1. Introduction
In the last few years, Wire Electrical Discharge Machining (WEDM) has played an important role in the field of advanced machining. Whether in the aerospace or the automatic machining sector, with greater flexibility and high machining accuracy, WEDM can satisfy most processing requirements while also considerably lowering costs. Therefore, to further master this advanced machining technology, more and more studies have been conducted to gain a more in-depth understanding of the WEDM process. As a kind of electro-erosion machining method, the WEDM system involves two electrodes—usually a metal wire (Cathode) and a conductive workpiece (Anode).
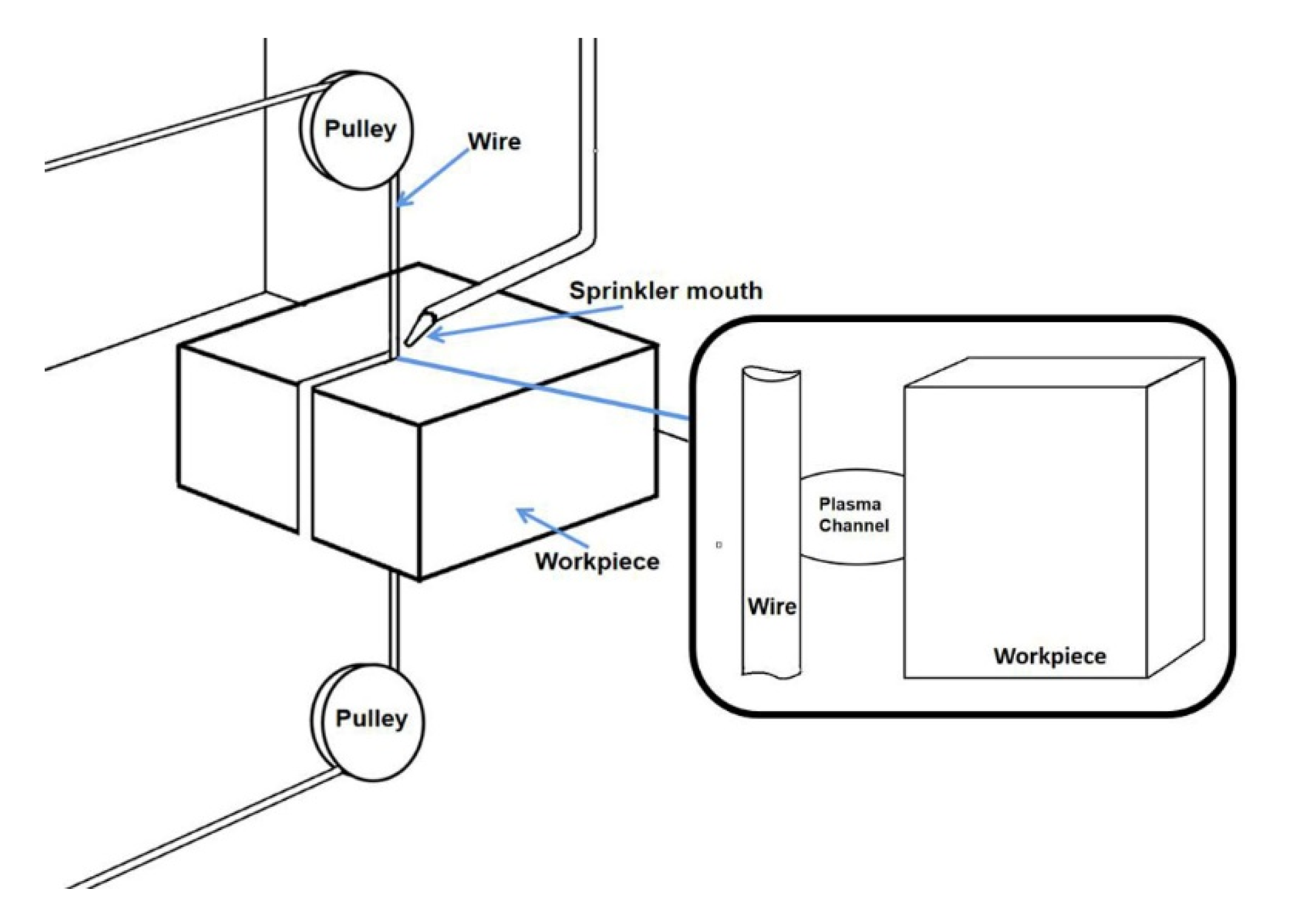
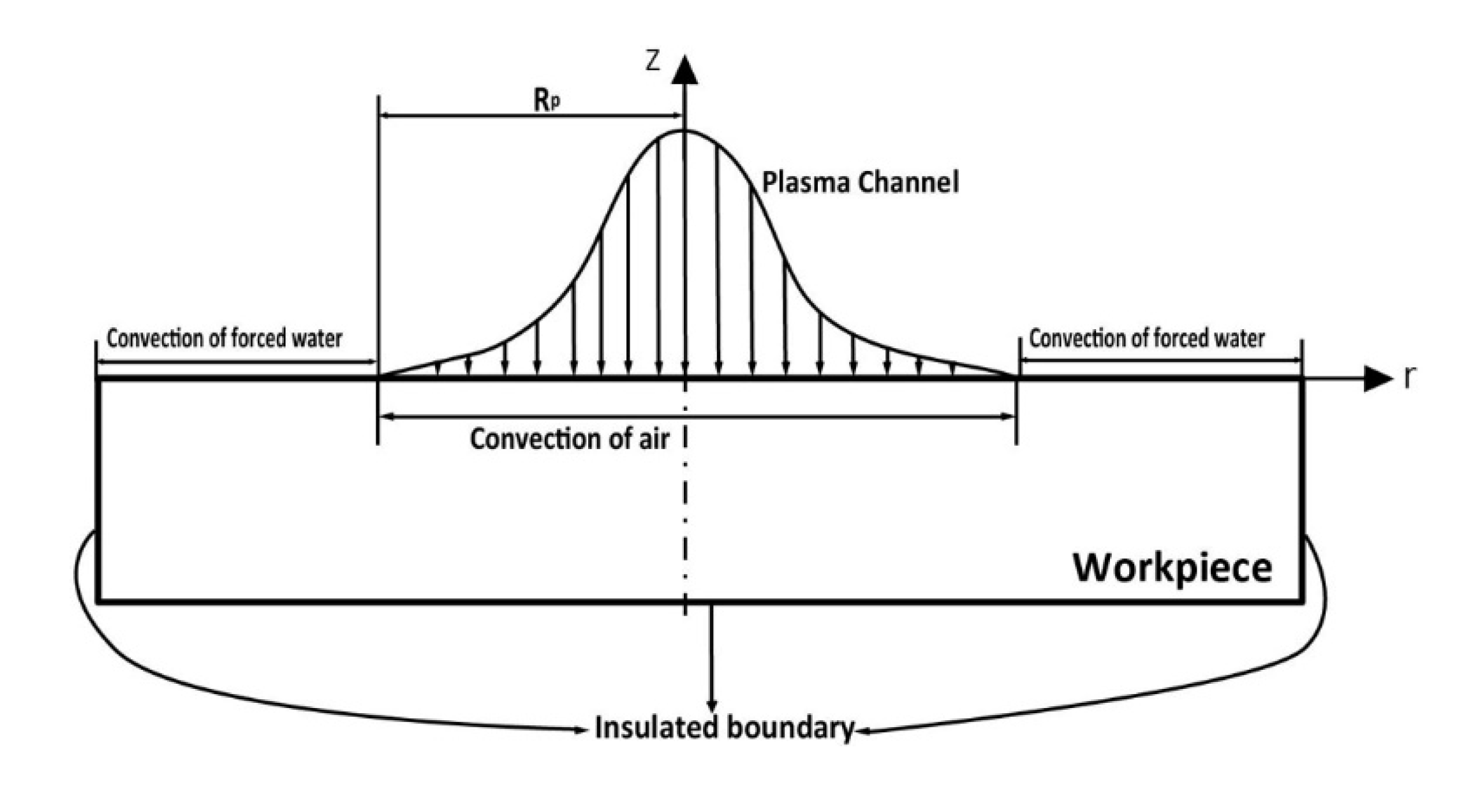
Figure 1 briefly shows the working principle. The WEDM process is generally performed under immersion in deionized water, oil, or kerosene [
1]. While machining is in process, a high number of discharges are generated between the surfaces of the two electrodes. By means of transfer through the plasma channel, a certain part of the heat is partitioned within