Quality Assessment Method Based on a Spectrometer in Laser Beam Welding Process


Abstract
:1. Introduction
2. Experimental System and Procedure
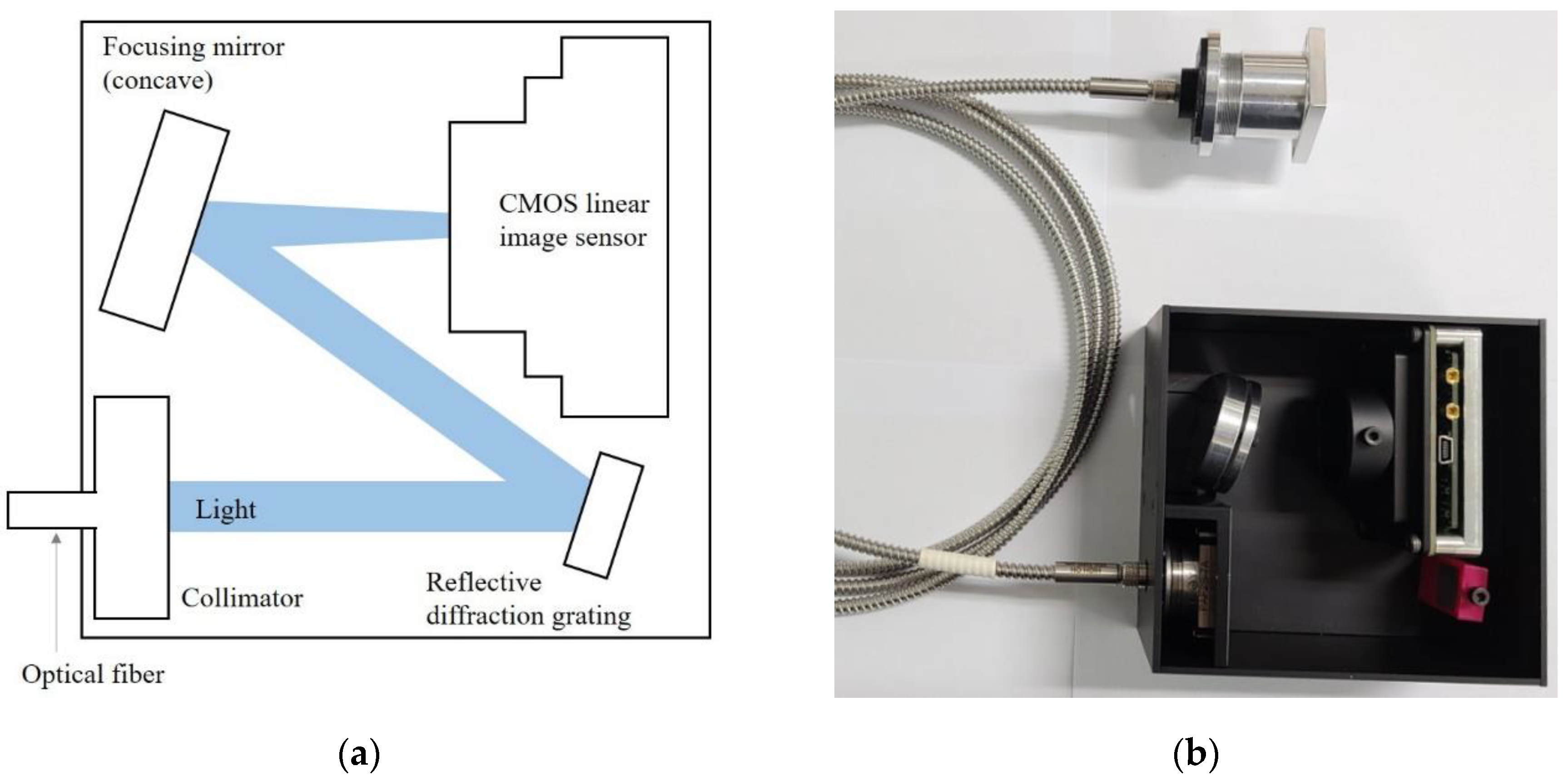
2.1. Spectrometer Development
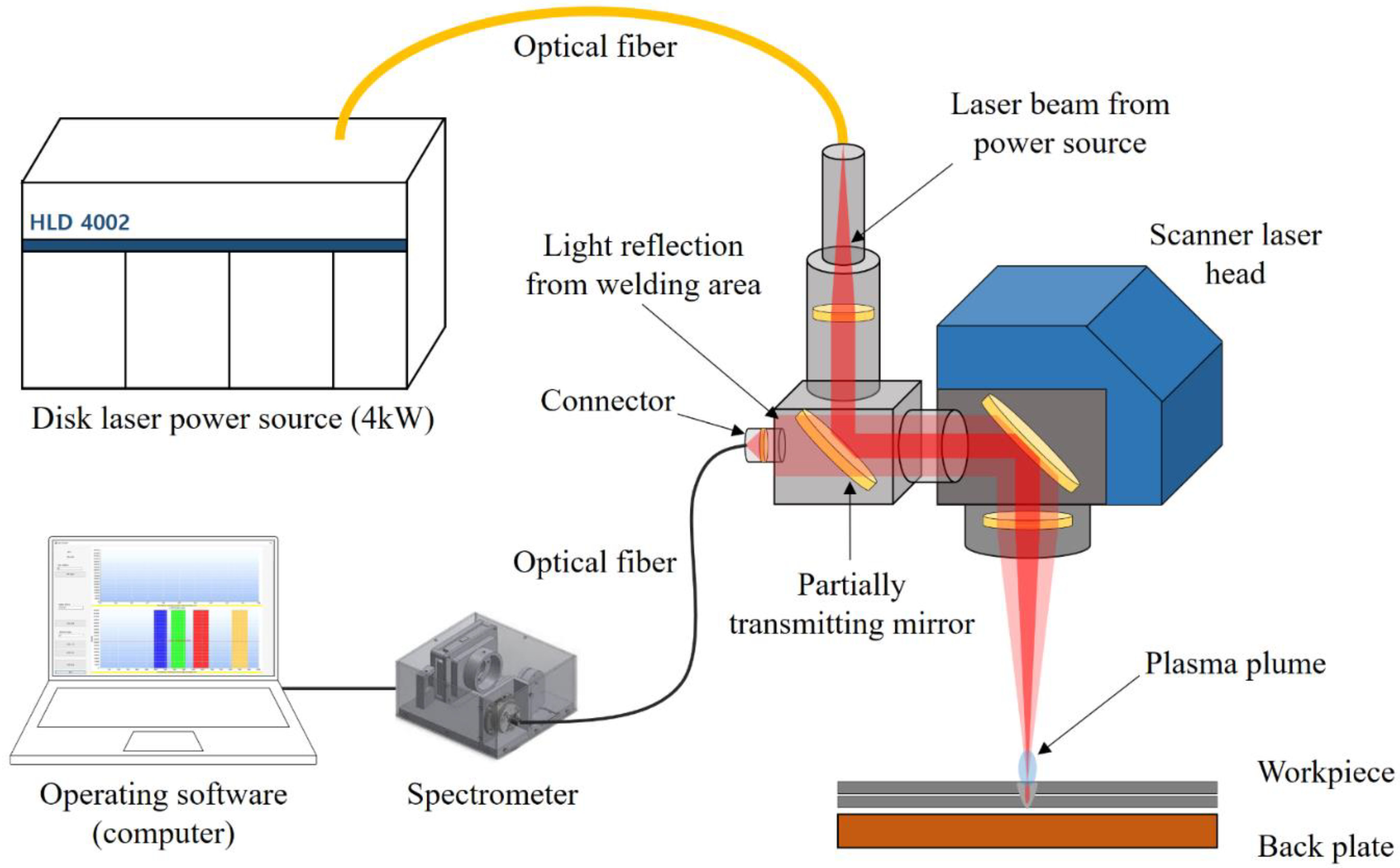
2.2. Experimental Setup and Material
2.3. Experimental Procedure
3. Results and Discussion
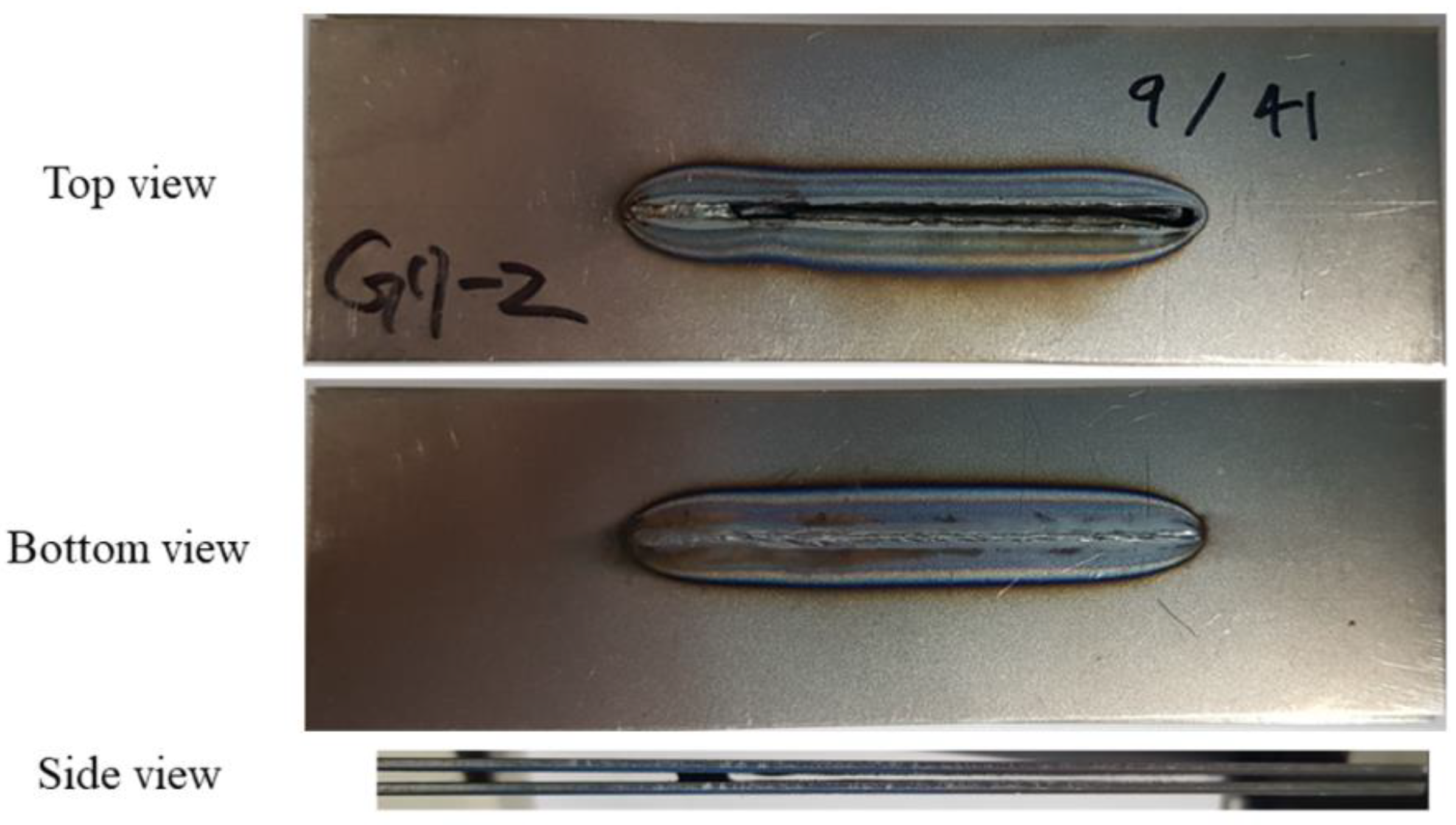
3.1. Weld Quality Evaluation
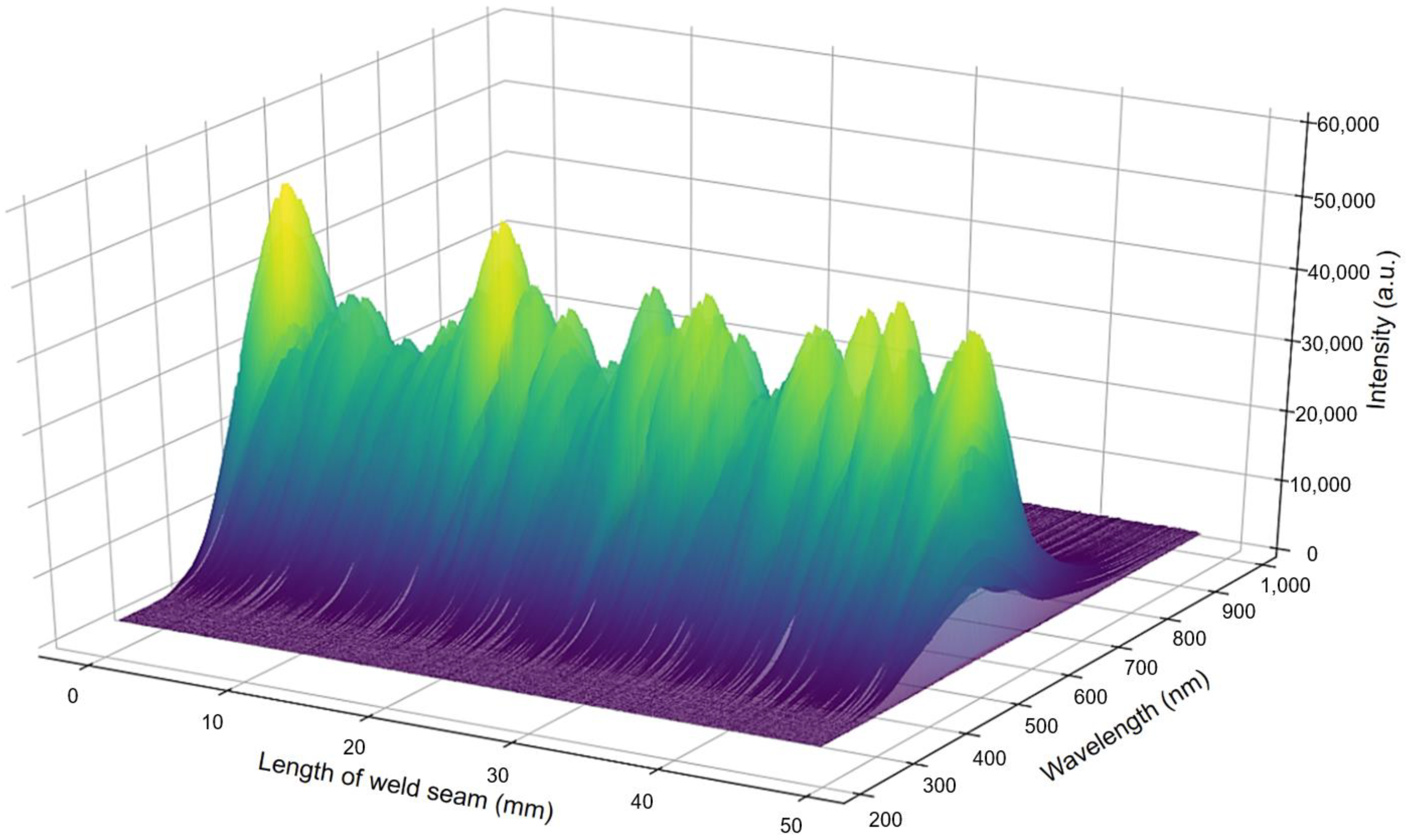
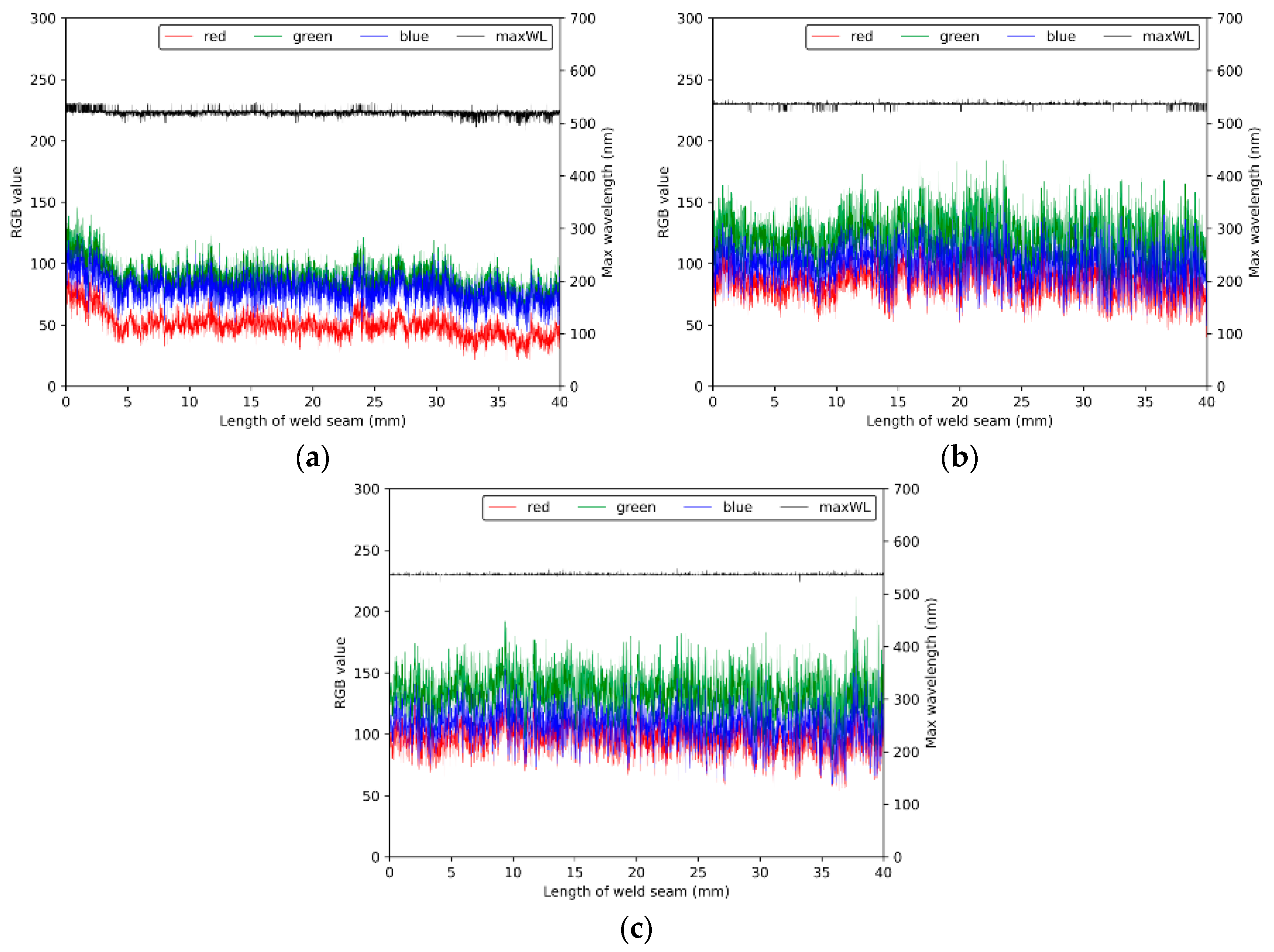
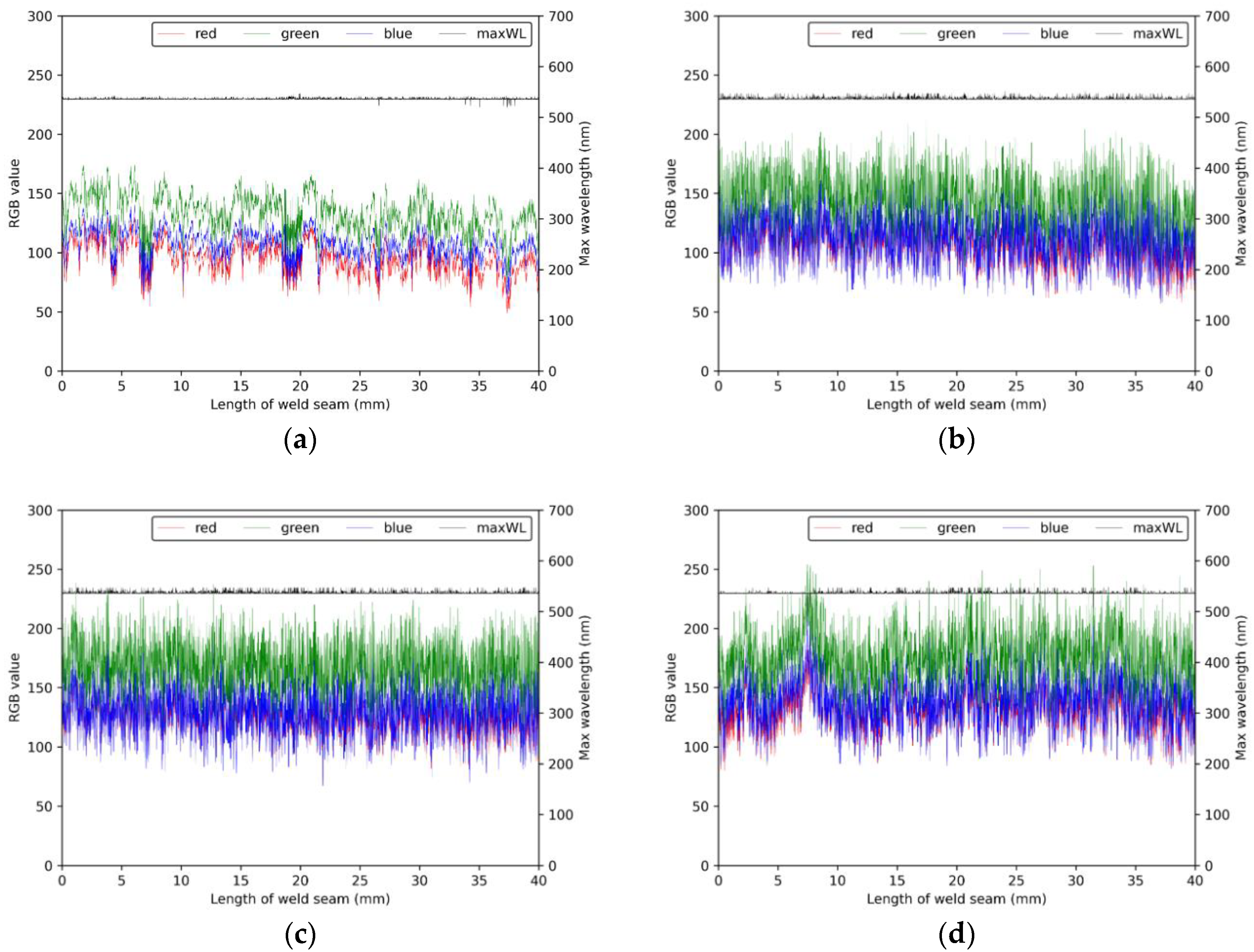
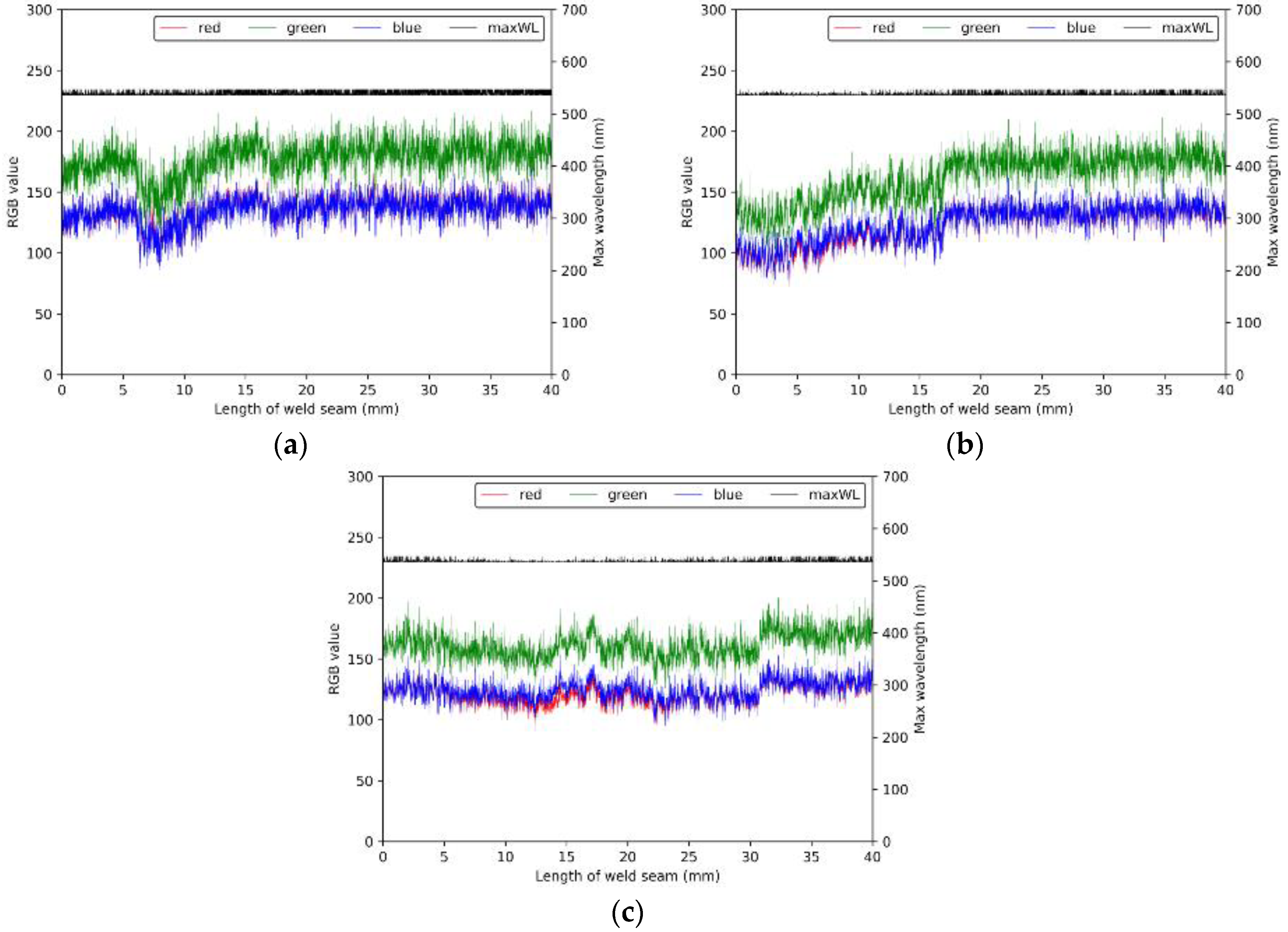
3.2. Signal Analysis
3.3. Weld Quality Prediction Model
4. Conclusions
- We designed and developed a spectrometer that can measure and analyze the light reflected from the welding area in an LBW process. The spectral response range of the developed spectrometer was 225–975 nm, and its sampling frequency was 5 kHz.
- The spectral data were converted to the CIE 1931 RGB color space to analyze the features of the spectral data and obtain the standardized and simplified spectral data.
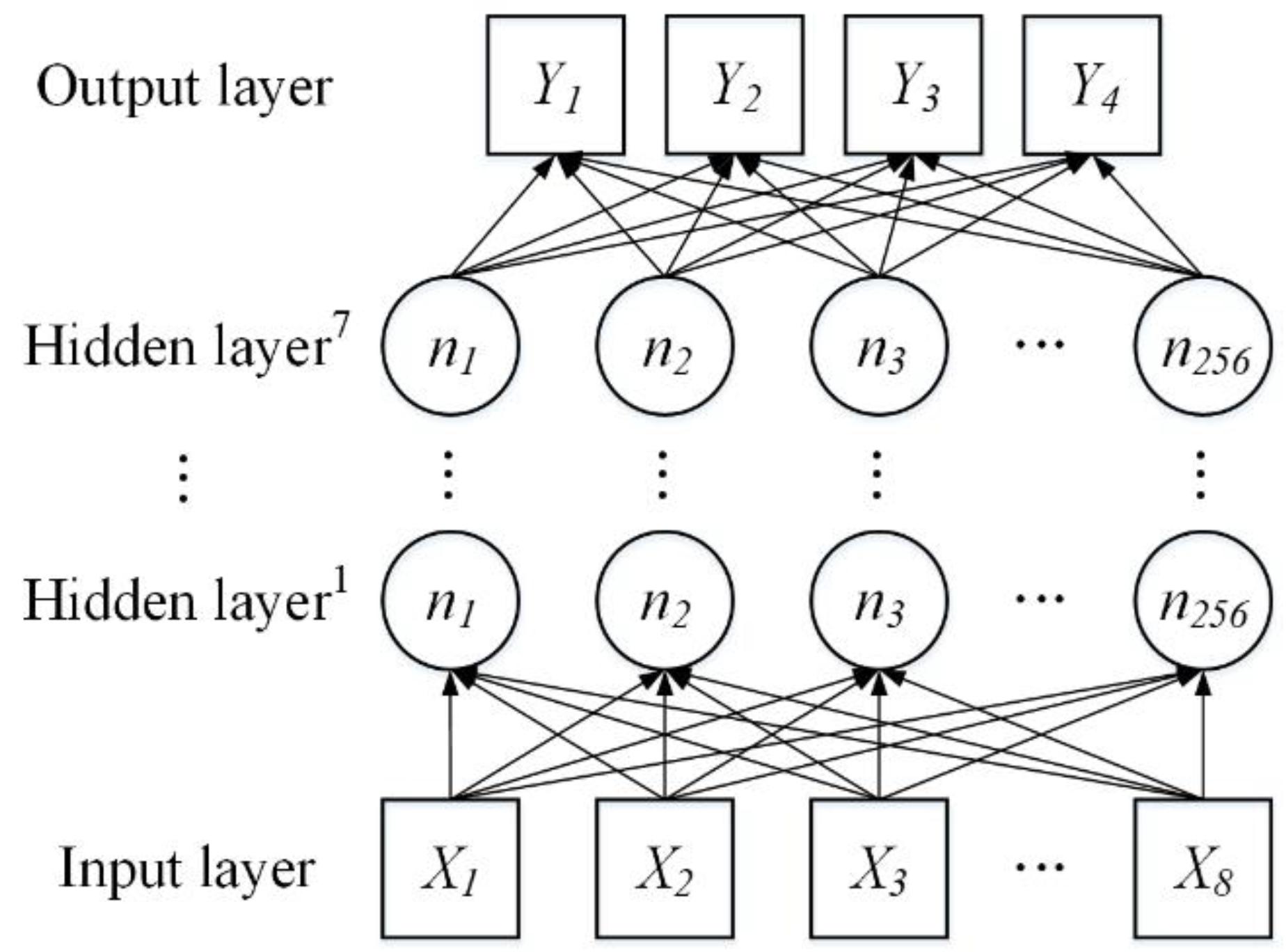
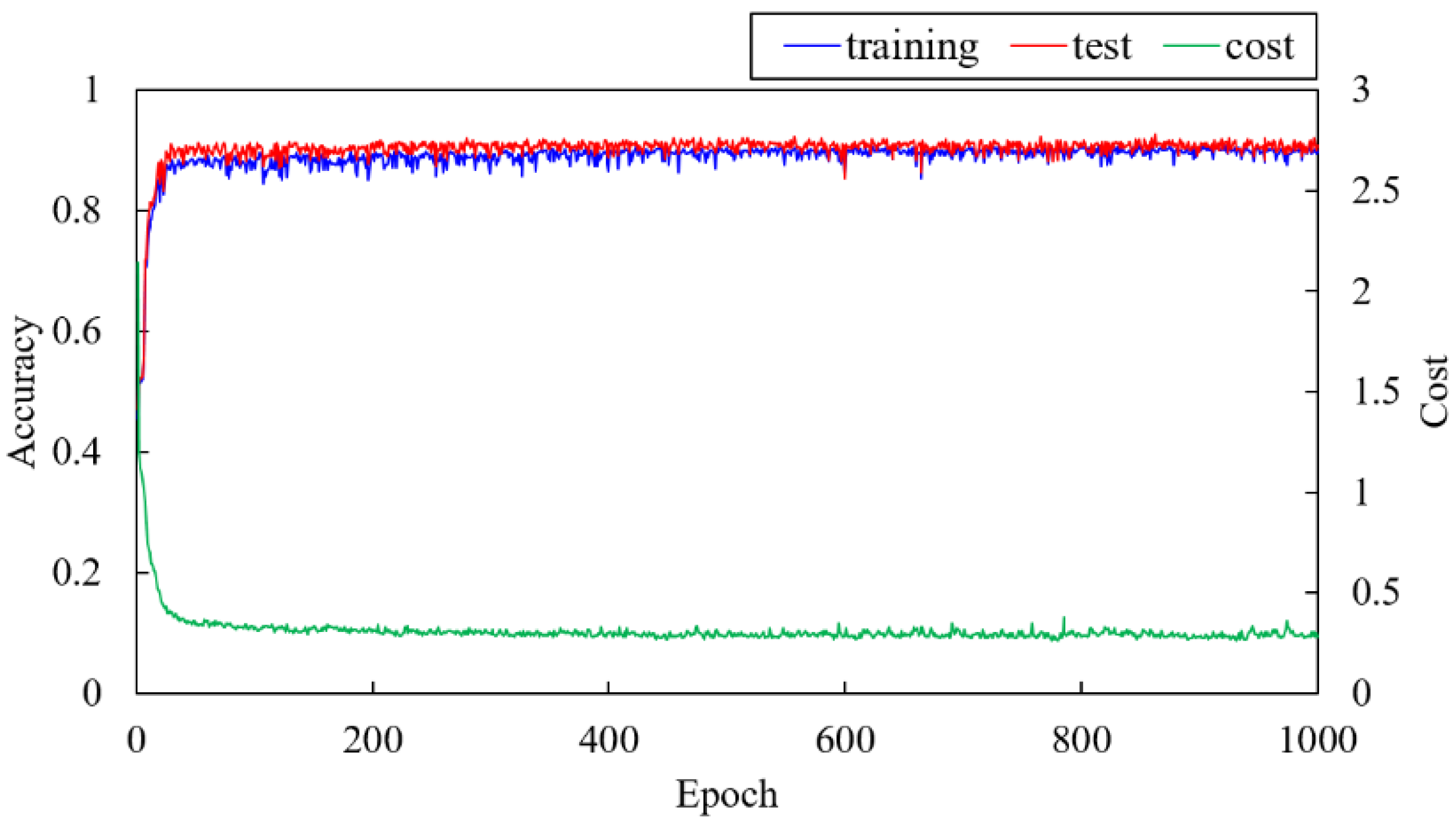
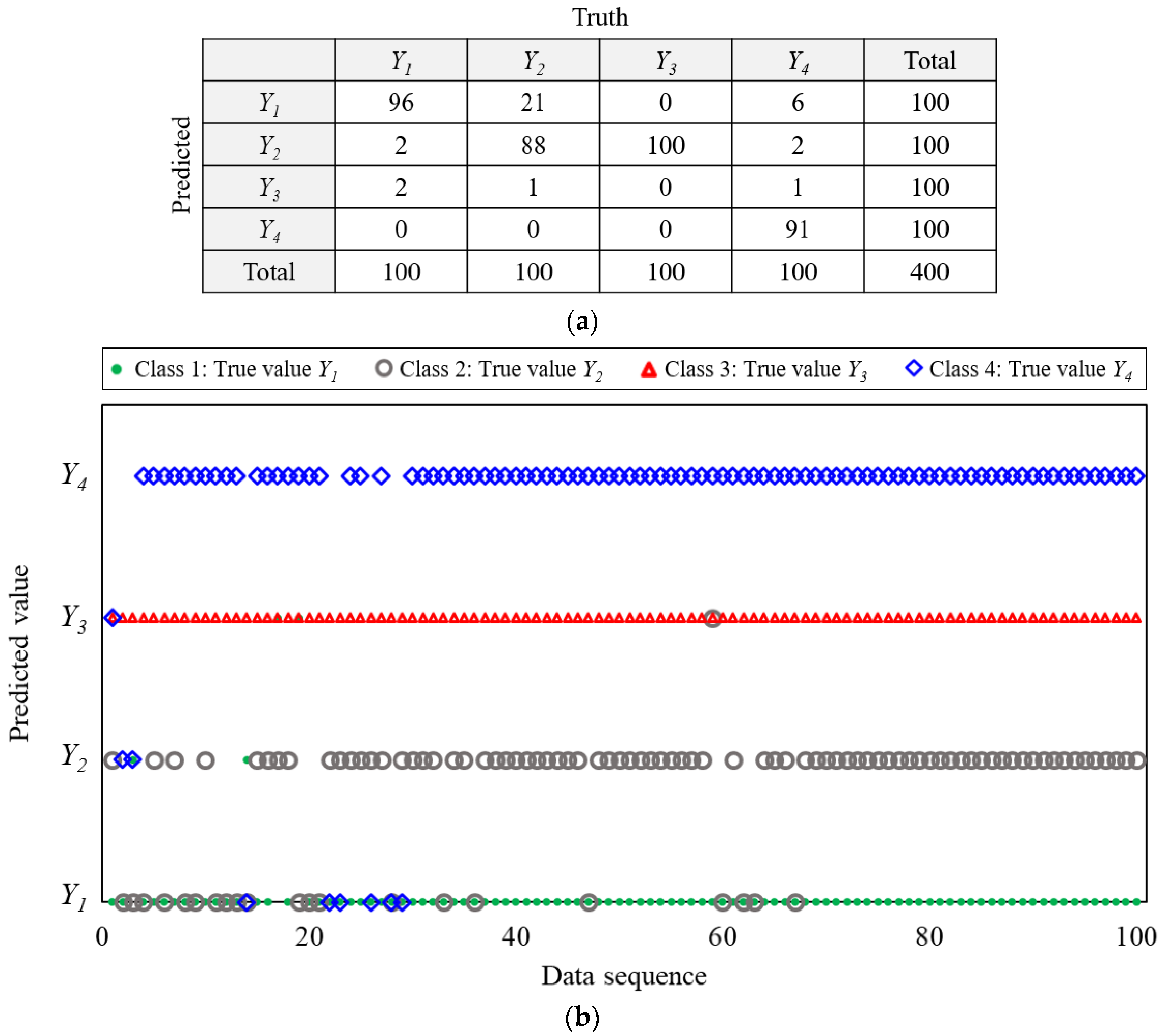
