Effects of Arc Length Adjustment on Weld Bead Formation and Droplet Transfer in Pulsed GMAW Based on Datum Current Time


Abstract
:1. Introduction
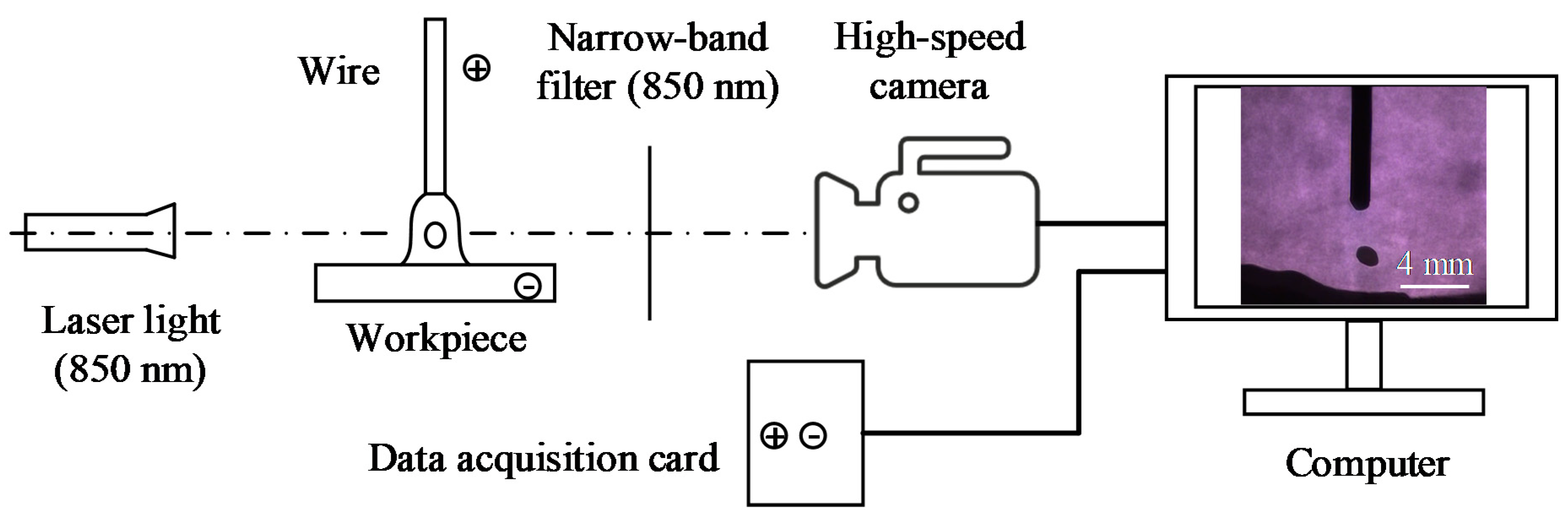
2. Welding and High-Speed Camera System
3. Experimental Procedure
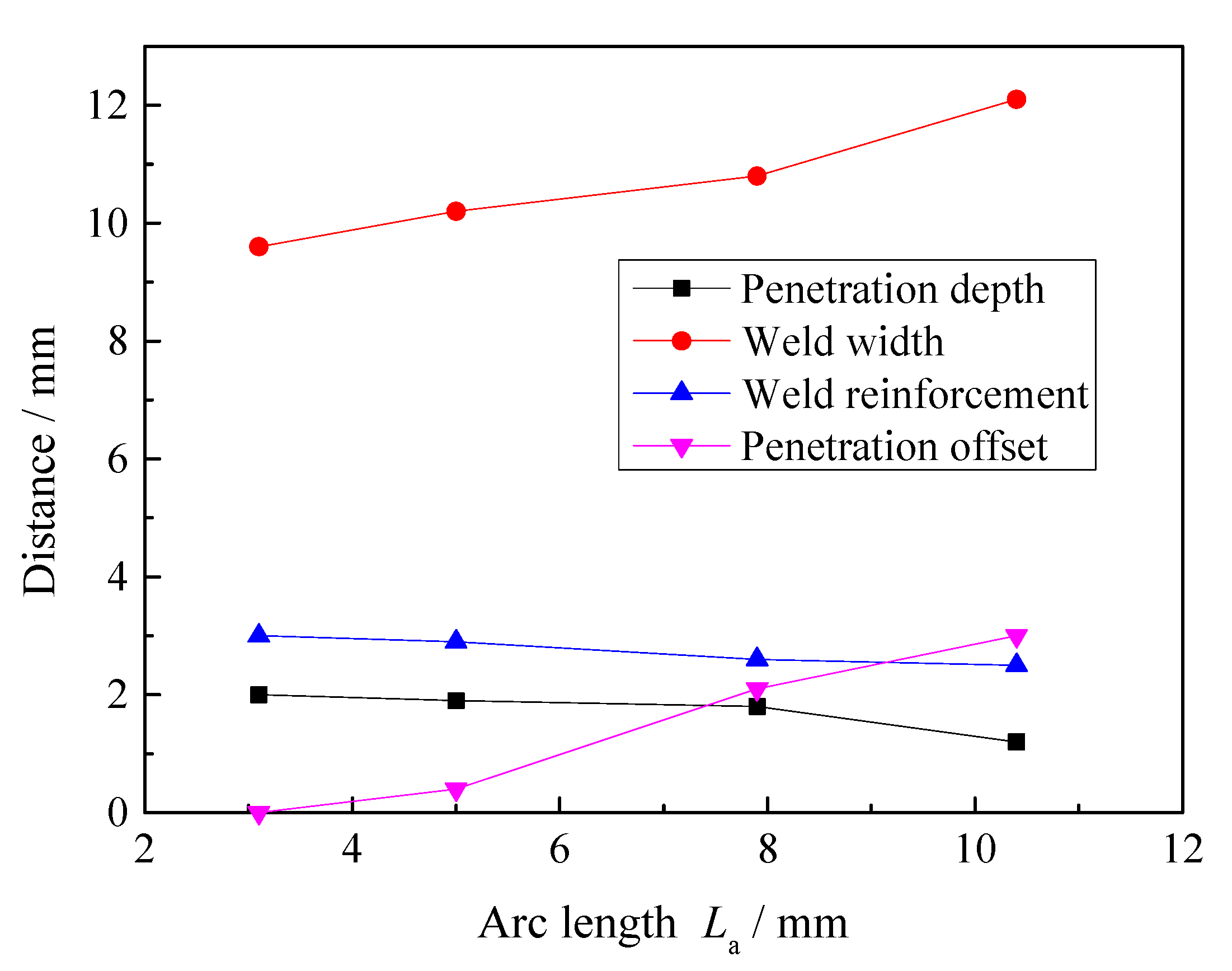
4. Effects of Arc Length on Welding Formation
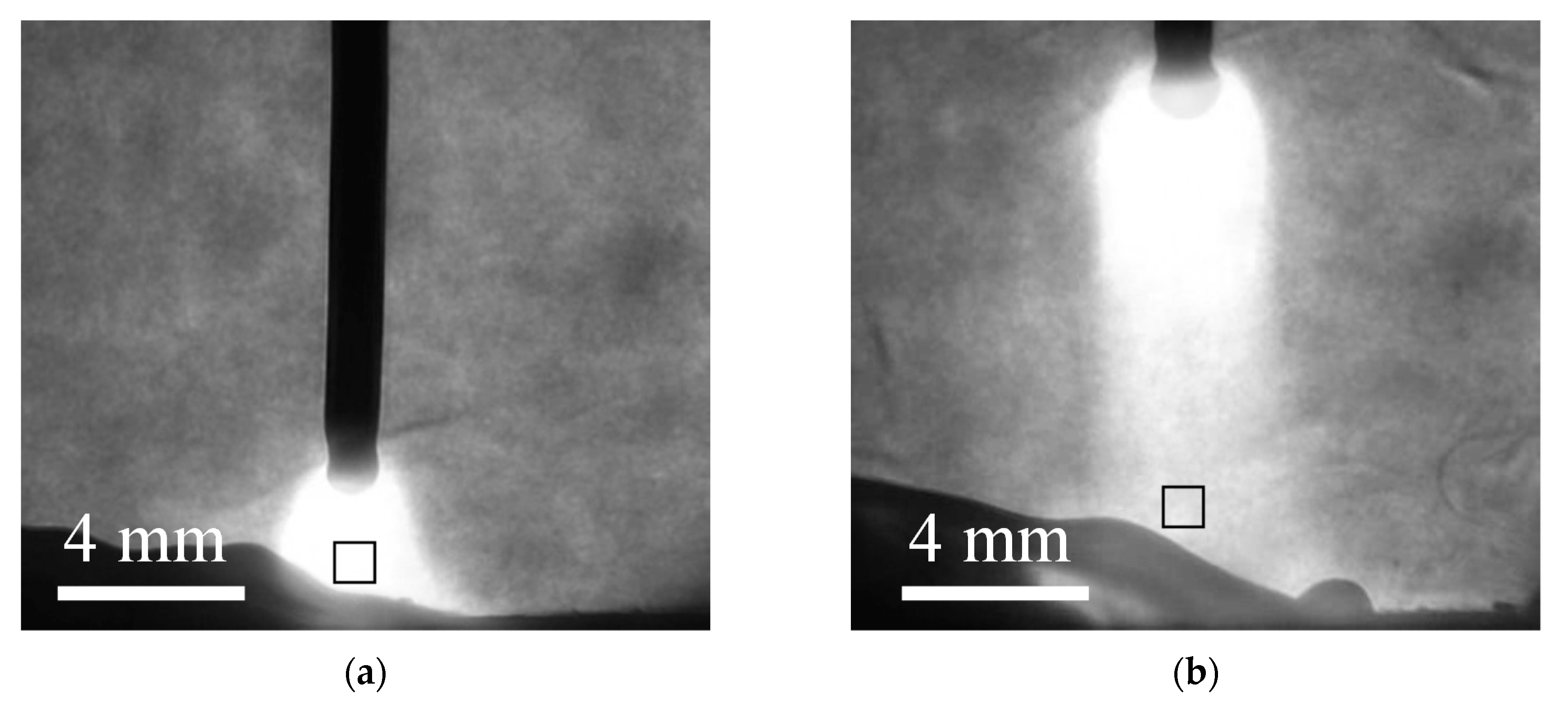
4.1. The Partial Projected Transfer Zone
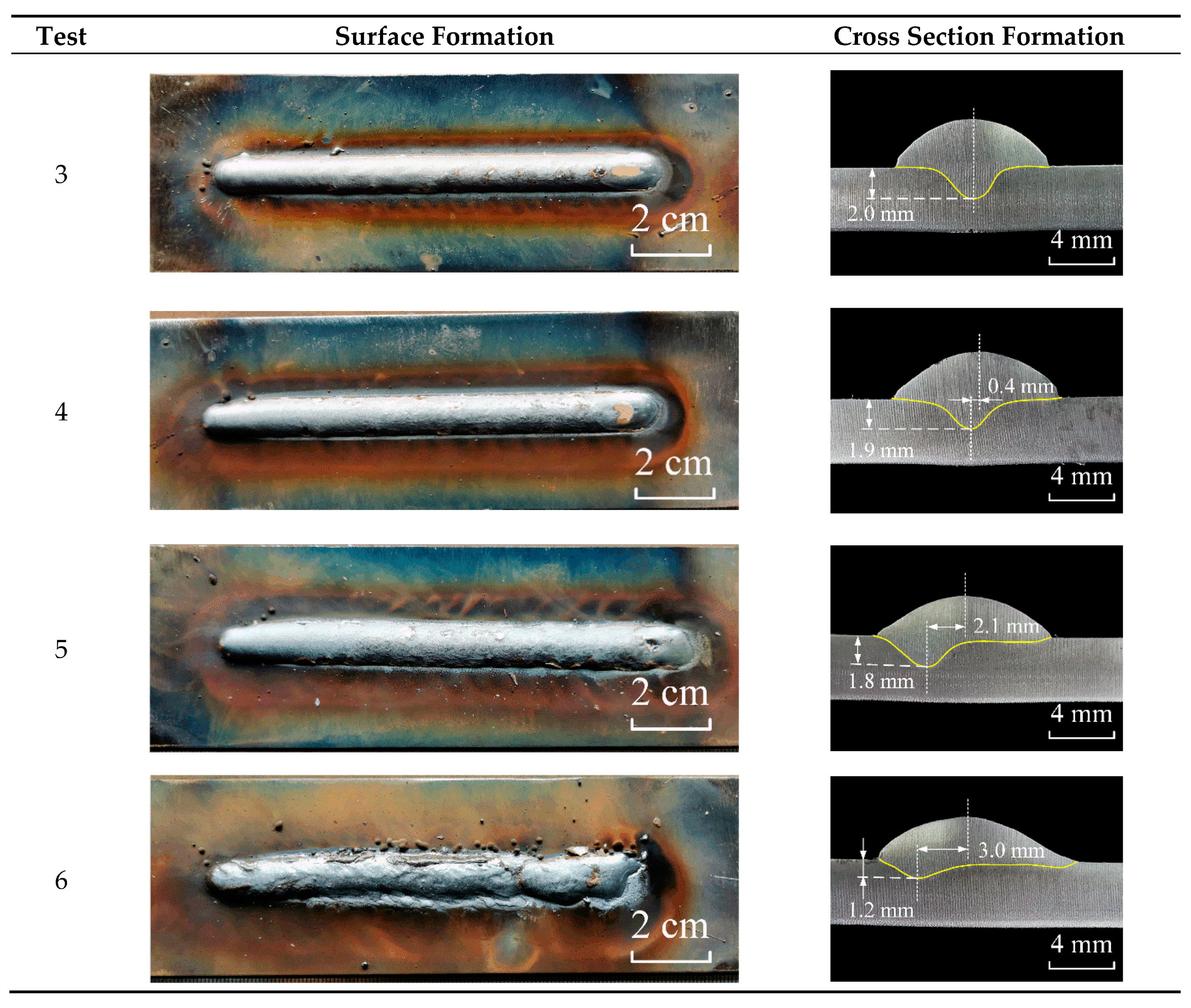
4.2. The Projected Transfer Zone
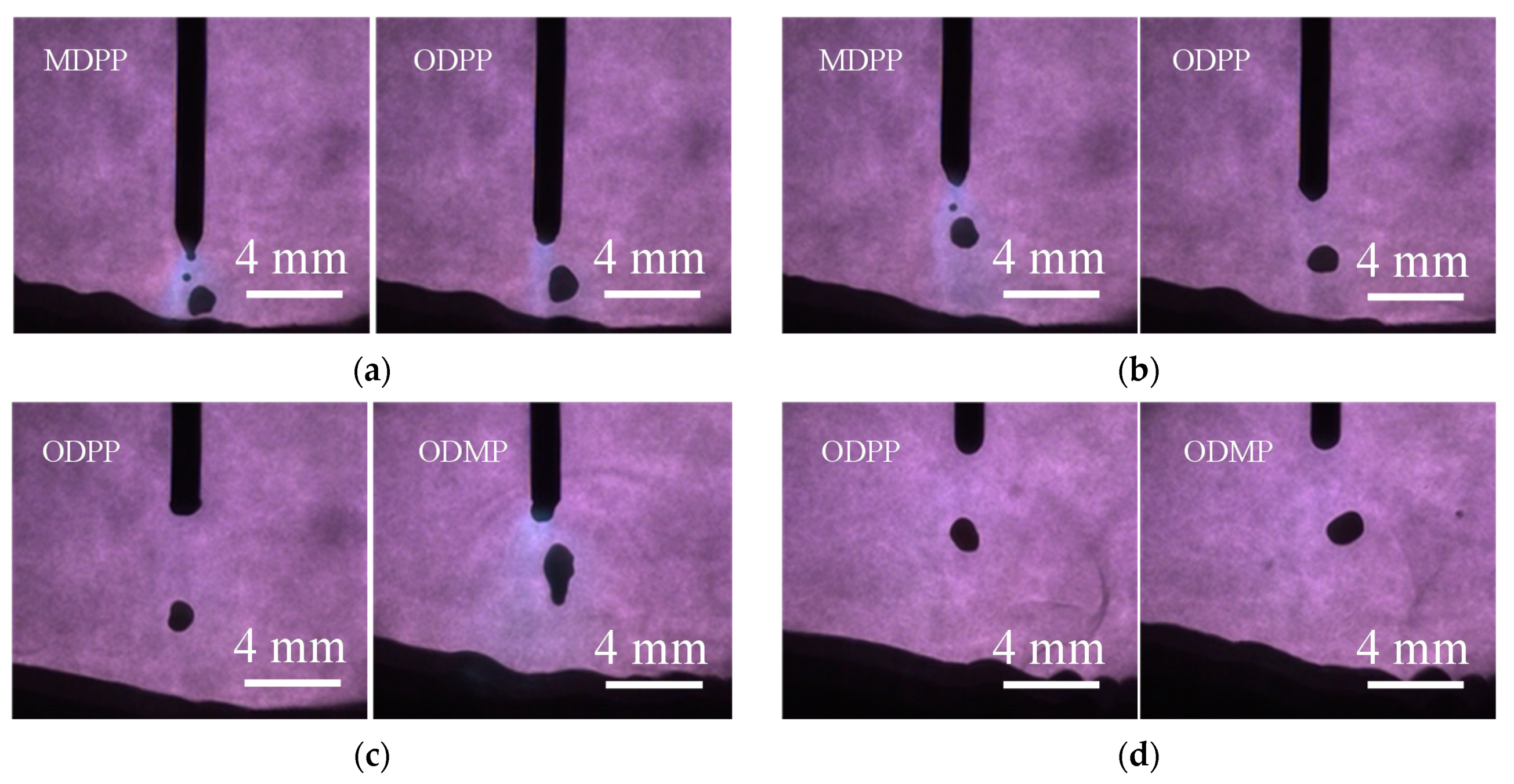
5. Effects of Arc Length on Droplet Transfer
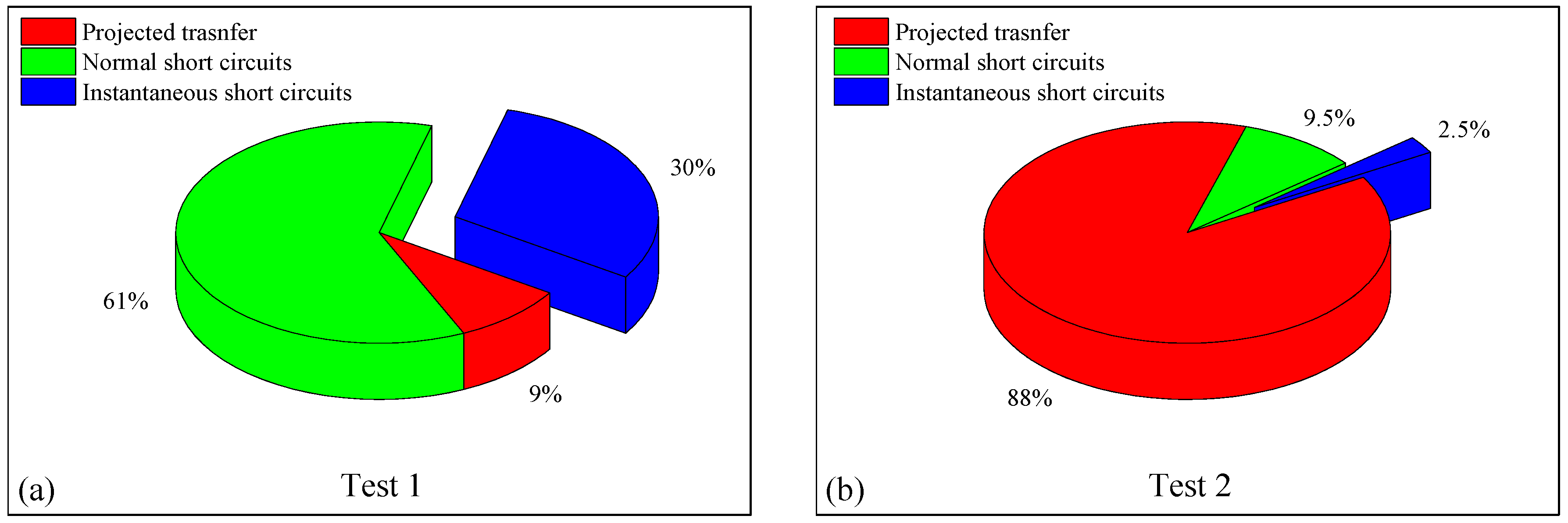
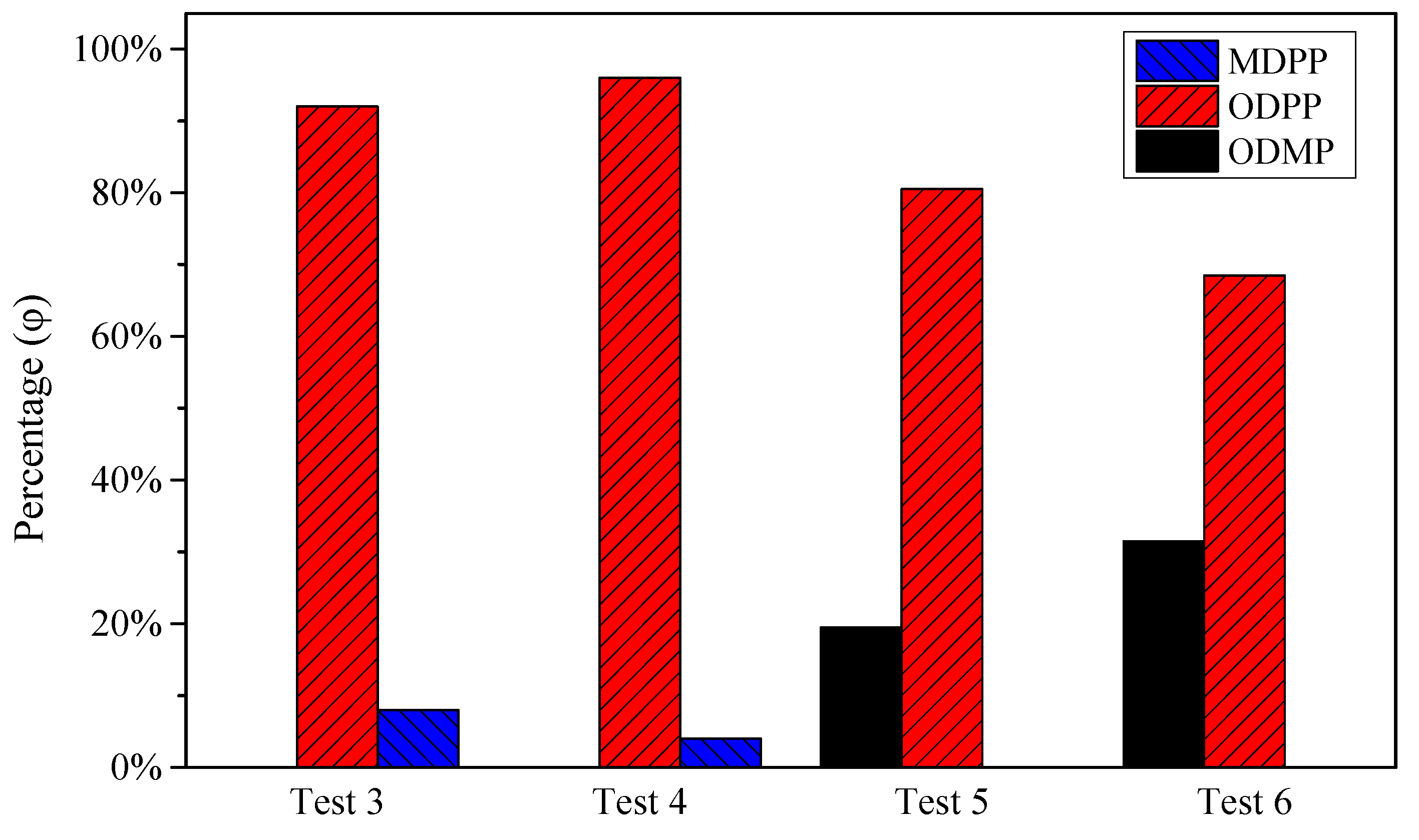
5.1. The Effects of Arc Length on the Types of Projected Transfer
5.2. The Effects of Arc Length on the Droplet Impact Force
6. Discussion
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Pépe, N.; Egerland, S.; Colegrove, P.A.; Yapp, D.; Leonhartsberger, A.; Scotti, A. Measuring the Process Efficiency of Controlled Gas Metal Arc Welding Processes. Sci. Technol. Weld. Join. 2011, 16, 412–417. [Google Scholar] [CrossRef] [Green Version]
- Rout, A.; Deepak, B.B.V.L.; Biswal, B.B. Advances in Weld Seam Tracking Techniques for Robotic Welding: A Weview. Robot. Comput. Integr. Manuf. 2019, 56, 12–37. [Google Scholar] [CrossRef]