the workpiece to achieve the objective of material removal. At the same time, the deionized water plays an important role not only in achieving plasma channel but also in cooling the working area and clearing away the debris. In addition,
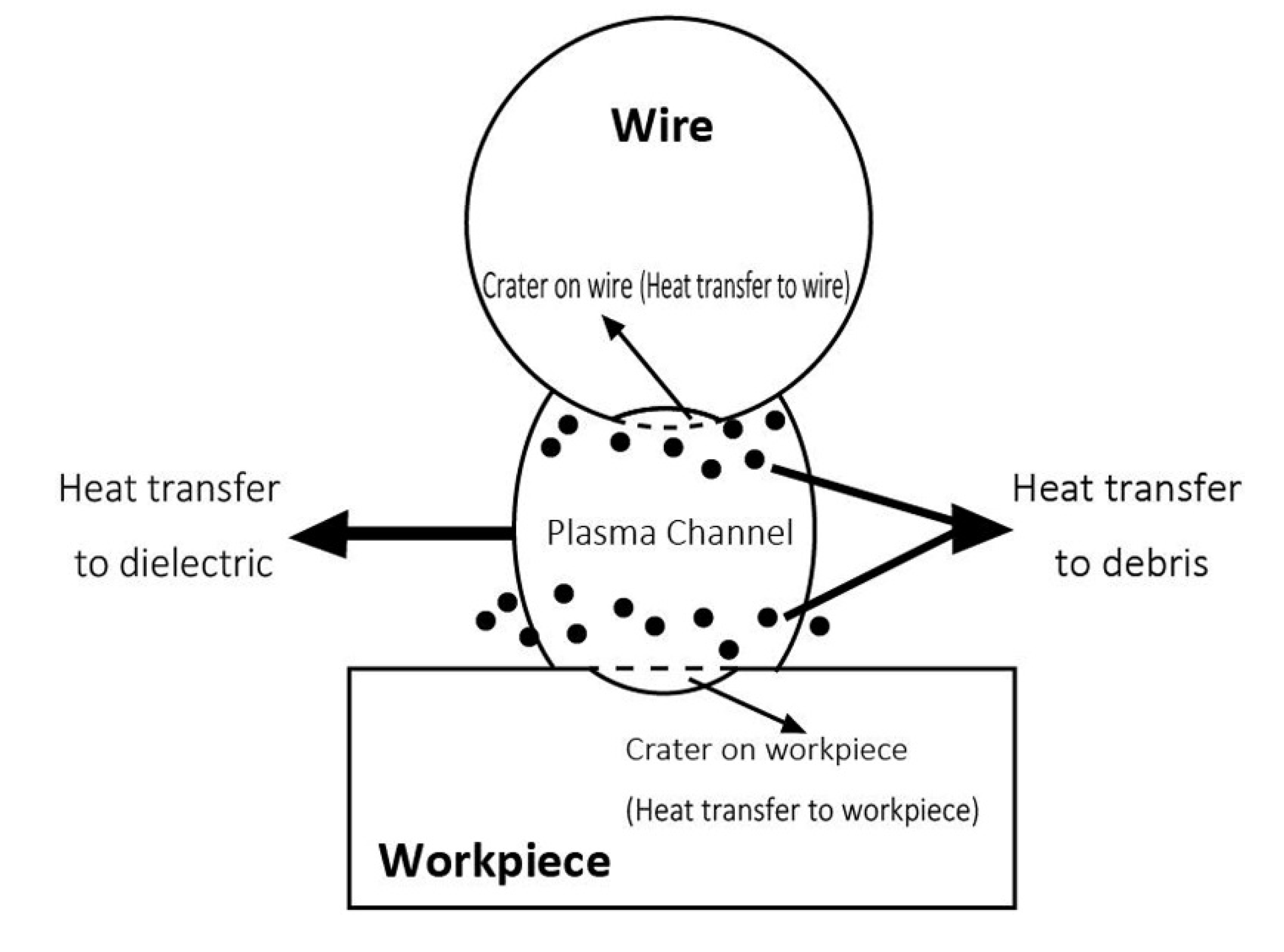
Figure 2 illustrates the plasma channel and it explained that the major heat source has transferred into four parts. They are, respectively, wire, workpiece, debris, and dielectric. The percentage of heat transfer from plasma channel to each part is called as heat partition.