- The prediction model that can classify the weld quality for LBW using data measured by the spectrometer was also developed. The weld quality prediction model was designed based on DNN, and the DNN model was trained using the converted RGB data and maximum frequency values. The developed model had a weld quality prediction accuracy of approximately 90%.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| ML | Machine learning |
| LBW | Laser beam welding |
| RSM | Response surface methodology |
| SVM | Support vector machine |
| ANN | Artificial neural network |
| GA | Genetic algorithm |
| SSAE | Stacked sparse autoencoder |
| DNN | Deep neural network |
| CMOS | Complementary metal-oxide-semiconductor |
| DP | DP Dual phase |
| Ar | Argon |
| CIE | International commission on illumination |
| ReLU | Rectified linear unit |
| X1 | Average value of red light during per 0.5 mm of weld length |
| X2 | Standard deviation of red light per 0.5 mm of weld length |
| X3 | Average value green light per 0.5 mm of weld length |
| X4 | Standard deviation of green light per 0.5 mm of weld length |
| X5 | Average value blue light per 0.5 mm of weld length |
| X6 | Standard deviation of blue light per 0.5 mm of weld length |
| X7 | Average value of the maximum wavelength per 0.5 mm of weld length |
| X8 | Standard deviation of blue light per 0.5 mm of weld length |
| Y1 | Unwelded (Class 1) |
| Y2 | Incomplete penetration (Class 2) |
