Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART I: Penetration Shape by Bead on Plate)


Abstract
:1. Introduction
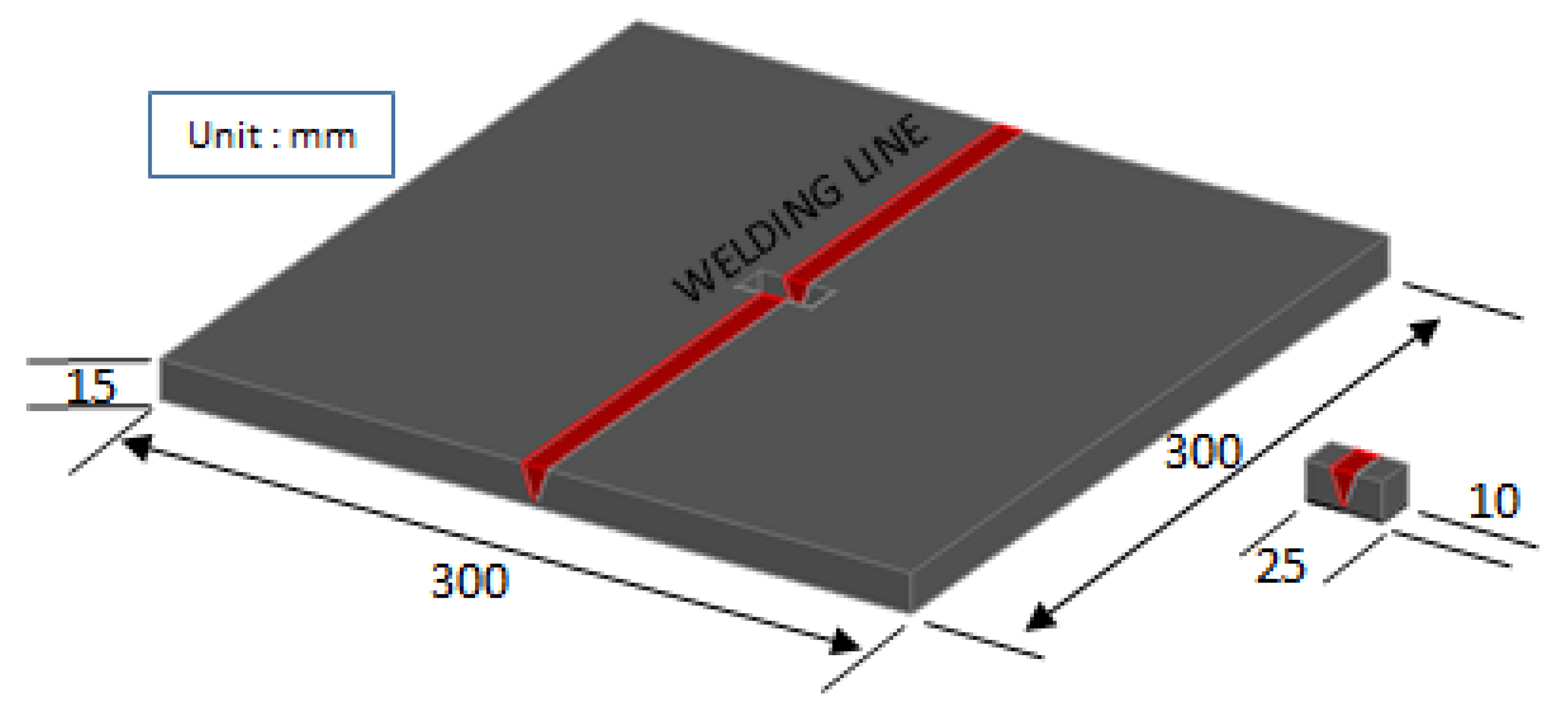
2. Experiments of ASTM 553-1 (9% Nickel Steel) Bead on Plate (BOP) by Laser Welding
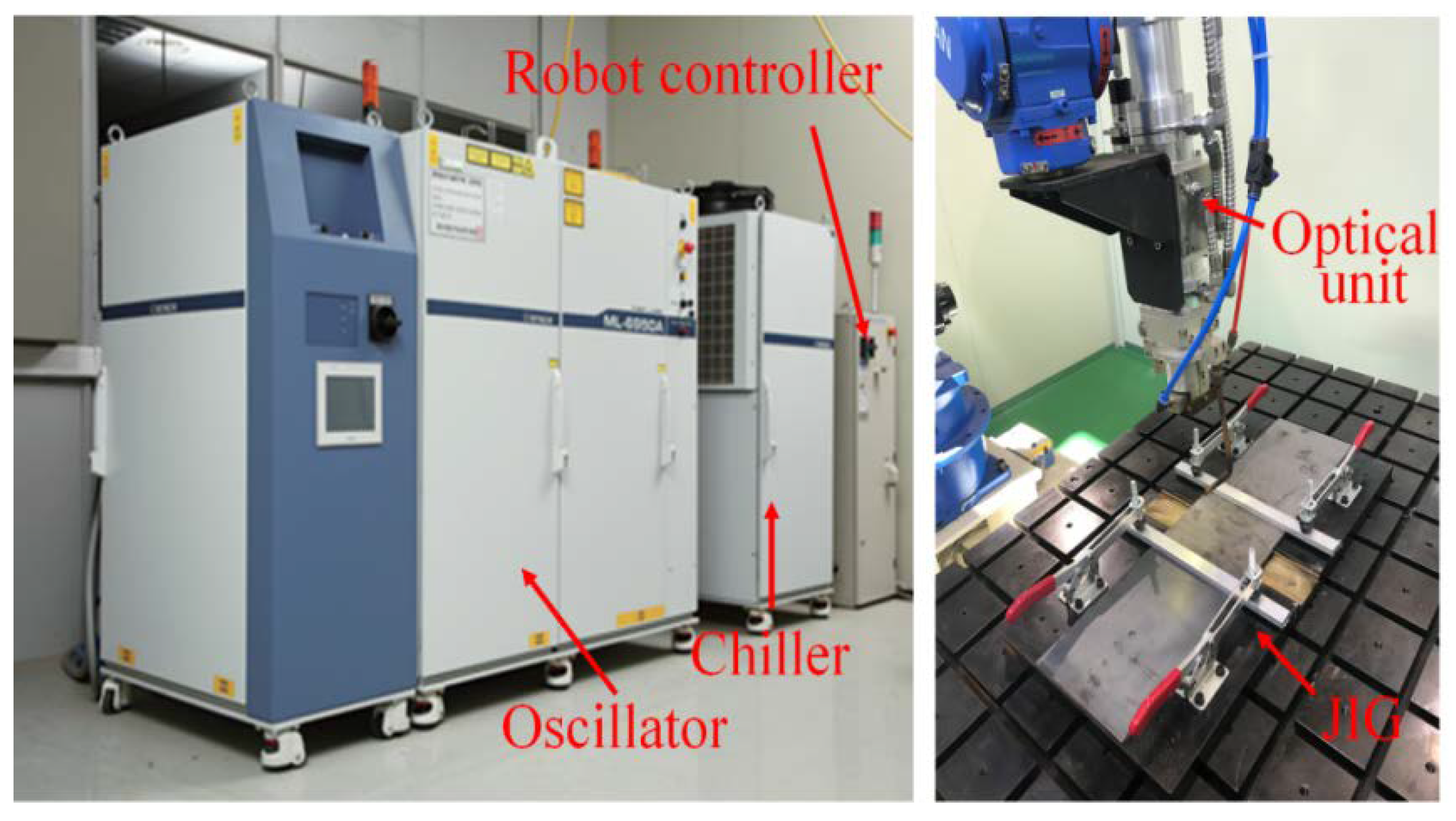
2.1. Laser-Welding Equipment, Parameters of Experiment and Base Material
- (1)
- Laser power: The laser power is the most important factor in defining the penetration depth limit, and it is impossible to obtain a weld with a certain depth or more, even if the other conditions are optimal.
- (2)
- Welding speed: In addition to the laser output, the welding speed has a close relationship with the welding heat input received by the welding position.
- (3)
- Focus position (defocus): The focus position in the thickness direction is the point of impurity which places the energy focusing point at a specific position in the thickness direction of the material to be welded.
- (4)
- Polarization (work angle and tilling angle): Optimization should be performed by adjusting the working angle and tilting angle according to the shape of the welding seam. In addition, welding must be performed at a constant angle, to protect the equipment according to the reflected light or absorption rate of the material.
- (5)
- Alignment (thickness, gap and mismatch): Depending on the thickness of the welding material, the range of selection of the welding power is determined, since the welding power is related to the penetration depth. In laser welding, gaps play an important role in weld quality (bead shape, so it is important to select welding conditions according to gaps.
