Effects of ATIG Welding on Weld Shape, Mechanical Properties, and Corrosion Resistance of 430 Ferritic Stainless Steel Alloy


 , ,
, ,  and
and 
Abstract
:1. Introduction
- (1)
- Marangoni convection mechanism: The molten metal behaves like pure metal and a centrifugal convection phenomenon is instigated in the welding joint. The molten metal moves from center of weld pool to the edges, leading to a wide and shallow weld bead, contrariwise ATIG weld metal has a centripetal movement related to oxygen liberated from oxides during the welding operation. Oxygen, tellurium, selenium, and sulfur as surfactant elements, even in small quantities, contribute to a centripetal convection, leading to a depth weld bead [9,10,11,12,13,14,15,16].
- (2)
- Arc constriction mechanism: During the ATIG welding process, fluorine or chlorine elements migrate towards the arc weld and react with the outer arc electrons. The latter phenomenon contributes to a constriction of the arc. Such constriction of the arc increases the temperature at the anode because of the increase in the current density at the anode (arc spot is constricted) and the arc force action on the weld pool (Lorentz force). Moreover, fluorine contributes to the increase in the associated arc voltage [17,18,19,20,21].
2. Experimental Procedure
3. Results
3.1. Weld Morphology
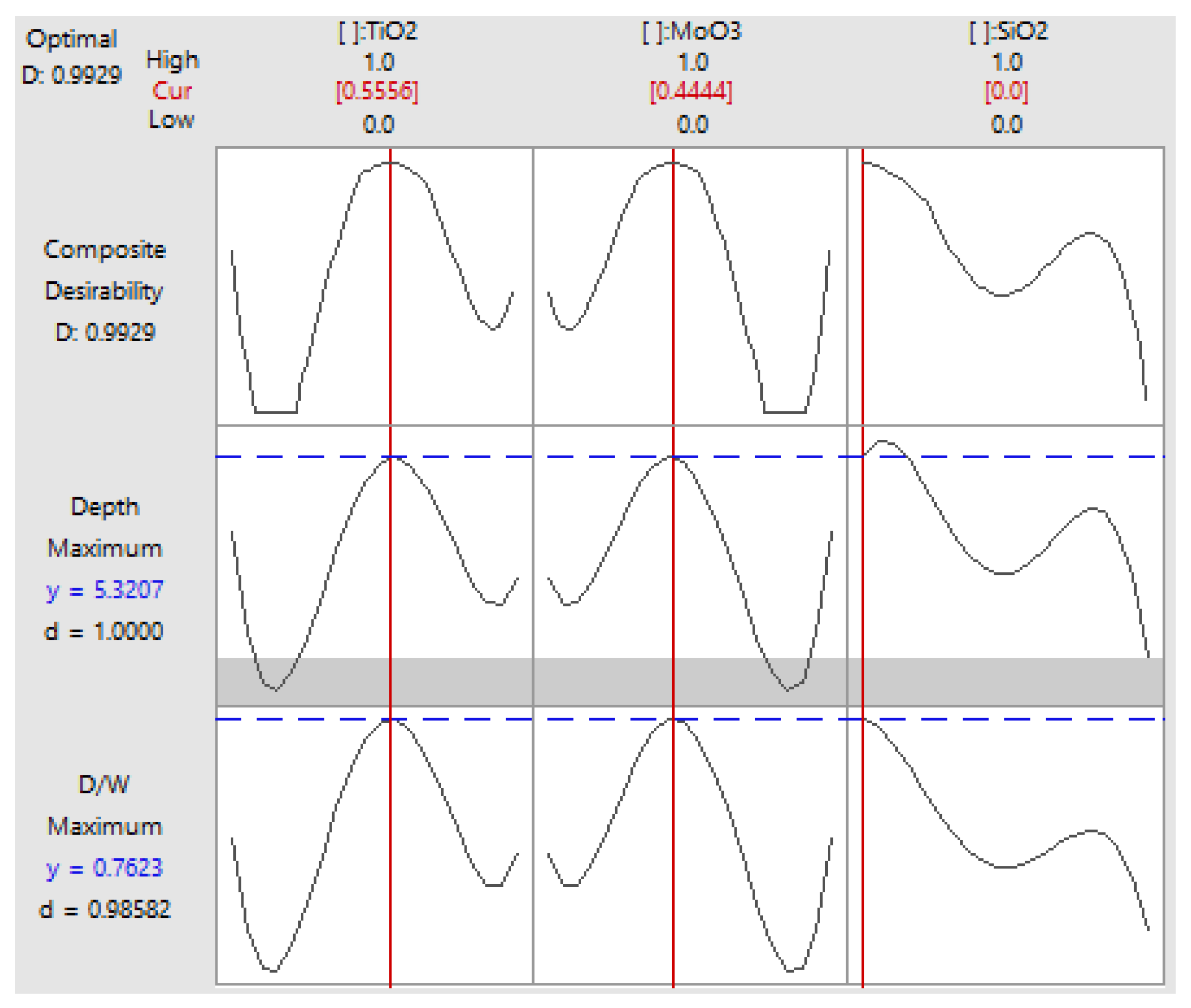
3.2. Mixture Contour Plot
3.3. Confirmation Test
3.4. Effect of Optimal Flux on Mechanical Properties
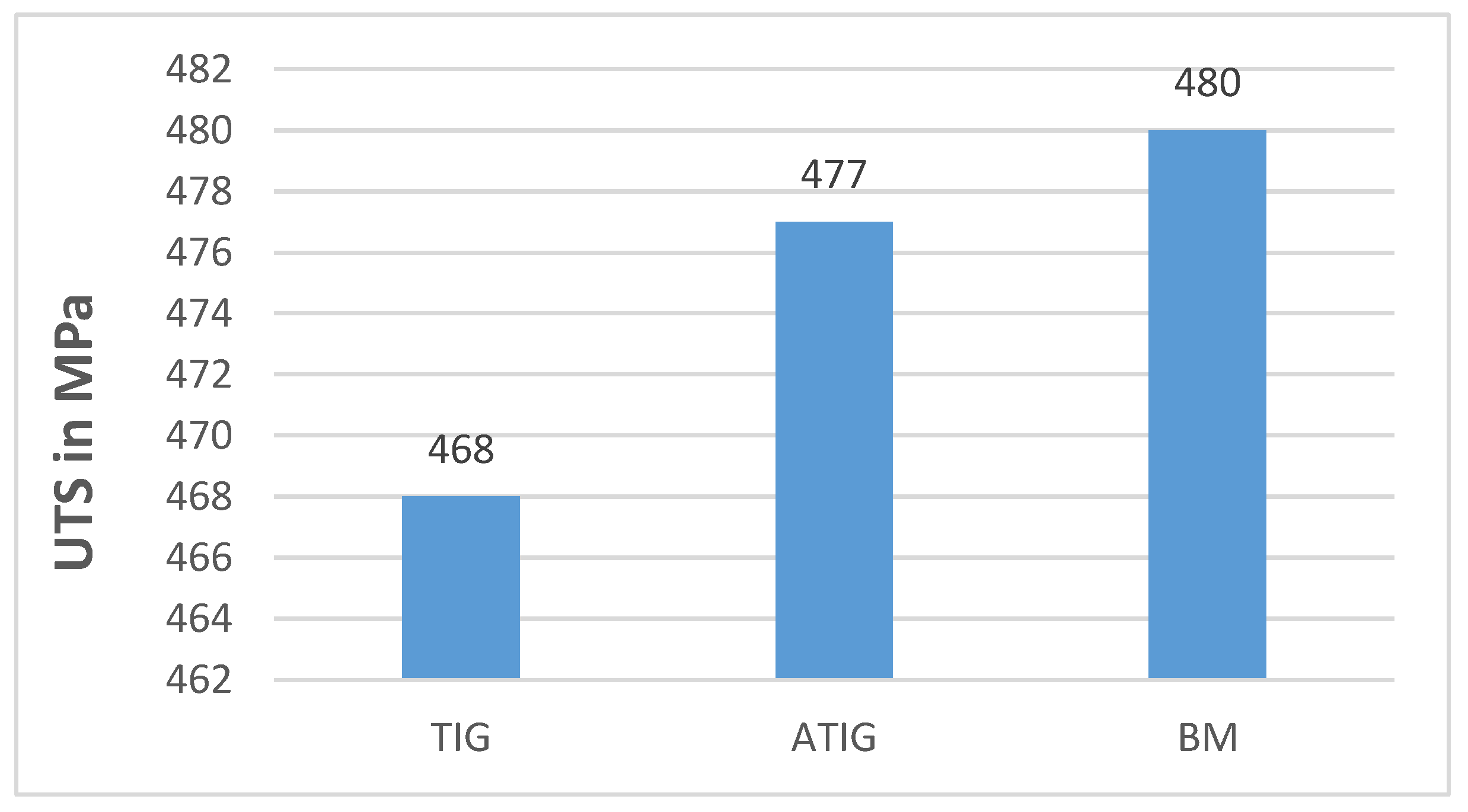
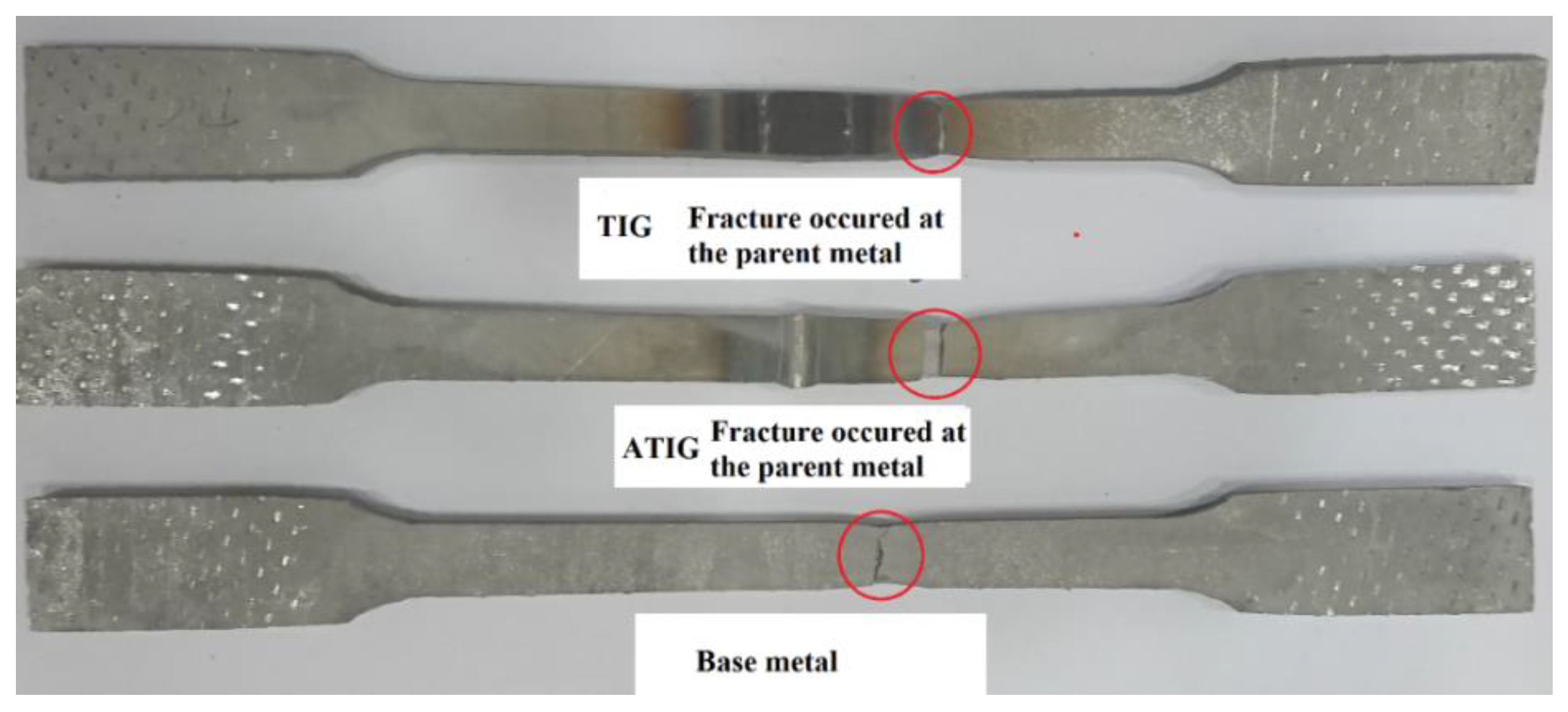
3.4.1. Tensile Test
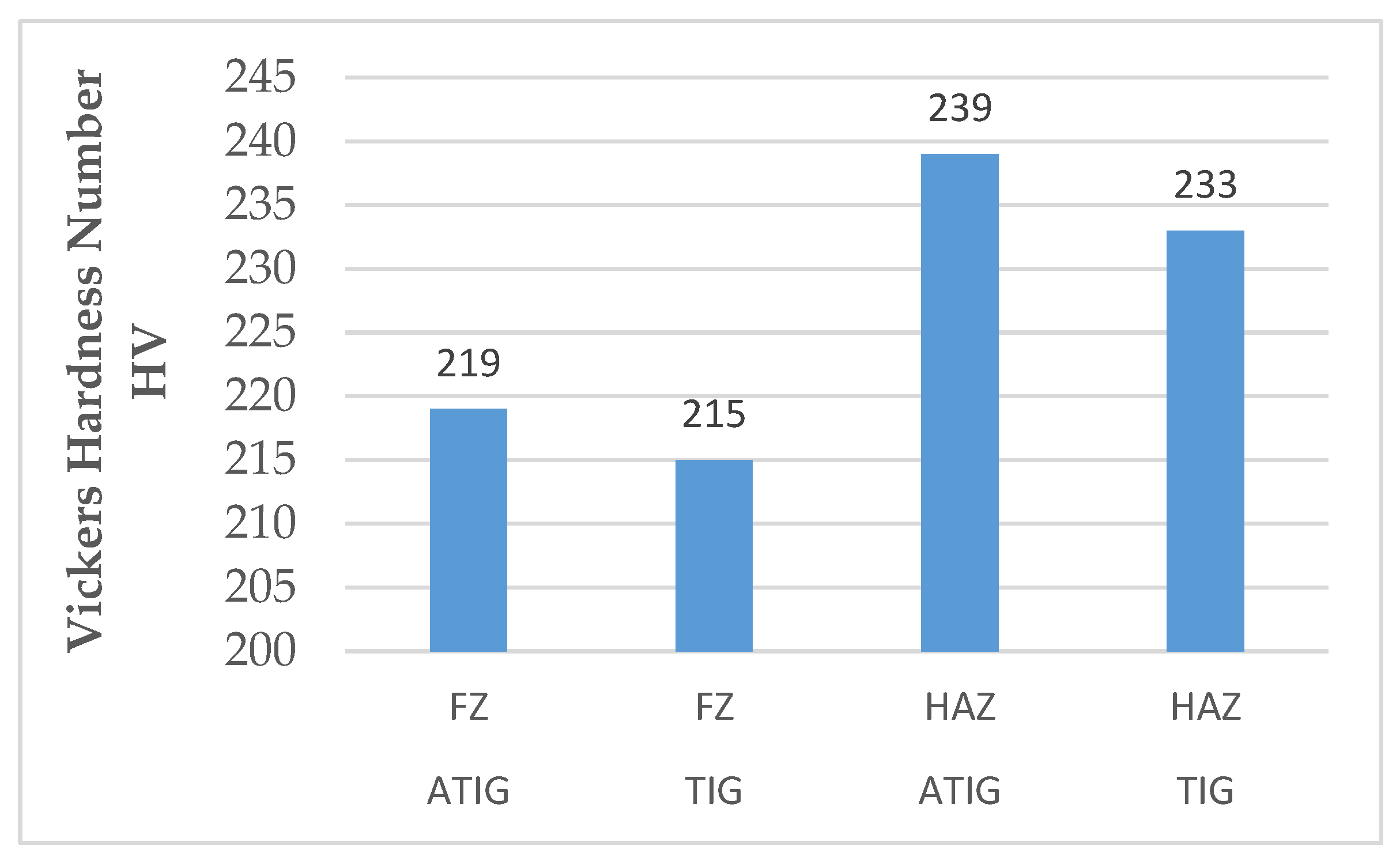
3.4.2. Hardness Test
3.4.3. Impact Test
3.5. Microstructure
3.5.1. SEM Analysis
3.5.2. EDS/SEM Analysis
3.6. Corrosion Behavior
4. Conclusions
- (1)
- Based on the simplex lattice degree four design, nineteen compositions have been prepared from three oxides (TiO2, MoO3 and SiO2), the best obtained formulation was 55% TiO2 + 45% MoO3. The depth weld of the optimized formula was doubled (7.24 mm) in comparison to conventional TIG weld bead (3.64 mm).
- (2)
- The mechanical properties (hardness, tensile strength, and breaking absorbed energy) were not decreased using ATIG welding.