- Praveen, P.; Yarlagadda, P.K.D.V.; Kang, M.J. Advancements in Pulse Gas Metal Arc Welding. J. Mater. Process. Technol. 2005, 164–165, 1113–1119. [Google Scholar] [CrossRef]
- Huang, L.; Hua, X.; Wu, D.; Jiang, Z.; Li, F.; Wang, H.; Shi, S. Microstructural Characterization of 5083 Aluminum Alloy Thick Plates Welded with GMAW and Twin Wire GMAW Processes. Int. J. Adv. Manuf. Technol. 2017, 93, 1809–1817. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Barbosa, D.; Fernandes, F.M.B.; Miranda, R.M. Tungsten Inert Gas (TIG) Welding of Ni-rich NiTi Plates: Functional Behavior. Smart Mater. Struct. 2016, 25, 3. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Crispim, B.; Zeng, Z.; Omori, T.; Braz Fernandes, F.M.; Miranda, R.M. Microstructure and Mechanical Properties of Gas Tungsten Arc Welded Cu-Al-Mn Shape Memory Alloy Rods. J. Mater. Process. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Curado, T.M.; Zeng, Z.; Lopes, J.G.; Rossinyol, E.; Park, J.M.; Schell, N.; Braz Fernandes, F.M.; Kim, H.S. Gas Tungsten Arc Welding of as-rolled CrMnFeCoNi High Entropy Alloy. Mater. Des. 2020, 189, 108505. [Google Scholar] [CrossRef]