A fundamental study of WEDM conducted by Kunieda et al. [
2] that included both mechanical and electrical principles provided a basic insight into the WEDM process. Moreover, in recent years, a large amount of research has focused on improving the WEDM process combining this process with other advanced technologies. For instance, Radhakrishnane et al. [
3] and Chu et al. [
4] studied the removal rate and advantage of vibration-assisted WEDM. Moreover, in the works of Sanchez et al. [
5] and Thankachan et al. [
6], machine learning (including both unsupervised learning deep learning) was employed to detect defects in the WEDM process, including surface roughness and material removal rate. Thermal modeling is a useful method for restoring the internal heat transfer process through the simulation of WEDM discharge. In the works of both Izquierdo et al. [
7] and Zhang et al. [
8], the Finite Element Method (FEM) was applied to finish the construction of the thermal model. In these works, heat partition is critical and included as a fixed value, as in the study reported by Kunieda et al. [
2], while plasma channel radius is always regarded as a variable value. Some clues can be initially seen in the work of Spur and Schönbeck [
9] that they presented that the plasma channel radius changes depends on the time.
Given that surface roughness is a critical aspect of defining machining result, a considerable number of studies have been carried out with the aim of optimizing the WEDM parameters for the machining of different materials, such as the work of Kavimani et al. [
10] and Mouralova et al. [
11]. By judging the importance of machining parameters, they were able to improve the parameter settings. However, aside from the machining result, the way in which workpiece roughness influences the WEDM internal process is a matter of interest, and one that is worthy of investigation. The researches of Wang et al. [
12] and Pandit et al. [
13] suggest that the crater volume varies as a function of changes in surface roughness. Moreover, the WEDM cutting starts on a flat surface and then progresses on a rough surface. Depending on cutting regime (roughing or finishing), the surface roughness on which discharges occur also changes, whereas, as a controllable external machining condition, workpiece roughness is still not taken into account when attempting to understand the real machining process. In fact, the change of workpiece roughness could be helpful for finding the internal changes in heat transfer. With the change of workpiece surface roughness, some thermal changes could occur, such as heat partition and changes to plasma channel radius. The aim of this work is to provide an in-depth analysis of the underlying causes of this phenomenon.
Because of the thermal nature of the WEDM process, it becomes critical to have a thorough understanding of the mechanisms that govern heat transfer between wire and workpiece. Certain fundamental issues remain unclear, such as the effect of part surface roughness on heat transfer mechanisms. To the best of our knowledge, the work presented in this paper is the first attempt to examine the influence of part surface roughness on heat partition and on the radius of the plasma channel in the WEDM process. As it is known that in WEDM, roughing cut and trim cut are two essential processes for advanced manufacturing, whereas in these two kinds of cut, the wire works in the absolutely different condition. In roughing cut wire goes into the workpiece to do the first shaping. It means that in the whole cutting process sparks occur in a relatively rough surface, whereas in trim cut, the wire only sweep on the outer surface to realize the objective of improving surface roughness. In this process, all the generation of sparks depends on the roughness that outer surface. Therefore three kinds of surface roughness are taken into account in this work. First, surfaces with different roughness are prepared and through extensive single discharge experiments (
Section 2), it is shown that removal capacity per discharge can increase as much as 40.4% if the discharge occurs on a smoother surface. A Finite Element thermal model (
Section 3) is then used for inverse fitting of the values of heat partition and radius of the plasma channel. These parameters completely define the characteristics of the heat conduction problem. The results are discussed in
Section 4, which show a strong correlation between an increase of heat partition ratio and a decrease in part surface roughness. The values of radius of the plasma channel are compatible with those found in other works in the literature. The deviation between the values of experimental and simulated crater diameters is below 1 µm for all of the part surfaces examined. These results contribute towards a more complete understanding of the influence of surface roughness to the spark occurring.