- (3)
- The corrosion potential Ecor for metal welded with the ATIG flux was shifted to positive value.
Author Contributions
Funding
Conflicts of Interest
References
- Gurevich, S.M.; Zamkov, V.N.; Kushnirenko, N.A. Improving the penetration of titanium alloys when they are welded by argon tungsten arc process. Automat. Weld. 1965, 9, 1–4. [Google Scholar]
- Makara, A.M.; Kushnirenko, B.N.; Zamkov, V.N. High-tensile martensitic steels welded by argon tungsten arc process using flux. Automat. Weld. 1968, 7, 78–79. [Google Scholar]
- Nazarenko, O.K. Up-to-date equipment of the E.O.Paton electric welding institute for electron beam welding. Paton Welding J. 2008, 10, 21–35. [Google Scholar]
- Gurevich, S.M.; Zamkov, V.N.; Kushnirenko, N.A. Increase in the efficiency of penetration of titanium alloys in argon arc welding. Avtomatich Svarka 1965, 9, 1–5. [Google Scholar]
- Gurevich, S.M.; Zamkov, V.N. Some peculiarities of tungsten electrode welding of titanium using fluxes. Ibid. 1966, 12, 13–16. [Google Scholar]
- Marya, S. Theoretical and Experimental Assessment of Chloride Effects in the A-TIG Welding of Magnesium. Weld. World 2002, 46, 7–21. [Google Scholar] [CrossRef]
- Paskell, T.; Lundin, C.; Castner, H. GTAW flux increases weld joint penetration. Weld. J. 1997, 76, 57–62. [Google Scholar]
- Adams, A.E. NJC flux reduces distortion on turbine engine housing for defense contractor. Welding J. 2000, 1, 92. [Google Scholar]
- Fan, D.; Zhang, R.; Gu, Y.; Ushio, M. Effect of flux on A-TIG of mild steels. Trans. JWRI 2001, 30, 35–40. [Google Scholar]
- Saidov, R.; Mourton, H.; Le Gall, R.; Saindrenan, G. Le soudage A-TIG de l’acier inoxydable superduplex UR52N. Soudage et Techniques Connexes 1999, 53, 4–8. [Google Scholar]
- Marya, S.; Touileb, K.; Binard, J. Effect of Minor Chemistry variations on the Laser Melts Profiles of two stainless steels. In Proceedings of the 5th International Conference on Welding and Melting by Electron and Laser Beams “CISFEL”, Nantes, France, 14–18 June 1993; pp. 267–274. [Google Scholar]
- Marya, S.; Touileb, K.; Marya, M. Effect of surface tension on GTWA profiles in 316 Austenitic Stainless Steels. In Proceedings of the 6th International Symposium, JWS, Nagoya, Japan, 19–21 November 1996. [Google Scholar]
- Hdhibi, A.; Touileb, K.; Djoudjou, R.; Ouis, A.; Bouazizi, M.L.; Chakhari, J. Effect of single oxide fluxes on morphology and mechanical properties of ATIG on 316 L austenitic stainless steel welds. ETASR 2018, 8, 3064–3072. [Google Scholar]
- Touileb, K.; Hdhibi, A.; Djoudjou, R.; Mohamed, A.; Ouis, A.; Bouazizi, M.L. Mixing Design for ATIG Morphology and Microstructure Study of 316L Stainless Steel. ETASR 2019, 9, 3990–3997. [Google Scholar]
- Lu, S.P.; Fujii, H.; Sugiyama, H.; Tanaka, M.; Nogi, K. Marangoni convection and welding penetration in A-TIG welding. Trans. JWRI 2003, 32, 79–82. [Google Scholar]
- Heiple, C.R.; Roper, J.R. Mechanism for minor element effect on GTA fusion zone geometry. Weld. J. 1982, 61, 97–102. [Google Scholar]
