Tensile-Shear Mechanical Behaviors of Friction Stir Spot Weld and Adhesive Hybrid Joint: Experimental and Numerical Study

Abstract
:1. Introduction
2. Materials and Experiments
3. The Finite Element Modelling and Boundary Conditions
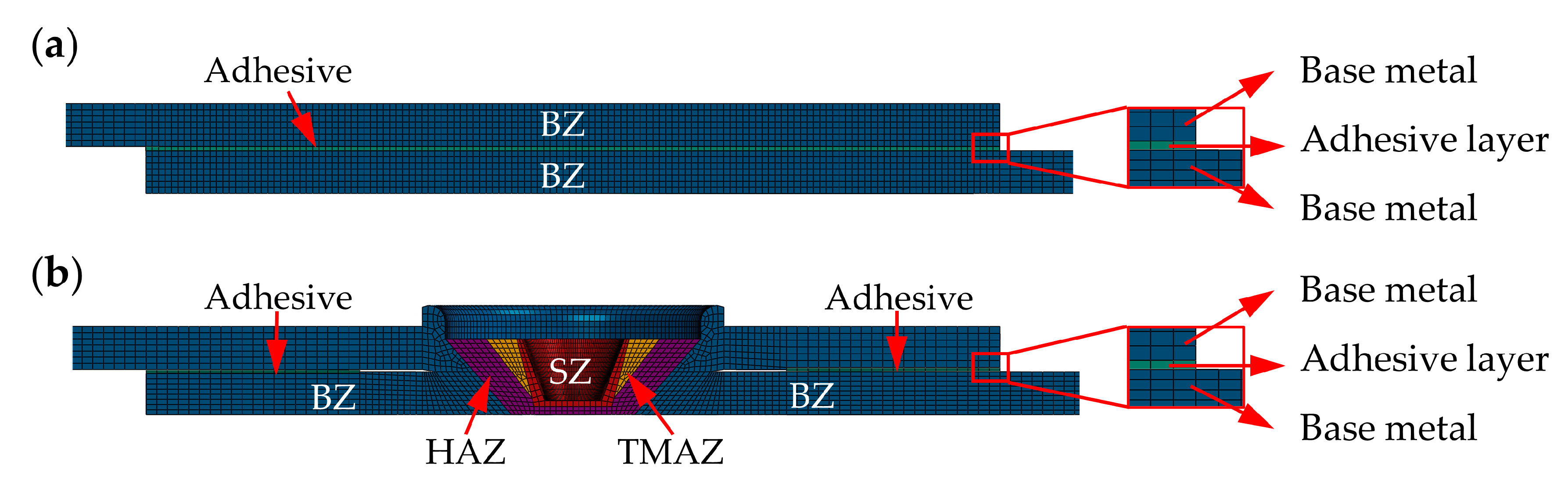
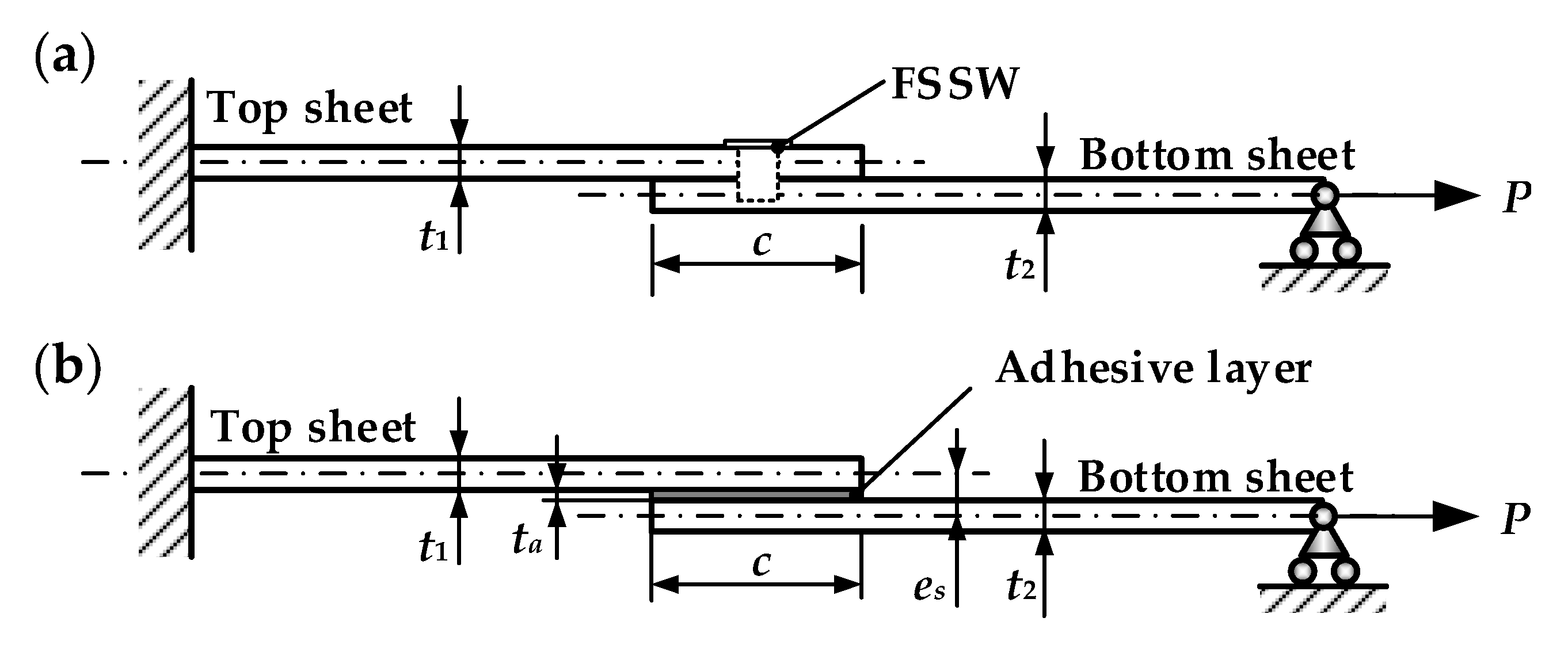
3.1. FE Modelling of Spot Weld