| Y3 | Full penetration (Class 3) |
| Y4 | Unwelded by a gap (Class 4) |
References
- Tmforum. Available online: https://inform.tmforum.org/archive/2020/03/the-fourth-industrial-revolution-manufacturing-and-beyond/ (accessed on 4 June 2020).
- Chryssolouris, G.; Papakostas, N.; Mavrikios, D. A perspective on manufacturing strategy: Produce more with less. CIRP J Manuf. Sci. Technol. 2008, 1, 45–52. [Google Scholar] [CrossRef]
- Abdullah, H.A.; Siddiqui, R.A. Concurrent laser welding and annealing exploiting robotically manipulated optical fibers. Opt. Laser Eng. 2002, 38, 473–484. [Google Scholar] [CrossRef]
- Tsoukantas, G.; Salonitis, K.; Stournaras, A.; Stavropoulos, P.; Chryssolouris, G. On optical design limitations of generalized two-mirror remote beam delivery laser systems: The case of remote welding. Int. J. Adv. Manuf. Technol. 2007, 32, 932–941. [Google Scholar] [CrossRef]
- Mohammed, G.R.; Ishak, M.; Ahmad, S.N.A.S.; Abdulhadi, H.A. Fiber laser welding of dissimilar 2205/304 stainless steel plates. Metals 2017, 7, 546. [Google Scholar] [CrossRef] [Green Version]
- Javaheri, E.; Lubritz, J.; Graf, B.; Rethmeier, M. Mechanical properties characterization of welded automotive steels. Metals 2020, 10, 1. [Google Scholar] [CrossRef] [Green Version]
