High-Speed Deformation of Pinless FSWed Thin Sheets in AA6082 Alloy



Abstract
:1. Introduction
2. Materials and Methods
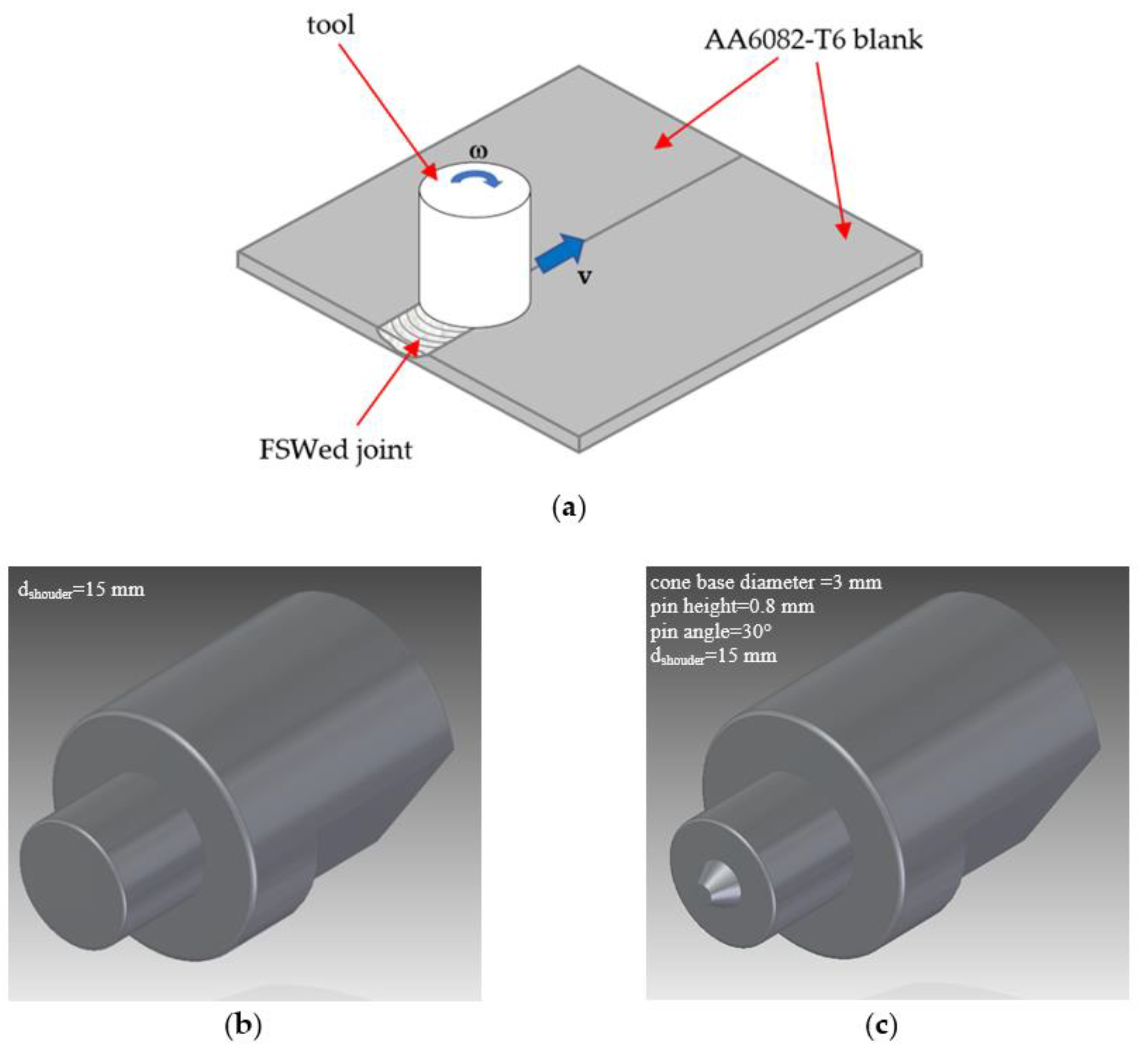
2.1. Friction Stir Welding Experiments
2.2. Hemispherical Punch Tests
2.3. Scanning Electron Microscopy
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Merklein, M.; Johannes, M.; Lechner, M.; Kuppert, A. A review on tailored blanks—Production, applications and evaluation. J. Mater. Process. Technol. 2014, 214, 151–164. [Google Scholar] [CrossRef]
- Devarasiddappa, D. Automotive Applications of Welding Technology—A Study. Int. J. Mod. Eng. Res. 2014, 4, 13–19. [Google Scholar]
- Mishra, R.S.; Ma, Z.Y. Friction Stir Welding and Processing II Article in Materials Science and Engineering R Reports September 2005. Mater. Sci. Eng. R 2014, 50, 1–78. [Google Scholar] [CrossRef]
- Loureiro, A.; Leal, R.M.; Leitão, C.; Rodrigues, D.M.; Vilaça, P. Friction stir welding of automotive aluminium alloys. Weld. World 2007, 51, 433–440. [Google Scholar]
- Bruni, C.; Buffa, G.; Fratini, L.; Simoncini, M. Friction stir welding of magnesium alloys under different process parameters. In Proceedings of the Materials Science Forum, Berlin, Germany, 25–29 August 2010; Volume 638–642, pp. 3954–3959. [Google Scholar]
- Forcellese, A.; Simoncini, M.; Casalino, G. Influence of process parameters on the vertical forces generated during friction stir welding of AA6082-T6 and on the mechanical properties of the joints. Metals 2017, 7, 350. [Google Scholar] [CrossRef] [Green Version]
- Leal, R.M.; Leitão, C.; Loureiro, A.; Rodrigues, D.M.; Vilaça, P. Material flow in heterogeneous friction stir welding of thin aluminium sheets: Effect of shoulder geometry. Mater. Sci. Eng. A 2008, 498, 384–391. [Google Scholar] [CrossRef] [Green Version]
- Forcellese, A.; Simoncini, M. Plastic flow behaviour and formability of friction stir welded joints in AZ31 thin sheets obtained using the “pinless” tool configuration. Mater. Des. 2012, 36, 123–129. [Google Scholar] [CrossRef]
- Haghshenas, M.; Gerlich, A.P. Joining of automotive sheet materials by friction-based welding methods: A review. Eng. Sci. Technol. Int. J. 2018, 21, 130–148. [Google Scholar] [CrossRef]
- Bevilacqua, M.; Ciarapica, F.E.; Forcellese, A.; Simoncini, M. Comparison among the environmental impact of solid state and fusion welding processes in joining an aluminium alloy. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2019, 1–17. [Google Scholar] [CrossRef]