- Pan, M.; Linner, T.; Pan, W.; Cheng, H.; Bock, T. A Framework of Indicators for Assessing Construction Automation and Robotics in the Sustainability Context. J. Clean. Prod. 2018, 182, 82–95. [Google Scholar] [CrossRef] [Green Version]
- David, S.A.; Chen, J.; Gibson, B.T.; Feng, Z. Intelligent Weld Manufacturing: Role of Integrated Computational Welding Engineering. In Transactions on Intelligent Welding Manufacturing; Chen, S., Zhang, Y., Feng, Z., Eds.; Springer Singapore: Singapore, 2018; Volume 1, pp. 3–30. [Google Scholar]
- Xu, Y.; Fang, G.; Lv, N.; Chen, S.; Zou, J.J. Computer Vision Technology for Seam Tracking in Robotic GTAW and GMAW. Robot. Comput. Integr. Manuf. 2015, 32, 25–36. [Google Scholar] [CrossRef]
- Xu, Y.; Lv, N.; Fang, G.; Du, S.; Zhao, W.; Ye, Z.; Chen, S. Welding Seam Tracking in Robotic Gas Metal Arc Welding. J. Mater. Process. Technol. 2017, 248, 18–30. [Google Scholar] [CrossRef]
- Kozakov, R.; Gött, G.; Schöpp, H.; Uhrlandt, D.; Schnick, M.; Häßler, M.; Füssel, U.; Rose, S. Spatial Structure of the Arc in a Pulsed GMAW Process. J. Phys. D Appl. Phys. 2013, 46, 224001. [Google Scholar] [CrossRef]