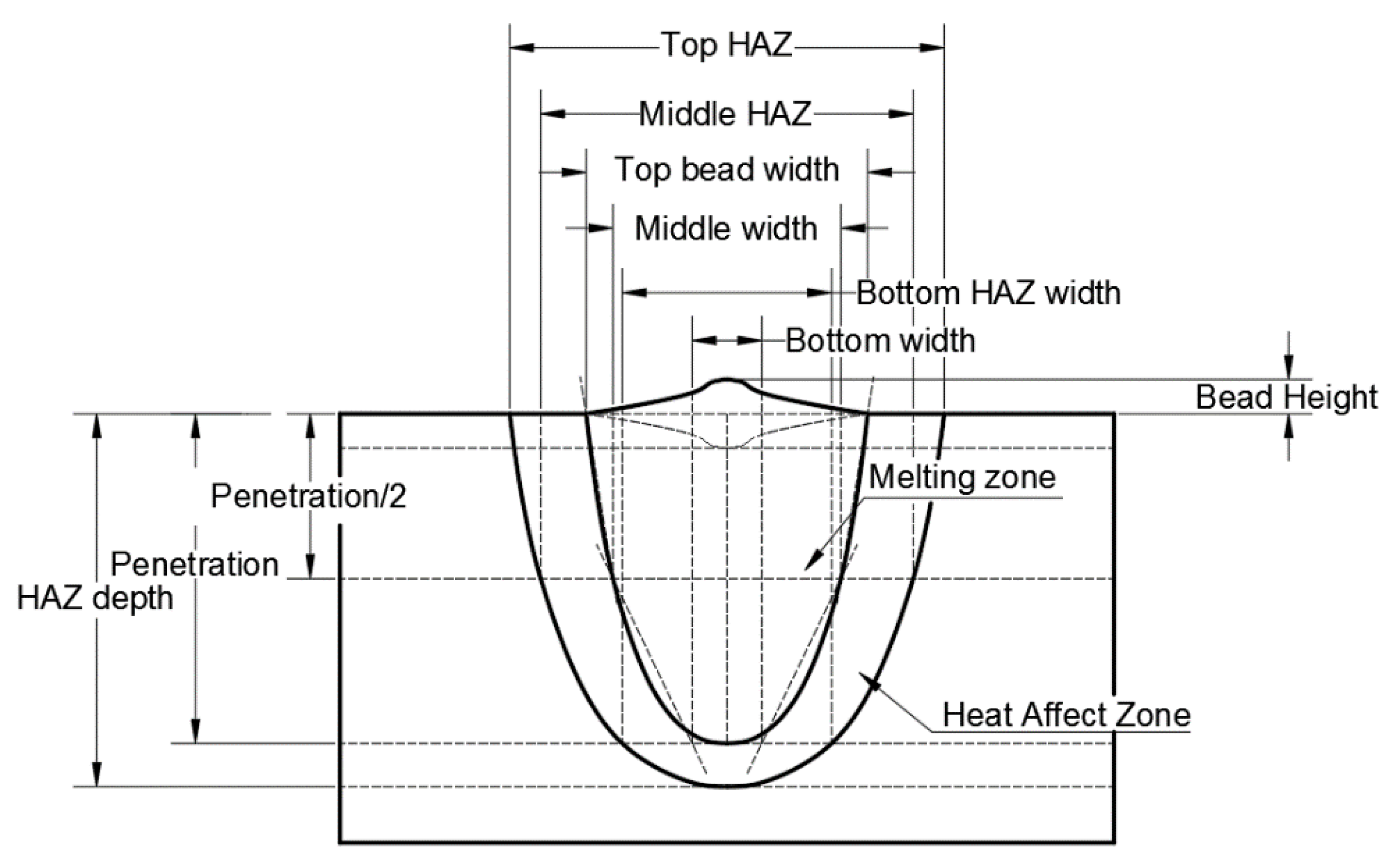
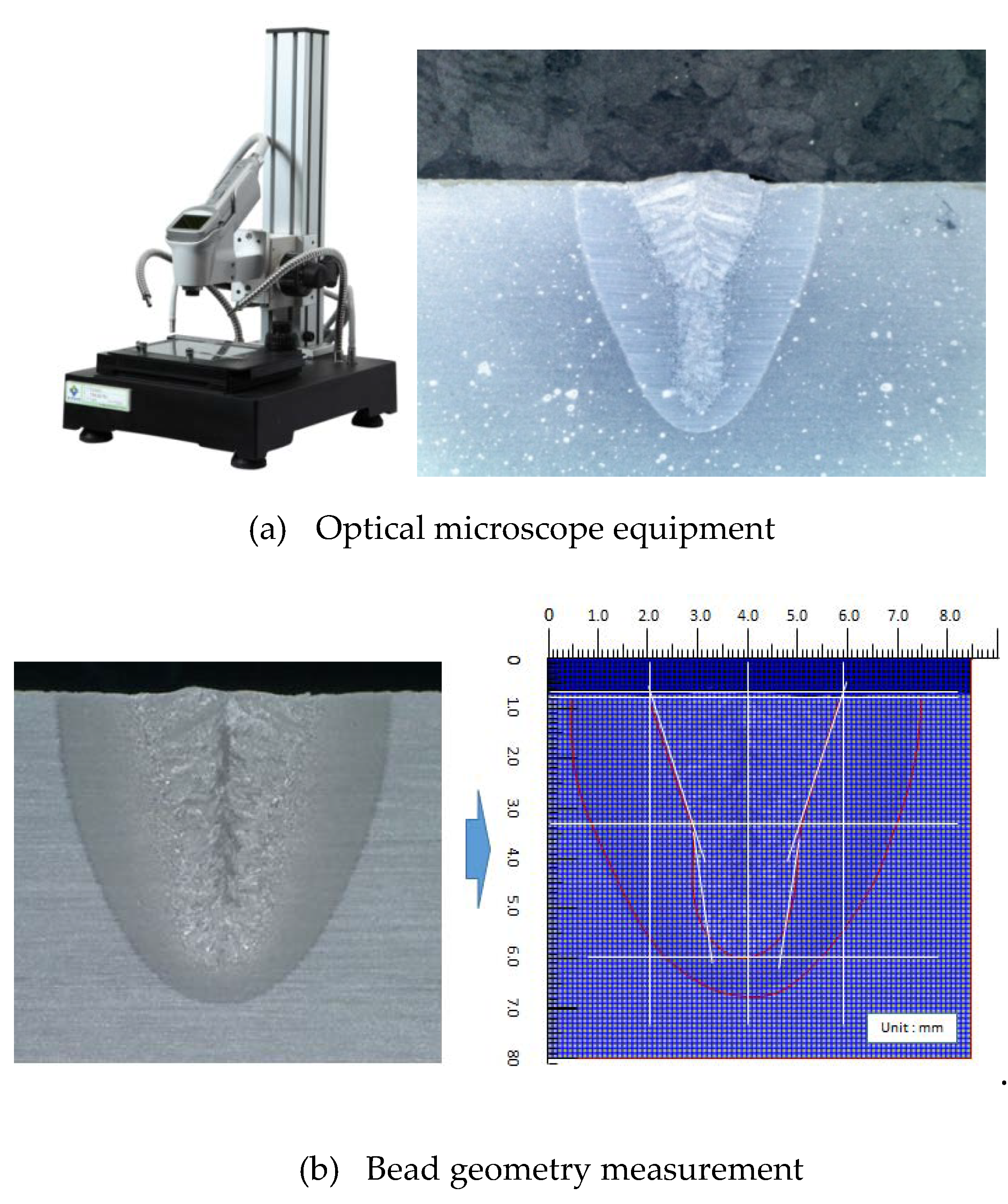
2.2. Measurement of Bead Geometry
- (1)
- Top bead width: melted surface width of base material that can be observed with naked eyes.
- (2)
- Top HAZ: the length of the HAZ of the base material surface (Top) observed through the micro-section.
- (3)
- Penetration: the vertical depth of melting zone from surface of base metal.
- (4)
- HAZ Depth: the vertical depth of HAZ from surface of base metal.
- (5)
- Bead Height: the vertical length of the portion protruding above the surface of the base material after the melted portion is formed.
- (6)
- Middle Width: the width of the melting zone at the midpoint of the penetration depth.
- (7)
- Middle HAZ: the width of the HAZ at the midpoint of the penetration depth.
- (8)
- Bottom Width: the width of the melting zone at the endpoint of the penetration depth.
- (9)
- Bottom HAZ: the width of the HAZ at the endpoint of the penetration depth.
