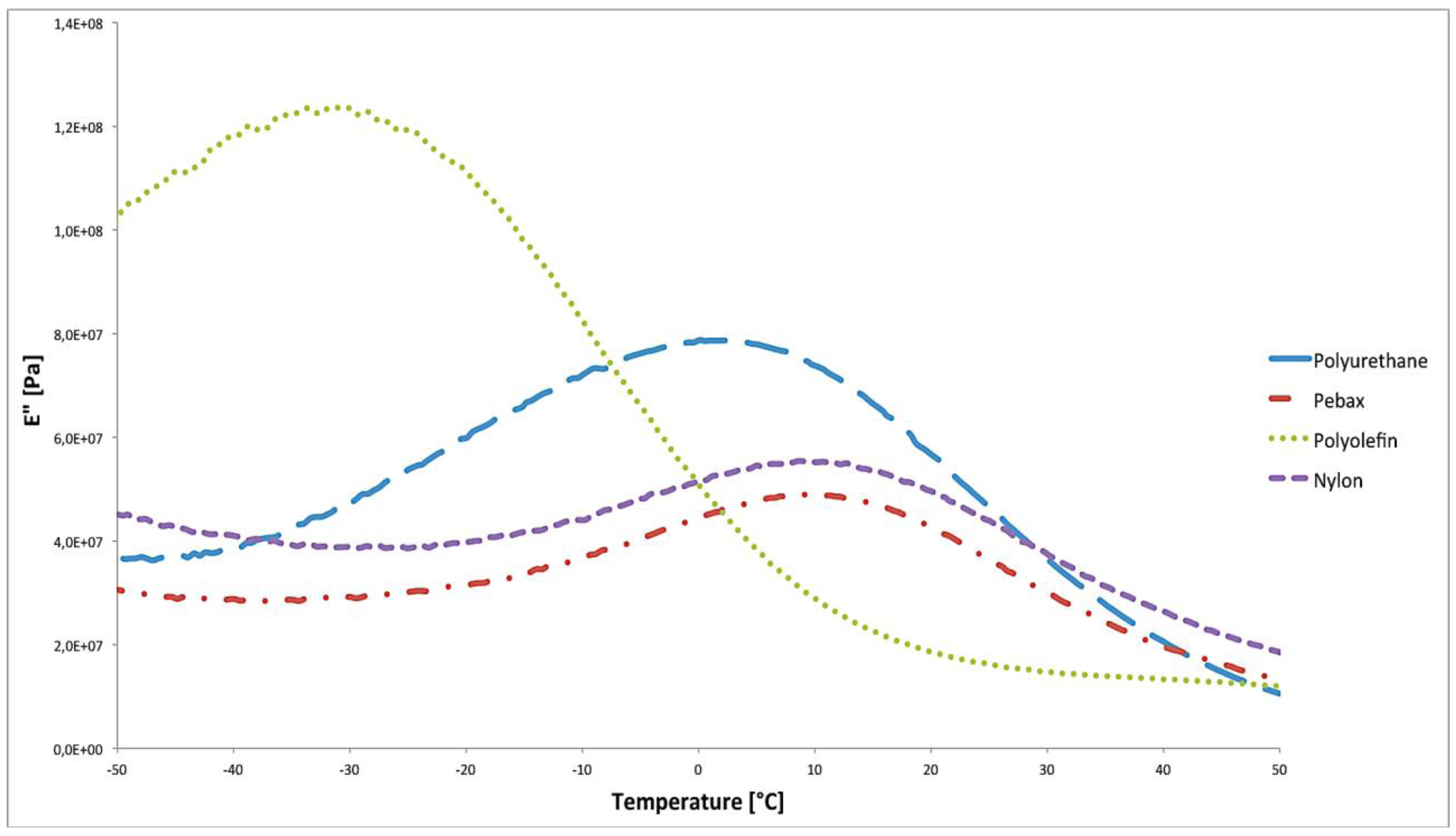
Recently, dynamical mechanical thermal analysis (DMTA) has been used as a tool for measuring increases in stiffness of plastic materials used for sport equipment and also to study the effect of degradation on elastic modulus [
58,
59,
60]. This analysis is performed applying an oscillating force to the material that can simulate the effect of the cyclic forces applied by the skier on the ski-boot during the skiing action. Several important data can be obtained from this analysis. In particular, from the component in phase with the applied force it is possible to measure the elastic modulus E’ (elastic component) while using the component not in phase it is possible to measure the loss modulus E” (viscous component) [
61]. The elastic and loss modulus (measured at 1 Hz frequency) dependence over temperature for the four most used plastic materials are reported in
Figure 19 and
Figure 20 [
59].
Figure 19.
Storage modulus of plastic used for ski-boots shell and cuff, measured at 1 Hz.