- Pal, K.; Pal, S.K. Effect of Pulse Parameters on Weld Quality in Pulsed Gas Metal Arc Welding: A Review. J. Mater. Eng. Perform. 2011, 20, 918–931. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Goyal, V.K.; Dhiman, H.K.; Kumar, M. Thermal and Metal Transfer Behaviours in Pulsed Current Gas Metal Arc Weld Deposition of Al–Mg Alloy. Sci. Technol. Weld. Join. 2006, 11, 232–242. [Google Scholar] [CrossRef]
- Wu, C.S.; Chen, M.A.; Lu, Y.F. Effect of Current Waveforms on Metal Transfer in Pulsed Gas Metal Arc Welding. Meas. Sci. Technol. 2005, 16, 2459–2465. [Google Scholar] [CrossRef]
- Amin, M. Pulse Current Parameters for Arc Stability and Controlled Metal Transfer in Arc Welding. Metal Constr. 1983, 15, 272–278. [Google Scholar]
- Rajasekaran, S. Weld Bead Characteristics in Pulsed GMA Welding of AI-Mg Alloys. Weld. J. 1999, 78, 397s–407s. [Google Scholar]
- Rajasekaran, S.; Kulkarni, S.D.; Mallya, U.D.; Chaturvedi, R.C. Droplet Detachment and Plate Fusion Characteristics in Pulsed Current Gas Metal Arc Welding. Weld. J. 1998, 77, 254s–269s. [Google Scholar]
- Pinchuk, I. Stabilization of Transfer and Methods of Reducing the Spattering of Metal in CO2 Welding with a Short Arc. Weld. Res. Abroad 1982, 33–35. [Google Scholar]