- Howse, D.S.; Lucas, W. An investigation in to arc construction by active flux for TIG welding. Sci. Technol. Weld. Joining 2000, 5, 189–193. [Google Scholar] [CrossRef]
- Li, Q.M.; Wang, X.H.; Zou, Z.D.; Wu, J. Effect of activating flux on arc shape and arc voltage in tungsten inert gas welding. Trans. Nonferrous Met. Soc. China 2007, 17, 486–490. [Google Scholar] [CrossRef]
- Leconte, S.; Paillard, P.; Chapelle, P.; Henrion, G.; Saindrenan, J. Effects of flux containing fluorides on TIG welding process. Sci. Technol. Weld. Joining 2007, 12, 120–126. [Google Scholar] [CrossRef]
- Barroso, N.F.; Paes, R.F.; Lopes, C.P.; De oliveira, W.C. Effect of ZnCL2-acetone flux on atig welding of aluminum alloys. In Proceedings of the 8th Brazilian Congress of Manufacturing Engineering, Bahia, Brazil, 18–22 March 2015. [Google Scholar]
- Marya, M.; Edwards, G. Chloride contributions in flux assisted GTA welding of magnesium alloys. Weld. J. N. Y. 2002, 81, 291–298. [Google Scholar]
- Yushchenko, K.A.; Kovalenko, D.V.; Kovalenko, I.V. Peculiarities of A-TIG Welding of Stainless Steel. In Proceedings of the 7th International Conference on Trends in Welding Research, Callaway Gardens Resort, Pine Mountain, GA, USA, 12–16 May 2005; pp. 16–20. [Google Scholar]
- Tseng, K.; Chuang, K. Application of iron-based powders in tungsten inert gas welding for 17Cr-10Ni-2Mo alloys. Powder Technol. 2012, 228, 36–46. [Google Scholar] [CrossRef]
- Lu, S.P.; Fujii, H.; Sugiyama, H.; Tanaka, M.; Nogi, K. Welding penetration and marangoni convection with oxide fluxes in GTA welding. Mater. Trans. 2002, 43, 2926–2931. [Google Scholar] [CrossRef] [Green Version]
- Duhan, R.; Choudhary, S. Effect of different fluxes on hardness and microstructure of SS 304in GTAW welding. Int. J. Mech. Eng. 2014, 3, 1–8. [Google Scholar]
- Chern, T.S.; Tseng, K.H.; Tsai, H.L. Study of the characteristics of duplex stainless steel activated tungsten inert gas welds. Mater. Des. 2011, 32, 255–263. [Google Scholar] [CrossRef]
- Modenesi, P.J.; Apolinario, E.R.; Pereira, I.M. TIG welding with single-component fluxes. J. Mater. Process. Technol. 2000, 99, 260–265. [Google Scholar] [CrossRef]
- Vasantharaja, P.; Vasudevan, M. Studies on A-TIG welding of Low Activation Ferritic/Martensitic (LAFM) steel. J. Nucl. Mater. 2012, 421, 117–123. [Google Scholar] [CrossRef]
- Tseng, K.H.; Hsu, C.Y. Performance of activated TIG process in austenitic stainless steel welds. J. Mater. Process. Technol. 2011, 211, 503–512. [Google Scholar] [CrossRef]
- Yang, C.L.; Lin, S.B.; Liu, F.Y.; Lin, W.; Zhang, Q.T. Research on the mechanism of penetration increase by flux in ATIG welding. J. Mater. Sci. Technol. 2003, 19, 225–227. [Google Scholar]
- Duhan, R.; Choudhary, S. Effect of Activated Flux on Properties of SS 304 Using TIG Welding. Int. J. Eng. Trans. B Appl. 2015, 28, 290–295. [Google Scholar]
- Paul, B.G.; Ramesh Kumar, K.C. Effect of single component and binary fluxes on the depth of penetration in a-TIG welding of Inconel alloy 800H austenitic stainless steel. Int. J. Adv. Eng. Global Technol. 2017, 5, 1791–1795. [Google Scholar]
