Evaluation of Non-Equibiaxial Residual Stresses in Metallic Materials via Instrumented Spherical Indentation

 ,
,
Abstract
:1. Introduction
2. Establishment of Method
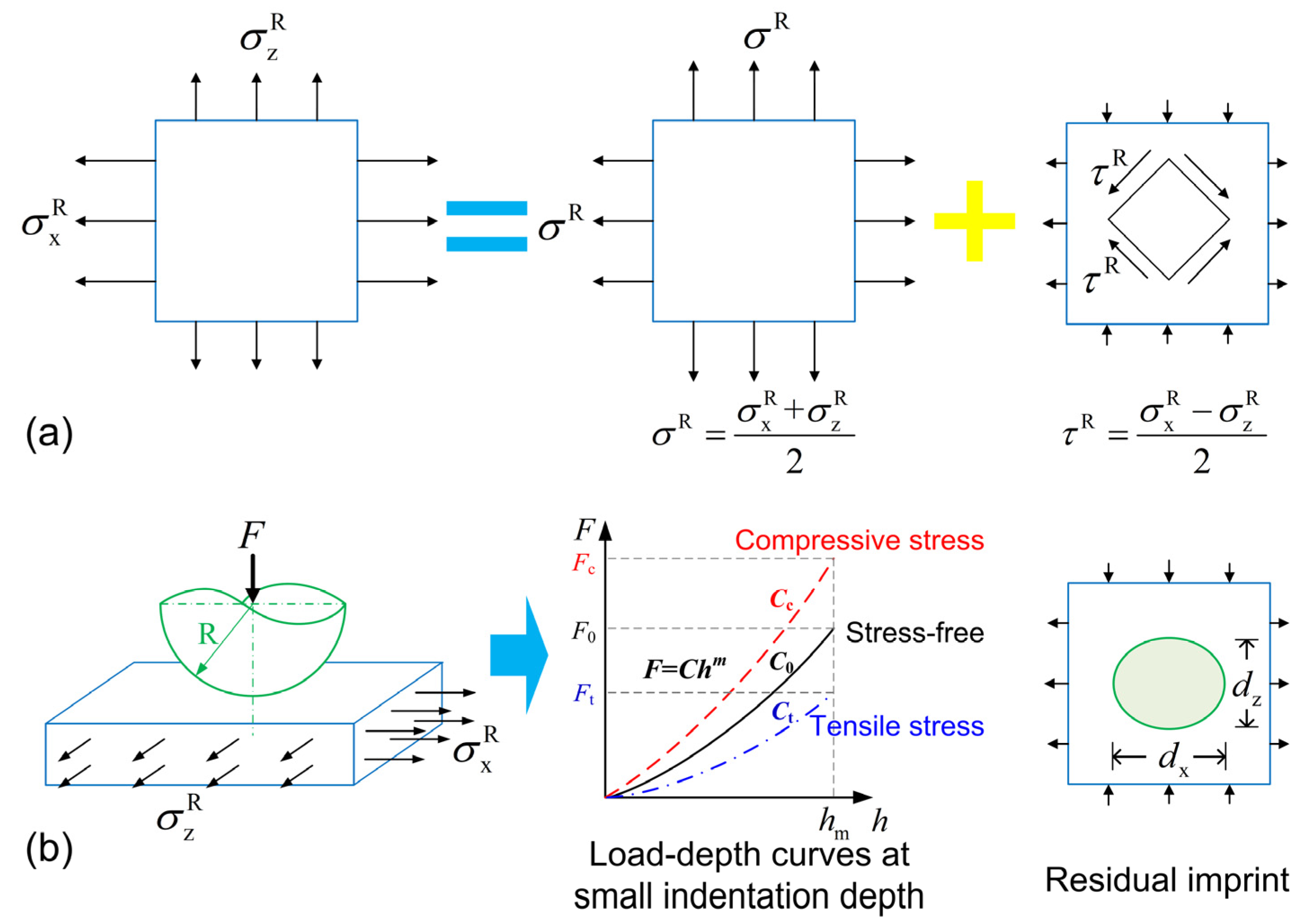
2.1. Basic Principle for Non-Equibiaxial Residual Stress Evaluation
2.2. Determination of the Optimal Indentation Depth
2.3. Selection of Sensitive Characteristic Parameters
2.4. Determination of Dimensionless Relationships through Dimensional Analysis
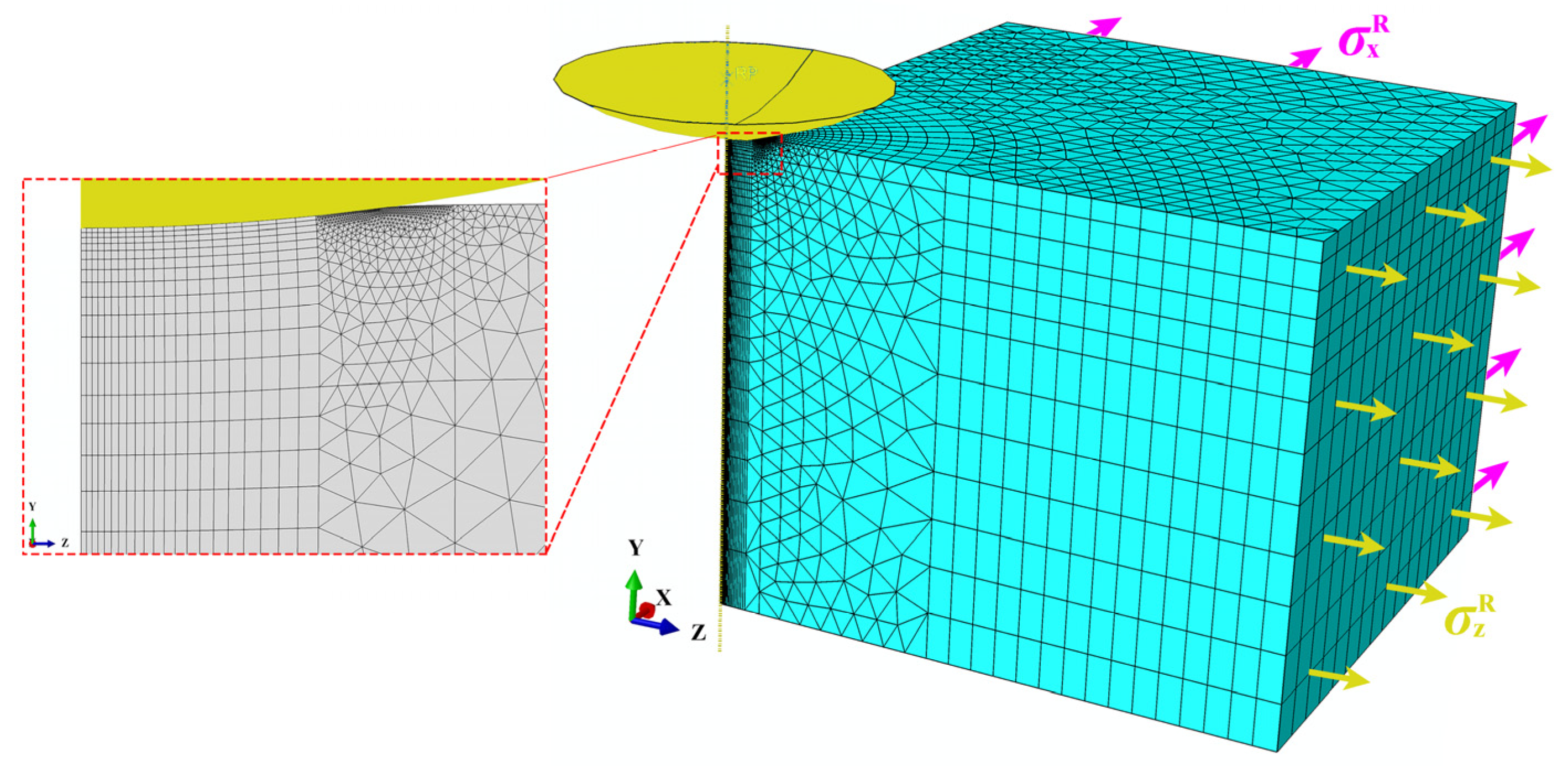
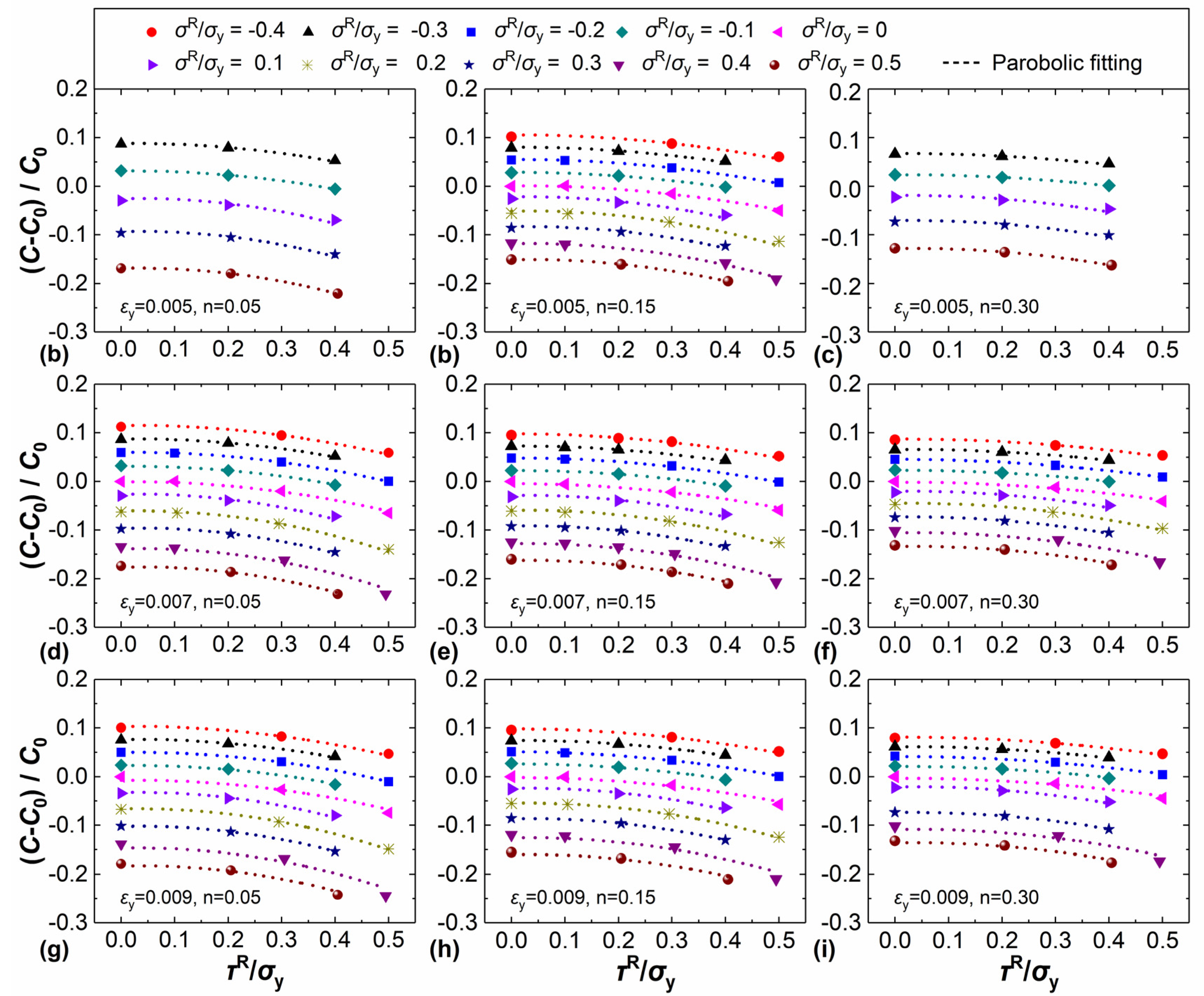
2.5. Determination of Quantitative Relationships through FE Analysis
3. Materials and Experiments
3.1. Materials
3.2. Uniaxial Tensile Tests
3.3. Instrumented Spherical Indentation Tests
4. Results and Discussion
4.1. Numerical Verification
4.2. Experimental Verification
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Fang, X.; Jin, G.; Cui, X.F.; Liu, J.N. Evolution characteristics of residual stress in metastable Ni-B alloy coatings identified by nanoindentation. Surf. Coat. Tech. 2016, 305, 208–214. [Google Scholar] [CrossRef]
- Jang, J.I. Estimation of residual stress by instrumented indentation: A review. J. Ceram. Process. Res. 2009, 10, 391–400. [Google Scholar]
- Wang, Y.K.; Dang, D.Y.; Wang, M.; Xiao, X.C.; Cheng, Y.S. Mechanical behavior of electroplated mossy lithium at room temperature studied by flat punch indentation. Appl. Phys. Lett. 2019, 115, 5. [Google Scholar] [CrossRef]
- Bolshakov, A.; Oliver, W.C.; Pharr, G.M. Influences of stress on the measurement of mechanical properties using nanoindentation. 2. Finite element simulations. J. Mater. Res. 1996, 11, 760–768. [Google Scholar] [CrossRef]
- Tsui, T.Y.; Oliver, W.C.; Pharr, G.M. Influences of stress on the measurement of mechanical properties using nanoindentation. 1. Experimental studies in an aluminum alloy. J. Mater. Res. 1996, 11, 752–759. [Google Scholar] [CrossRef]