Figure 19.
Storage modulus of plastic used for ski-boots shell and cuff, measured at 1 Hz.
The ratio between E’ and E” is called tanδ and gives an indication of the damping behavior of the material. The higher E” and tanδ, the less elastic is the material and the longer the time needed to return to the initial position after the flex of the ski-boot during a skiing turn (viscous behavior). For this reason, materials such as polyamides, with low E” and tanδ values, are used for the tongue of
Cabrio design, since a more damping material would not have the spring-like behavior necessary to return the boot to the initial position after the bending of the tongue that gives the turning impulse to the ski [
62]. On the contrary, materials with higher E” and tanδ are able to dampen more efficiently the shocks that are applied to the ski-boot during skiing on a rough surface, thus allowing a more relaxed skiing. For the same reason a racing ski-boot cannot be made of Pebax or Nylon since the vibration generated at high speed are not damped by the material. Moreover, the elastic rebound could be too fast, thus compromising the balance of the skier. For this reason, all racing boots are made of TPU (generally with polyether soft segments) that has good damping and an optimal rebound speed. The DMTA results in
Figure 19 and
Figure 20 provide a better understanding in the choice of materials for cuff and shell made by ski-boots producers. For example, high level ski-boots (commercialized with Flex-Index higher than 110) are made of TPU that has the best visco-elastic behavior while polyolefines are generally used for recreational and junior boots, which need more damping. Moreover, as will be reported in the following, polyolefines have a lower scratch resistance with respect to TPU and also for this reason are generally not used for high-performance and expensive ski-boots.
Figure 20.
Loss modulus of plastic used for ski-boots shell and cuff, measured at 1 Hz.
Figure 20.
Loss modulus of plastic used for ski-boots shell and cuff, measured at 1 Hz.
DMTA analysis has been used for the determination of the damping of skis [
60]. This study has shown that the behavior of the ski is strongly influenced by the polymeric top-sheet of the ski. In particular, materials that showed a strong damping at 0 °C, as measured by DMTA analysis, provide the best skiing behavior. The effect of different frequencies has also been analyzed and a finite element analysis has been conducted with good correlation between experimental results and DMTA data [
60]. On the contrary, a specific study on the damping effect of plastic on ski-boots has never been reported in the literature and correlated with DMTA data.
Another important characteristic to be taken into account when designing a ski-boot is the density of the plastic since the final weight of ski-boots strongly depends on the plastic weight. This is more important when the ski-boot is also used for up-hill walking or climbing, as for example in ski-mountaineering. The lightest plastics are polyolefines followed by Pebax and Nylon while polyurethanes present the higher density (
Table 2). A 17% decrease in weight for Pebax and Nylon boots can be expected with respect to TPU boots. The statistical analysis of the ski-mountaineering models present on the catalogue of a major ski-boot producer specialized in ski-mountaineering (S.C.A.R.P.A. [
63]) indicates that 67% are made of Pebax or Nylon, 26% of TPU and 7% of a mixture of Pebax and carbon fiber composites. The use of Nylon (that is stiffer than Pebax) permits to produce ski-boots with thinner shells and cuffs and therefore with reduced weight. For the same reason carbon fiber composites are used for ski-boots used in ski-mountaineering races [
63].
UV stability is one of the main problems of thermoplastic materials. UV degradation can produce both discoloration of the final product (with problems mainly related to aesthetics) and cleavage of the polymer backbone (that can cause a molecular weight decrease with the consequent drop of thermo-mechanical properties and low temperature impact resistance) [
64]. UV degradation is mainly due to the formation of radicals caused by the homolytic cleavage of sigma carbon-carbon bonds. This degradation can be enhanced by the presence of pigments [
64]. For example TiO
2 (that is widely used as white pigment) is well known to catalyze the UV degradation of plastics [
64]. For this reason, UV stabilizers are generally added by plastic producers. In particular, hindered amine light stabilizers (HALS or HAS) or UV adsorbers (e.g., oxanilides and benzotriazoles) are generally used [
64]. Phenolic antioxidants are generally added to the material as stabilizers for thermo-oxidative degradation (mainly generated during the injection molding process).