3. Results and Discussions
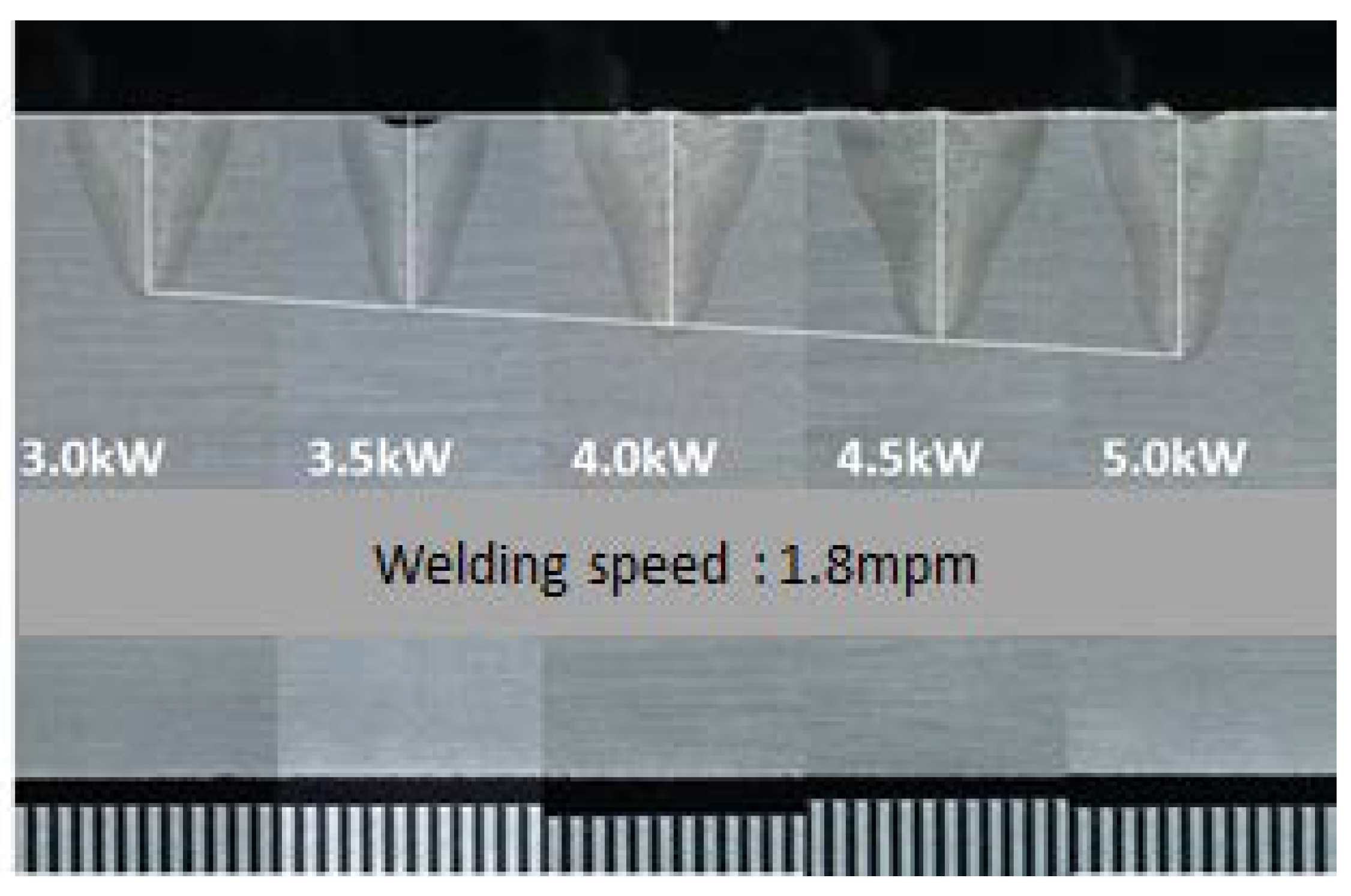
3.1. Measurement of Bead Penetration Shape
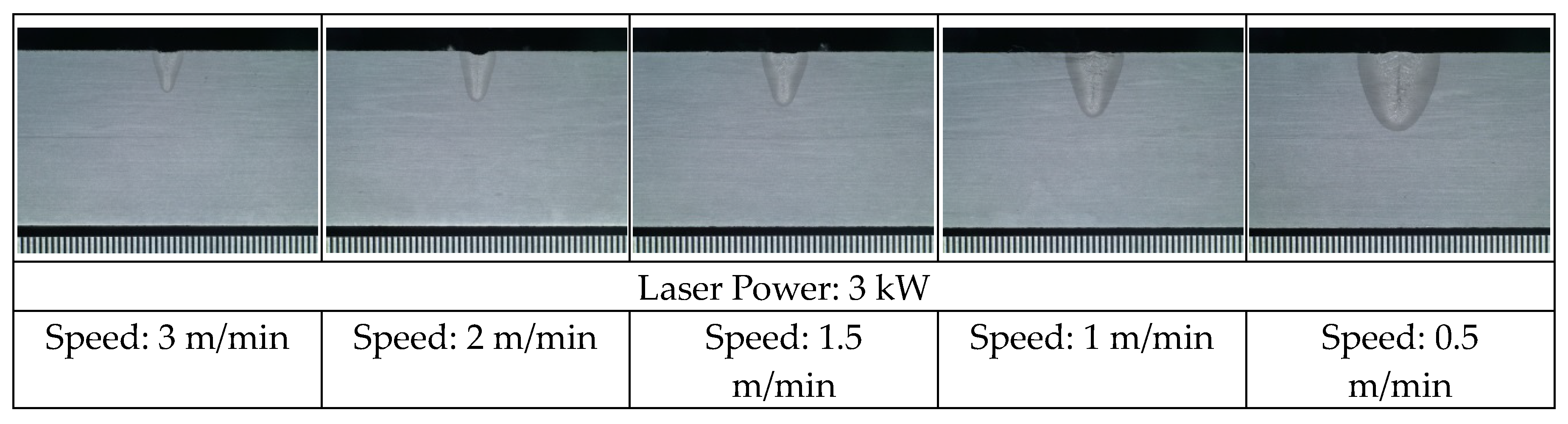
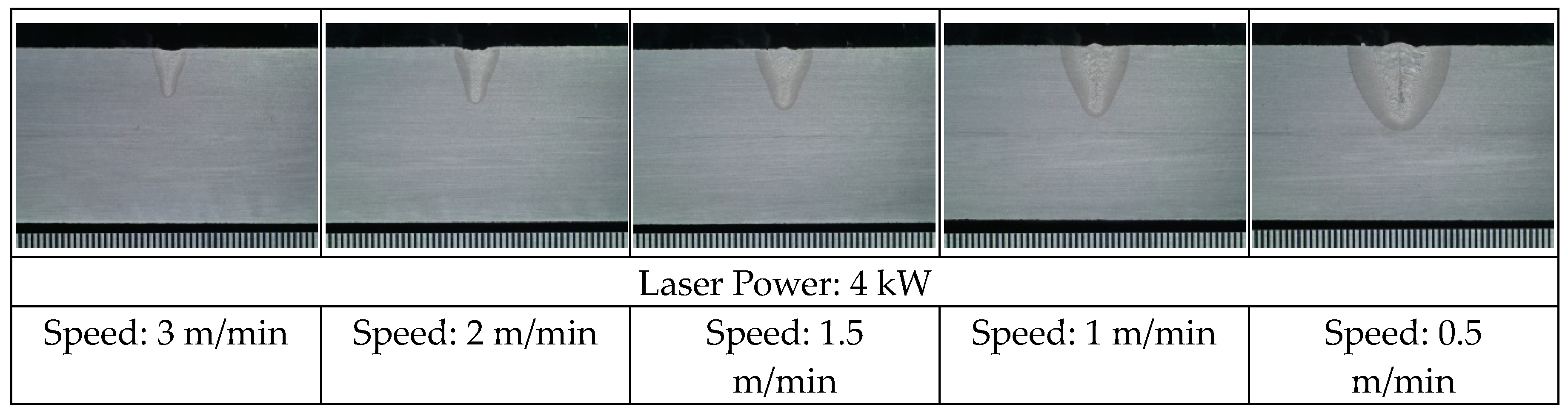
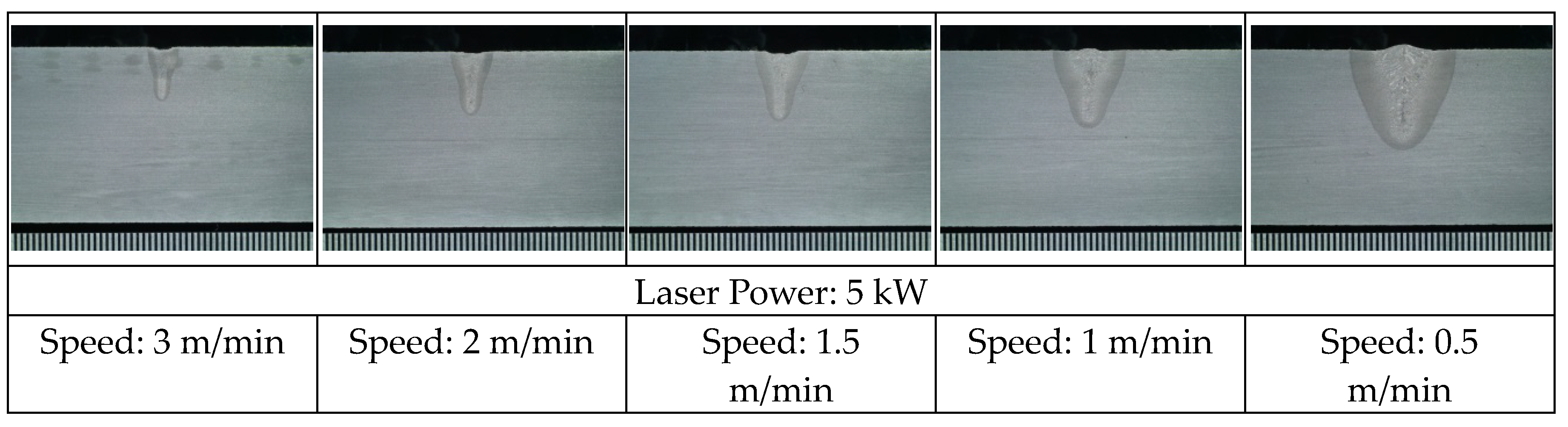
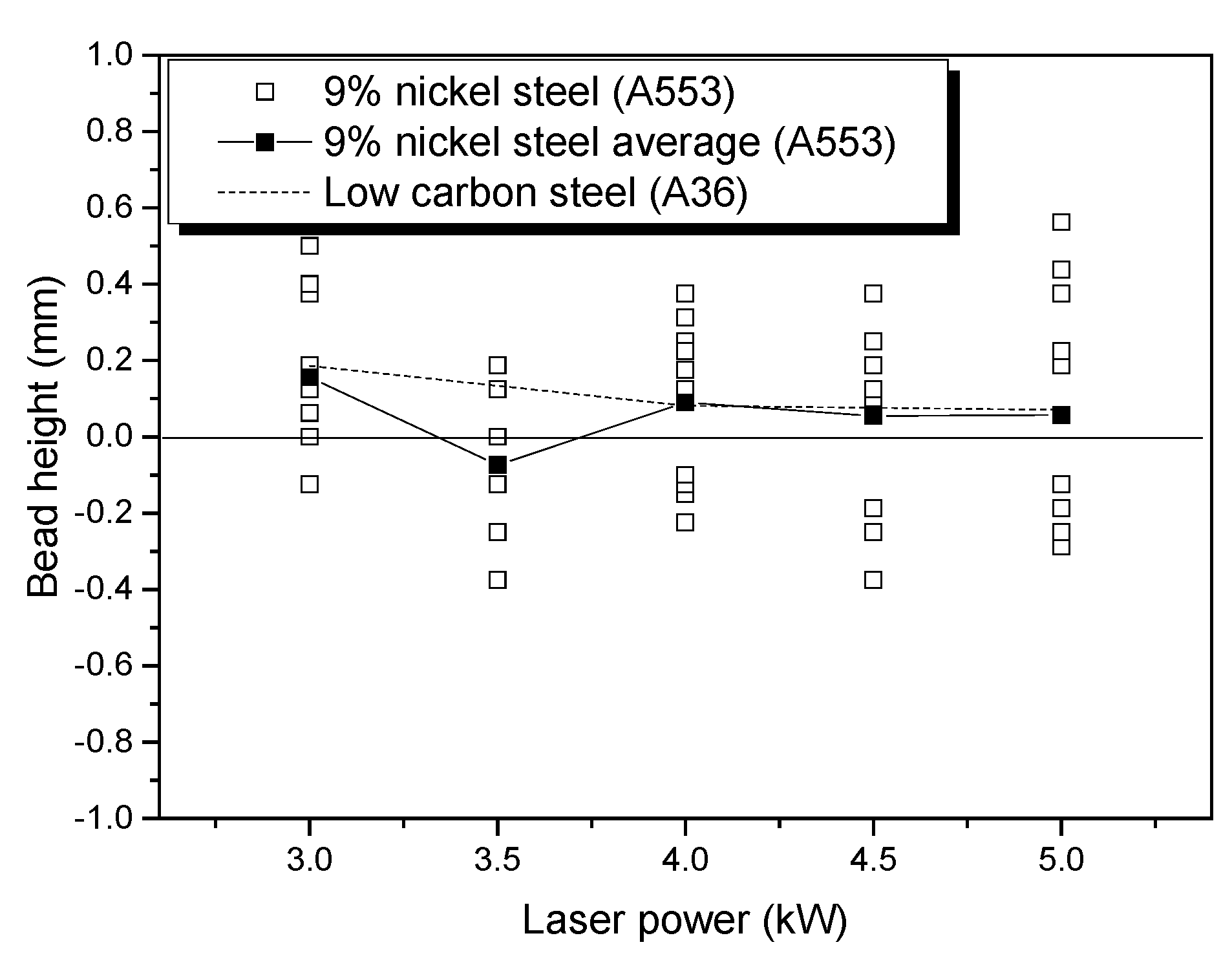
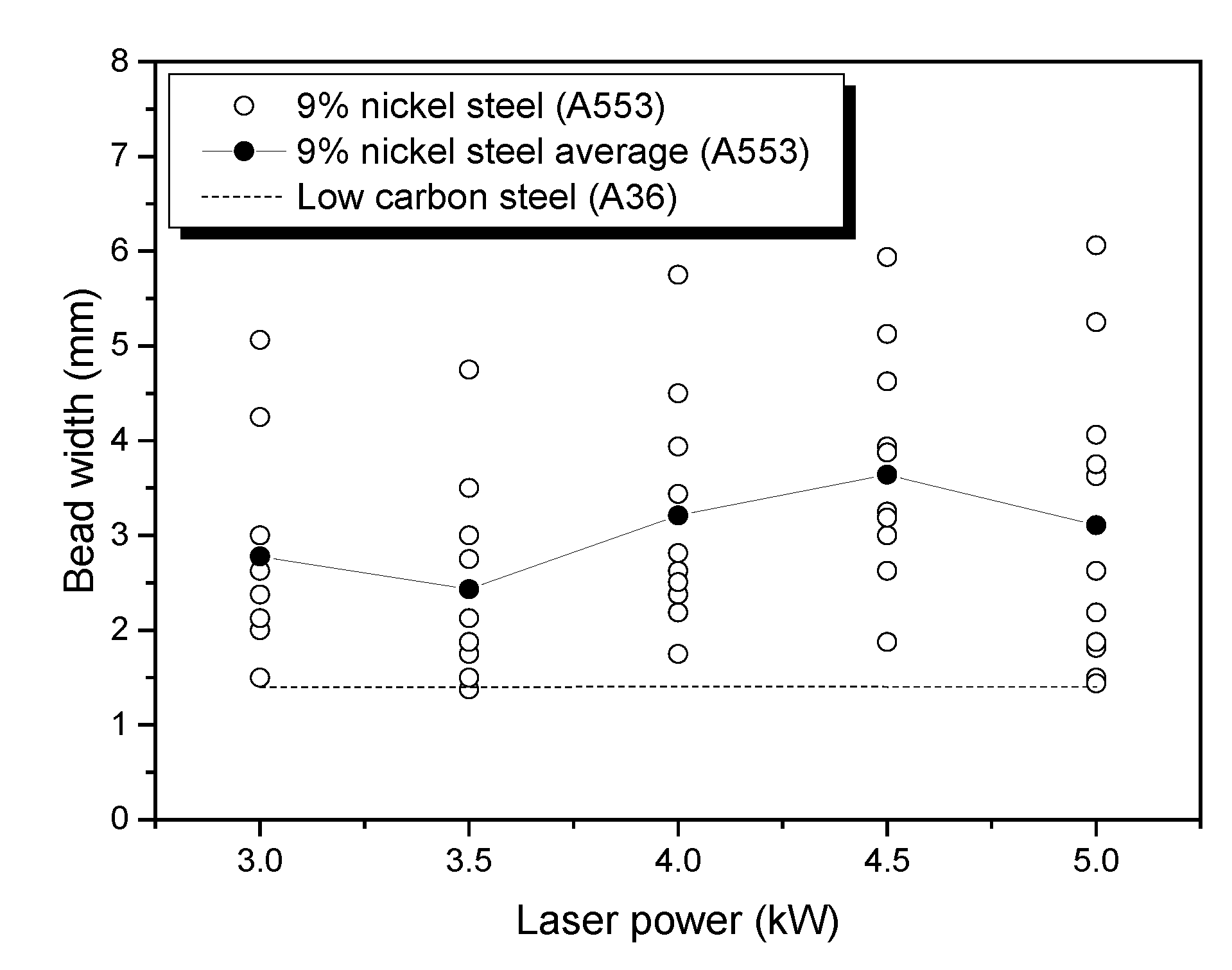