- Kang, M.J.; Kim, Y.; Ahn, S.; Rhee, S. Spatter Rate Estimation in the Short Circuit Transfer Region of GMAW. Weld. J. 2003, 82, 238s–247s. [Google Scholar]
- Harwig, D.D.; Dierksheide, J.E.; Yapp, D.; Blackman, S. Arc Behavior and Melting Rate in the VP-GMAW Process. Weld. J. 2006, 85, 52s–62s. [Google Scholar]
- Hertel, M.; Rose, S.; Füssel, U. Numerical Simulation of Arc and Droplet Transfer in Pulsed GMAW of Mild Steel in Argon. Weld. World 2016, 60, 1055–1061. [Google Scholar] [CrossRef]
- Chen, C.; Fan, C.; Cai, X.; Lin, S.; Yang, C. Analysis of Droplet Transfer, Weld Formation and Microstructure in Al-Cu Alloy Bead Welding Joint with Pulsed Ultrasonic-GMAW Method. J. Mater. Process. Technol. 2019, 271, 144–151. [Google Scholar] [CrossRef]
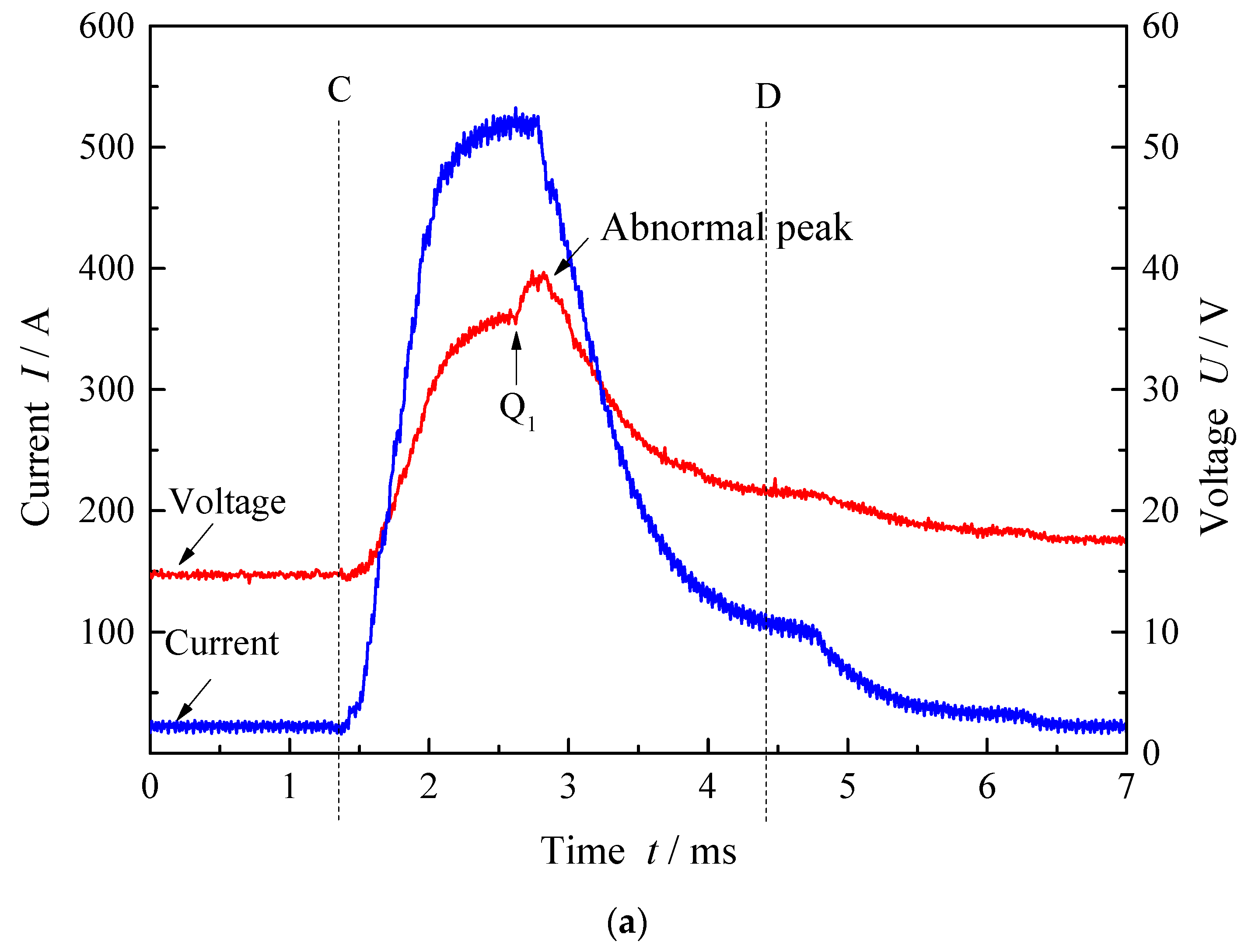
- Tong, H.; Ueyama, T.; Tanaka, M.; Ushio, M. Observations of the Phenomenon of Abnormal Arc Voltage Occurring in Pulsed Metal Inert Gas Welding of Aluminum Alloy. Sci. Technol. Weld. Join. 2005, 10, 695–700. [Google Scholar] [CrossRef]
- Joseph, A.; Farson, D.; Harwig, D.; Richardson, R. Influence of GMAW-P Current Waveforms on Heat Input and Weld Bead Shape. Sci. Technol. Weld. Join. 2013, 10, 311–318. [Google Scholar] [CrossRef]
