Functionally-Graded Metallic Syntactic Foams Produced via Particle Pre-Compaction



Abstract
:1. Introduction
2. Materials and Methods
2.1. Physical Properties
2.2. X-ray Imaging
2.3. Mechanical Testing
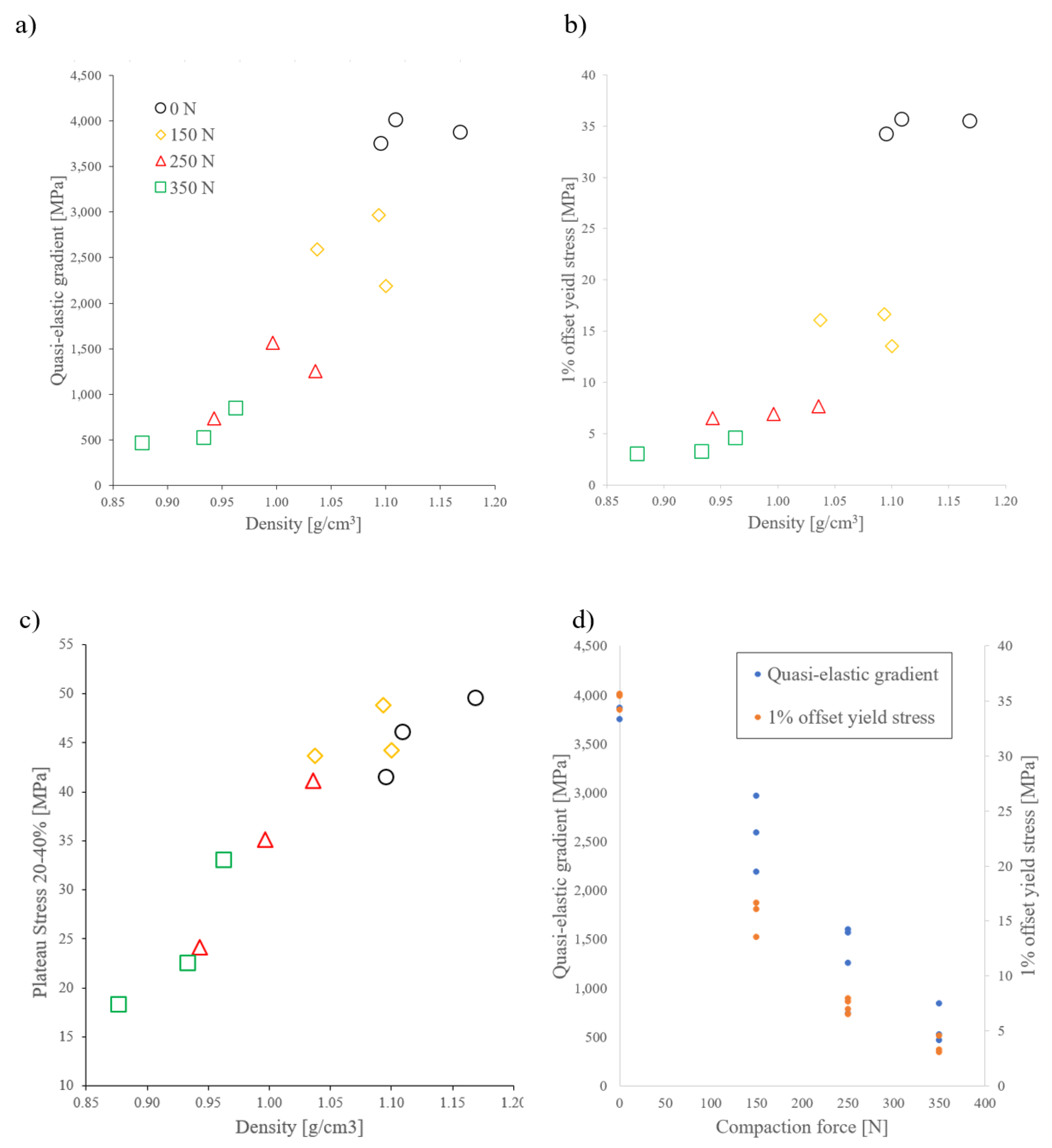
- The quasi-elastic gradient corresponds to the maximum slope of the stress-strain data at low strains (). Following ISO13314, this value is selected on behalf of Young’s modulus. Young’s modulus is difficult to measure for metallic foams, as it is sensitive to settling effects and a direct attachment of strain gauges to the sample surface is usually not possible due to surface pores.