3.2. Effect of Laser Power
3.3. Effect of Laser Speed
4. Conclusions
- (1)
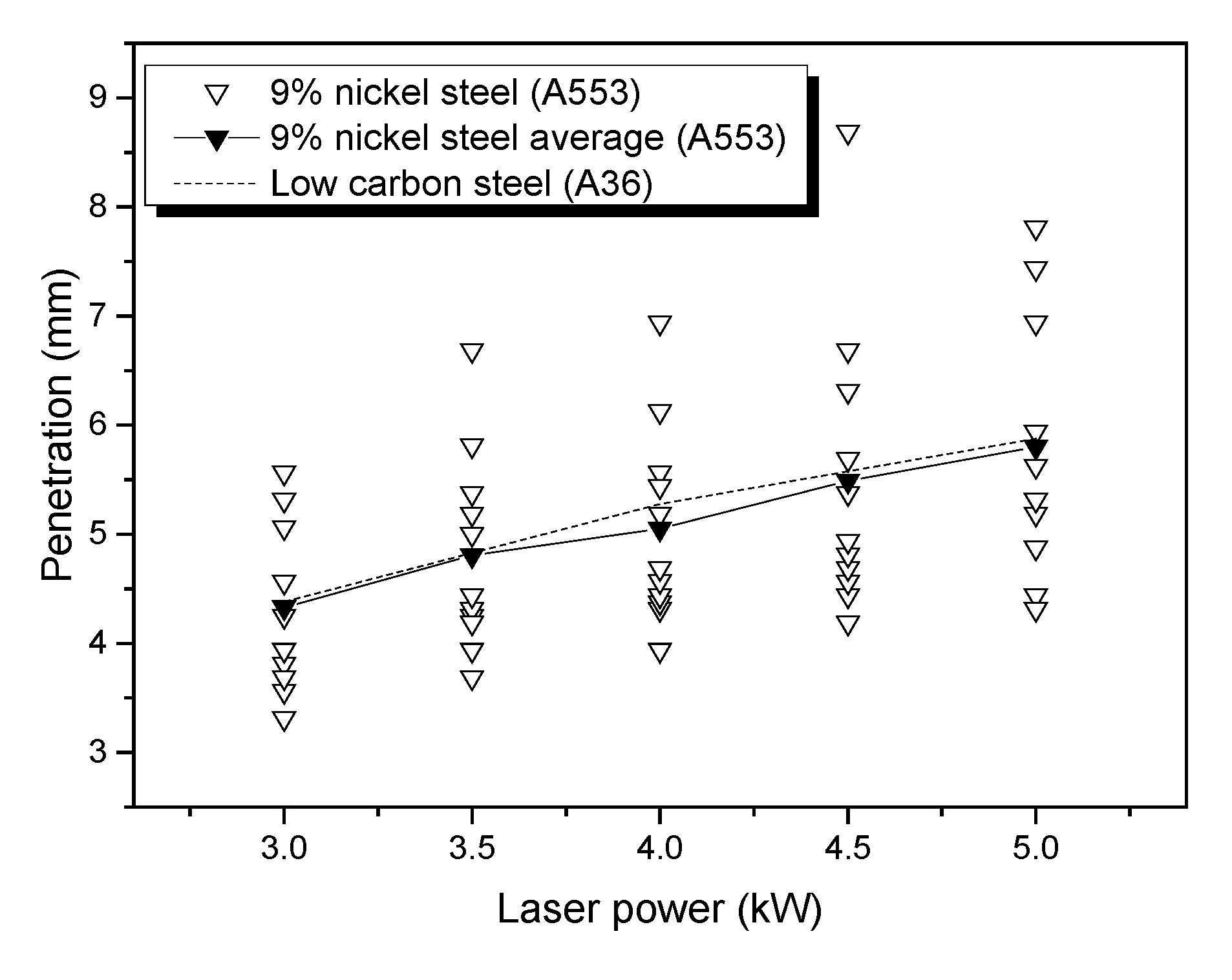
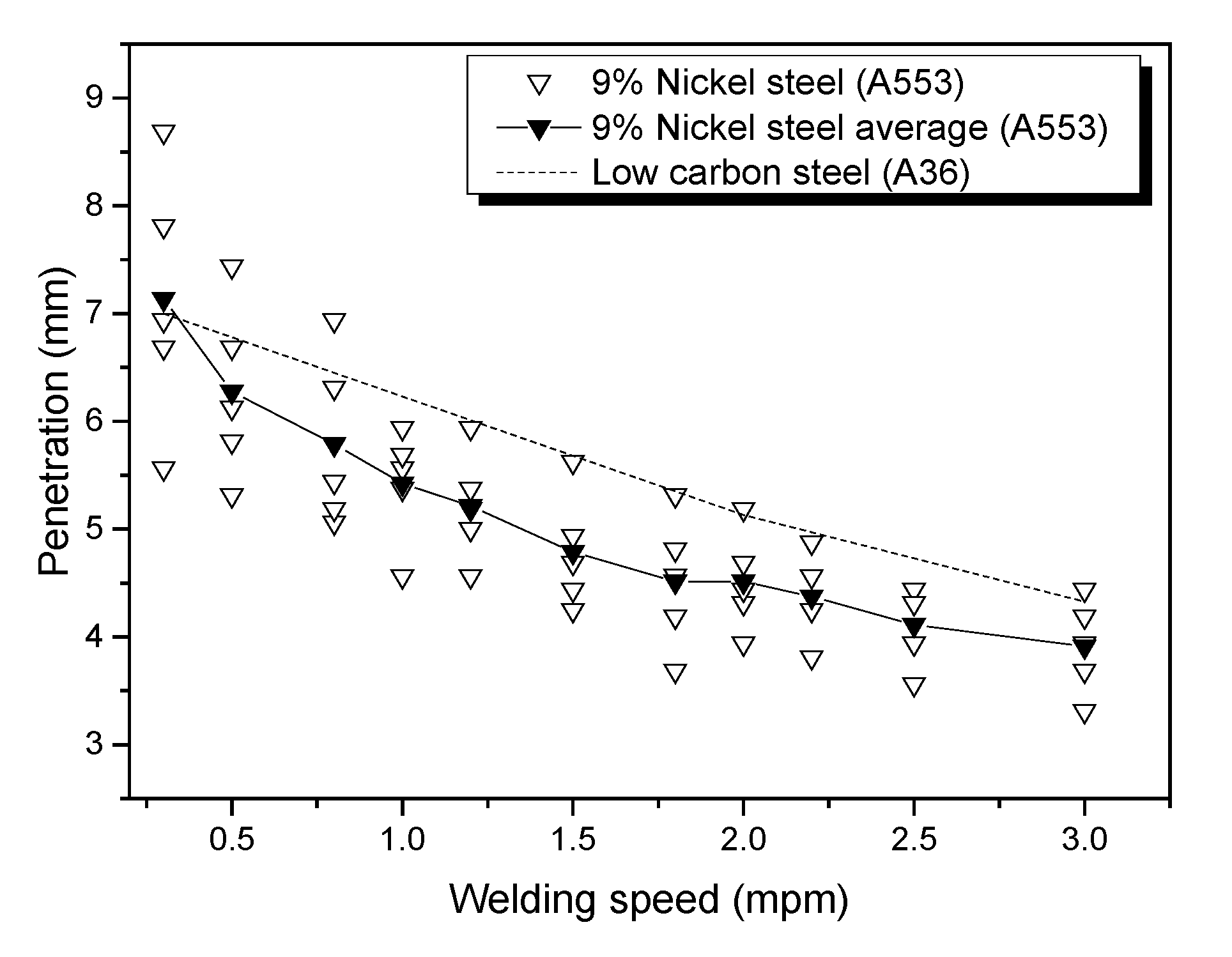
- The increase in bead height and bead width of 9% nickel steel was not uniform as the laser power increased. However, the penetration depth of the two materials was highly dependent on the laser power, despite the difference in properties of the two materials. In the case of A553-1, when the welding power increased from 3 to 5 kW, the average penetration depth increased from 4.3 to 5.7 mm, according to Figure 11.
