Numerical Analysis of RTD Curves and Inclusions Removal in a Multi-Strand Asymmetric Tundish with Different Configuration of Impact Pad



Abstract
:1. Introduction
2. Numerical Model Description
- ■
- The flow was considered to be incompressible, viscous, and turbulent.
- ■
- The flow represented steady state with constant casting temperature.
- ■
- The calculation of steel flow included the effect of the natural convection.
- ■
- The transfer and conduction of heat were assumed through convection as well as conduction.
- ■
- The heat losses were considered to be through the walls of the tundish and through the melt surface.
- ■
- The inclusions were spherical in shape and are let into the domain through a shroud tube.
- ■
- There is no exchange of mass, heat or chemical reactions between the melt and the inclusion.
- ■
- The inclusion is small enough, and its presence does not affect the velocity field of the melt.
- ■
- There is no coagulation or coalescence of inclusions. If the inclusion hits a wall, it is reflected. If the inclusion touches the top surface of melt, it is absorbed (as into slag) and escapes the domain.
- ■
- Gravity force
- ■
- Aerodynamic drag force
- ■
- Influence of pressure gradient
- ■
- Virtual mass force
- Basic calculation of steady flow, obtaining a steady velocity and temperature field
- Calculation of RTD curves
- Calculation of inclusion removal
2.1. Governing Equations
2.1.1. Steel Flow Equations
2.1.2. Species Transport
2.1.3. Lagrangian Discrete Phase Model
2.2. Model Setting
3. Results and Discussion
3.1. Independence of Computational Mesh
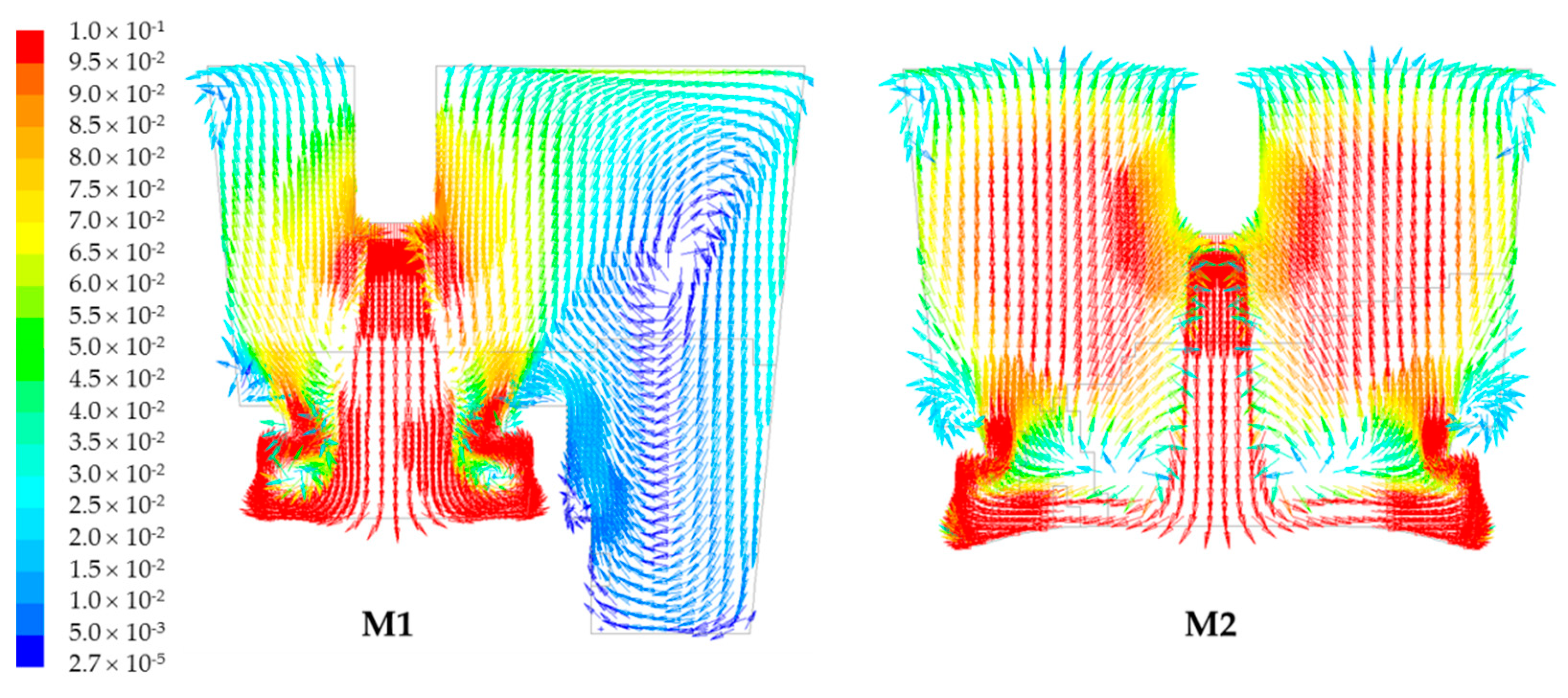
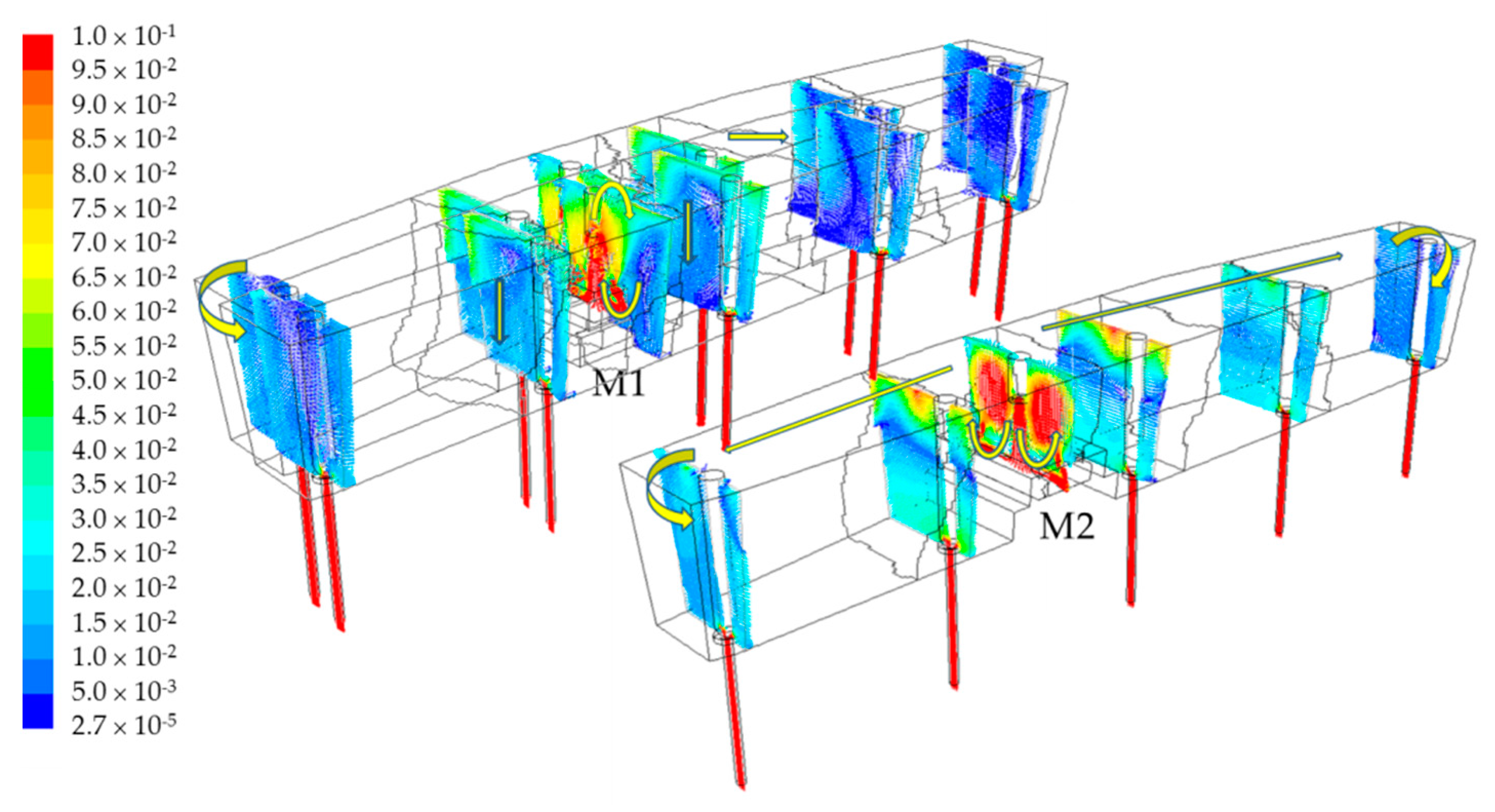
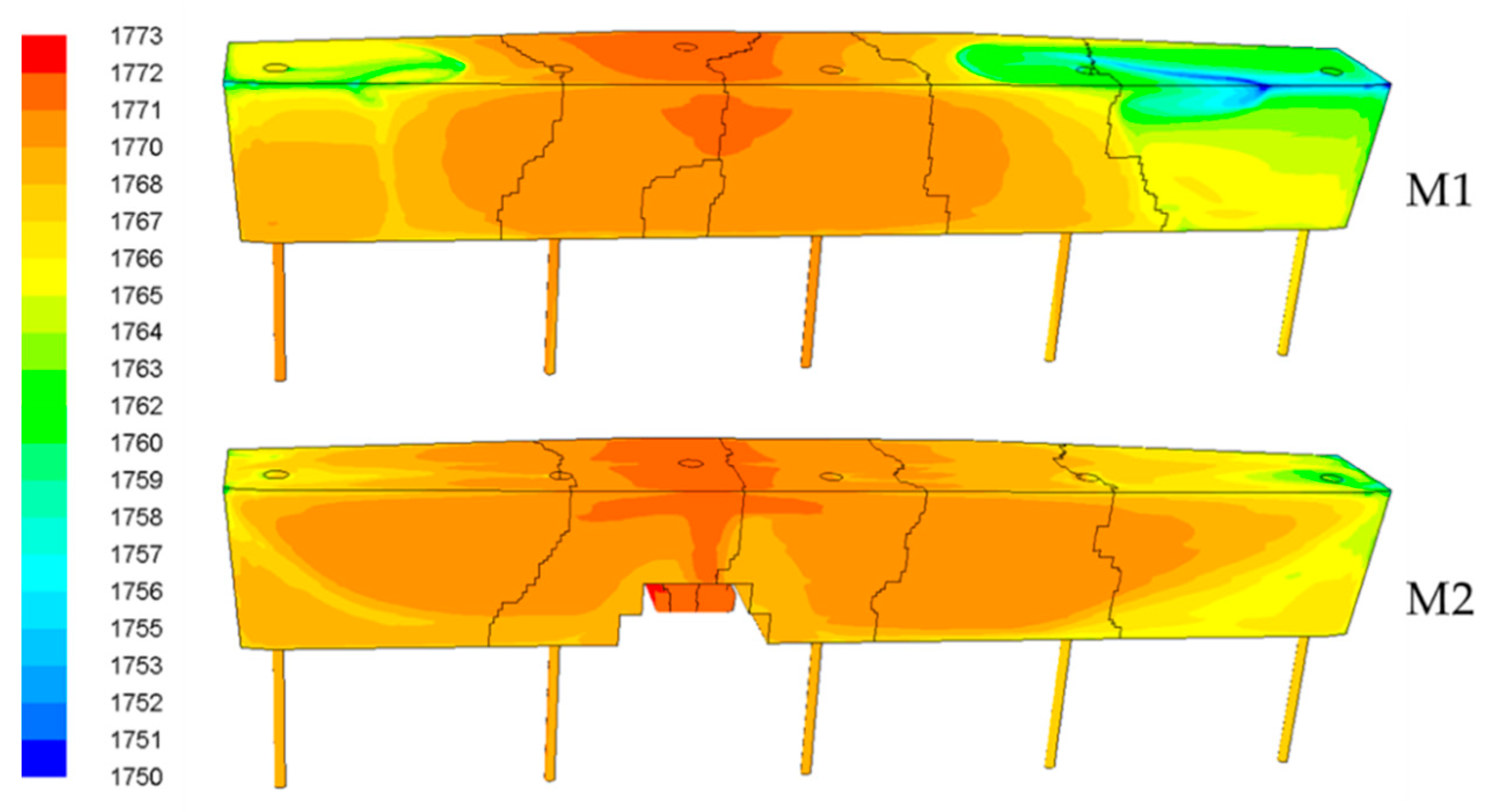
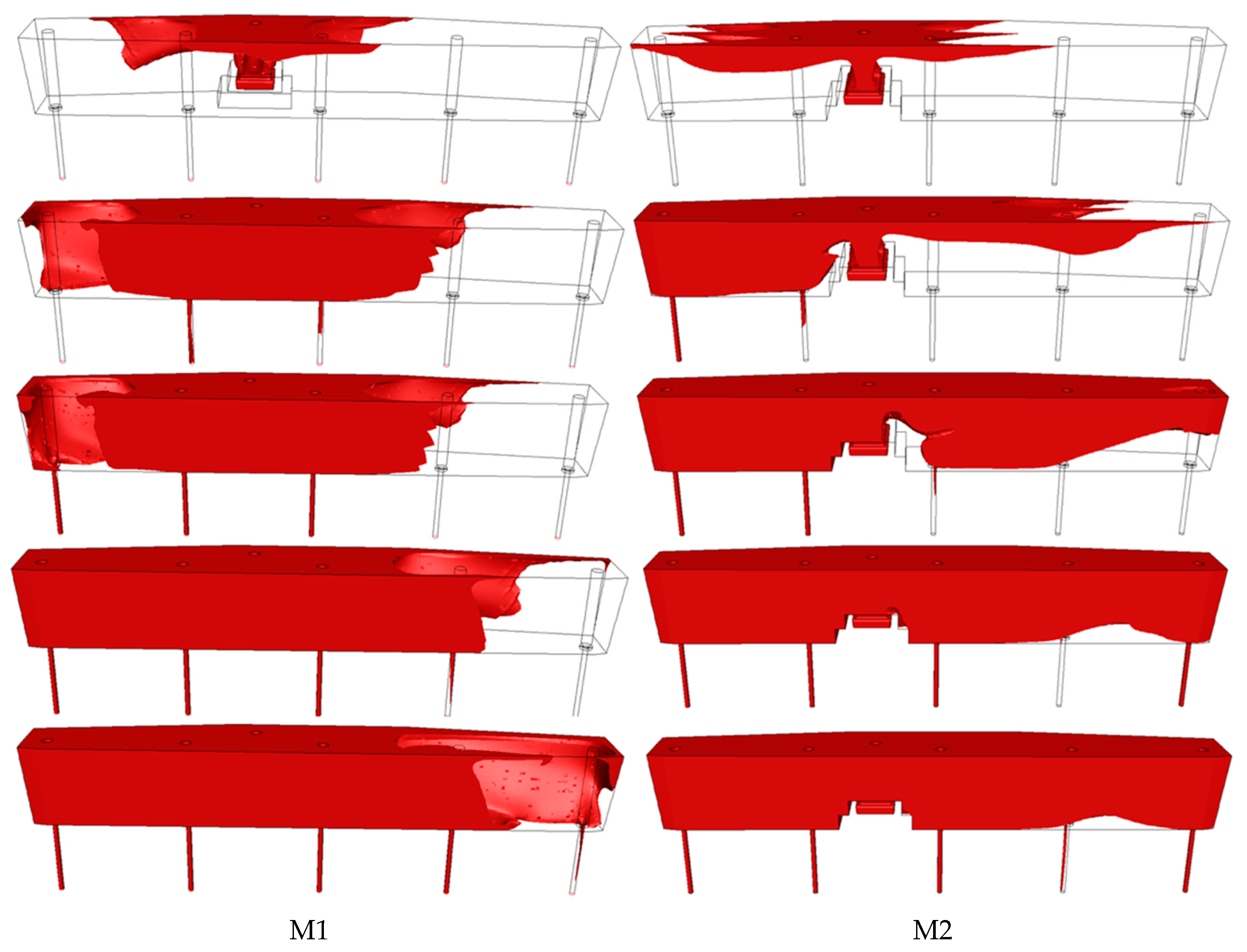
3.2. Flow and Temperature Fields
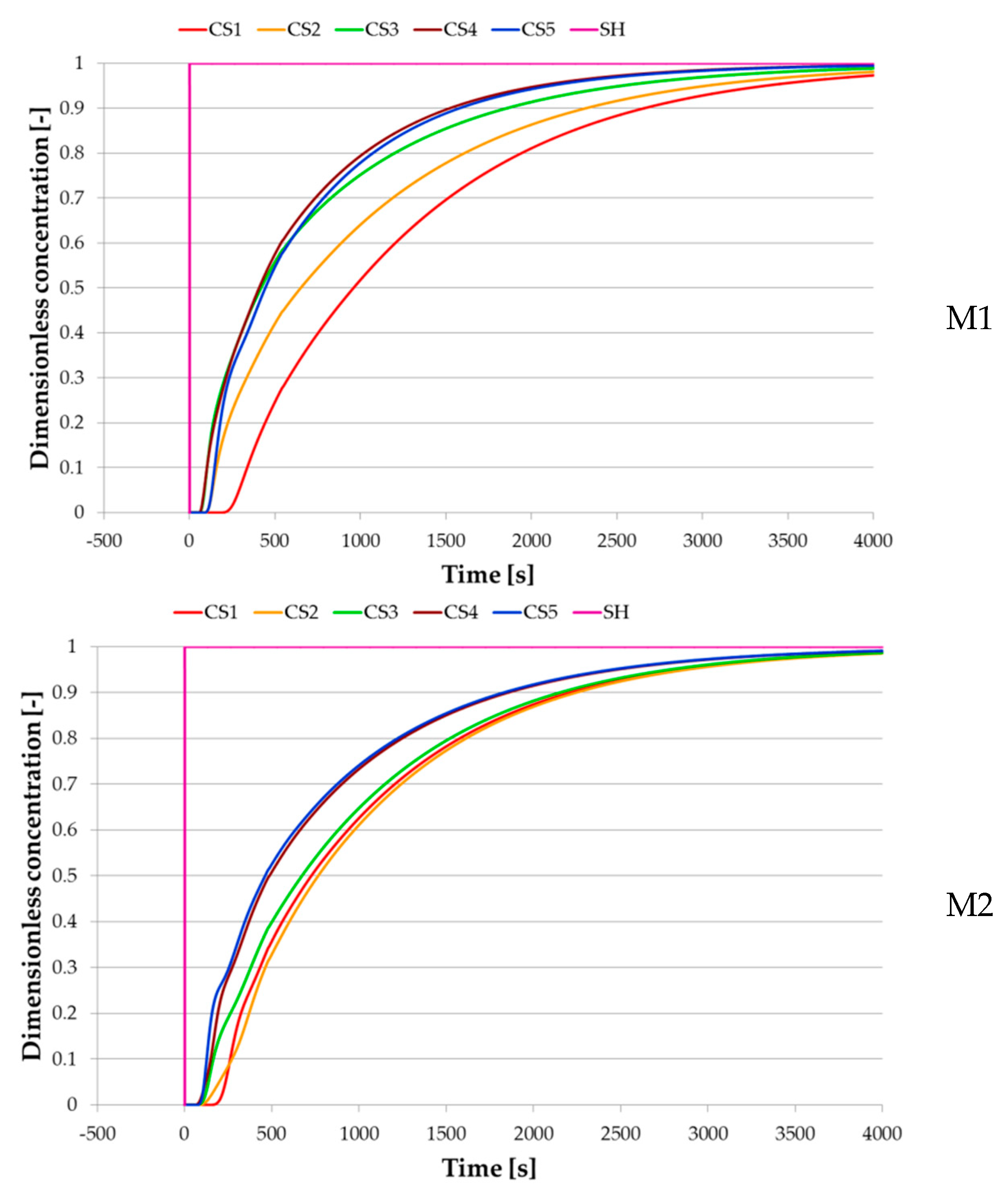
3.3. Residence Time Distribution Curves
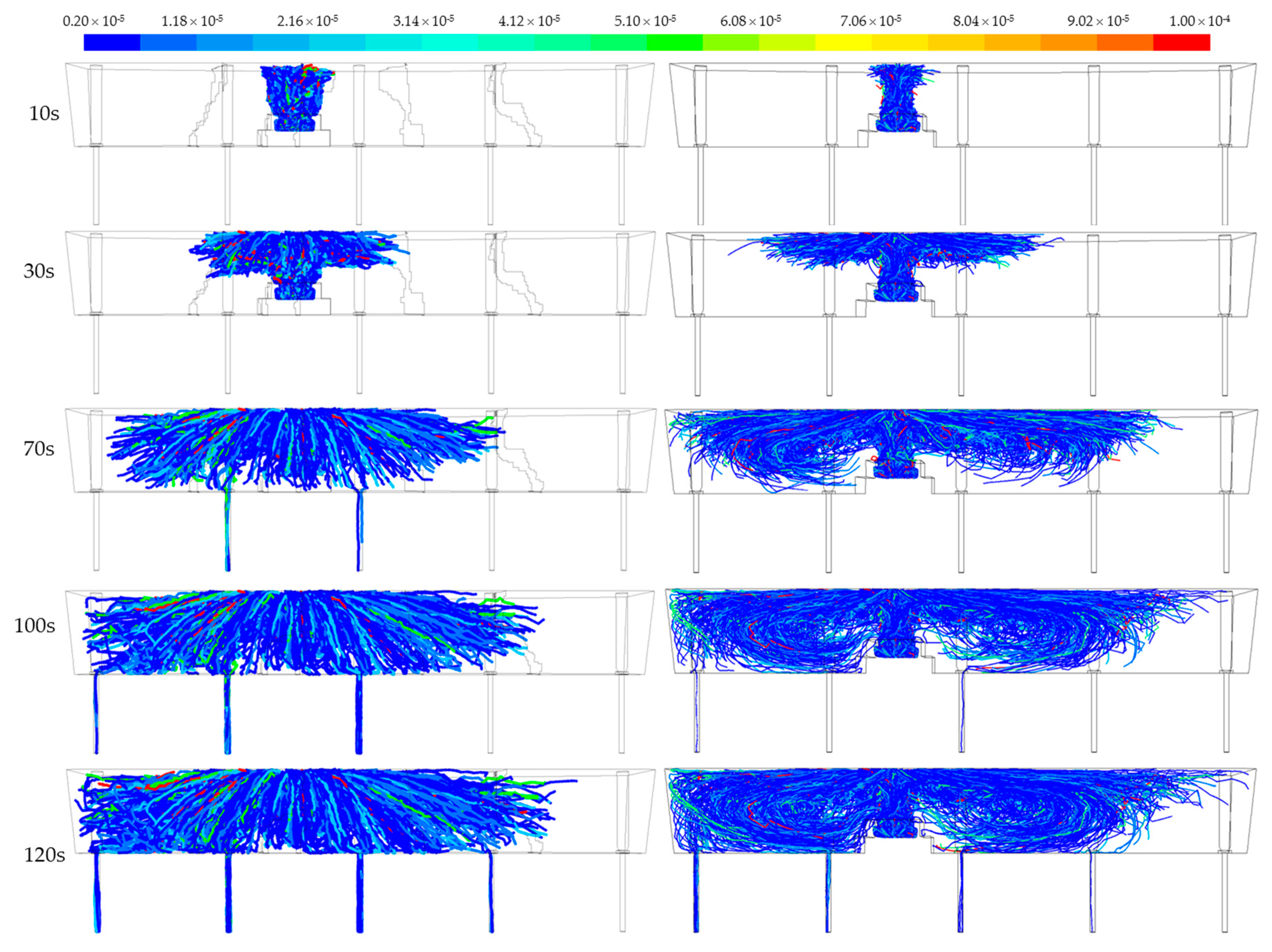