- Xu, Z.H.; Li, X.D. Influence of equi-biaxial residual stress on unloading behaviour of nanoindentation. Acta Mater. 2005, 53, 1913–1919. [Google Scholar] [CrossRef]
- Larsson, P.-L. Influence from the inclined angle of the indenter for determination of residual stress and strain fields by sharp indentation testing. J. Mater. Process. Tech. 2007, 184, 372–378. [Google Scholar] [CrossRef]
- Huber, N.; Heerens, J. On the effect of a general residual stress state on indentation and hardness testing. Acta Mater. 2008, 56, 6205–6213. [Google Scholar] [CrossRef] [Green Version]
- Larsson, P.-L. On the Influence of Elastic Deformation for Residual Stress Determination by Sharp Indentation Testing. J. Mater. Eng. Perform. 2017, 26, 3854–3860. [Google Scholar] [CrossRef] [Green Version]
- Feng, B.; Levitas, V.I. Coupled elastoplasticity and plastic strain-induced phase transformation under high pressure and large strains: Formulation and application to BN sample compressed in a diamond anvil cell. Int. J. Plasticity 2017, 96, 156–181. [Google Scholar] [CrossRef]
- Ma, L.; Xing, H.; Ding, Q.; Han, Y.; Li, Q.; Qiu, W. Analysis of residual stress around a Berkovich nano-indentation by micro-Raman spectroscopy. AIP Adv. 2019, 9. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Cheng, W.; Peng, G.; Ma, Y.; Jiang, W.; Hu, J.; Chen, H. Numerical investigation of spherical indentation on elastic-power-law strain-hardening solids with non-equibiaxial residual stresses. MRS Commun. 2019, 9, 360–369. [Google Scholar] [CrossRef]
- Feng, B.; Liu, Z. Finite element modeling and simulations on indentation and scratch tests on thin films: Effects of prestress. MRS Commun. 2019, 9, 756–763. [Google Scholar] [CrossRef]