- Tseng, K.H.; Wang, W.C. Study of Silica-Titania Mixed Flux Assisted TIG Welding Process. Adv. Mat. Res. 2011, 291, 949–953. [Google Scholar] [CrossRef]
- Patel, A.B.; Patel, S.P. The effect of activating fluxes in TIG welding by using Anova for SS 321. Int. J. Eng. Res. Appl. 2014, 4, 41–48. [Google Scholar]
- Venkatesan, G.; George, J.; Sowmyasri, M.; Muthupandi, V. Effect of ternary fluxes on depth of penetration in A-TIG welding of AISI 409 ferritic stainless steel. Procedia Mater. Sci. 2014, 5, 2402–2410. [Google Scholar] [CrossRef] [Green Version]
- Mallaiaha, G.; Ravinder, P.; Kumar, A. Influence of titanium addition on mechanical properties, residual stresses and corrosion behaviour of AISI 430 grade ferritic stainless steel GTA welds. Procedia Mater. Sci. 2014, 6, 1740–1751. [Google Scholar] [CrossRef] [Green Version]
- Lippold, J.; Kotecki, D. Welding Metallurgy and Weldability of Stainless Steels; John Wiley & Sons: Hoboken, NJ, USA, 2005. [Google Scholar]
- Kuzucu, A.; Aksoy, M.; Korkut, C. The effect of strong carbide-forming elements such as Mo, Ti, V and Nb on the microstructure of ferritic stainless steel. J. Mater. Process. Technol. 1998, 82, 165–171. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | P | S | Si | Cr | Ni | N |
|---|---|---|---|---|---|---|---|---|
| Weight % | 0.025 | 0.25 | 0.032 | 0.0015 | 0.031 | 16.28 | 0.017 | 0.0546 |
| Parameters | Range |
|---|---|
| Welding speed | 15 cm/min |
| Welding current | 180 Amp |
| Arc Length | 2 mm |
| Electrode tip angle | 45° |
| Shield gas on work piece | Argon with flow rate 12 L/min |
| Shield gas on back side | Argon with flow rate 5 L/min |
| Welding mode | Negative direct current electrode |
| Exp. No. | TiO2 (weight %) | MoO3 (weight %) | SiO2 (weight %) | W (mm) | D (mm) | R = D/W |
|---|---|---|---|---|---|---|
| 1 | 100 | 0.00 | 0.00 | 7.94 | 3.94 | 0.50 |
| 2 | 75 | 25 | 0.00 | 7.74 | 4.53 | 0.59 |
| 3 | 50 | 50 | 0.00 | 6.90 | 5.32 | 0.77 |
| 4 | 25 | 75 | 0.00 | 8.56 | 3.06 | 0.36 |
| 5 | 0.00 | 100 | 0.00 | 8.46 | 4.47 | 0.53 |
| 6 | 0.00 | 75 | 25 | 9.88 | 4.00 | 0.40 |
| 7 | 0.00 | 50 | 50 | 11.96 | 2.74 | 0.23 |
| 8 | 0.00 | 25 | 75 | 8.84 | 4.33 | 0.49 |
| 9 | 0.00 | 0.00 | 100 | 8.80 | 3.06 | 0.35 |
| 10 | 25 | 0.00 | 75 | 8.58 | 5.03 | 0.59 |
| 11 | 50 | 0.00 | 50 | 7.96 | 3.97 | 0.50 |
| 12 | 75 | 0.00 | 25 | 8.84 | 3.98 | 0.45 |
| 13 | 33.33 | 33.33 | 33.33 | 7.48 | 4.75 | 0.64 |
| 14 | 66.66 | 16.66 | 16.66 | 7.98 | 4.81 | 0.60 |
| 15 | 16.66 | 66.66 | 16.66 | 9.22 | 4.23 | 0.46 |
| 16 | 16.66 | 16.66 | 66.66 | 8.96 | 3.70 | 0.41 |
| 17 | 25 | 50 | 25 | 10.84 | 3.16 | 0.29 |
| 18 | 25 | 25 | 50 | 8.84 | 4.39 | 0.50 |
| 19 | 50 | 25 | 25 | 9.06 | 4.55 | 0.50 |
| Sample | Number of Tests | Max. Depth (mm) | Min. Depth (mm) | Mean Depth (mm) | Standard Deviation σ |
|---|---|---|---|---|---|
| TIG | 3 | 3.9 | 3.4 | 3.63 | 0.251 |
| ATIG | 3 | 7.43 | 7.1 | 7.24 | 0.169 |
| Sample | Number of Tests | Max. Width (mm) | Min. Width (mm) | Mean Width (mm) | Standard Deviation σ |
|---|---|---|---|---|---|
| TIG | 3 | 7.3 | 7.0 | 7.14 | 0.052 |
| ATIG | 3 | 9.8 | 9.5 | 9.70 | 0.100 |
| TIG | ATIG | ||||