3. Results and Discussion
For studying the evolution of the radius of the plasma channel, a time-dependent expression was employed, based on Equation (4), except that the value of channel expansion after 2 μs was varied. Values of
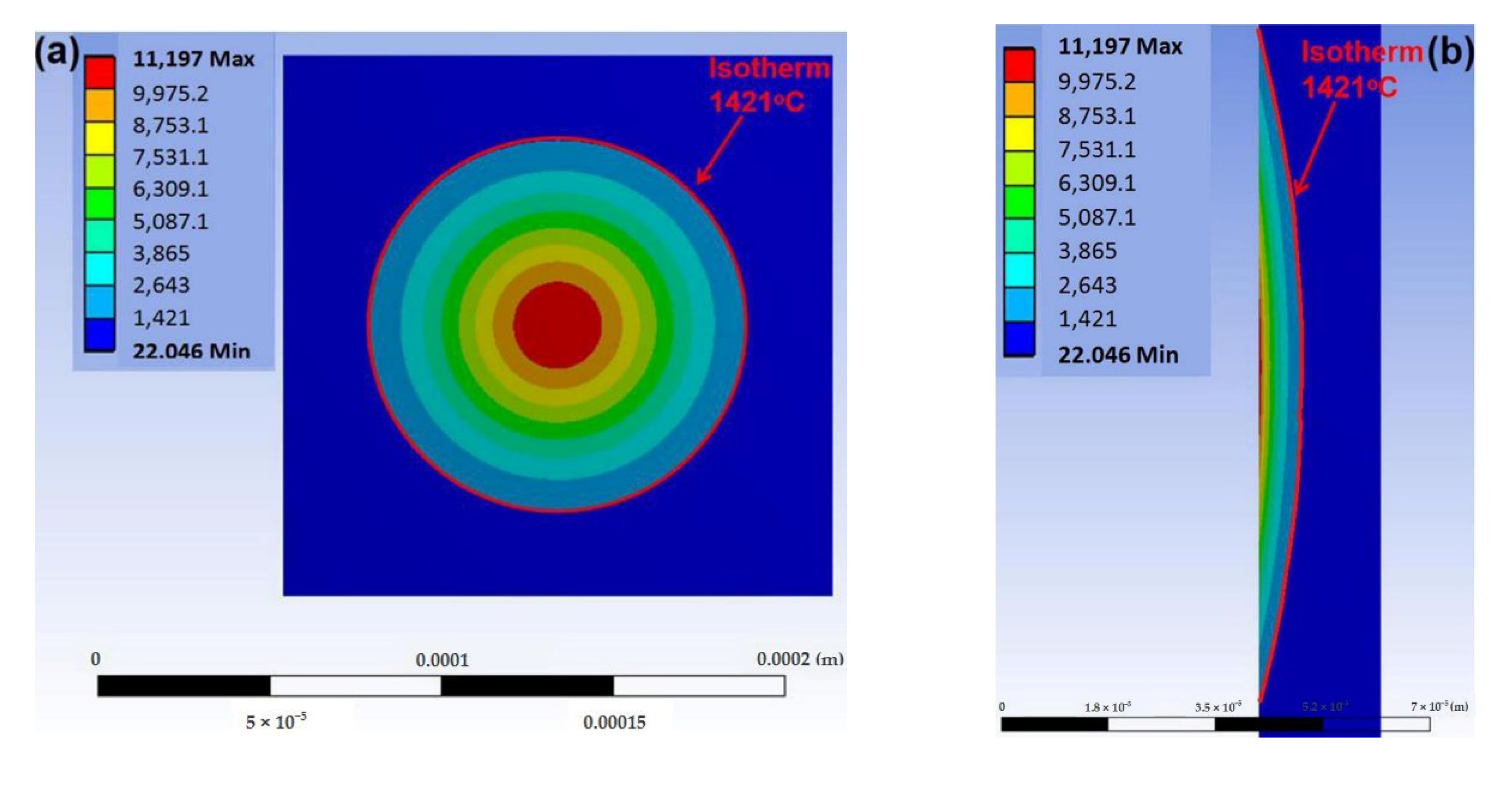
Rp after 2 μs from 60 μm to 110 μm were used in the simulations. In the case of heat partition to the workpiece, simulations were run using values from 40% to 90%. Flushing efficiency must be considered, given the fact that not all of the material melted by the discharge is removed and some of debris can be resolided on the surface of workpiece to form a recast layer. Therefore, in the calculation of removal capacity, the volume of the part of the recast layer needs to be subtracted. In this work, a flushing efficiency coefficient of 93% [
12] (based on measurements of recast layer for similar working conditions), is used for the following simulation. By applying this coefficient, it was found that the equivalent removal isotherm is 1421 °C (
Figure 7). Finally,
Table 6 displays the results from the simulations in terms of crater dimensions (volume, diameter and depth) using the numerical model.
To obtain the continuous simulation result and to avoid lengthy simulations, the relations between crater dimensions and volume vs.
Rp and
fc have been converted into explicit equations using polynomial fitting with Matlab (Version 2019b, MathWorks, Natick, Massachusetts, MA, USA). In order to find the optimum values of
Rp and
fc that minimize the deviation between numerical simulations and single discharge experiments, an error function accounting for the volume and radius of crater has been proposed (Equation (8)). In this function,
vsim is the simulated crater volume and
vc is the real crater volume;
rsim is the simulated crater radius and
rc is the real crater radius. As the limitation of mesh grid of 2 µm, the change of crater depth cannot be showed precisely in the simulation result. Therefore, its weight of verification is further below than