- Suresh, S.; Giannakopoulos, A.E. A new method for estimating residual stresses by instrumented sharp indentation. Acta Mater. 1998, 46, 5755–5767. [Google Scholar] [CrossRef]
- Taljat, B.; Pharr, G.M. Measurement of residual stress by load and depth sensing spherical indentation. Mat. Res. Soc. Symp. Proc. 2000, 594, 519–524. [Google Scholar] [CrossRef]
- Carlsson, S.; Larsson, P.L. On the determination of residual stress and strain fields by sharp indentation testing. Part I: Theoretical and numerical analysis. Acta Mater. 2001, 49, 2179–2191. [Google Scholar] [CrossRef]
- Swadener, J.G.; Taljat, B.; Pharr, G.M. Measurement of residual stress by load and depth sensing indentation with spherical indenters. J. Mater. Res. 2001, 16, 2091–2102. [Google Scholar] [CrossRef]
- Sakharova, N.A.; Prates, P.A.; Oliveira, M.C.; Fernandes, J.V.; Antunes, J.M. A Simple Method for Estimation of Residual Stresses by Depth-Sensing Indentation. Strain 2012, 48, 75–87. [Google Scholar] [CrossRef]
- Lu, Z.; Feng, Y.; Peng, G.; Yang, R.; Huan, Y.; Zhang, T. Estimation of surface equi-biaxial residual stress by using instrumented sharp indentation. Mater. Sci. Eng. A 2014, 614, 264–272. [Google Scholar] [CrossRef]
- Lee, J.H.; Lee, H.; Hyun, H.C.; Kim, M. Numerical approaches and experimental verification of the conical indentation techniques for residual stress evaluation. J. Mater. Res. 2010, 25, 2212–2223. [Google Scholar] [CrossRef]
- Mady, C.E.K.; Rodriguez, S.A.; Gomez, A.G.; Souza, R.M. Numerical analysis of different methods to calculate residual stresses in thin films based on instrumented indentation data. J. Mater. Res. 2012, 27, 1732–1741. [Google Scholar] [CrossRef]
- Xiao, L.; Ye, D.; Chen, C. A further study on representative models for calculating the residual stress based on the instrumented indentation technique. Comp. Mater. Sci. 2014, 82, 476–482. [Google Scholar] [CrossRef]