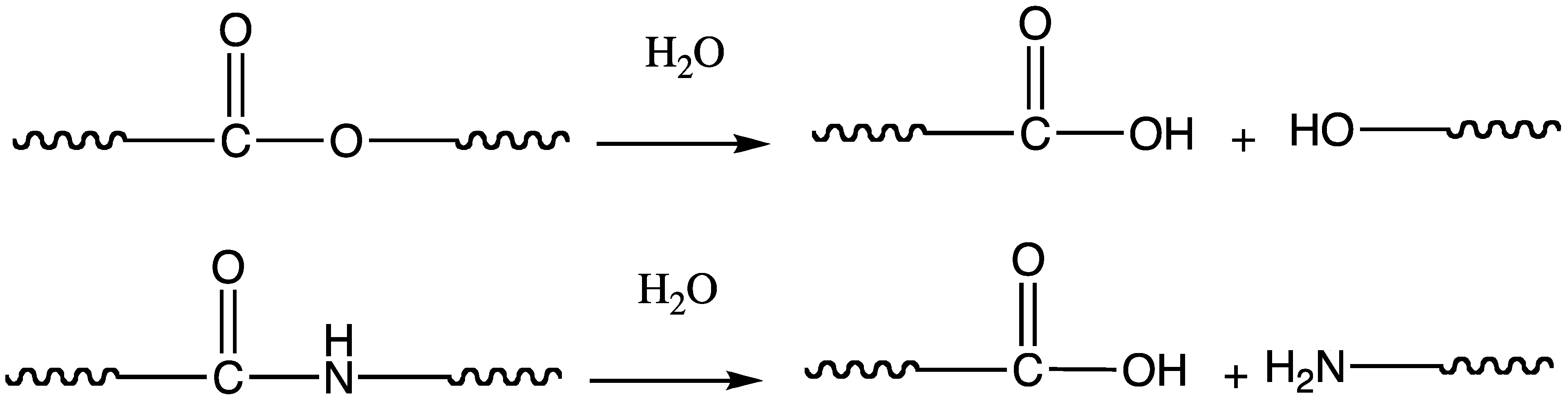
Hydrolytic stability is also a major issue for some plastics. Hydrolysis is a reaction between water and polar groups such as esters, urethanes and amides (
Figure 21) [
65]. Hydrolysis causes the cleavage of the polymer backbone and the consequent molecular weight decrease. Since polyolefines do not contain polar groups that can be hydrolyzed, normally do not suffer of this problem [
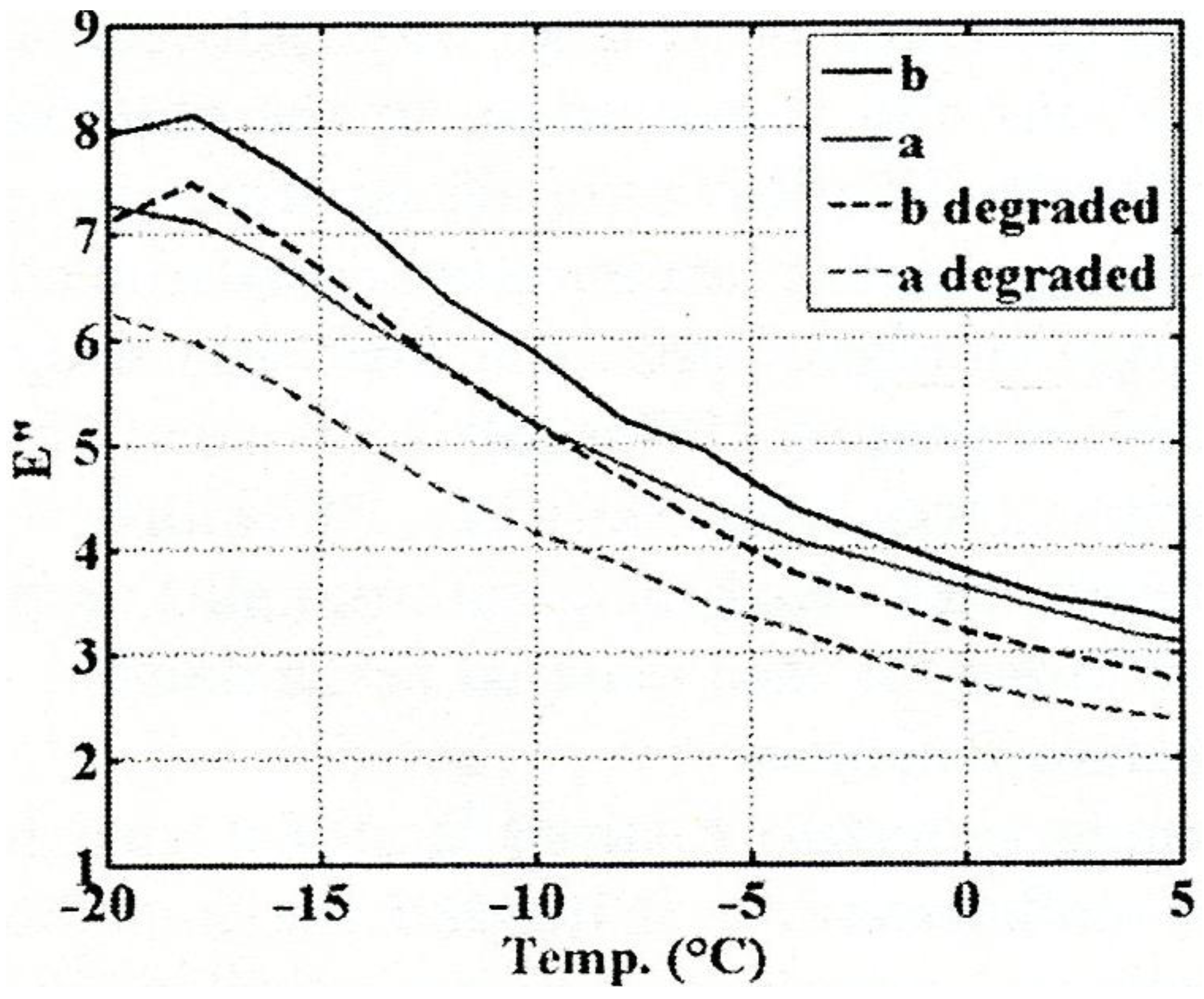
65]. For the same reason ether based polyurethanes suffer from less hydrolysis with respect to ester based polyurethanes. Hydrolysis is accelerated by temperature and, of course, by humidity. Soaking the boot in hot water for boot-fitting purposes should be avoided. The effect of degradation on plastics used for ski-boots has been reported from Parisotto
et al. [
58] by means of DMTA analysis of two Pebax samples before and after degradation in hot steam. The results obtained (
Figure 22) show a decreased modulus after degradation that can be ascribed to the decreased molecular weight due to hydrolysis and/or to water absorption. On the basis of these data it is clear the importance to store ski-boots in a dry ambient, especially if they are made of TPU, Pebax or Nylon.
Figure 21.
Hydrolysis of ester and amide functional groups.
Figure 21.
Hydrolysis of ester and amide functional groups.
The scratch and abrasion resistances of materials are also important, not only for the aesthetics, but also for the correct release of the binding. Softer plastics generally have less scratch and abrasion resistance and for this reason, according to ISO 5355, materials with shore D hardness higher than 50 