vc and
rc. However, it also can be later used for checking the accuracy of the results. By establishing the minimum value of
error, the optimum value of both
Rp and
fc can be obtained. The results are shown in
Table 7.
The results can be verified by checking the agreement in terms of crater depth. In
Table 8,
dsim is the simulated crater depth and
dc is the real crater depth. According to the obtained results for
fc and
Rp, the deviations in crater depth are always below 1 μm.
From the comparison above, it appears that experiments conducted on surfaces of lower roughness yield results that are compatible with the notion of an increase in heat partition ratio to the workpiece. With a single discharge on a rough surface, a good agreement between experiments and simulation is found for the combination Rp = 102.66 μm and fc = 58.94%. When discharging on a trim surface, the optimum values of both Rp and fc increase up to 110 μm and 65.91%, respectively. The effect is confirmed when discharging on a smoother flat surface: in this case, the optimum value of fc becomes as high as 85.44% and the plasma channel decreases to 81.43 μm. Therefore, it can be concluded that the surface on which discharge occurs has an influence on the heat partition ratio to the workpiece. In addition, with a change from a rough surface to a trim surface or flat surface, the plasma channel radius increases to 25.97% and 20.68%, respectively.
4. Conclusions
This work represents the first attempt to study the influence of part surface roughness on the heat conduction mechanisms in WEDM. It can help us to further understand the detail of removal principle in no matter roughing cut and trim cut. In the experiments, the anode of AISI D2 and cathode of brass are adopted. On the basis of the results obtained, the following conclusions can be drawn.