- Rickhey, F.; Lee, J.H.; Lee, H. A contact size-independent approach to the estimation of biaxial residual stresses by Knoop indentation. Mater. Design 2015, 84, 300–312. [Google Scholar] [CrossRef]
- Chen, J.; Liu, J.; Sun, C. Residual stress measurement via digital image correlation and sharp indentation testing. Opt. Eng. 2016, 55, 124102. [Google Scholar] [CrossRef]
- Peng, G.; Lu, Z.; Ma, Y.; Feng, Y.; Huan, Y.; Zhang, T. Spherical indentation method for estimating equibiaxial residual stress and elastic–plastic properties of metals simultaneously. J. Mater. Res. 2018, 33, 884–897. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z.; Deng, L.; Zhao, J. A novel method to extract the equi-biaxial residual stress and mechanical properties of metal materials by continuous spherical indentation test. Mater. Res. Express 2018, 6, 3. [Google Scholar] [CrossRef]
- Kim, J.-h.; Choi, S.; Lee, J.; Ahn, H.-J.; Kim, Y.-C.; Choi, M.-J.; Kwon, D. An indentation method for evaluation of residual stress: Estimation of stress-free indentation curve using stress-independent indentation parameters. J. Mater. Res. 2019, 34, 1103–1111. [Google Scholar] [CrossRef]
- Lee, Y.H.; Kwon, D. Estimation of biaxial surface stress by instrumented indentation with sharp indenters. Acta Mater. 2004, 52, 1555–1563. [Google Scholar] [CrossRef]
- Larsson, P.-L. On the Determination of Biaxial Residual Stress Fields from Global Indentation Quantities. Tribol. Lett. 2014, 54, 89–97. [Google Scholar] [CrossRef]
- Shen, L.; He, Y.; Liu, D.; Gong, Q.; Zhang, B.; Lei, J. A novel method for determining surface residual stress components and their directions in spherical indentation. J. Mater. Res. 2015, 30, 1078–1089. [Google Scholar] [CrossRef]
- Kim, Y.-C.; Choi, M.-J.; Kwon, D.; Kim, J.-Y. Estimation of principal directions of Bi-axial residual stress using instrumented Knoop indentation testing. Met. Mater. Int. 2015, 21, 850–856. [Google Scholar] [CrossRef]