- The 1% offset yield stress is the stress at 1.0% plastic deformation.
- The plateau stress is the arithmetic mean of the stresses between .
- The volumetric energy absorption is obtained by the integration of the stress-strain curve according to Equation (5),
3. Results and Discussion
3.1. X-ray Imaging
3.2. Physical Properties
3.3. Mechanical Properties
4. Conclusions
- Particle pre-compaction locally decreases the density of the affected foam layer.
- The magnitude of the pre-compaction force directly controls the elastic stiffness and initial strength of the foam samples.
- In contrast, the plateau stress and energy absorption primarily depend on the overall sample density.
- The stress-strain data of the functionally graded samples exhibits two distinct stress plateaus corresponding to the individual layers.
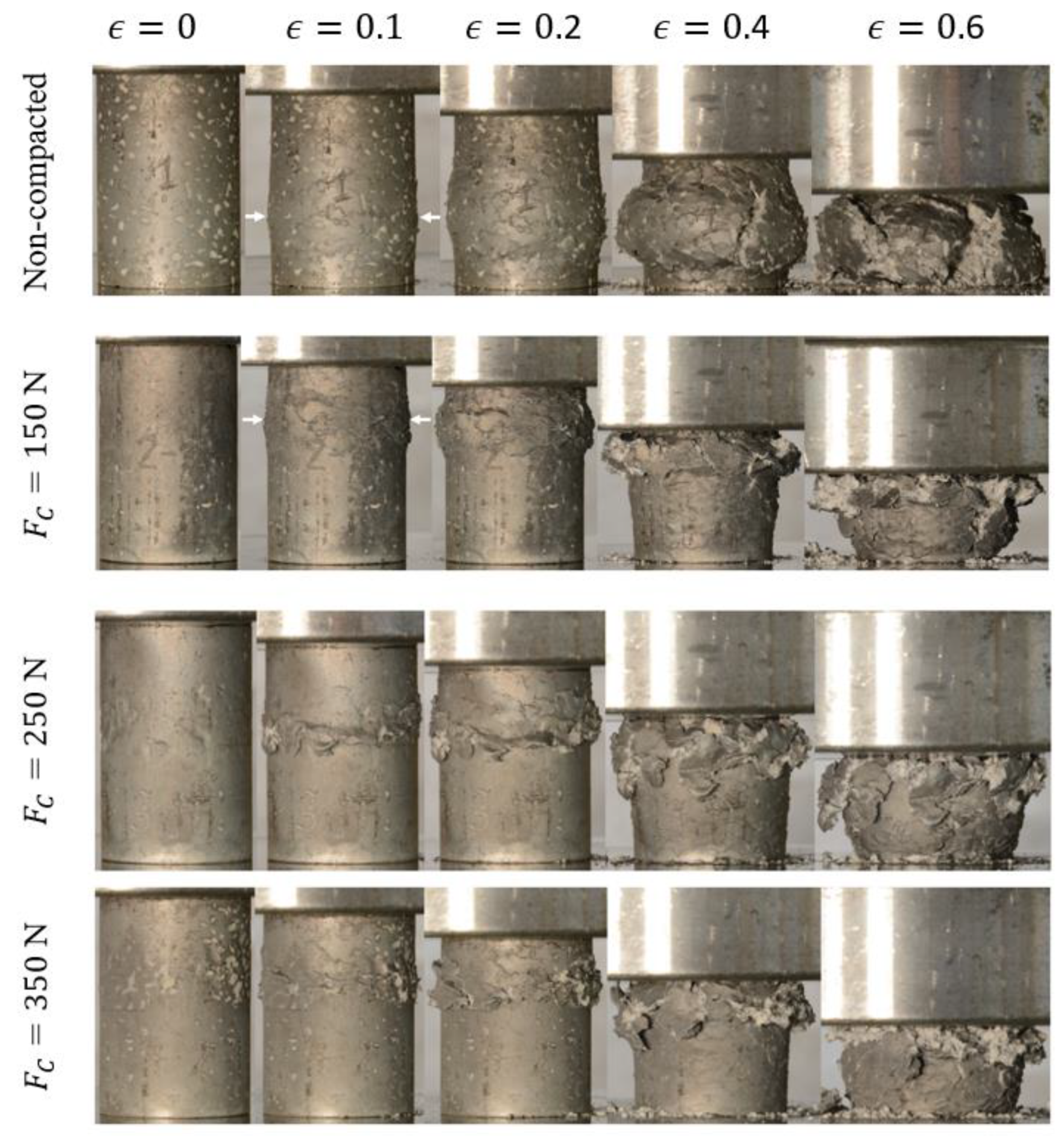
- Non-compacted layers deform via barrelling, whereas compacted layers transition towards layer-by-layer deformation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compaction Force [N] | Height [mm] | Diameter [mm] | Volume [cm3] | Mass [g] | Density [g/cm3] | Matrix Volume Fraction [%] |
|---|---|---|---|---|---|---|
| 41.94 | 28.22 | 26.23 | 28.730 | 1.10 | 35.91 | |
| 0 | 41.92 | 28.28 | 26.33 | 30.770 | 1.17 | 38.59 |
| 41.96 | 28.29 | 26.37 | 29.259 | 1.11 | 36.52 | |
| 39.97 | 28.33 | 27.25 | 26.134 | 1.04 | 33.60 | |
| 150 | 43.70 | 28.35 | 27.51 | 30.152 | 1.09 | 36.11 |
| 43.91 | 28.32 | 27.55 | 30.420 | 1.10 | 36.16 | |
| 43.14 | 28.36 | 26.01 | 27.158 | 1.00 | 32.24 | |
| 250 | 43.61 | 28.34 | 25.40 | 25.931 | 0.94 | 30.08 |
| 43.59 | 28.37 | 25.38 | 28.534 | 1.04 | 33.63 | |
| 41.23 | 28.34 | 25.20 | 24.378 | 0.94 | 29.34 | |
| 350 | 40.27 | 28.34 | 27.59 | 24.460 | 0.96 | 30.33 |
| 40.23 | 28.34 | 27.66 | 22.249 | 0.88 | 27.12 |
| Compaction Force | Density | Quasi-Elastic Modulus | 1% Offset Yield Stress | Plateau Stress | Volumetric Energy Absorption |
|---|---|---|---|---|---|
| [N] | [g/cm3] | [MPa] | [MPa] | [MPa] | [MPa] |
| 1.10 | 3749 | 34.19 | 41.56 | 19.83 | |
| 0 | 1.17 | 3870 | 35.48 | 49.63 | 23.32 |
| 1.11 | 4006 | 35.67 | 46.08 | 21.14 | |
| 1.04 | 2593 | 16.07 | 43.73 | 19.01 | |
| 150 | 1.09 | 2964 | 16.65 | 48.86 | 21.38 |
| 1.10 | 2191 | 13.54 | 44.21 | 19.11 | |
| 1.00 | 1602 | 7.92 | 44.29 | 19.08 | |