- Bevilacqua, M.; Ciarapica, F.E.; D’Orazio, A.; Forcellese, A.; Simoncini, M. Sustainability Analysis of Friction Stir Welding of AA5754 Sheets. Procedia CIRP 2017, 62, 529–534. [Google Scholar] [CrossRef]
- Sato, Y.S.; Sugiura, Y.; Shoji, Y.; Park, S.H.C.; Kokawa, H.; Ikeda, K. Post-weld formability of friction stir welded Al alloy 5052. Mater. Sci. Eng. A 2004, 369, 138–143. [Google Scholar] [CrossRef]
- Zadpoor, A.A.; Sinke, J.; Benedictus, R. Finite element modeling and failure prediction of friction stir welded blanks. Mater. Des. 2009, 30, 1423–1434. [Google Scholar] [CrossRef]
- Jia, Y.; Lin, S.; Liu, J.; Qin, Y.; Wang, K. The Influence of Pre- and Post-Heat Treatment on Mechanical Properties and Microstructures in Friction Stir Welding of Dissimilar Age-Hardenable Aluminum Alloys. Metals 2019, 9, 1162. [Google Scholar] [CrossRef] [Green Version]
- Cabibbo, M.; Forcellese, A.; Simoncini, M.; Pieralisi, M.; Ciccarelli, D. Effect of welding motion and pre-/post-annealing of friction stir welded AA5754 joints. Mater. Des. 2016, 93, 146–159. [Google Scholar] [CrossRef]
- Casalino, G.; El Mehtedi, M.; Forcellese, A.; Simoncini, M. Effect of cold rolling on the mechanical properties and formability of FSWed sheets in AA5754-H114. Metals 2018, 8, 223. [Google Scholar] [CrossRef] [Green Version]
- Peng, G.; Yan, Q.; Hu, J.; Chen, P.; Chen, Z.; Zhang, T. Effect of forced air cooling on the microstructures, Tensile strength, and Hardness distribution of dissimilar friction stir welded AA5A06-AA6061 Joints. Metals 2019, 9, 304. [Google Scholar] [CrossRef] [Green Version]
- Cisko, A.R.; Jordon, J.B.; Avery, D.Z.; Liu, T.; Brewer, L.N.; Allison, P.G.; Carino, R.L.; Hammi, Y.; Rushing, T.W.; Garcia, L. Experiments and modeling of fatigue behavior of friction stir welded aluminum lithium alloy. Metals 2019, 9, 293. [Google Scholar] [CrossRef] [Green Version]
- Baratzadeh, F.; Tay, Y.Y.; Patil, S.; Lankarani, H.M. An experimental and numerical investigation into the dynamic crash testing of vehicle bumper fabricated using friction stir welding and gas metal arc welding. Int. J. Crashworthiness 2014, 19, 371–384. [Google Scholar] [CrossRef]
- Chen, X.; Peng, Y.; Peng, S.; Yao, S.; Chen, C.; Xu, P. Flow and fracture behavior of aluminum alloy 6082-T6 at different tensile strain rates and triaxialities. PLoS ONE 2017, 12, e0181983. [Google Scholar] [CrossRef] [Green Version]