- Kim, Y.-C.; Ahn, H.-J.; Kwon, D.; Kim, J.-Y. Modeling and experimental verification for non-equibiaxial residual stress evaluated by Knoop indentations. Met. Mater. Int. 2016, 22, 12–19. [Google Scholar] [CrossRef]
- Ahn, H.-J.; Kim, J.-h.; Xu, H.; Lee, J.; Kim, J.-Y.; Kim, Y.-C.; Kwon, D. Directionality of residual stress evaluated by instrumented indentation testing using wedge indenter. Met. Mater. Int. 2017, 23, 465–472. [Google Scholar] [CrossRef]
- Han, J.H.; Lee, J.S.; Lee, Y.H.; Choi, M.J.; Lee, G.; Kim, K.H.; Kwon, D. Residual stress estimation with identification of stress directionality using instrumented indentation technique. In Mechanical Behavior of Materials X, Pts 1and 2; Nam, S.W., Chang, Y.W., Lee, S.B., Kim, N.J., Eds.; Trans Tech Publications Ltd.: Durnten-Zurich, Switzerland, 2007; Volume 345–346, pp. 1125–1128. [Google Scholar] [CrossRef]
- Choi, M.-J.; Kang, S.-K.; Kang, I.; Kwon, D. Evaluation of nonequibiaxial residual stress using Knoop indenter. J. Mater. Res. 2011, 27, 121–125. [Google Scholar] [CrossRef]
- Cao, Y.P.; Lu, J. A new method to extract the plastic properties of metal materials from an instrumented spherical indentation loading curve. Acta Mater. 2004, 52, 4023–4032. [Google Scholar] [CrossRef]
- Ni, W.Y.; Cheng, Y.T.; Cheng, C.M.; Grummon, D.S. An energy-based method for analyzing instrumented spherical indentation experiments. J. Mater. Res. 2004, 19, 149–157. [Google Scholar] [CrossRef]
- Zhang, T.H.; Yu, C.; Peng, G.J.; Feng, Y.H. Identification of the elastic-plastic constitutive model for measuring mechanical properties of metals by instrumented spherical indentation test. MRS Commun. 2017, 7, 221–228. [Google Scholar] [CrossRef] [Green Version]