- Zeng, Z.; Oliveira, J.P.; Yang, M.; Song, D.; Peng, B. Functional fatigue behavior of NiTi-Cu dissimilar laser welds. Mater. Des. 2017, 114, 282–287. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Fernandes, F.M.B.; Schell, N.; Miranda, R.M. Shape memory effect of laser welded NiTi plates. Funct. Mater. Lett. 2015, 8, 1550069. [Google Scholar] [CrossRef]
- Zeng, Z.; Yang, M.; Oliveira, J.P.; Song, D.; Peng, B. Laser welding of NiTi shape memory alloy wires and tubes for multi-functional design applications. Smart Mater. Struct. 2016, 25, 085001. [Google Scholar] [CrossRef]
- Stavridis, J.; Papacharalampopoulos, A.; Stavropoulos, P. Quality assessment in laser welding: A critical review. Int. J. Adv. Manuf. Technol. 2018, 94, 1825–1847. [Google Scholar] [CrossRef]
- Stournaras, A.; Stavropoulos, P.; Salonitis, K.; Chryssolouris, G. Laser process monitoring: A critical review. In Proceedings of the 6th International Conference on Manufacturing Research, Uxbridge, UK, 9–11 September 2008; pp. 425–435. [Google Scholar]
- Huang, W.; Kovacevic, R. A laser-based vision system for weld quality inspection. Sensors 2011, 11, 506–521. [Google Scholar] [CrossRef]
- Kim, C.-H.; Ahn, D.-C. Coaxial monitoring of keyhole during Yb:YAG laser welding. Opt. Laser Technol. 2012, 44, 1874–1880. [Google Scholar] [CrossRef]