3.4. Distribution and Trajectory of Inclusions
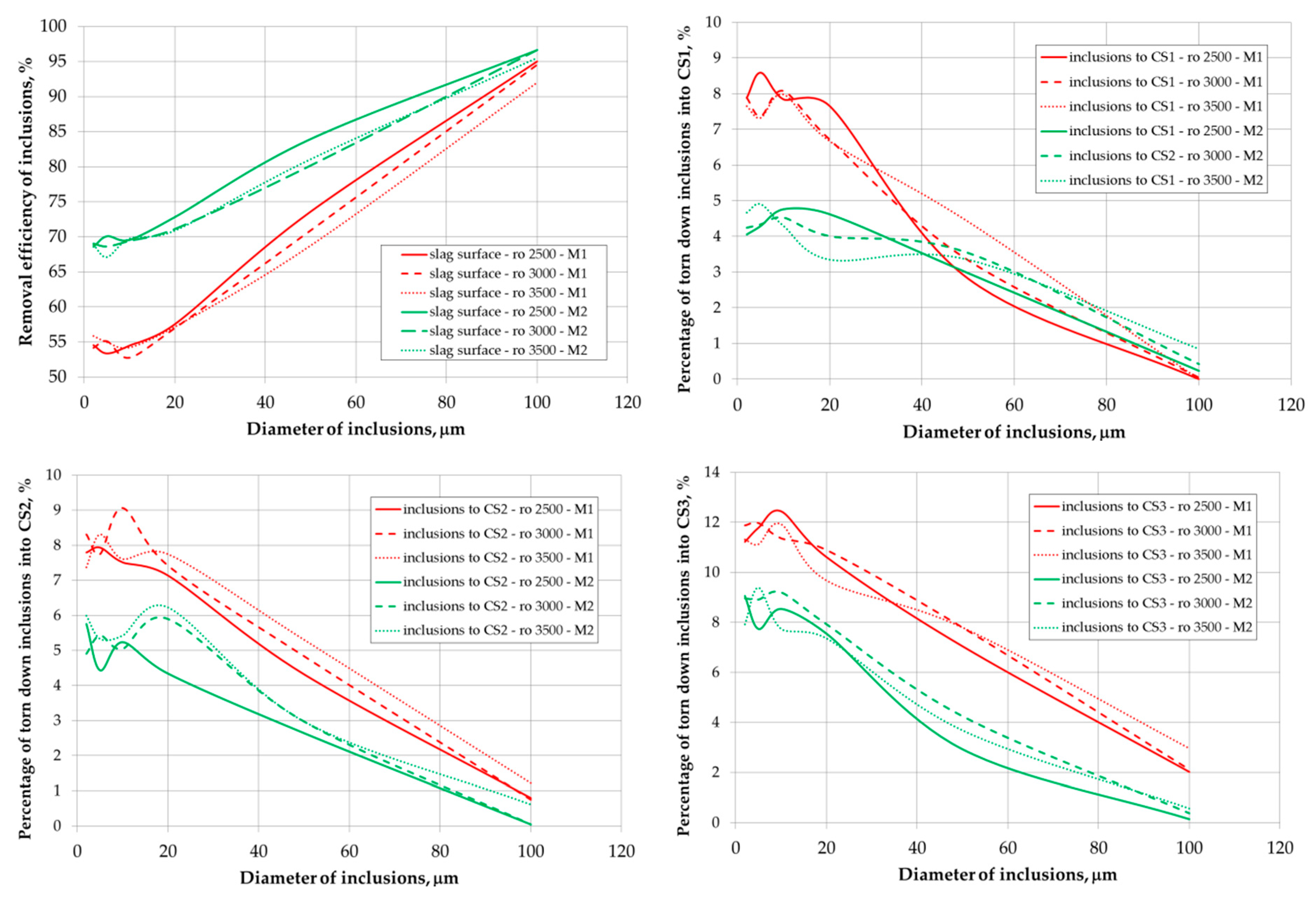
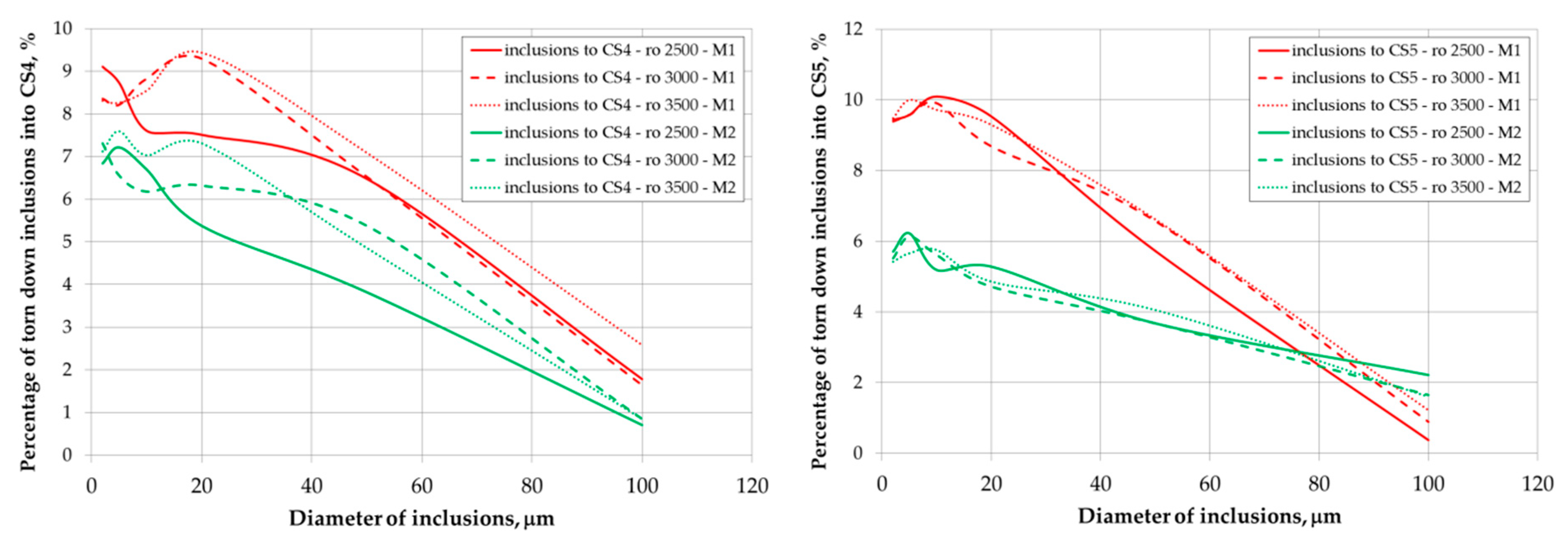
3.5. Residence Time and Removal Efficiency of Inclusions
4. Conclusions
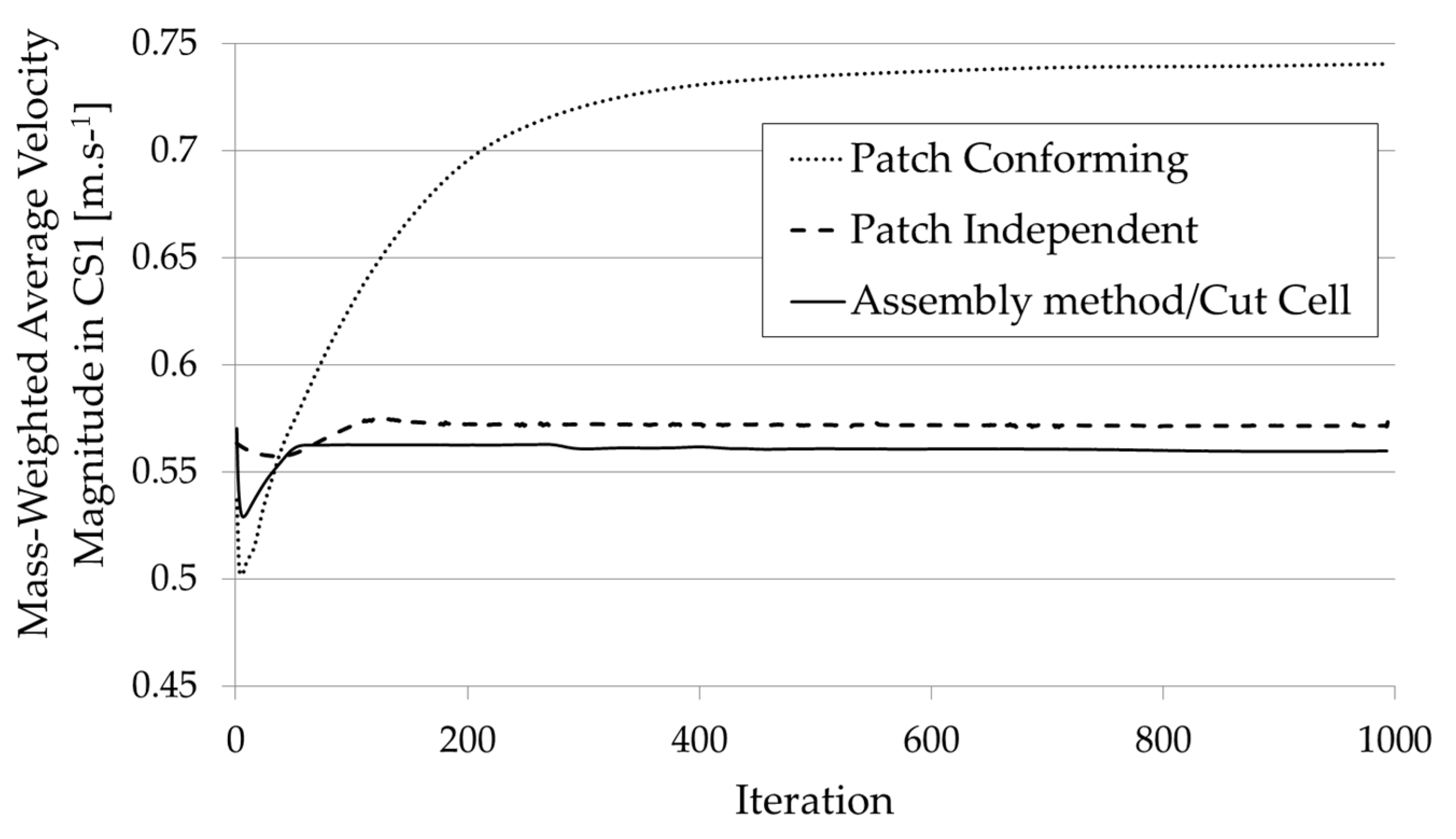
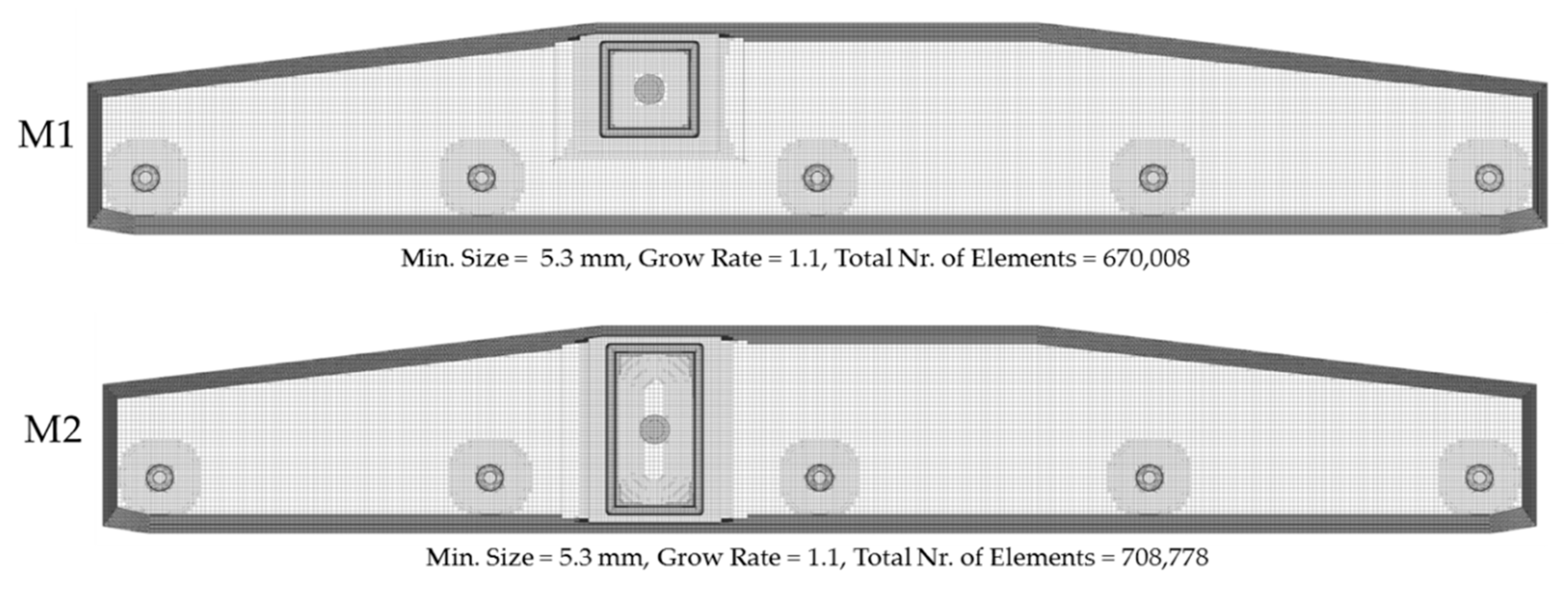
- The prerequisite for the use of numerical modelling is achieving stability of the calculation and convergence of the task, which is largely dependent on the quality of the computational mesh. The authors of the paper verified several methods of creation of computational mesh, namely patch conforming, patch independent, multizone and assembly