- Patel, D.K.; Kalidindi, S.R. Correlation of spherical nanoindentation stress-strain curves to simple compression stress-strain curves for elastic-plastic isotropic materials using finite element models. Acta Mater. 2016, 112, 295–302. [Google Scholar] [CrossRef] [Green Version]
- Campbell, J.E.; Thompson, R.P.; Dean, J.; Clyne, T.W. Experimental and computational issues for automated extraction of plasticity parameters from spherical indentation. Mech. Mater. 2018, 124, 118–131. [Google Scholar] [CrossRef]
- Campbell, J.E.; Thompson, R.P.; Dean, J.; Clyne, T.W. Comparison between stress-strain plots obtained from indentation plastometry, based on residual indent profiles, and from uniaxial testing. Acta Mater. 2019, 168, 87–99. [Google Scholar] [CrossRef]
- Meng, L.; Breitkopf, P.; Raghavan, B.; Mauvoisin, G.; Bartier, O.; Hernot, X. On the study of mystical materials identified by indentation on power law and Voce hardening solids. Int. J. Mater. Form. 2019, 12, 587–602. [Google Scholar] [CrossRef]
- Johnson, K.L. Contact mechanics; Cambridge University Press: Cambridge, UK, 1985; pp. 171–179. [Google Scholar]
- Lostado, R.; Escribano García, R.; Fernandez Martinez, R. Optimization of operating conditions for a double-row tapered roller bearing. Int. J. Mech. Mater. Des. 2016, 12, 353–373. [Google Scholar] [CrossRef]
- Lostado Lorza, R.; Corral Bobadilla, M.; Martínez Calvo, M.Á.; Villanueva Roldán, P.M. Residual Stresses with Time-Independent Cyclic Plasticity in Finite Element Analysis of Welded Joints. Metals 2017, 7, 136–160. [Google Scholar] [CrossRef] [Green Version]
- Lostado, R.; Martinez, R.F.; Mac Donald, B.J. Determination of the contact stresses in double-row tapered roller bearings using the finite element method, experimental analysis and analytical models. J. Mech. Sci. Technol. 2018, 29, 4645–4656. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| −0.9 | −0.3 | 6.029 | 1.331 | 0.9999 |