- Gao, X.-D.; Wen, Q.; Katayama, S. Analysis of high-power disk laser welding stability based on classification of plume and spatter characteristics. Trans. Nonferrous. Metals Soc. China 2013, 23, 3748–3757. [Google Scholar] [CrossRef]
- Purtonen, T.; Kalliosaari, A.; Salminen, A. Monitoring and adaptive control of laser processes. Phys. Procedia 2014, 56, 1218–1231. [Google Scholar] [CrossRef] [Green Version]
- Zeng, H.; Zhou, Z.; Chen, Y.; Luo, H.; Hu, L. Wavelet analysis of acoustic emission signals and quality control in laser welding. J. Laser Appl. 2001, 13, 167–173. [Google Scholar] [CrossRef]
- Du, D.; Cai, G.-R.; Tian, Y.; Hou, R.-S.; Wang, L. Automatic inspection of weld defects with x-ray real-time imaging. Lect. Notes Contrib. Inf. 2007, 362, 359–366. [Google Scholar]
- Park, Y.W.; Park, H.; Rhee, S.; Kang, M. Real time estimation of CO2 laser weld quality for automotive industry. Opt. Laser Technol. 2002, 34, 135–142. [Google Scholar] [CrossRef]
- Sibillano, T.; Ancona, A.; Berardi, V.; Schingaro, E.; Parente, P.; Lugarà, P.M. Correlation spectroscopy as a tool for detecting losses of ligand elements in laser welding of aluminium alloys. Opt Laser Eng. 2006, 44, 1324–1335. [Google Scholar] [CrossRef]