1. Single discharge experiments were conducted on samples with different surface topographies, characterized by different values of Ra and Rt. With the increase of Ra from 0.46 μm to 2.60 μm and Rt from 3.59 μm to 15.27 μm, the crater radius decreases by approximately 8.1%. Moreover, the decreases of depth and volume are more marked, falling to 37.7% and 40.4%, respectively.
2. A Finite Element thermal model was applied in order to run simulations with different values of both variables (fc and Rp). Through inverse fitting between experimental and numerical results, optimal values of heat partition and plasma channel radius can be obtained. In the case of flat surface, fc is 85.44% and Rp is 81.43 μm. On a trim surface, fc is 65.91% and Rp is 110.00 μm. Finally, on a rough surface fc is 58.94% and Rp is 102.66 μm.
3. With regard to the plasma channel radius, smaller values were obtained for the smoothest part surface, and the resulting values are in agreement with existing values in the literature (approximately 80 μm). When increasing the part surface roughness, the value of the radius can increase up to approximately 25.97%. Correlating with the observed real crater radius and volume, it can be known that with the increasing of plasma channel radius, the heat source goes into the workpiece more dispersed. In the case of rougher surface, although the there is more area that affected by the heat source, finally the temperature of most area cannot reach to the melting point and it causes the smaller crater radius and volume, while the metal removal rate decreases.
4. A strong correlation was observed between an increase of heat partition ratio and a decrease in part surface roughness. For the roughest surface, a value of 58.94% was obtained for the heat partition to the workpiece. This value increases sharply to 85.44% when discharging on the smoothest surface. This trend was confirmed by the results obtained when discharging on a surface of intermediate topography (65.91%).
5. The parameters obtained from inverse fitting were then validated by conducting a comparison between the experimental and numerical values of crater diameter. For the three cases of surface roughness studied, the results show deviations below 1 μm, thus confirming the validity of the approach. These results contribute towards a more complete understanding of the influence of surface roughness to the spark occurring.
Author Contributions
Conceptualization, J.W. and J.A.S.; methodology, J.W., J.A.S., and B.I.; software, J.W.; validation, J.W.; formal analysis, J.W. and J.A.S.; investigation, J.W. and J.A.S.; resources, J.A.S, B.I., and I.A.; data curation, J.W.; writing—original draft preparation, J.W.; writing—review and editing, J.A.S.; visualization, J.A.S.; supervision, J.A.S. and B.I.; project administration, I.A.; funding acquisition, J.A.S. and B.I. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Spanish Ministry of Economy and Competitiveness and the European Regional Development Fund (ERDF) operation program for funding the project “Scientific models and machine-tool advanced sensing techniques for efficient machining of precision components of Low-Pressure Turbines” (DPI2017-82239-P).
Conflicts of Interest
The authors declare no conflict of interest.
Abbreviations
The following abbreviations are used in this manuscript.
| C | Specific heat (J/(kg·°C)) |
| dc | Crater depth (µm) |
| dsim | Simulation depth of Crater (µm) |
| f | Wire infeed rate (mm/min) |
| fc | Fraction of total heat transferred to workpiece (%) |
| FEM | Finite element method |
| I | Pulse Current (A) |
| r | Distance to the center of heat source (µm) |
| Ra | Roughness Average (µm) |
| rc | Crater radius (µm) |
| rsim | Simulation radius of crater (µm) |
| Rp | Plasma channel radius (µm) |
| Rt | Total height of the roughness profile (µm) |
| ton | Pulse duration (µs) |
| toff | Pulse off time (µs) |
| T | Temperature (°C) |
| t | Time (µs) |
| U | Voltage (V) |