| 250 | 0.94 | 1566 | 6.93 | 35.17 | 15.37 |
| 1.04 | 735 | 6.50 | 24.13 | 11.27 | |
| 0.94 | 1255 | 7.68 | 41.13 | 16.99 | |
| 350 | 0.96 | 521 | 3.25 | 22.50 | 11.08 |
| 0.88 | 845 | 4.54 | 33.09 | 14.19 |
References
- Degischer, H.P.; Kriszt, B. Handbook of Cellular Metals Production, Processing, Application, 1st ed.; WILEY-VCH Verlag GmbH: Weinheim, Germany, 2002. [Google Scholar]
- Ashby, M.F.; Evans, A.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G.; Delale, F. Metal Foams: A Design Guide; Butterworth-Heinemann: Oxford, UK, 2000. [Google Scholar]
- Garcia-Moreno, F. Commercial Applications of Metal Foams: Their Properties and Production. Materials 2016, 9, 85. [Google Scholar] [CrossRef]
- Lehmhus, D.; Vesenjak, M.; Schampheleire, S.; Fiedler, T. From Stochastic Foam to Designed Structure: Balancing Cost and Performance of Cellular Metals. Materials 2017, 10, 922. [Google Scholar] [CrossRef] [Green Version]
- Szlancsik, A.; Katona, B.; Bobor, K.; Májlinger, K.; Orbulov, I.N. Compressive behaviour of aluminium matrix syntactic foams reinforced by iron hollow spheres. Mater. Des. 2015, 83, 230–237. [Google Scholar] [CrossRef] [Green Version]
- Anantharaman, H.; Shunmugasamy, V.C.; Strbik, O.M.; Gupta, N.; Cho, K. Dynamic properties of silicon carbide hollow particle filled magnesium alloy (AZ91D) matrix syntactic foams. Int. J. Impact Eng. 2015, 82, 14–24. [Google Scholar] [CrossRef]
- Newsome, D.B.; Schultz, B.F.; Ferguson, J.B.; Rohatgi, P.K. Synthesis and Quasi-Static Compressive Properties of Mg-AZ91D-Al(2)O(3) Syntactic Foams. Materials 2015, 8, 6085–6095. [Google Scholar] [CrossRef] [Green Version]
- Katona, B.; Szebényi, G.; Orbulov, I.N. Fatigue properties of ceramic hollow sphere filled aluminium matrix syntactic foams. Mater. Sci. Eng. A 2017, 679, 350–357. [Google Scholar] [CrossRef] [Green Version]
- Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. The effect of particle shape on mechanical properties of perlite/metal syntactic foam. J. Alloy. Compd. 2017, 693, 55–60. [Google Scholar] [CrossRef]
- Al-Sahlani, K.; Taherishargh, M.; Kisi, E.; Fiedler, T. Controlled Shrinkage of Expanded Glass Particles in Metal Syntactic Foams. Materials 2017, 10, 1073. [Google Scholar] [CrossRef] [Green Version]