must be used for the parts in contact with the binding. However, different classes of materials also present consistently different scratch resistances. In particular, polyolefines are more prone to scratch, while polyurethanes present the best scratch resistance [
66]. The scratch and abrasion resistance can be measured according to ISO standard 4649.
Figure 22.
DMTA analysis of two Pebax samples before and after degradation in hot steam water (From reference [
58]).
Figure 22.
DMTA analysis of two Pebax samples before and after degradation in hot steam water (From reference [
58]).
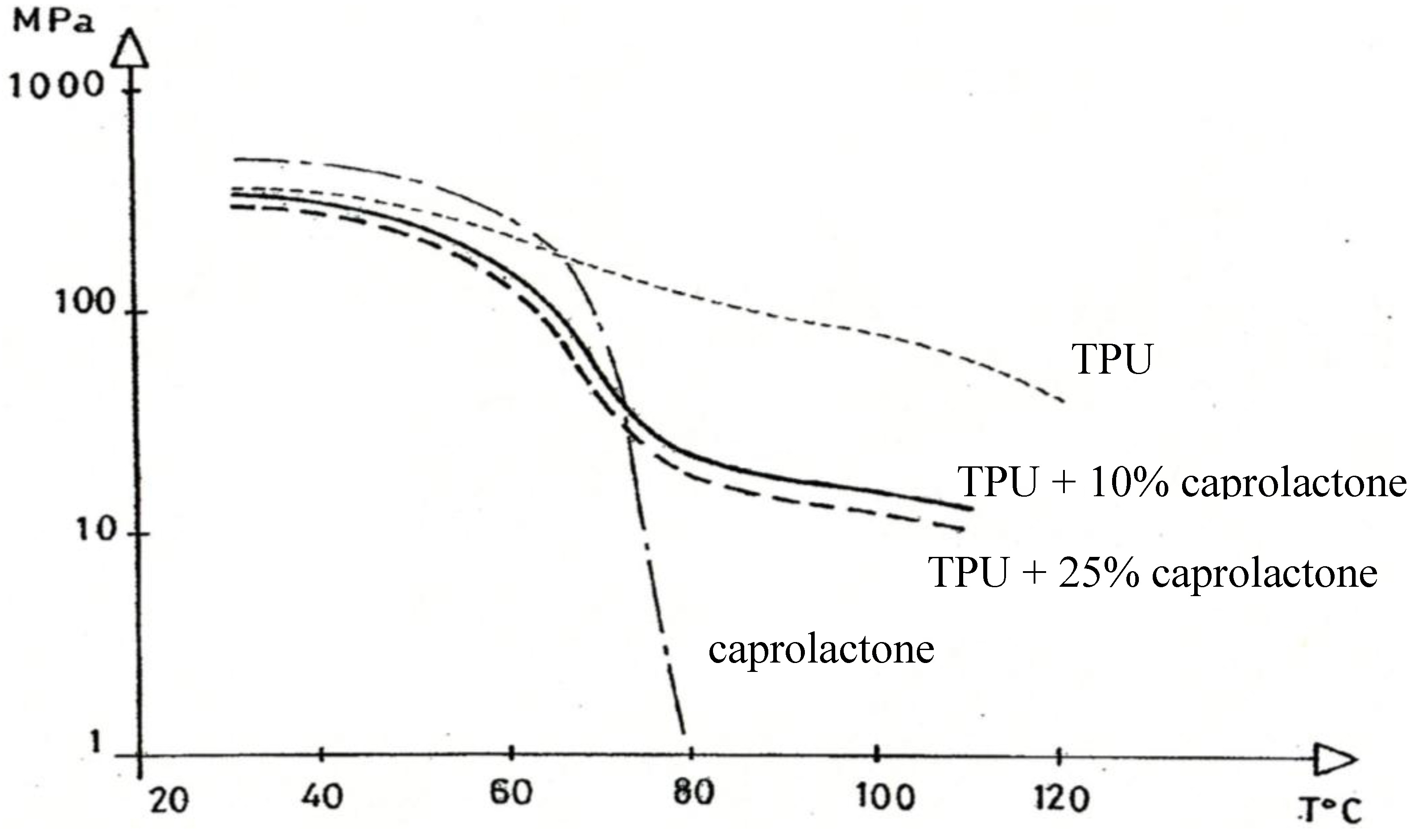
The polymeric materials used for ski-boots belong to the class of thermoplastic polymers, which means that the material can be melted and reformed since it does not have permanent cross-links as in the case of thermoset materials. For this reason, the shell and cuff of ski-boots can be completely recycled. Nevertheless, it should be taken into account that some properties can be slightly decreased during recycling due to thermally induced degradation reactions that occur during recycling. The thermoplastic character of the polymers used for ski-boots can be used to adapt the shape of the boot to the skier foot. Indeed, every foot has a different shape and pressure points can be present when a foot is inserted in a ski-boot that is not anatomically compatible with the foot. For this reason, in the recent years, ski-boot producers have developed new methods for the modification of the shape of the inner and outer part of the ski-boot. If the temperature of the shell and cuff is maintained between the melting temperature and the heat