- Rizzi, D.; Sibillano, T.; Pietro Calabrese, P.; Ancona, A.; Mario Lugarà, P. Spectroscopic, energetic and metallographic investigations of the laser lap welding of AISI 304 using the response surface methodology. Opt Laser Eng. 2011, 49, 892–898. [Google Scholar] [CrossRef]
- Konuk, A.R.; Aarts, R.G.K.M.; Veld, A.J.H.; Sibillano, T.; Rizzi, D.; Ancona, A. Process control of stainless steel laser welding using an optical spectroscopic sensor. Phys. Procedia 2011, 12, 744–751. [Google Scholar] [CrossRef] [Green Version]
- Sebestova, H.; Chmelickova, H.; Nozka, L.; Moudry, J. Non-destructive real time monitoring of the laser welding process. J. Mater. Eng. Perform. 2012, 21, 764–769. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Huber, S. Characteristic line emissions of the metal vapour during laser beam welding. Prod. Eng. 2011, 5, 667–678. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, B.; Yao, Y.; Tan, C.; Feng, J. A spectroscopic method based on support vector machine and artificial neural network for fiber laser welding defects detection and classification. NDT E Int. 2019, 108, 102176. [Google Scholar] [CrossRef]
- Zhang, Y.; You, D.; Gao, X.; Wang, C.; Li, Y.; Gao, P.P. Real-time monitoring of high-power disk laser welding statuses based on deep learning framework. J. Intell. Manuf. 2020, 31, 799–814. [Google Scholar] [CrossRef]