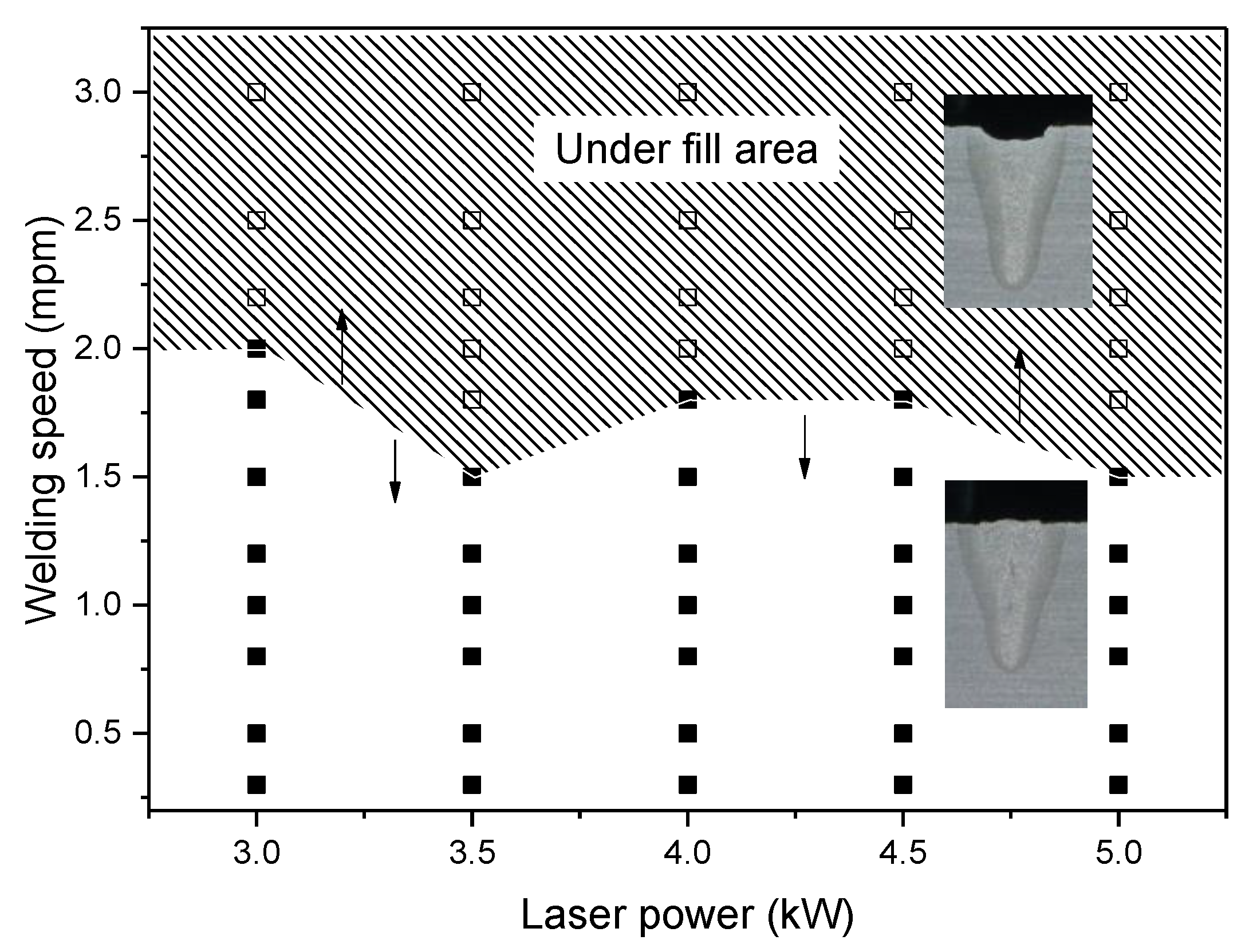
- (2)
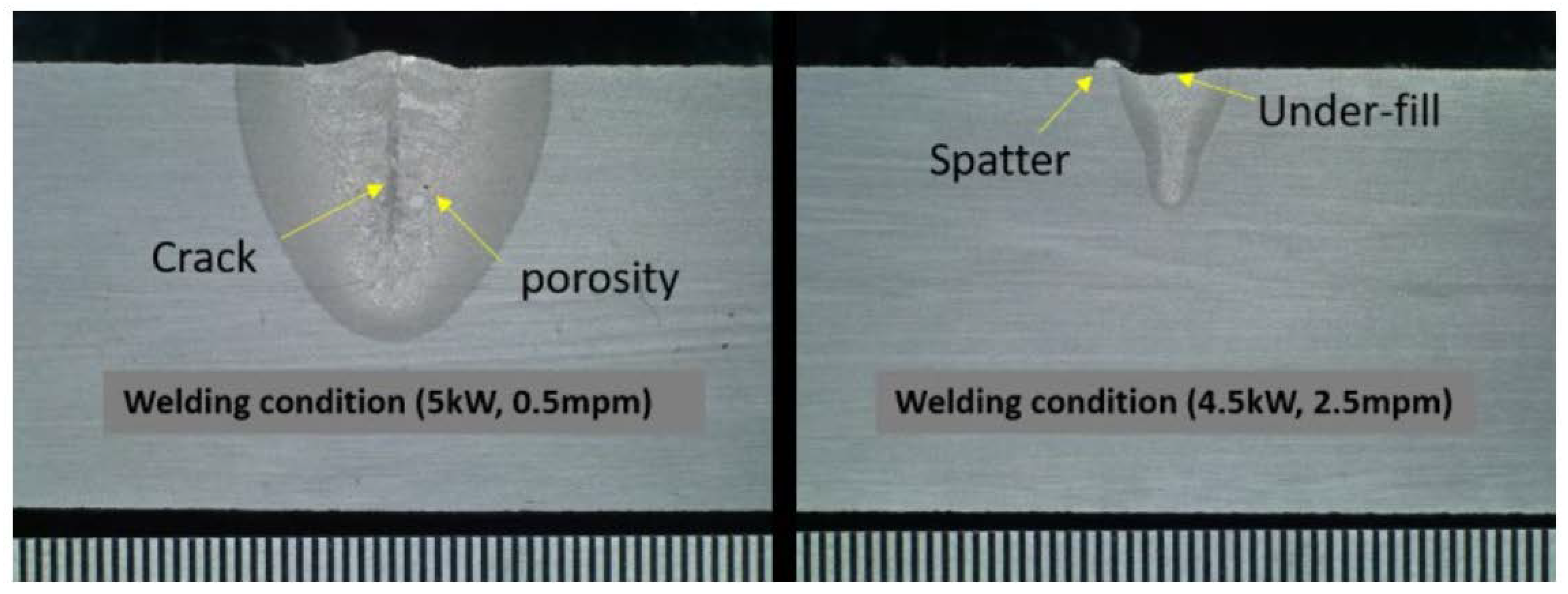
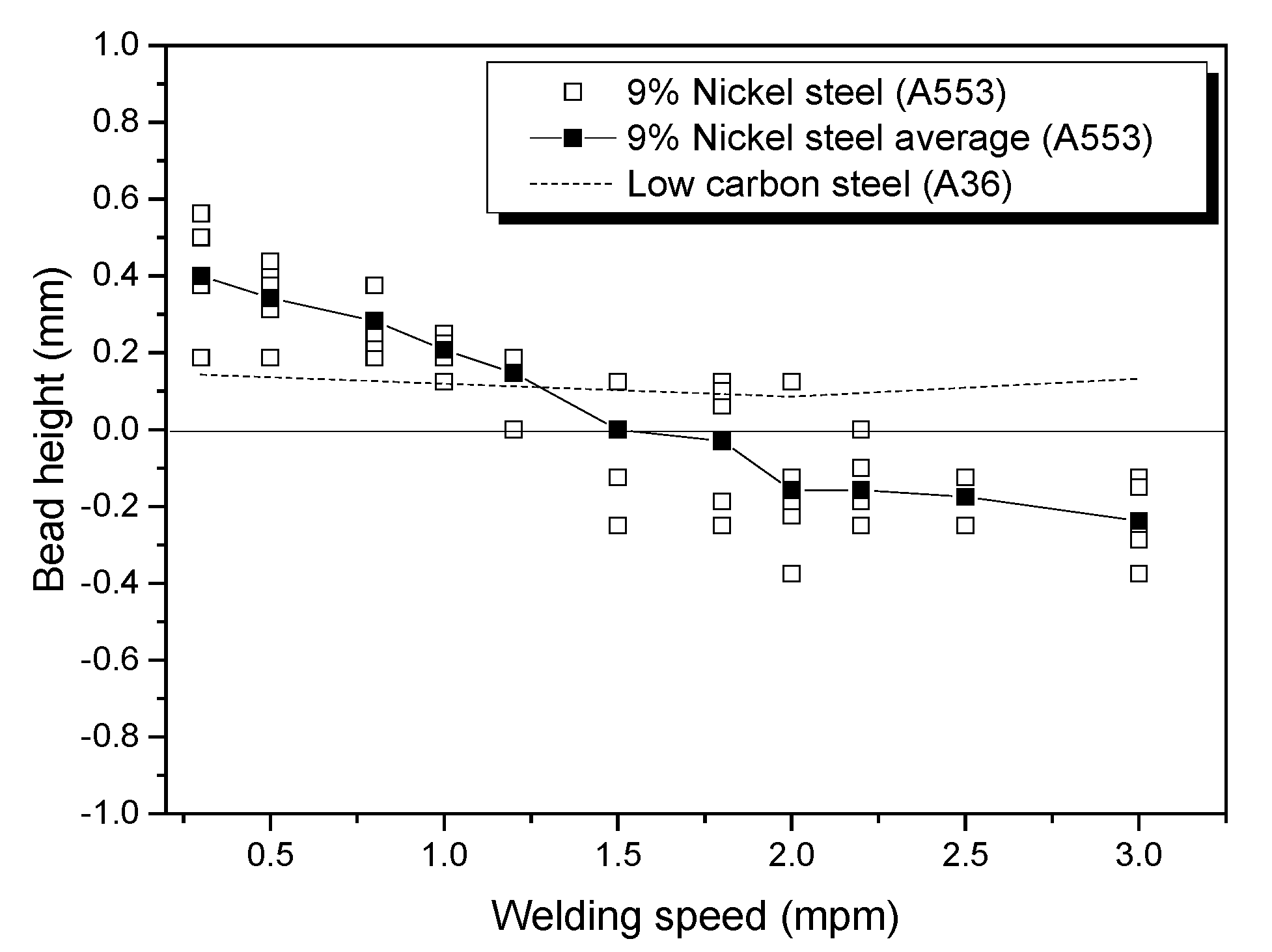
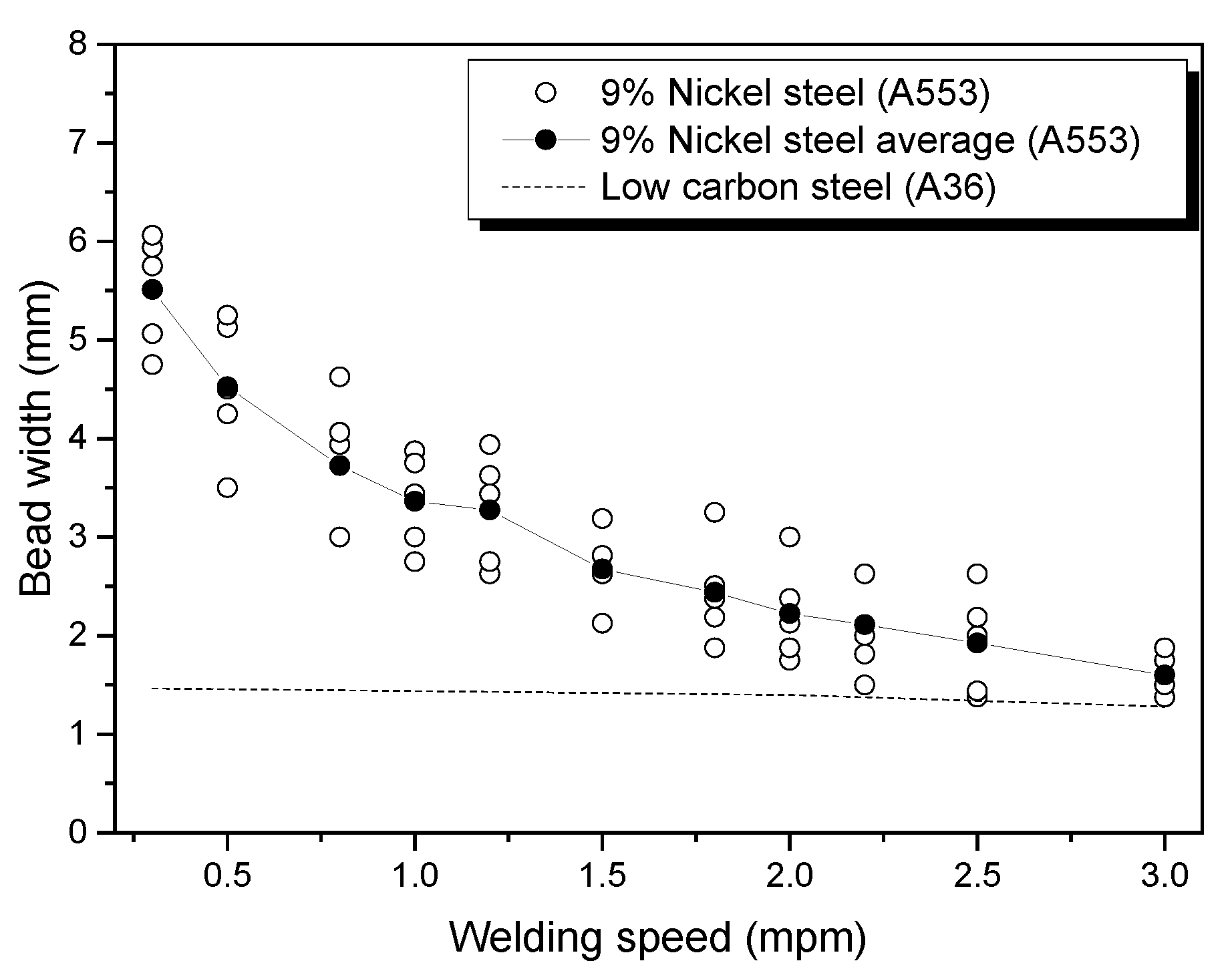
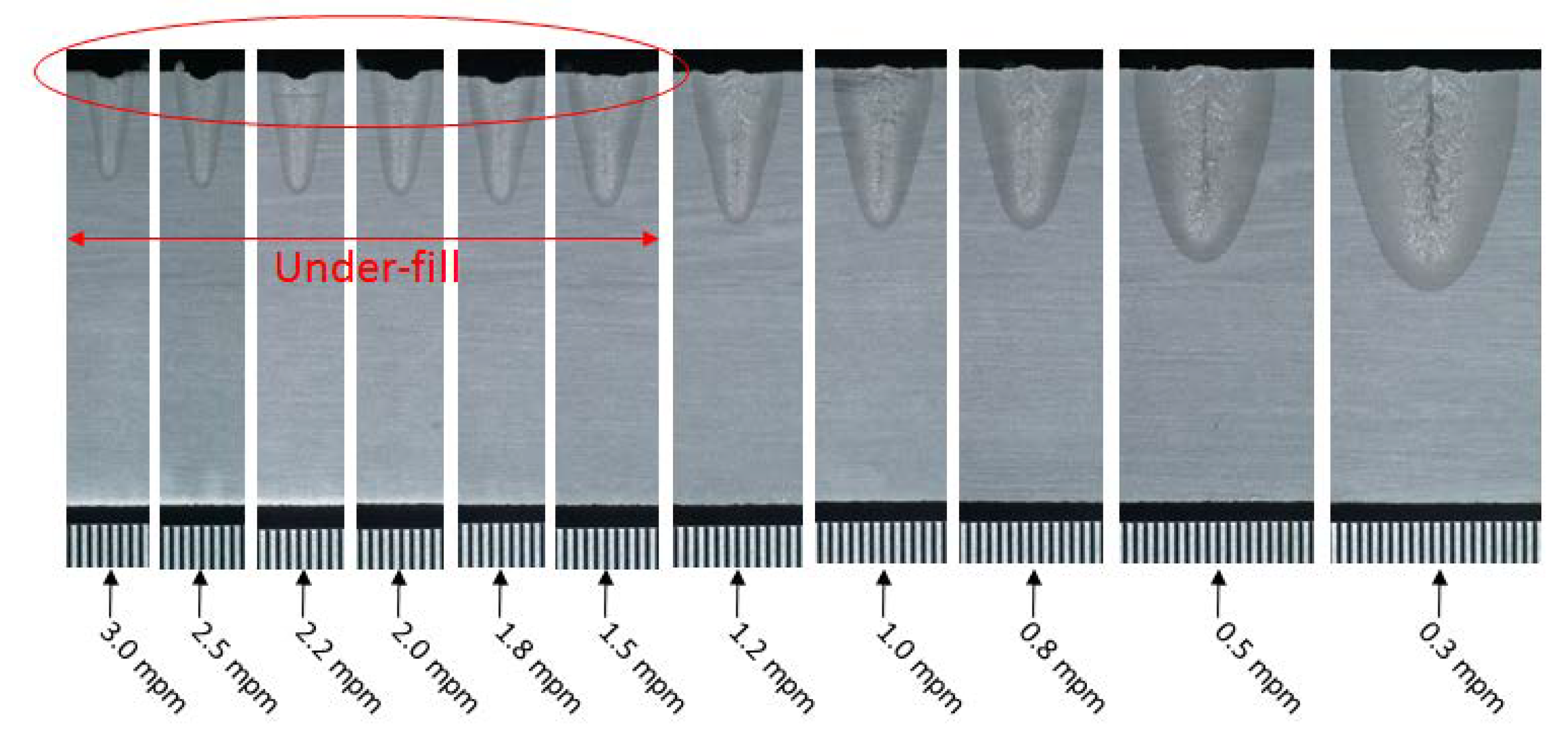
- In the case of laser welding of A553-1, as the welding speed increased, the bead height, width and penetration depth were reduced. To prevent weld under-fill, welding must ultimately be performed at a speed equal to or less than the constant speed. It was confirmed that the occurrence of under-fill was dependent on the welding speed, and the result are observed in a specific range (over 1.5 m/min), according to Figure 17.
- (3)
- Based on the contents of laser-welding penetration of the A553-1 material obtained in this study, optimized conditions of laser welding will be studied. Moreover, we will verify weld zone by the mechanical test of yield, tensile and impact, under cryogenic conditions, in PART II of this study.