| −0.3 | −0.3 | 5.859 | 1.322 | 0.9999 |
| 0 | 0 | 5.586 | 1.312 | 0.9999 |
| 0.3 | 0.3 | 5.110 | 1.309 | 0.9999 |
| 0.6 | 0.6 | 4.458 | 1.314 | 0.9999 |
| Materials | (MPa) | (%) | (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | (MPa) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| AA 7075 | 436.0 | 0.007 | 0.101 | −3.62 | −9.78 | 235.7 | −36.9 | 246.1 | −52.3 | −10.4 | 15.4 |
| −3.98 | −8.53 | 201.1 | 1.6 | 191.5 | 51.9 | 9.6 | −50.3 | ||||
| −3.66 | −6.04 | 197.6 | −113.2 | 210.5 | −108.4 | −12.86 | −4.8 | ||||
| AA 2014 | 271.0 | 0.004 | 0.055 | −3.64 | −12.96 | 171.3 | 15.8 | 140.1 | −29.8 | 31.2 | 45.6 |
| −4.15 | −10.97 | 141.3 | 38.5 | 117.0 | 34.8 | 24.3 | 3.7 | ||||
| −3.93 | −2.70 | 91.7 | −67.6 | 132.8 | −76.5 | −41.1 | 8.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, G.; Xu, F.; Chen, J.; Wang, H.; Hu, J.; Zhang, T. Evaluation of Non-Equibiaxial Residual Stresses in Metallic Materials via Instrumented Spherical Indentation. Metals 2020, 10, 440. https://doi.org/10.3390/met10040440
Peng G, Xu F, Chen J, Wang H, Hu J, Zhang T. Evaluation of Non-Equibiaxial Residual Stresses in Metallic Materials via Instrumented Spherical Indentation. Metals. 2020; 10(4):440. https://doi.org/10.3390/met10040440
Chicago/Turabian StylePeng, Guangjian, Fenglei Xu, Jianfeng Chen, Huadong Wang, Jiangjiang Hu, and Taihua Zhang. 2020. "Evaluation of Non-Equibiaxial Residual Stresses in Metallic Materials via Instrumented Spherical Indentation" Metals 10, no. 4: 440. https://doi.org/10.3390/met10040440
APA StylePeng, G., Xu, F., Chen, J., Wang, H., Hu, J., & Zhang, T. (2020). Evaluation of Non-Equibiaxial Residual Stresses in Metallic Materials via Instrumented Spherical Indentation. Metals, 10(4), 440. https://doi.org/10.3390/met10040440