| Us | Servo voltage (V) |
| vc | Crater volume (µm3) |
| vsim | Simulation volume of crater (µm3) |
| WEDM | Wire Electrical Discharge Machining |
References
- Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Mikhailova, M.A. Electrical discharge machining non-conductive ceramics: Combination of materials. Technologies 2020, 8, 32. [Google Scholar] [CrossRef]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through fundamental insight into the process. CIRP Ann. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Radhakrishnan, P.; Vijayaraghavan, L.; Ramesh, B.N. Assessment of material removal capability with vibration-assisted wire electrical discharge machining. J. Manuf. Process. 2017, 26, 323–329. [Google Scholar]
- Chu, X.; Zeng, X.; Zhuang, W.; Zhou, W.; Quan, X.; Fu, T. Vibration assisted high-speed wire electric discharge machining for machining surface microgrooves. J. Manuf. Process. 2019, 44, 418–426. [Google Scholar]
- Sánchez, J.A.; Conde, A.; Arriandiaga, A.; Wang, J.; Plaza, S. Unexpected event prediction in wire electrical discharge machining using deep learning techniques. Materials 2018, 11, 1100. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Thankachan, T.; Prakash, K.S.; Malini, R.; Ramu, S.; Sundararaj, P.; Rajandran, S.; Rammasamy, D.; Jothi, S. Prediction of surface roughness and material removal rate in wire electrical discharge machining on aluminum based alloys/composites using Taguchi coupled Grey Relational Analysis and Artificial Neural Networks. Appl. Surf. Sci. 2019, 472, 22–35. [Google Scholar] [CrossRef] [Green Version]
- Izquierdo, B.; Sánchez, J.A.; Plaza, S.; Pombo, I.; Ortega, N. A numerical model of the EDM process considering the effect of multiple discharges. Int. J. Mach. Tools Manuf. 2009, 49, 220–229. [Google Scholar] [CrossRef]
- Zhang, G.; Huang, H.; Zhang, Z.; Zhang, Y. Study on the effect of three dimensional wire vibration on WEDM based on a novel thermophysical model. Int. J. Adv. Manuf. Technol. 2019, 100, 2089–2101. [Google Scholar]
- Spur, G.; Schönbeck, J. Anode Erosion in Wire-EDM-A Theoretical Model. CIRP Ann. 1993, 42, 253–256. [Google Scholar] [CrossRef]
- Kavimani, V.; Prakash, K.S.; Thankachan, T. Multi-objective optimization in WEDM process of graphene-SiC-magnesium composite through hybrid techniques. Measurement 2019, 145, 335–349. [Google Scholar] [CrossRef]
- Mouralova, K.; Zahradnicek, R.; Benes, L.; Prokes, T.; Hrdy, R.; Fries, J. Study of micro structural material changes after WEDM based on TEM lamella analysis. Metals 2020, 10, 949. [Google Scholar] [CrossRef]
- Wang, J.; Sanchez, J.A.; Izquierdo, B.; Ayesta, I. Experimental and numerical study of crater volume in wire electrical discharge machining. Materials 2020, 13, 577. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pandit, S.M.; Rajurkar, K.P.; Shaw, M.C. Data Dependent systems approach to EDM process modeling from surface roughness profiles. CIRP Ann. 1980, 29, 107–112. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, G.; Han, F.; Zhang, Y.; Rang, Y. Determination of the optimal servo feed speed by thermal model during multi-pulse discharge process of WEDM. Int. J. Mech. Sci. 2018, 142, 359–369. [Google Scholar] [CrossRef]
- Joshi, S.N.; Pande, S.S. Development of an intelligent process model for EDM. Int. J. Adv. Manuf. Technol. 2009, 45, 300–317. [Google Scholar]
- Das, S.; Joshi, S.S. Modeling of spark erosion rate in microwire-EDM. Int. J. Adv. Manuf. Technol. 2010, 48, 581–596. [Google Scholar] [CrossRef]
- Patel, M.R.; Barrufet, M.A.; Eubank, P.T.; DiBitonto, D.D. Theoretical models of the electrical discharge machining process. II. The anode erosion model. J. Appl. Phys. 1989, 66, 4104–4111. [Google Scholar] [CrossRef]
- Kitamura, T.; Kunieda, M.; Abe, K. Observation of relationship between bubbles and discharge locations in EDM using transparent electrodes. Precis. Eng. 2015, 40, 26–32. [Google Scholar] [CrossRef]
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}