- Lee, S.H.; Mazumder, J.; Park, J.; Kim, S. Ranked Feature-Based Laser Material Processing Monitoring and Defect Diagnosis Using k-NN and SVM. J. Manuf. Process. 2020, 55, 307–316. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Multiple-optics sensing of high-brightness disk laser welding process. NDT E Int. 2013, 60, 32–39. [Google Scholar]
- CRAN. Available online: https://cran.r-project.org/web/packages/viridis/vignettes/intro-to-viridis.html/ (accessed on 4 June 2020).
- COLOUR. Available online: https://colour.readthedocs.io/en/develop/ (accessed on 4 June 2020).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Parameter | Value |
|---|---|
| Laser power (W) | 1000, 1500, 2000, 2500, 3000, 3500, 4000 |
| Welding speed (m/min) | 1.5, 2.0, 2.5 |
| Gap (mm) | 0, 0.8 |
| Laser Power (W) | Welding Speed (m/min) | ||
|---|---|---|---|
| 1.5 | 2.0 | 2.5 | |
| 1000 | Unwelded | Unwelded | Unwelded |
| 1500 |  | Unwelded | Unwelded |
| 2000 |  |  |  |
| 2500 |  |  |  |
| 3000 |  |  |  |
| 3500 |  |  |  |
| 4000 |  |  |  |
| Laser Power (W) | Welding Speed (m/min) | Color Scalelegend | ||
|---|---|---|---|---|
| 1.5 | 2.0 | 2.5 | ||
| 1000 |  |  |  |  |
| 1500 |  |  |  |  |
| 2000 |  |  |  |  |
| 2500 |  |  |  |  |
| 3000 |  |  |  |  |
| 3500 |  |  |  |  |
| 4000 |  |  |  |  |
| Laser Power (W) | Welding Speed (m/min) | Color Scalelegend | ||