- Broxtermann, S.; Vesenjak, M.; Krstulović-Opara, L.; Fiedler, T. Quasi static and dynamic compression of zinc syntactic foams. J. Alloy. Compd. 2018, 768, 962–969. [Google Scholar] [CrossRef]
- Linul, E.; Lell, D.; Movahedi, N.; Codrean, C.; Fiedler, T. Compressive properties of zinc syntactic foams at elevated temperatures. Compos. B. Eng. 2019, 167, 122–134. [Google Scholar] [CrossRef]
- Movahedi, N.; Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. Mechanical and Microstructural Characterization of an AZ91-Activated Carbon Syntactic Foam. Materials 2018, 12, 3. [Google Scholar] [CrossRef] [Green Version]
- Gupta, N.; Rohatgi, P.K. Metal Matrix Syntactic Foams, Processing, Microstructure, Properties and Applications; DEStech Publication: Lancaster, PA, USA, 2015. [Google Scholar]
- Naebe, M.; Shirvanimoghaddam, K. Functionally graded materials: A review of fabrication and properties. Appl. Mater. Today 2016, 5, 223–245. [Google Scholar] [CrossRef]
- He, S.-Y.; Zhang, Y.; Dai, G.; Jiang, J.-Q. Preparation of density-graded aluminum foam. Mater. Sci. Eng. A 2014, 618, 496–499. [Google Scholar] [CrossRef]
- He, S.-y.; Lv, Y.-n.; Chen, S.-t.; Dai, G.; Liu, J.-g.; Huo, M.-k. Gradient regulation and compressive properties of density-graded aluminum foam. Mater. Sci. Eng. A 2020, 772, 138658. [Google Scholar] [CrossRef]
- Hangai, Y.; Takahashi, K.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Fabrication of functionally graded aluminum foam using aluminum alloy die castings by friction stir processing. Mater. Sci. Eng. A 2012, 534, 716–719. [Google Scholar] [CrossRef]
- Zhang, Y.; Zang, X.-y.; Wang, K.; He, S.-y.; Liu, J.-g.; Zhao, W.; Gong, X.-l.; Yu, J. Fabrication of functionally radial graded metallic foam. Mater. Lett. 2020, 264, 127292. [Google Scholar]
- Fan, J.; Zhang, J.; Wang, Z.; Li, Z.; Zhao, L. Dynamic crushing behavior of random and functionally graded metal hollow sphere foams. Mater. Sci. Eng. A 2013, 561, 352–361. [Google Scholar] [CrossRef]
- Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T. Functionally graded metal syntactic foam: Fabrication and mechanical properties. Mater. Des. 2019, 168, 107652. [Google Scholar] [CrossRef]
- Movahedi, N.; Conway, S.; Belova, I.V.; Murch, G.E.; Fiedler, T. Influence of particle arrangement on the compression of functionally graded metal syntactic foams. Mater. Sci. Eng. A 2019, 764, 138242. [Google Scholar] [CrossRef]