- Palani, P.K.; Murugan, N. Selection of Parameters of Pulsed Current Gas Metal Arc Welding. J. Mater. Process. Technol. 2006, 172, 1–10. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Dorn, L.; Devakumaran, K.; Hofmann, F. Pulsed Current Gas Metal Arc Welding under Different Shielding and Pulse Parameters; Part 1: Arc Characteristics. ISIJ Int. 2009, 49, 251–260. [Google Scholar] [CrossRef]
- Ghosh, P.K.; Dorn, L.; Devakumaran, K.; Hofmann, F. Pulsed Current Gas Metal Arc Welding under Different Shielding and Pulse Parameters; Part 2: Behaviour of Metal Transfer. ISIJ Int. 2009, 49, 261–269. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Wang, Y.; Yang, L.; Li, H. Meso Spray Transfer in GMAW of Aluminum and its Control. In Proceedings of the 2009 4th IEEE Conference on Industrial Electronics and Applications, Xi’an, China, 25–27 May 2009; pp. 3148–3151. [Google Scholar]
- Choi, J.H.; Lee, J.Y.; Yoo, C.D. Simulation of Dynamic Behavior in a GMAW System. Weld. J. 2001, 80, 239s–246s. [Google Scholar]
- Zhang, Z.; Xue, J.; Jin, L.; Wu, W. Effect of Droplet Impingement on the Weld Profile and Grain Morphology in the Welding of Aluminum Alloys. Appl. Sci. 2018, 8, 1203. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.S.; Eagar, T.W. Analysis of Metal Transfer in Gas Metal Arc Welding. Weld. J. 1993, 72, 269s–278s. [Google Scholar]