|---|---|---|---|---|
| 1.5 | 2.0 | 2.5 | ||
| 3000 |  |  |  |  |
| 4000 |  |  |  |  |
| Item | Description | ||
|---|---|---|---|
| Structure | Input Layer | Hidden Layer | Output Layer |
| Number of nodes | 8 | 256 | 4 |
| Learning rate | 0.001 | ||
| Epoch | 1000 | ||
| Batch size | 100 | ||
| Activation function | ReLU | ||
| Function of output layer | Softmax | ||
| Cost function | Cross-entropy | ||
| Optimizer | Adam optimizer | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Lee, H.; Kim, D.-Y.; Kang, M.; Hwang, I. Quality Assessment Method Based on a Spectrometer in Laser Beam Welding Process. Metals 2020, 10, 839. https://doi.org/10.3390/met10060839
Yu J, Lee H, Kim D-Y, Kang M, Hwang I. Quality Assessment Method Based on a Spectrometer in Laser Beam Welding Process. Metals. 2020; 10(6):839. https://doi.org/10.3390/met10060839
Chicago/Turabian StyleYu, Jiyoung, Huijun Lee, Dong-Yoon Kim, Munjin Kang, and Insung Hwang. 2020. "Quality Assessment Method Based on a Spectrometer in Laser Beam Welding Process" Metals 10, no. 6: 839. https://doi.org/10.3390/met10060839
APA StyleYu, J., Lee, H., Kim, D. -Y., Kang, M., & Hwang, I. (2020). Quality Assessment Method Based on a Spectrometer in Laser Beam Welding Process. Metals, 10(6), 839. https://doi.org/10.3390/met10060839