- Broxtermann, S.; Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. On the compressive behaviour of high porosity expanded Perlite-Metal Syntactic Foam (P-MSF). J. Alloy. Compd. 2017, 691, 690–697. [Google Scholar] [CrossRef]
- Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. Low-density expanded perlite–aluminium syntactic foam. Mater. Sci. Eng. A 2014, 604, 127–134. [Google Scholar] [CrossRef]
- Arifuzzaman, M.; Kim, H.S. Novel mechanical behaviour of perlite/sodium silicate composites. Constr. Build. Mater. 2015, 93, 230–240. [Google Scholar] [CrossRef]
- ISO13314:2011. Mechanical Testing of Metals—Ductility Testing—Compression Test for Porous and Cellular Metals; ISO: Geneva, Switzerland, 2011. [Google Scholar]
- Reimann, J.; Vicente, J.; Brun, E.; Ferrero, C.; Gan, Y.; Rack, A. X-ray tomography investigations of mono-sized sphere packing structures in cylindrical containers. Powder Technol. 2017, 318, 471–483. [Google Scholar] [CrossRef]
- Al-Sahlani, K.; Kisi, E.; Fiedler, T. Impact of particle strength and matrix ductility on the deformation mechanism of metallic syntactic foam. J. Alloy. Compd. 2019, 786, 292–299. [Google Scholar] [CrossRef]
- Movahedi, N.; Murch, G.E.; Belova, I.V.; Fiedler, T. Effect of Heat Treatment on the Compressive Behavior of Zinc Alloy ZA27 Syntactic Foam. Materials 2019, 12, 792. [Google Scholar] [CrossRef] [Green Version]








© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fiedler, T.; Movahedi, N.; York, L.; Broxtermann, S. Functionally-Graded Metallic Syntactic Foams Produced via Particle Pre-Compaction. Metals 2020, 10, 314. https://doi.org/10.3390/met10030314
Fiedler T, Movahedi N, York L, Broxtermann S. Functionally-Graded Metallic Syntactic Foams Produced via Particle Pre-Compaction. Metals. 2020; 10(3):314. https://doi.org/10.3390/met10030314
Chicago/Turabian StyleFiedler, Thomas, Nima Movahedi, Lucas York, and Steffen Broxtermann. 2020. "Functionally-Graded Metallic Syntactic Foams Produced via Particle Pre-Compaction" Metals 10, no. 3: 314. https://doi.org/10.3390/met10030314
APA StyleFiedler, T., Movahedi, N., York, L., & Broxtermann, S. (2020). Functionally-Graded Metallic Syntactic Foams Produced via Particle Pre-Compaction. Metals, 10(3), 314. https://doi.org/10.3390/met10030314