distortion temperature (HDT, the temperature at which the material can be deflected under a load of 0.45 MPa) the plastic can be deformed using pressure. If the boot is then cooled to room temperature, the deformation can be permanently maintained. This process allows adapting the shape of the boot to the shape of the skier’s foot, providing more precision in skiing and more comfort. However, the gap between the softening point and the melting point can vary depending on the type of plastics and in some case, as for example for polyolefines, can be narrow (see
Table 2) and it can be difficult to soften the material without causing its melting or even its degradation. Polyurethanes are the materials that have the largest processing window (
Table 2) but at temperatures below 80 °C strong forces could be necessary to deform the plastic. In order to prevent burning on the skier’s foot, 80 °C is the maximum temperature that can be used if the thermo-modification is made with the foot of the skier inside the boot. For this reason, new polymeric systems have been patented in order to obtain materials with an optimized softening temperature. Salomon has patented [
67] the use of a blend of polycaprolactone with polyurethane in order to decrease the softening temperature of polyurethanes. The DMTA curves in
Figure 23 show that the polymer blends present a decreased softening point without significantly affecting the stiffness below 40 °C.
Figure 23.
DMTA analysis of plastic for thermo-formable shell and cuff (adapted from US Pat Appl 20080000109).
Figure 23.
DMTA analysis of plastic for thermo-formable shell and cuff (adapted from US Pat Appl 20080000109).