method. The assembly method with the prevalence of Hexa elements seemed to be the most suitable, which proved competent thanks to its speed, simplicity, and accuracy, especially in the case of geometry modification of the modelled area.
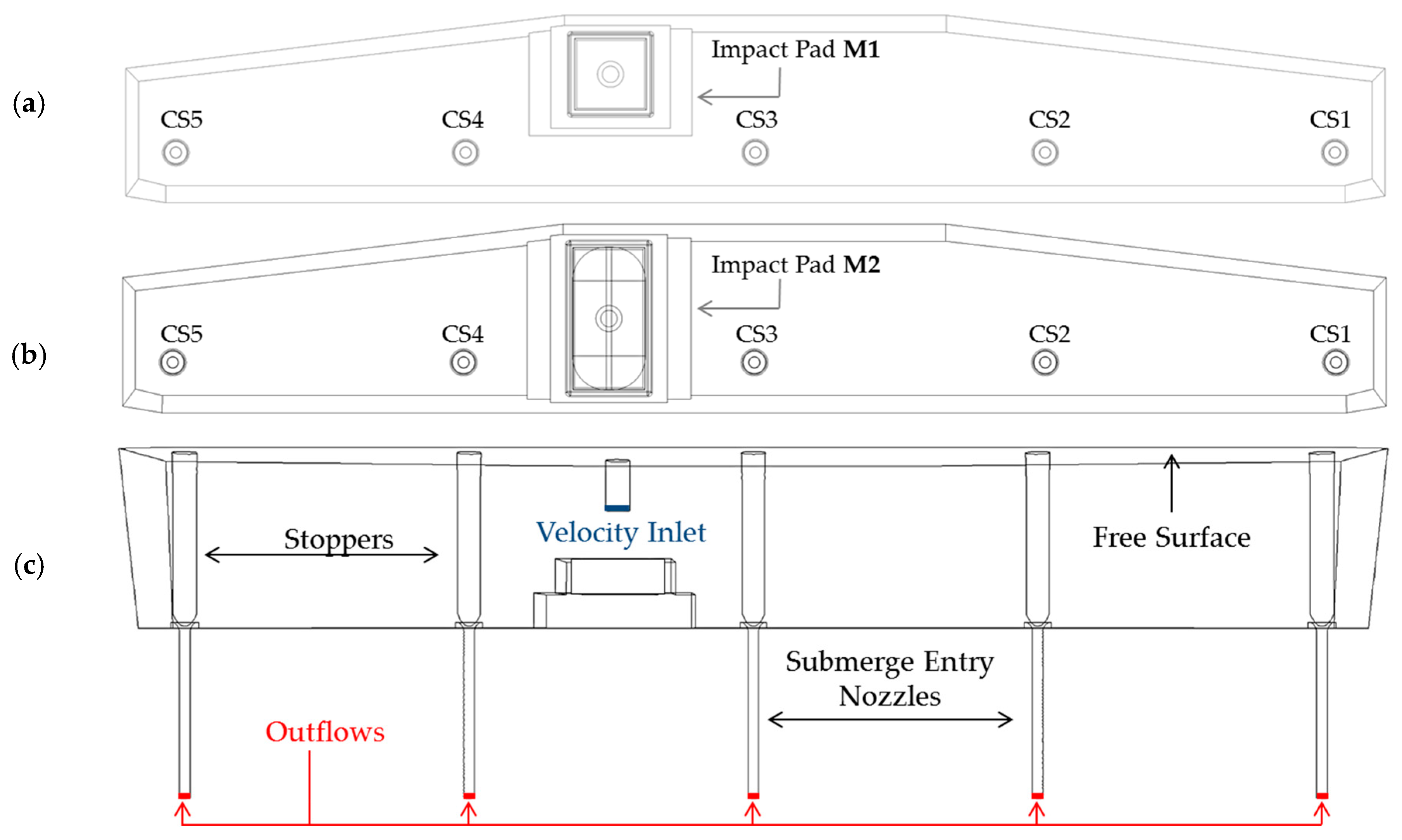
- The removal efficiency of inclusions was numerically analysed for the two proposed impact area configurations designated M1 and M2. Prior to the analysis of the inclusion removal, the steady steel flow in the tundish, including the heat conduction through the tundish walls and surface, was calculated. The flow character was evaluated using RTD F curves.