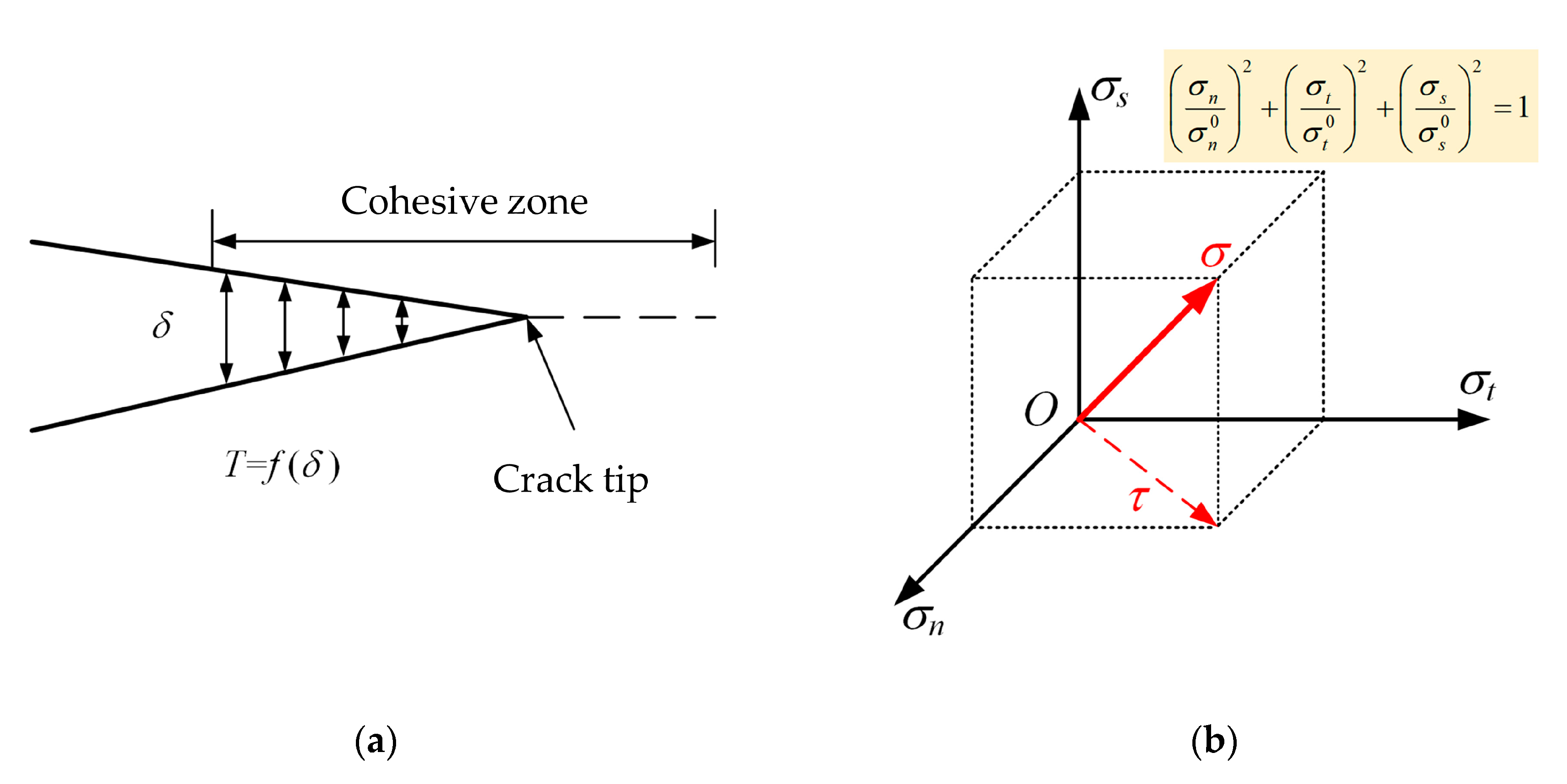
3.2. FE Modelling of Adhesive Layer
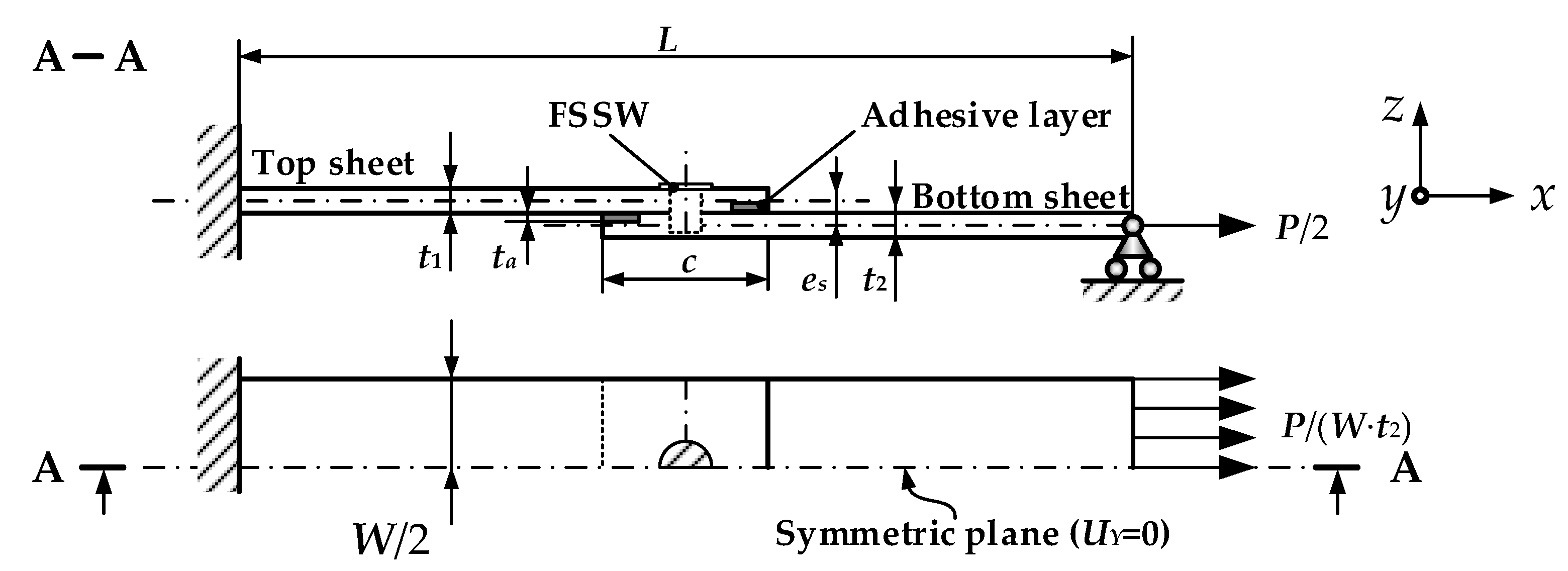
3.3. Load and Boundary Conditions
4. Results and Discussion