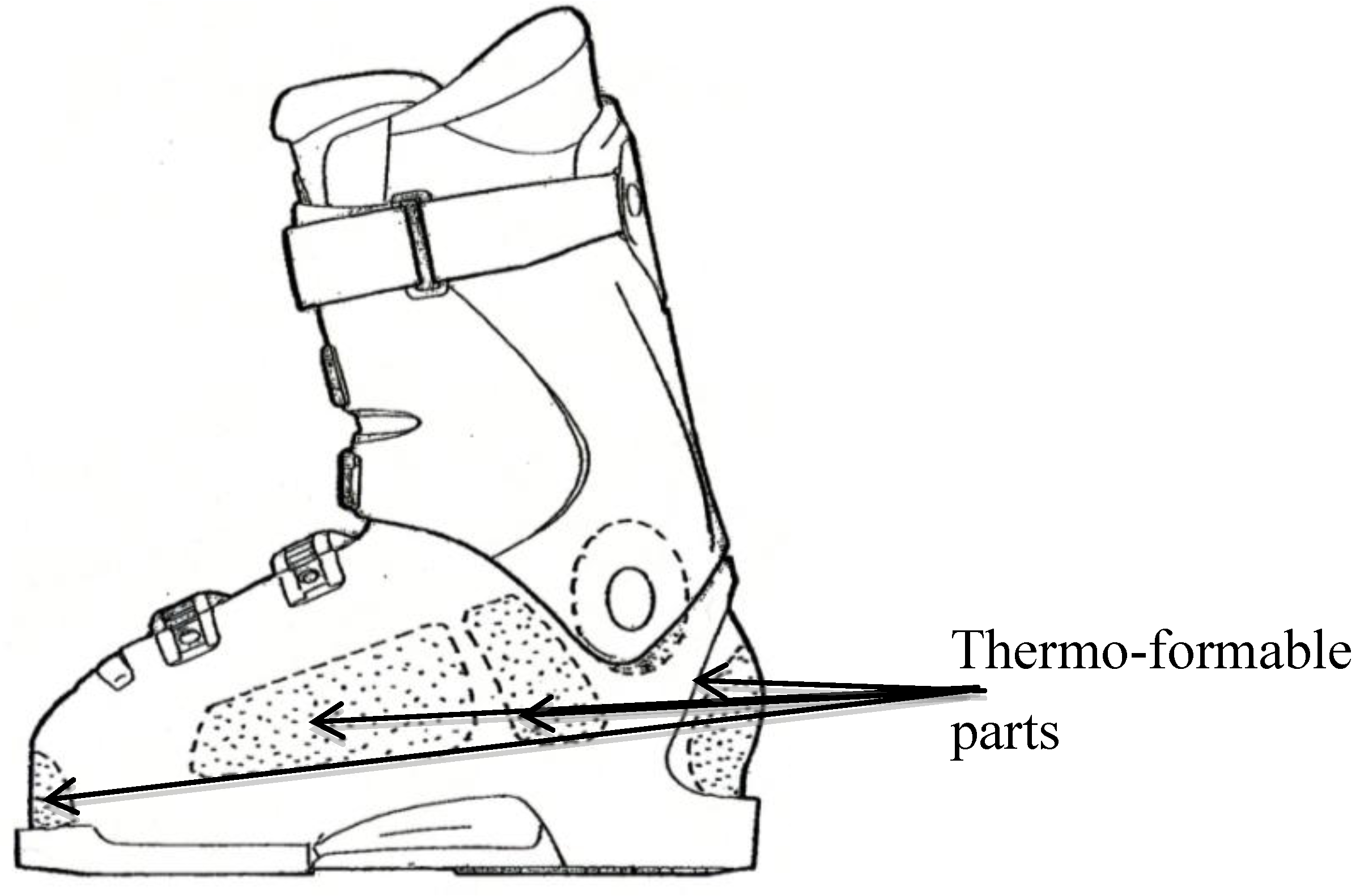
The materials with this softening behavior at 80 °C can then bi-injected in the zone where generally a point of pressure is present on the skier’s foot (
Figure 24). We have measured the amount of enlargement of the shell dimensions after thermo-formation using a Salomon Quest Max-100 size 27.5 Mondopoint. After heating at 100 °C for 15 min in a convection oven, a wooden foot prosthesis corresponding to a foot of size 28.5 was inserted. After cooling in water the prosthesis was extracted from the boot. An enlargement of 4.0 mm in the position in which the
Last is measured (
Figure 3) was observed. The boot partially returned to the initial size (2.1 mm enlargement were still present) after 30 days at 25 °C. This return can be ascribed to the well-known shape-memory effect of thermoplastic polyurethanes [
68].
Figure 24.
Ski-boot shell with thermo-formable parts.
Figure 24.
Ski-boot shell with thermo-formable parts.
More recently, Fischer has patented [
69] a blend of Nylon with a ionomer (polymer containing ionic groups) composed of a copolymer of ethylene and methacrylic acid (EMAA) to obtain a material very soft at 80 °C that could be shaped around a skier’s feet applying an external pressure with a dedicated apparatus (
Figure 25) that involves a sealed bag to produce a pressure on the ski-boot after heating.
Figure 25.
Apparatus for thermoforming ski-boot shell and cuff (adapted from US patent Appl 2010236101 [
69]).
Figure 25.
Apparatus for thermoforming ski-boot shell and cuff (adapted from US patent Appl 2010236101 [
69]).