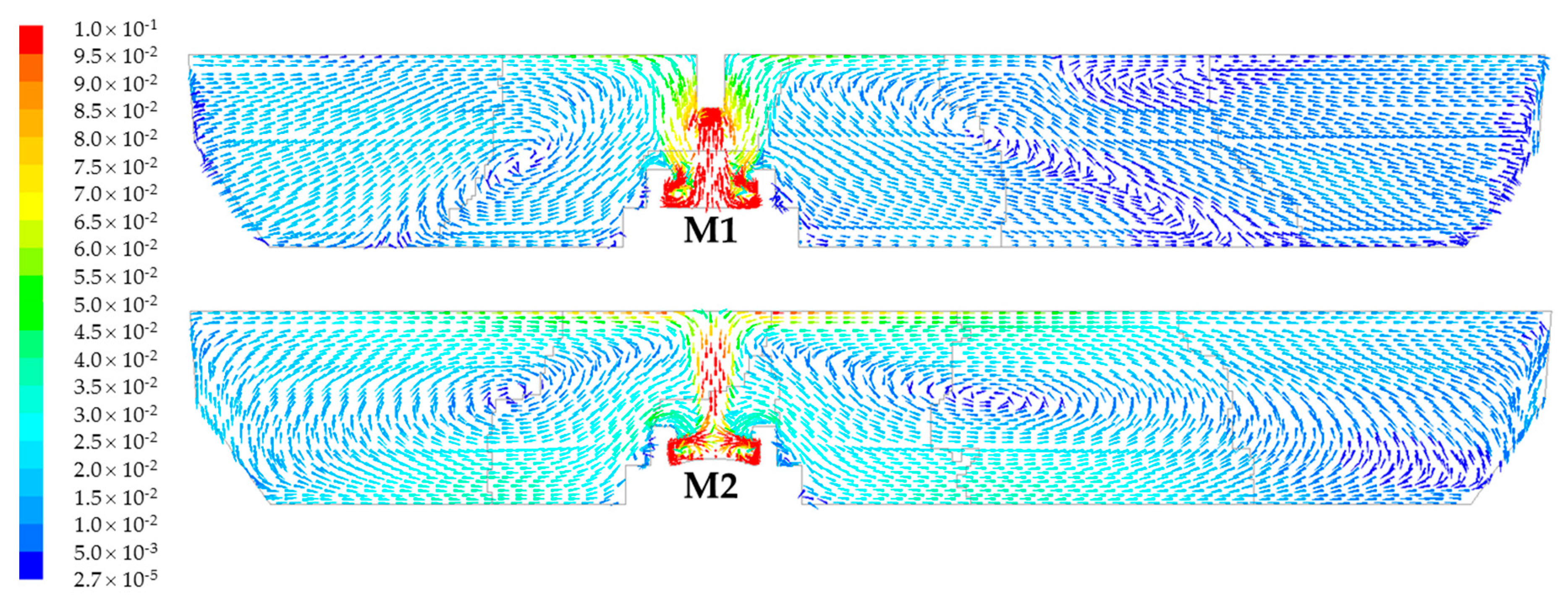
- The configuration of the tundish equipped with an impact pad designated as M2 resulted in a higher proportion of steel plug flow and better inclusion removal efficiency by as much as 15% compared to the application with an M1 impact pad.
Author Contributions
Funding
Conflicts of Interest
References
- Worldsteel Association. Steel Statistical Yearbook 2018. Available online: https://www.worldsteel.org/en/dam/jcr:e5a8eda5-4b46-4892-856b-00908b5ab492/SSY_2018.pdf (accessed on 9 September 2019).
- Michalek, K. Využití Fyzikálního a Numerického Modelování pro Optimalizaci Metalurgických Procesů, 1. vyd.; VŠB-Technická univerzita Ostrava: Ostrava, Czech Republic, 2001; p. 34. ISBN 80-7078-861-5. (In Czech) [Google Scholar]
- Mazumdar, D.; Evans, J.W. Modeling of Steelmaking Processes; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2009; pp. 463–978. [Google Scholar]
- Bul’ko, B.; Molnár, M.; Demeter, P.; Baricová, D.; Pribulová, A.; Futáš, P. Study of the Influence of Intermix Conditions on Steel Cleanliness. Metals 2018, 8, 852. [Google Scholar] [CrossRef] [Green Version]
- Merder, T. Numerical simulation of liquid flow and mixing steel in multi-strands tundish. J. Achiev. Mater. Manuf. Eng. 2012, 55, 561–566. [Google Scholar]
- Michalek, K.; Gryc, K.; Tkadlečková, M.; Bocek, D. Model study of tundish steel intermixing and operational verification. Arch. Metall. Mater. 2012, 57, 291–296. [Google Scholar] [CrossRef] [Green Version]
- Warzecha, M. Numerical Modeling of Steel Flow in a Multi-Strand Continuous Casting Tundish. Acta Metall. Slovaca 2014, 20, 140–145. [Google Scholar] [CrossRef] [Green Version]
- Siddiqui, I.H.; Kim, M.-H. Two-Phase Numerical Modeling of Grade Intermixing in a Steelmaking Tundish. Metals. 2019, 9, 40. [Google Scholar] [CrossRef] [Green Version]
- Sahai, Y.; Emi, T. Melt Flow Characterization in Continuous Casting Tundishes. ISIJ Int. 1996, 36, 667–672. [Google Scholar] [CrossRef]
- Alaei, A.R.; Edris, H.; Shirani, E. Upward Molten Flow for Optimization of Fluid Flow in Continuous Casting Tundish. J. Iron Steel Res. Int. 2010, 17, 29–33. [Google Scholar] [CrossRef]
- Braun, A.; Warzecha, M.; Pfeifer, H. Numerical and Physical Modeling of Steel Flow in a Two-Strand Tundish for Different Casting Conditions. Metall. Mater. Trans. B 2010, 41, 549–559. [Google Scholar] [CrossRef]
- Warzecha, M. Numerical and physical modelling of steel flow in a one-strand continuous casting tundish. Metalurgija 2011, 50, 147–150. [Google Scholar]
- Sowa, L. Numerical Modelling of Fluid Flow and Thermal Phenomena in the Tundish of CSC Machine. Arch. Foundry Eng. 2014, 14, 103–106. [Google Scholar] [CrossRef]
- Warzecha, M.; Merder, T.; Warzecha, P.; Stradomski, G. Experimental and Numerical Investigations on Non-metallic Inclusions Distribution in Billets Casted at a Multi-strand Continuous Casting Tundish. ISIJ Int. 2013, 53, 1983–1992. [Google Scholar] [CrossRef] [Green Version]
- Warzecha, M.; Hutny, A.M.; Warzecha, P.; Merder, T.; Jędrysiak, B. Methodology of inclusions removing from steel flowing through the tundish. Metalurgija 2017, 56, 291–293. [Google Scholar]
- Silva, A.C.E. Non-metallic inclusions in steels—Origin and control. J. Mater. Res. Technol. 2018, 7, 283–299. [Google Scholar] [CrossRef]
- Morales, R.D.; Barreto, J.D.J.; LoPez-Ramirez, S.; Palafox-Ramos, J.; Zacharias, D. Melt flow control in a multistrand tundish using a turbulence inhibitor. Metall. Mater. Trans. B 2000, 31, 1505–1515. [Google Scholar] [CrossRef]
- López-Ramírez, S.; Palafox-Ramos, J.; Morales, R.D.; Barreto, J.D.J.; Zacharias, D. Modeling study of the influence of turbulence inhibitors on the molten steel flow, tracer dispersion, and inclusion trajectories in tundishes. Metall. Mater. Trans. B 2001, 32, 615–627. [Google Scholar] [CrossRef]
- Merder, T.; Pieprzyca, J.; Warzecha, M. Numerical modeling of steel flow in the six-strand tundish with different flow control devices. Metalurgija 2009, 48, 143–146. [Google Scholar]
- He, Z.; Zhou, K.; Liu, S.; Xiong, W.; Li, B. Numerical Modeling of the Fluid Flow in Continuous Casting Tundish with Different Control Devices. Abstr. Appl. Anal. 2013, 2013, 1–8. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical, Physical, and Industrial Studies of Liquid Steel Chemical Homogenization in One Strand Tundish with Subflux Turbulence Controller. Steel Res. Int. 2014, 86, 972–983. [Google Scholar] [CrossRef]