|---|---|---|---|---|---|
| D | W | D/W | D | W | D/W |
| 3.63 | 7.14 | 0.51 | 7.24 | 9.70 | 0.75 |
| Sample | Number of Tests | UTS Max. (MPa) | UTS Min. (MPa) | UTS Mean (MPa) | Standard Deviation σ |
|---|---|---|---|---|---|
| TIG | 3 | 482 | 457 | 468 | 12.76 |
| ATIG | 3 | 498 | 465 | 477 | 18.2 |
| Sample | Number of Tests | HV Max. | HV Min. | HV Mean | Standard Deviation σ | |
|---|---|---|---|---|---|---|
| TIG | FZ | 5 | 229 | 207 | 215 | 8.955 |
| HAZ | 5 | 237 | 228 | 233 | 3.701 | |
| ATIG | FZ | 5 | 229 | 210 | 219 | 6.719 |
| HAZ | 5 | 244 | 234 | 239 | 4.573 | |
| Sample | Number of Tests | Absorbed Energy (J) Min | Absorbed Energy (J) Max | Absorbed Energy (J) | Standard Deviation σ |
|---|---|---|---|---|---|
| TIG | 3 | 56 | 60 | 59 | 1.00 |
| ATIG | 3 | 92 | 95 | 93 | 1.32 |
| Sample | Number of Tests | Absorbed Energy (J) Min. | Absorbed Energy (J) Max. | Absorbed Energy (J) | Standard Deviation σ |
|---|---|---|---|---|---|
| TIG | 3 | 50 | 54 | 52 | 1.32 |
| ATIG | 3 | 92 | 95 | 93 | 1.32 |
| Elements | C | Si | Cr | Mn | Fe |
|---|---|---|---|---|---|
| Weight % | 11.12 | 0.60 | 13.81 | 10.37 | 64.11 |
| Elements | C | O | Si | Cr | Mn | Fe |
|---|---|---|---|---|---|---|
| Weight % | 18.51 | 2.67 | 0.46 | 12.25 | 9.21 | 56.90 |
| Elements | C | Cr | Mn | Fe |
|---|---|---|---|---|
| Weight % | 6.13 | 15.23 | 9.45 | 69.19 |
| Elements | C | O | Si | Cr | Mn | Fe | Ni |
|---|---|---|---|---|---|---|---|
| Weight % | 28.31 | 3.61 | 0.45 | 10.03 | 7.46 | 49.21 | 0.93 |
| Alloy | βc mV·dec−1 | ECorr mV | βa mV·dec−1 | jCorr A·cm−2 | Corrosion Rate mm/y |
|---|---|---|---|---|---|
| Base metal | 210 | −637 | 115 | 9.5 | 0.102 |
| TIG | 170 | −640 | 120 | 6.7 | 0.072 |
| ATIG | 162 | −600 | 150 | 8.7 | 0.094 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Touileb, K.; Ouis, A.; Djoudjou, R.; Hedhibi, A.C.; Alrobei, H.; Albaijan, I.; Alzahrani, B.; Sherif, E.-S.M.; Abdo, H.S. Effects of ATIG Welding on Weld Shape, Mechanical Properties, and Corrosion Resistance of 430 Ferritic Stainless Steel Alloy. Metals 2020, 10, 404. https://doi.org/10.3390/met10030404
Touileb K, Ouis A, Djoudjou R, Hedhibi AC, Alrobei H, Albaijan I, Alzahrani B, Sherif E-SM, Abdo HS. Effects of ATIG Welding on Weld Shape, Mechanical Properties, and Corrosion Resistance of 430 Ferritic Stainless Steel Alloy. Metals. 2020; 10(3):404. https://doi.org/10.3390/met10030404
Chicago/Turabian StyleTouileb, Kamel, Abousoufiane Ouis, Rachid Djoudjou, Abdeljlil Chihaoui Hedhibi, Hussein Alrobei, Ibrahim Albaijan, Bandar Alzahrani, El-Sayed M. Sherif, and Hany S. Abdo. 2020. "Effects of ATIG Welding on Weld Shape, Mechanical Properties, and Corrosion Resistance of 430 Ferritic Stainless Steel Alloy" Metals 10, no. 3: 404. https://doi.org/10.3390/met10030404
APA StyleTouileb, K., Ouis, A., Djoudjou, R., Hedhibi, A. C., Alrobei, H., Albaijan, I., Alzahrani, B., Sherif, E. -S. M., & Abdo, H. S. (2020). Effects of ATIG Welding on Weld Shape, Mechanical Properties, and Corrosion Resistance of 430 Ferritic Stainless Steel Alloy. Metals, 10(3), 404. https://doi.org/10.3390/met10030404