The difference between this method and the method previously reported by Salomon lies in the fact that in this case the shell is adapted by external pressure on the skier’s foot while in the method patented by Salomon it is the foot pressure that enlarges the shell. One of the problems of this method is related to the very low elastic modulus at 80 °C needed to adapt the shell on the shape of the foot. Therefore, during the thermoforming process, the part ruled by ISO standards can suffer deformations that can be dangerous for the safe release of the boot from the binding during a fall. A study of the deformation that occurs on the sole of the boot during the thermoforming process should give important information on this point. Moreover, both methods apply the heat on the entire boot, even in the part where thermo-formation is not needed. Therefore, a method that selectively provides heat only in the points where thermo-formation is needed should be developed.
Plastic materials for cuff, shell and tongue are molded into form by the injection molding process. The process consists in melting the material and pumping it under pressure in metallic molds [
70]. Cuff and/or shell can be made of two or more materials by the use of bi-injection processes in which a first part is injected in a mold and after molding the plastic part is placed in a second mold where the second material is injected. The multi-injection is made in order to have the harder material in the part where more torsional rigidity is needed to transmit forces to the ski, while the softer material is injected in the parts where more comfort is needed. The coloration of the ski-boot can be made during the injection molding process using
Masters (polymer mixtures containing a high level of dyes) that can be easily blended with the polymer during the injection process. The direct addition of dyes into the polymer does not permit a homogeneous dispersion of the color [
70]. The dyes can have an effect on the visco-elastic properties of the plastics and therefore on the final performances of ski-boots. This is due to the nucleating effect of pigments that alters the crystallinity of the material and to the plasticizing effect of the plastic used to prepare the
Master. For this reason, ski-boots made of the same material but with different colors can have different performances.
8. Evolution, New Trends and Conclusions
The evolution of ski-boots in the last few years has been quite fast, in particular in the use of new materials and designs. This evolution has been required by the change of ski shapes and materials. For example, with the new Rocker design of skis (skis with tip and/or tail that start rising closer to the binding with respect to the point of maximum width of the sidecut) a more centered stance is needed since the unbalance of the skier’s weight forward or backward is easier due to the rockered shape of the ski base. The use of instrumented boot-boards that measure the foot pressure on the ski-boot base, combined with high-speed camera analysis, should help in the design and in the test of ski-boots with improved balance.
The evolution of ski-boots suggests that the design will be differentiated depending on the skiing discipline and on the type of skier. Preliminary results [
59] suggest that
Cabrio designed ski-boots have a more progressive flex with respect to
Overlap designed ones and therefore are more efficient for skiing disciplines, such as mogul skiing and off-piste skiing, that needs a good absorption of the roughness of the snow surface and a progressive flex. However, more studies are needed to confirm this point. In particular, tests for the measure of flex at different bending angles, with the test bench reported in the literature by Reichel
et al. [
41], should be performed. These tests should be combined with on-snow tests with sensors able to measure the cuff-shell movement during the act of skiing. This type of tests will significantly help the design of ski-boots with more progressive flex. Also, the measure of the rebound speed should be studied in detail, since the overall behavior of ski-boots is ruled by the combination of forward flex and elastic backward rebound. The analysis of the flex combined with the use of computer simulation will also help to choose the optimal plastic width of shell and cuff in order to minimize the weight and optimize the flexural and rebound behavior. The flexural tests should also lead to the determination of a standard method for the measurement of the Flex-Index that, so far, has no scientific background and is performed with different protocols and apparatus by ski-boot manufacturers. The development of a standard Flex-Index method will help not only the research and development scientists but also the ski-boot users in the choice of the most appropriate model. The lateral stiffness of ski-boots should also be studied, since it has a significant influence in skiing performances. Moreover, since both designs currently used present several drawbacks, the aim of R&D departments should be the development of ski-boots that solve those problems. For example, the development of hybrid systems, that have the progressive flex of
Cabrio design combined with the precise fit of
Overlap, should be deeply investigated. A simple method able to modify the flexural behavior of ski-boots should also be developed. Indeed, the flex is affected by plastic stiffness that is sensible to temperature changes and different flex stiffnesses are needed for different skiing disciplines (e.g., harder for racing, softer for freestyle, moguls and off-piste skiing). So far, this flex modification is possible by changing the tongue of the
Cabrio designed boots, while it is not possible for
Overlap ski-boots unless part of the material of the shell is cut [
30]. A system able to easily adapt the flex to the external conditions (temperature, type of snow, skiing discipline
etc.) should have a great impact on the ski-boot market.