- Djapic Oosterkamp, L.; Ivankovic, A.; Venizelos, G. High strain rate properties of selected aluminium alloys. Mater. Sci. Eng. A 2000, 278, 225–235. [Google Scholar] [CrossRef]
- Yokoyama, T.; Nakai, K.; Katoh, K. High Strain-rate Compressive Response of Friction Stir Welded AA6061-T6 Joints. J. JSEM 2010, 10, 168–173. [Google Scholar]
- Sasso, M.; Mancini, E.; Chiappini, G.; Simoncini, M.; Forcellese, A. Adapted Nakazima test to evaluate dynamic effect on strain distribution and dome height in balanced biaxial stretching condition. Int. J. Mech. Sci. 2018, 148, 50–63. [Google Scholar] [CrossRef]
- Hossfeld, M. Time-dependency of mechanical properties and component behavior after friction stir welding. Int. J. Adv. Manuf. Technol. 2019, 102, 2297–2305. [Google Scholar] [CrossRef]
- Mancini, E.; Sasso, M.; Rossi, M.; Chiappini, G.; Newaz, G.; Amodio, D. Design of an innovative system for wave generation in direct tension–compression Split Hopkinson Bar. J Dynam Behav Mater. 2015, 1, 201–213. [Google Scholar] [CrossRef] [Green Version]
- Komori, K. Microscopic ductile fracture phenomena. In Ductile Fracture in Metal Forming: Modeling and Simulation; Elsevier Inc.: Amsterdam, The Netherlands, 2019; pp. 95–129. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Parent Material | FSWed Joint (Pinless) | ||
|---|---|---|---|---|
| Quasi-Static | Dynamic | Quasi-Static | Dynamic | |
| UTS (MPa) | 275.9 | 272.4 | 206.3 | 210.5 |
| UE | 0.24 | 0.35 | 0.09 | 0.14 |
| n | 0.217 | 0.217 | 0.229 | 0.226 |
| LDH (mm) | 8.09 | 8.84 | 3.3 | 4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Forcellese, A.; Simoncini, M. High-Speed Deformation of Pinless FSWed Thin Sheets in AA6082 Alloy. Metals 2020, 10, 15. https://doi.org/10.3390/met10010015
Forcellese A, Simoncini M. High-Speed Deformation of Pinless FSWed Thin Sheets in AA6082 Alloy. Metals. 2020; 10(1):15. https://doi.org/10.3390/met10010015
Chicago/Turabian StyleForcellese, Archimede, and Michela Simoncini. 2020. "High-Speed Deformation of Pinless FSWed Thin Sheets in AA6082 Alloy" Metals 10, no. 1: 15. https://doi.org/10.3390/met10010015
APA StyleForcellese, A., & Simoncini, M. (2020). High-Speed Deformation of Pinless FSWed Thin Sheets in AA6082 Alloy. Metals, 10(1), 15. https://doi.org/10.3390/met10010015