- More, M.V.; Saha, S.K.; Marje, V.; Balachandran, G. Numerical model of liquid metal flow in steel making tundish with flow modifiers. In IOP Conference Series: Materials Science and Engineering, Proceedings of 2nd International Conference on Mining, Material and Metallurgical Engineering, Bangkok, Thailand, 17–18 March 2017; IOP Publishing: Bristol, UK, 2017; Volume 191, p. 12021. [Google Scholar] [CrossRef] [Green Version]
- Yan, J.; Dong, X.; Yang, F.; Cheng, C.; Li, Y.; Wang, W. Removal Mechanism of Microscale Non-Metallic Inclusions in a Tundish with Multi-Hole-Double-Baffles. Metals 2018, 8, 611. [Google Scholar] [CrossRef] [Green Version]
- Khan, M.F.; Hussain, A.; Usmani, A.Y.; Yadav, R.; Jafri, S. Multiphase Flow Modeling of Molten Steel and Slag Flow for Different Tundish Configurations. Mater. Today Proc. 2018, 5, 24915–24923. [Google Scholar] [CrossRef]
- Wang, Q.; Liu, Y.; Huang, A.; Yan, W.; Gu, H.; Li, G. CFD Investigation of Effect of Multi-hole Ceramic Filter on Inclusion Removal in a Two-Strand Tundish. Metall. Mater. Trans. B 2019, 51, 276–292. [Google Scholar] [CrossRef]
- Buľko, B.; Priesol, I.; Demeter, P.; Gasparovic, P.; Baricová, D.; Hrubovčáková, M. Geometric Modification of the Tundish Impact Point. Metals 2018, 8, 944. [Google Scholar] [CrossRef] [Green Version]
- Chang, S.; Huang, W.; Zou, Z.; Li, B.; Guthrie, R.I. Motion behavior of micro-bubbles in a delta shape tundish using impact pad. Powder Technol. 2020, 367, 296–304. [Google Scholar] [CrossRef]
- Bartosiewicz, M.; Cwudziński, A. Intensification of liquid steel active flow volume in one-strand tundish using a modified ladle shourd. Metall. Mater. Eng. 2020, 26, 1–14. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical and Physical Modeling of Liquid Steel Flow Structure for One Strand Tundish with Modern System of Argon Injection. Steel Res. Int. 2017, 88, 1600484. [Google Scholar] [CrossRef]
- Ramos-Banderas, A.; Morales, R.D.; Barreto, J.D.J.; Solorio-Diaz, G. Modelling Study of Inclusions Removal by Bubble Flotation in the Tundish. Steel Res. Int. 2006, 77, 325–335. [Google Scholar] [CrossRef]
- Devi, S.; Singh, R.K.; Paul, A. Role of Tundish Argon Diffuser in Steelmaking Tundish to Improve Inclusion Flotation with CFD and Water Modelling Studies. Int. J. Eng. Res. Technol. 2015, 4, 213–218. [Google Scholar] [CrossRef]
- Ling, H.; Xu, R.; Wang, H.; Chang, L.; Qiu, S. Multiphase Flow Behavior in a Single-Strand Continuous Casting Tundish during Ladle Change. ISIJ Int. 2020, 60, 499–508. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Yuan, Z.; Shi, S.; Wang, B.; Liu, C. Flow Characteristics for Two-Strand Tundish in Continuous Slab Casting Using PIV. Metals 2019, 9, 239. [Google Scholar] [CrossRef] [Green Version]
- García-Hernández, S.; Barreto, J.D.J.; Banderas, J.A.R.; Solorio-Diaz, G. Modeling Study of the Vortex and Short Circuit Flow Effect on Inclusion Removal in a Slab Tundish. Steel Res. Int. 2010, 81, 453–460. [Google Scholar] [CrossRef]
- Solorio-Díaz, G.; Davila-Morales, R.; Barreto-Sandoval, J.D.J.; Vergara-Hernández, H.J.; Ramos-Banderas, A.; Galván, S. Numerical Modelling of Dissipation Phenomena in a New Ladle Shroud for Fluidynamic Control and Its Effect on Inclusions Removal in a Slab Tundish. Steel Res. Int. 2013, 85, 863–874. [Google Scholar] [CrossRef]
- Gutierrez, E.; Garcia-Hernandez, S.; Barreto, J.D.J. Mathematical Modeling of Inclusions Deposition at the Upper Tundish Nozzle and the Submerged Entry Nozzle. Steel Res. Int. 2016, 87, 1406–1416. [Google Scholar] [CrossRef]
- Gutierrez, H.A.; Barreto, J.D.J.; García-Hernández, S.; Ramos-Banderas, A. Mathematical Analysis of Inclusion Removal from Liquid Steel by Gas Bubbling in a Casting Tundish. J. Appl. Math. 2012, 2012, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Raghavendra, K.; Sarkar, S.; Ajmani, S.; Denys, M.; Singh, M. Mathematical modelling of single and multi-strand tundish for inclusion analysis. Appl. Math. Model. 2013, 37, 6284–6300. [Google Scholar] [CrossRef]
- Agarwal, R.; Singh, M.K.; Kumar, R.B.; Ghosh, B.; Pathak, S. Extensive Analysis of Multi Strand Billet Caster Tundish Using Numerical Technique. World J. Mech. 2019, 9, 29–51. [Google Scholar] [CrossRef] [Green Version]
- Rocha, J.R.D.S.; De Souza, E.E.B.; Marcondes, F.; De Castro, J.A. Modeling and computational simulation of fluid flow, heat transfer and inclusions trajectories in a tundish of a steel continuous casting machine. J. Mater. Res. Technol. 2019, 8, 4209–4220. [Google Scholar] [CrossRef]
- Pudasaini, S.P. A fully analytical model for virtual mass force in mixture flows. Int. J. Multiph. Flow 2019, 113, 142–152. [Google Scholar] [CrossRef]
- ANSYS Help Viewer; ANSYS Fluent: Canonsburg, PA, USA, 2019.