- Zhu, F.L.; Tsai, H.L.; Marin, S.P.; Wang, P.C. A Comprehensive Model on the Transport Phenomena during Gas Metal Arc Welding Process. Prog. Comput. Fluid Dyn. 2004, 4, 99–117. [Google Scholar] [CrossRef]
- Wu, C.; Dorn, L. The Influence of Droplet Impact on Metal Inert Gas Weld Pool Geometry. Acta Metall. Sin. 1997, 33, 774–780. [Google Scholar]
- Zhai, P.; Xue, S.; Chen, T.; Wang, J.; Tao, Y. An Image-Processing Method for Extracting Kinematic Characteristics of Droplets during Pulsed GMAW. Appl. Sci. 2019, 9, 5481. [Google Scholar] [CrossRef] [Green Version]
- Mirzaei, M.; Arabi Jeshvaghani, R.; Yazdipour, A.; Zangeneh-Madar, K. Study of Welding Velocity and Pulse Frequency on Microstructure and Mechanical Properties of Pulsed Gas Metal Arc Welded High Strength low Slloy Steel. Mater. Des. 2013, 51, 709–713. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Base Current Time tb/ms | Pulse Cycle Time T/ms | Pulse Frequency f/Hz | Average Current Ia/A | Average Arc Length La/mm | Standard Deviation of Arc Length σa/mm |
|---|---|---|---|---|---|---|
| 1 | 12.3 | 15.6 | 64 | 79 | 1.5 | 0.37 |
| 2 | 11.5 | 14.8 | 68 | 82 | 2.3 | 0.49 |