The analysis of ski-boots commercialized in the last few years indicates that a larger number of ski-boots with ski-walk mechanism are present on the market with respect to the past (for Calzaturificio Dalbello [
62] 38% with respect to 15% of 10 years ago). This feature has not only been applied to ski-mountaineering boots but also to boots used by recreational skiers since it helps to walk on flat and rigid surfaces (e.g., parking lots). The use of new ski-boot soles that combines the rigidity of a traditional alpine skiing sole (with ISO alpine norm 5355) with the grip of a rubber sole is also increasing [
63]. Several ski-boots have now the possibility to interchange different soles that comply with the two ISO standards [
63]. The durability of the sole should also be studied in detail since the soft parts that provide the improved grip are more prone to wear. The study of the torsional stiffness should also be performed since the presence of soft parts can have a negative effect on lateral stiffness and therefore on the ski-edge hold on hard or iced snow.
The increased performances of ski-boots are not only due to the different designs but also to the continuous progress of the materials used for their construction. This progress is mainly attributed to three factors: lightness, performance and comfort. The use of lighter materials is fundamental in skiing disciplines that combine downhill skiing with climbing (ski-mountaineering) and in freestyle disciplines. However, lightness can be also an important factor for recreational skiers. The simplest way to reduce weight is to reduce plastic thickness. However, ski-boots with thin plastics suffer from easier breaking at low temperature and provide less thermal insulation. Therefore, a more appropriate way to decrease weight is to use materials with lower density and/or with an increased modulus/weight ratio. However, the use of very stiff materials (e.g., carbon fiber or Kevlar/polymer composites) can provide a less progressive flex and an elastic rebound that is too fast. Therefore, a proper design aided by computer simulation with the use of the multi-injection technology must be used. In this way, the stiff materials can be selectively positioned where hard and thin parts are needed, while more viscous materials can be positioned in the parts that control the flex (e.g., the tongue in Cabrio design or the back and the instep parts of the shell of Overlap design).
The choice of the materials should also be performed taking into account the stiffness increase at low temperatures. Indeed, materials that are less sensible to temperature stiffening permit skiing with the same technique and with the same effort in different climatic conditions. The effect of temperature on plastic stiffness can be studied by DMTA analysis that, as reported in
Section 4, can also provide important information on the viscous behavior (analyzing E” and tandelta) of the boot and therefore on the dynamic (elastic rebound) behavior of the boot. DMTA analysis should also help in the choice of new materials with viscous behavior, able to dampen vibrations and adsorb shocks especially in freestyle, off-piste and mogul skiing disciplines.
In the last years, a few ski-boots producers [
50,
63] have developed ski-boots with shell and cuff that can be adapted to the foot shape in order to have a precise control of the ski without pressure points on the foot. The use of materials, such as the ionomer blend developed by Fischer [
69], which significantly softens at 80 °C without degradation, helps to adapt the shape of the boot to the skier’s foot. However, it is important that the new materials retain the same visco-elastic behavior (flex and rebound) of a standard ski-boots. Moreover, the new materials should be analyzed to assess their durability. In general, more studies on the durability of all plastic materials used for ski-boots are necessary, since the low temperature impact resistance of ski-boots (that is responsible for brittle fractures) is significantly affected by the molecular weight decrease due to degradation reactions.
The Kyoto protocol and the increased attention of consumers to environmental issues are pushing the use of materials obtained from renewable resources and with a reduced carbon footprint. Examples of this search for environmentally friendly materials are already present on the market (e.g., Pebax Rnw made from castor oil [
51]) but are confined to expensive boots [
63]. Researchers should develop the same approach also on plastic materials used in larger quantities, such as polyolefines and TPUs. Every year, the chemical industry is introducing to the market new materials based on renewable resources, but so far most of them do not fulfill the strict requirements needed for the production of ski-boots with high standards of safety and performance.
The analysis of the ISO standards shows that new norms are needed to standardize the tests for the measurement of the flexural stiffness and to take into account the evolution of ski-boots in recent years.
The analysis of the data reported by ski boot producers [
62,
63] also suggests that the use of thermo-formable liners will increase. This increase is driven by the request of high performance ski-boots with improved comfort. A detailed study of the effect of foam characteristics (cell dimensions, wall thickness and type of crosslinking) on the thermo-forming behavior is therefore needed. In particular, new studies should describe a method for the determination of the thermo-forming behavior, for example, using compression-set tests at different temperatures. It has been reported that the use of thermo-formable liners made of closed cell EVA produces a higher thermal insulation [
76]. However, preliminary results [
76] show that the higher thermal insulation is also combined with increased moisture content inside the liner. More studies on the moisture management and on the thermal insulation of ski-boots liners are therefore necessary, along with the development of new foamed materials.
As a general conclusion, the materials and designs used for ski-boots have achieved fast development in last decade. More scientific studies are needed to fully understand the capability of the new materials and take full advantage of their potential. The use of advanced analytical methods and the development of a standard procedure for the determination of the visco-elastic behavior of ski-boots, both in laboratory and on the snow, are of fundamental importance to further improve the performances and comfort of ski-boots.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}