Author Contributions
Funding
Conflicts of Interest
References
- Schinas, O.; Butler, M. Feasibility and commercial considerations of LNG-fueled ships. Ocean Eng. 2016, 122, 84–96. [Google Scholar] [CrossRef]
- Yoo, B.Y. Economic assessment of liquefied natural gas (LNG) as a marine fuel for CO2 carriers compared to marine gas oil (MGO). Energy 2017, 121, 772–780. [Google Scholar] [CrossRef]
- Thomson, H.; Corbett, J.J.; Winebrake, J.J. Natural gas as a marine fuel. Energy Policy 2015, 87, 153–167. [Google Scholar] [CrossRef] [Green Version]
- Kim, B.E.; Park, J.Y.; Lee, J.S.; Kim, M.H. Study on the Initial Design of an LNG Fuel Tank using 9 wt.% Nickel Steel for Ships and Performance Evaluation of the Welded Joint. J. Weld. Join. 2019, 37, 555–563. [Google Scholar] [CrossRef] [Green Version]
- Na, K.B.; Lee, C.I.; Park, J.H.; Cho, S.M. A Comparison of Hot Cracking in GTAW and FCAW by Applying Alloy 625 Filler Materials of 9% Ni Steel. J. Weld. Join. 2019, 37, 357–362. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.S.; You, W.H.; Yoo, C.H.; Kim, K.S.; Kim, Y.I. An experimental study on fatigue performance of cryogenic metallic materials for IMO type B tank. Int. J. Nav. Arch. Ocean 2013, 5, 580–597. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.H.; Shim, K.T.; Kim, Y.K.; Ahn, B.W. Fatigue Crack Growth Characteristics of 9% Ni Steel Welded Joint for LNG Storage Tank at Low Temperature. J. Weld. Join. 2010, 28, 45–50. [Google Scholar] [CrossRef]
- Zhu, Y.; Li, C.; Zhang, L. Effects of Cryo-Treatment on Corrosion Behavior and Mechanical Properties of Laser-Welded Commercial Pure Titanium. Mater. Trans. 2014, 55, 511–516. [Google Scholar] [CrossRef]
- Cui, H.; Lu, F.; Tang, X.; Yao, S. Reinforcement Behavior in Laser Welding of A356/TiB2p MMCs. Mater. Trans. 2012, 53, 1644–1647. [Google Scholar] [CrossRef] [Green Version]
- Tsumura, T.; Murakami, T.; Nakajima, H.; Nakata, K. Numerical Simulation of Laser Fusion Zone Profile of Lotus-Type Porous Metals. Mater. Trans. 2006, 47, 2248–2253. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.W.; Jang, B.S.; Kim, Y.T.; Chun, K.S. A study on an efficient prediction of welding deformation for T-joint laser welding of sandwich panel PART I: Proposal of a heat source model. Int. J. Nav. Arch. Ocean 2013, 5, 348–363. [Google Scholar] [CrossRef] [Green Version]
- Han, C.M.; Choi, H.W. FEM Analysis of the High Pressure Applied to an Impeller Blade during Laser Welding. J. Weld. Join. 2019, 37, 299–305. [Google Scholar] [CrossRef] [Green Version]
- Lee, M.Y.; Kim, J.J. A Study for the Characteristics of Laser Welding on Over-lap Joint of Thin Magnesium Alloy Sheet. J. Weld. Join. 2019, 37, 293–298. [Google Scholar] [CrossRef] [Green Version]
- Kang, M.J.; Choi, W.S.; Kang, S.H. Ultrasonic and Laser Welding Technologies on Al/Cu Dissimilar Materials for the Lithium-Ion Battery Cell or Module Manufacturing. J. Weld. Join. 2019, 37, 52–59. [Google Scholar] [CrossRef] [Green Version]
- Park, J.U.; Lee, J.B.; An, G.B.; Kim, S.M.; Seo, H.W. Characteristic of Welding Rotational Deformation in Laser Welding of Thin Steel Sheet. J. Weld. Join. 2018, 36, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Jin, B.J.; Park, M.H.; Yun, T.J.; Kim, I.S.; Park, K.Y.; Kim, Y.; Yang, H.J. Optimization of Disk Laser Welding Parameters in Pure Ti Using Taguchi Method. J. Weld. Join. 2018, 36, 34–40. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y. Laser Welding Characteristic of Dissimilar Metal for Aluminum to Steel. J. Weld. Join. 2017, 35, 16–22. [Google Scholar] [CrossRef] [Green Version]
- Zhao, H.; Qi, H. Numerical Simulation of Transport Phenomena for Laser Full Penetration Welding. J. Weld. Join. 2017, 35, 13–22. [Google Scholar] [CrossRef]
- Kang, M.J.; Kim, C.H.; Kim, Y.M. Evaluation of the Laser Weldability of Inconel 713C alloy. J. Weld. Join. 2017, 35, 68–73. [Google Scholar] [CrossRef]
- Zeng, Z.; Yang, M.; Oliveira, P.J.; Song, D.; Peng, B. Laser welding of NiTi shape memory alloy wires and tubes for multi-functional design applications. Smart Mater. Struct. 2016, 25, 085001. [Google Scholar] [CrossRef]
- Zeng, Z.; Oliveira, P.J.; Yang, M.; Song, D.; Peng, B. Functional fatigue behavior of NiTi-Cu dissimilar laser welds. Mater. Des. 2017, 114, 282–287. [Google Scholar] [CrossRef]
- Oliveira, P.J.; Zeng, Z.; Berveiller, S.; Bouscaud, D.; Braz Fernandes, F.M.; Miranda, R.M.; Zhou, N. Laser welding of Cu-Al-Be shape memory alloys: Microstructure and mechanical properties. Mater. Des. 2018, 148, 145–152. [Google Scholar] [CrossRef] [Green Version]
- Chen, C.; Shen, Y.; Gao, M.; Zeng, X. Influence of welding angle on the weld morphology and porosity in laser-arc hybrid welding of AA2219 aluminum alloy. Weld. World 2020, 64, 37–45. [Google Scholar] [CrossRef]
- Squillace, A.; Prisco, U.; Ciliberto, S.; Astarita, A. Effect of welding parameters on morphology and mechanical properties of Ti–6Al–4V laser beam welded butt joints. J. Mater. Process. Tech. 2012, 212, 427–436. [Google Scholar] [CrossRef]
- Pakmanesh, M.R.; Shamanian, M. Optimization of pulsed laser welding process parameters in order to attain minimum underfill and undercut defects in thin 316L stainless steel foils. Opt. Laser. Technol. 2018, 99, 30–38. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Chemical Composition | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) |
|---|---|---|---|
| 9% Nickel | Fe-9Ni | >585 | 690–825 |
| STS304L | Fe-18.5Cr-9.25Ni | >205 | >585 |
| Al5083-0 | Al-4.5Mg | 124–200 | 276–352 |
| Invar | Fe-36Ni | 230–350 | 400–500 |
| Component | Percentage (wt.%) |
|---|---|
| Carbon, C | 0.13 max |
| Manganese, Mn | 0.90 max |
| Phosphorous, P | 0.015 max |
| Silicon, Si | 0.15–0.40 |
| Sulfur, S | 0.015 max |
| Nickel, Ni | 8.5–9.5 |
| Welding Parameters | Experimental Conditions |
|---|---|
| Laser power (kW) | 3.0–5.0 (5 cases) |
| Welding speed (meter per minute, m/min) | 0.3–3.0 (11 cases) |
| Defocus (mm) | 0 |
| Shielding gas | N2, 15 L/min |
| Tilting angle, Working angle | 0° |
| Component | Percentage (wt.%) |
|---|---|
| Carbon, C | 0.29 |
| Iron, Fe | 98.0 |
| Manganese, Mn | 0.80–1.20 |
| Phosphorous, P | 0.045 |
| Silicon, Si | 0.15–0.40 |
| Sulfur, S | 0.050 |
| Copper, Cu | >0.20 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Kim, J.; Kang, S.; Chun, K. Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART I: Penetration Shape by Bead on Plate). Metals 2020, 10, 484. https://doi.org/10.3390/met10040484
Kim J, Kim J, Kang S, Chun K. Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART I: Penetration Shape by Bead on Plate). Metals. 2020; 10(4):484. https://doi.org/10.3390/met10040484
Chicago/Turabian StyleKim, Jaewoong, Jisun Kim, Sungwook Kang, and Kwangsan Chun. 2020. "Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART I: Penetration Shape by Bead on Plate)" Metals 10, no. 4: 484. https://doi.org/10.3390/met10040484
APA StyleKim, J., Kim, J., Kang, S., & Chun, K. (2020). Laser Welding of ASTM A553-1 (9% Nickel Steel) (PART I: Penetration Shape by Bead on Plate). Metals, 10(4), 484. https://doi.org/10.3390/met10040484