| 3 | 11.1 | 14.4 | 69 | 84 | 3.1 | 0.22 |
| 4 | 10.3 | 13.6 | 74 | 88 | 5.0 | 0.29 |
| 5 | 9.1 | 12.4 | 81 | 94 | 7.9 | 0.21 |
| 6 | 7.9 | 11.2 | 89 | 103 | 10.4 | 0.62 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhai, P.; Xue, S.; Wang, J.; Chen, W.; Chen, T.; Ji, S. Effects of Arc Length Adjustment on Weld Bead Formation and Droplet Transfer in Pulsed GMAW Based on Datum Current Time. Metals 2020, 10, 665. https://doi.org/10.3390/met10050665
Zhai P, Xue S, Wang J, Chen W, Chen T, Ji S. Effects of Arc Length Adjustment on Weld Bead Formation and Droplet Transfer in Pulsed GMAW Based on Datum Current Time. Metals. 2020; 10(5):665. https://doi.org/10.3390/met10050665
Chicago/Turabian StyleZhai, Peizhuo, Songbai Xue, Jianhao Wang, Weizhong Chen, Tao Chen, and Shilei Ji. 2020. "Effects of Arc Length Adjustment on Weld Bead Formation and Droplet Transfer in Pulsed GMAW Based on Datum Current Time" Metals 10, no. 5: 665. https://doi.org/10.3390/met10050665
APA StyleZhai, P., Xue, S., Wang, J., Chen, W., Chen, T., & Ji, S. (2020). Effects of Arc Length Adjustment on Weld Bead Formation and Droplet Transfer in Pulsed GMAW Based on Datum Current Time. Metals, 10(5), 665. https://doi.org/10.3390/met10050665