- Kozubková, M.; Drábková, S. Modelování Proudění Tekutin Fluent, CFX; VŠB-TU Ostrava: Ostrava, Czech Republic, 2008; 154p, Available online: http://www.338.vsb.cz/studium/skripta/ (accessed on 22 June 2020). (In Czech)
- Čarnogurská, M. Základy matematického a fyzikálního modelovania v mechanike tekutin a termodynamike; Technical University of Košice: Košice, Slovakia, 2000; 176p. (In Slovak) [Google Scholar]
- Morales, R.D.; Lopez-Ramírez, S.; Palafox-Ramos, J.; Zacharias, D. Numerical of liquid and steel modeling analysis in a tundish with of fluid flow and heat transfer difterent flow control devices. ISIJ Int. 1999, 39, 455–462. [Google Scholar] [CrossRef] [Green Version]
- Morales, R.D.; López-Ramírez, S.; Palafox-Ramos, J.; Zacharias, D. Mathematical simulation of effects of flow control devices and buoyancy forces on molten steel flow and evolution of output temperatures in tundish. Ironmak. Steelmak. 2001, 28, 33–43. [Google Scholar] [CrossRef]
- Singh, R.K.; Paul, A.; Ray, A.K. Modelling of flow behaviour in continuous casting tundish. Scand. J. Metall. 2003, 32, 137–146. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Casting speed-velocity inlet/m·s−1 | 1.04 | Working capacity of tundish/t | 32.4 |
| Mass flow rate in velocity inlet/t·min−1 | 2.4 | Wall Roughness/m | 0.005 |
| Casting temperature/K | 1773 | Steel level in tundish/mm | 925 |
| Operating temperature/K | 1773 | Turbulent intensity/% | 10 |
| Operating pressure/Pa | 101,325 | Hydraulic Diameter/m | 0.085 |
| Gravity/m·s−2 | −9.81 | Heat flux of free surface/W·m−2 | 15,000 |
| Thermo-physical properties | f = T | Heat flux of tundish walls/W·m−2 | 2500 |
| Temperature °C | Density kg·m−3 | Specific Heat J·kg−1·K−1 | Thermal Conductivity W·m−1·K−1 | Viscosity kg·m−1·s−1 |
|---|---|---|---|---|
| 1520 | 6970 | 821 | 35 | 0.0055 |
| 1510 | 6978 | 817 | 35 | 0.0056 |
| 1500 | 6985 | 813 | 35 | 0.0057 |
| 1490 | 6993 | 809 | 35 | 0.0058 |
| 1480 | 7001 | 805 | 35 | 0.0059 |
| Type of Calculation | Type of Results | Turbulent Model | Thermo-Physical Properties (f = T) | Free Surface |
|---|---|---|---|---|
| Steady | Velocity/Temperature | Standard k-ε/Standard Wall Function | Piecewise-linear | Specified Shear = 0 |
| Transient | RTD/Inclusions | Standard k-ε/Standard Wall Function | Piecewise-linear | Specified Shear = 0 |
| Diameter of Inclusions/µm | Distribution/% |
|---|---|
| 2 | 35 |
| 5 | 25 |
| 10 | 20 |
| 20 | 10 |
| 50 | 5 |
| 100 | 5 |
| Density of Inclusions/kg·m−3 | Distribution/% |
|---|---|
| 2500 | 20 |
| 3000 | 60 |
| 3500 | 20 |
| Metric | Unacceptable | Bad | Acceptable | Good | Very Good | Excellent |
|---|---|---|---|---|---|---|
| Skewness | 0.98–1.00 | 0.95–0.97 | 0.80–0.94 | 0.50–0.80 | 0.25–0.50 | 0–0.25 |
| Orthogonality | 0–0.001 | 0.001–0.14 | 0.15–0.20 | 0.20–0.69 | 0.70–0.95 | 0.95–1.00 |
| Method | Type of Elements | No. of Elements | Element Size mm | CPU (6 Processors) FL + TH Eq | Skewness Min./Max. | Orthogonality Min./Max. |
|---|---|---|---|---|---|---|
| Patch Conforming | Tetra | 1,107,862 | 3.4 | 6 h | 0.22 | 0.85 |
| Patch Independent | Tetra | 5,739,912 | 1.7 | 10 h | 0.0006/0.61 | 0.43/0.99 |
| Assembly method | Hexa | 670,008 (M1) 708,778 (M2) | 5.3 | 4 h | 1.3·10–10/0.55 | 0.55/1.00 |
| Inclusion Diameter (µm) | Inclusion Density (kg·m−3) | Min. Residence Time (s) | Max. Residence Time (s) | Avg. Residence Time (s) | Inclusion Removal Efficiency (%) | ||||
|---|---|---|---|---|---|---|---|---|---|
| M1 | M2 | M1 | M2 | M1 | M2 | M1 | M2 | ||
| 2 | 2500 | 7.6 | 6.5 | 3220.0 | 2874.0 | 233.2 | 217.8 | 54.5 | 68.6 |
| 2 | 3000 | 7.6 | 6.8 | 3726.0 | 3232.0 | 246.6 | 228.3 | 54.2 | 69.1 |
| 2 | 3500 | 8.0 | 6.8 | 2927.0 | 2386.0 | 234.2 | 228.4 | 55.9 | 68.9 |
| 5 | 2500 | 7.6 | 6.5 | 3012.0 | 2723.0 | 223.7 | 237.1 | 53.4 | 70.1 |
| 5 | 3000 | 7.6 | 7.0 | 3090.0 | 2940.0 | 238.7 | 209.8 | 55.1 | 68.6 |
| 5 | 3500 | 8.0 | 6.9 | 2701.0 | 1925.0 | 215.3 | 201.0 | 54.9 | 67.1 |
| 10 | 2500 | 7.6 | 7.1 | 2745.0 | 4398.0 | 234.2 | 209.6 | 54.5 | 69.6 |
| 10 | 3000 | 7.6 | 6.4 | 3494.0 | 2882.0 | 222.7 | 208.8 | 52.8 | 69.4 |
| 10 | 3500 | 8.0 | 6.5 | 3494.0 | 2641.0 | 229.3 | 222.4 | 54.2 | 69.8 |
| 20 | 2500 | 7.6 | 6.4 | 3465.0 | 2537.0 | 230.5 | 222.2 | 57.6 | 72.8 |
| 20 | 3000 | 7.6 | 7.4 | 3912.0 | 2301.0 | 234.5 | 212.4 | 56.9 | 71.1 |
| 20 | 3500 | 8.0 | 6.7 | 4332.0 | 2212.0 | 246.8 | 216.3 | 57.2 | 70.9 |
| 50 | 2500 | 7.5 | 6.4 | 2224.0 | 1961.0 | 198.1 | 173.1 | 73.6 | 83.9 |
| 50 | 3000 | 7.4 | 7.1 | 2059.0 | 2371.0 | 199.3 | 167.9 | 70.9 | 80.2 |
| 50 | 3500 | 8.0 | 6.6 | 2348.0 | 2547.0 | 221.9 | 186.3 | 68.8 | 81.1 |
| 100 | 2500 | 6.9 | 6.6 | 1024.0 | 1498.0 | 78.4 | 71.7 | 95.0 | 96.7 |
| 100 | 3000 | 7.1 | 5.5 | 978.3 | 1303.0 | 87.8 | 83.6 | 94.6 | 96.7 |
| 100 | 3500 | 7.0 | 6.6 | 1423.0 | 1458.0 | 102.6 | 88.4 | 92.0 | 95.6 |
| CS1 | CS2 | CS3 | CS4 | CS5 | Removal Efficiency of Inclusions trough the Surface | |
|---|---|---|---|---|---|---|
| M1 | 7.46 | 7.48 | 10.70 | 8.35 | 9.20 | 56.80 |
| M2 | 3.98 | 5.11 | 7.62 | 6.31 | 5.32 | 71.66 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tkadlečková, M.; Walek, J.; Michalek, K.; Huczala, T. Numerical Analysis of RTD Curves and Inclusions Removal in a Multi-Strand Asymmetric Tundish with Different Configuration of Impact Pad. Metals 2020, 10, 849. https://doi.org/10.3390/met10070849
Tkadlečková M, Walek J, Michalek K, Huczala T. Numerical Analysis of RTD Curves and Inclusions Removal in a Multi-Strand Asymmetric Tundish with Different Configuration of Impact Pad. Metals. 2020; 10(7):849. https://doi.org/10.3390/met10070849
Chicago/Turabian StyleTkadlečková, Markéta, Josef Walek, Karel Michalek, and Tomáš Huczala. 2020. "Numerical Analysis of RTD Curves and Inclusions Removal in a Multi-Strand Asymmetric Tundish with Different Configuration of Impact Pad" Metals 10, no. 7: 849. https://doi.org/10.3390/met10070849
APA StyleTkadlečková, M., Walek, J., Michalek, K., & Huczala, T. (2020). Numerical Analysis of RTD Curves and Inclusions Removal in a Multi-Strand Asymmetric Tundish with Different Configuration of Impact Pad. Metals, 10(7), 849. https://doi.org/10.3390/met10070849