4.1. Hybrid Joint Defects
4.2. Mechanical Properties
4.3. Failure Mode
4.4. Finite Element Stress Analysis of Static Loading
5. Conclusions
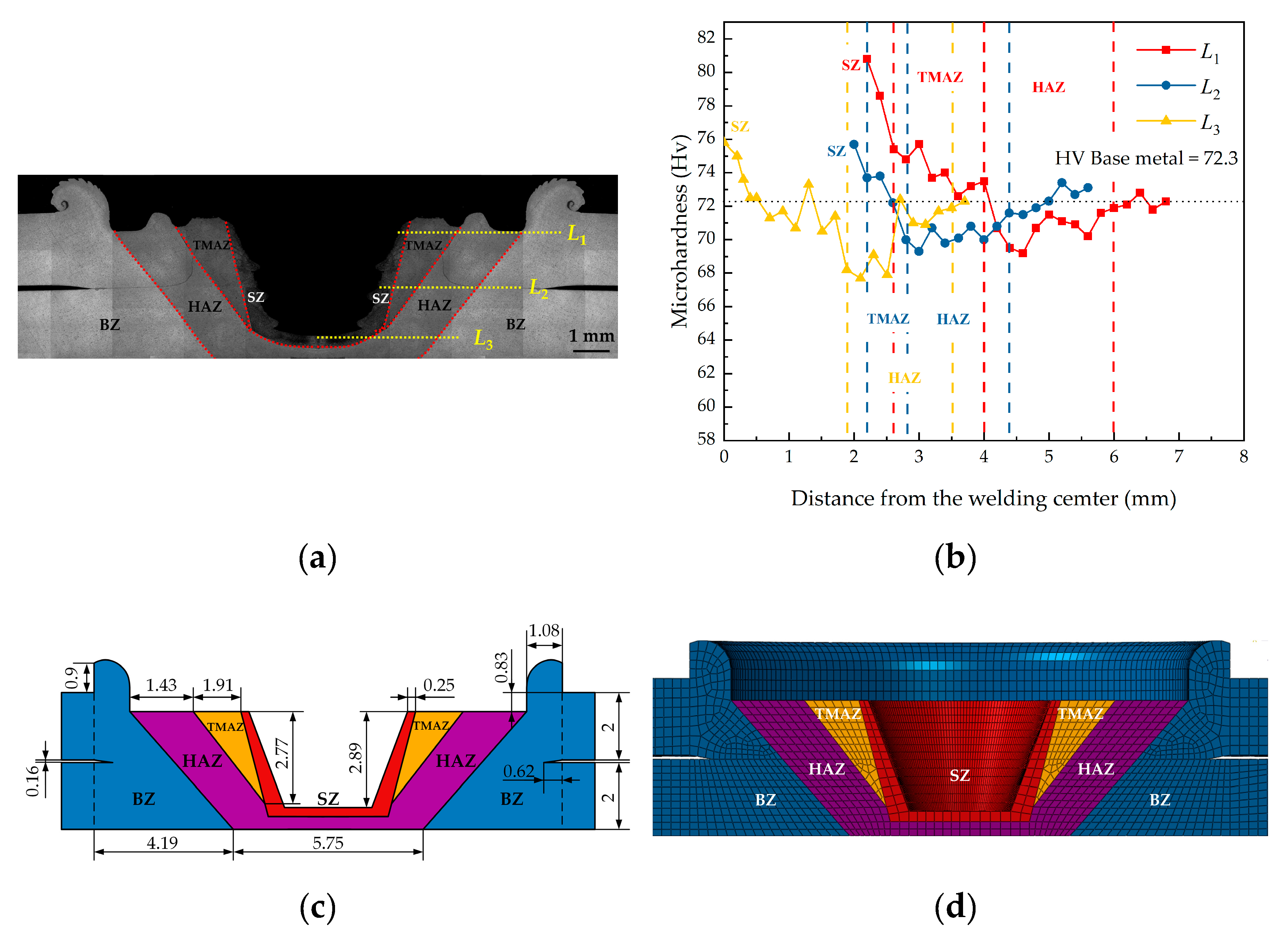
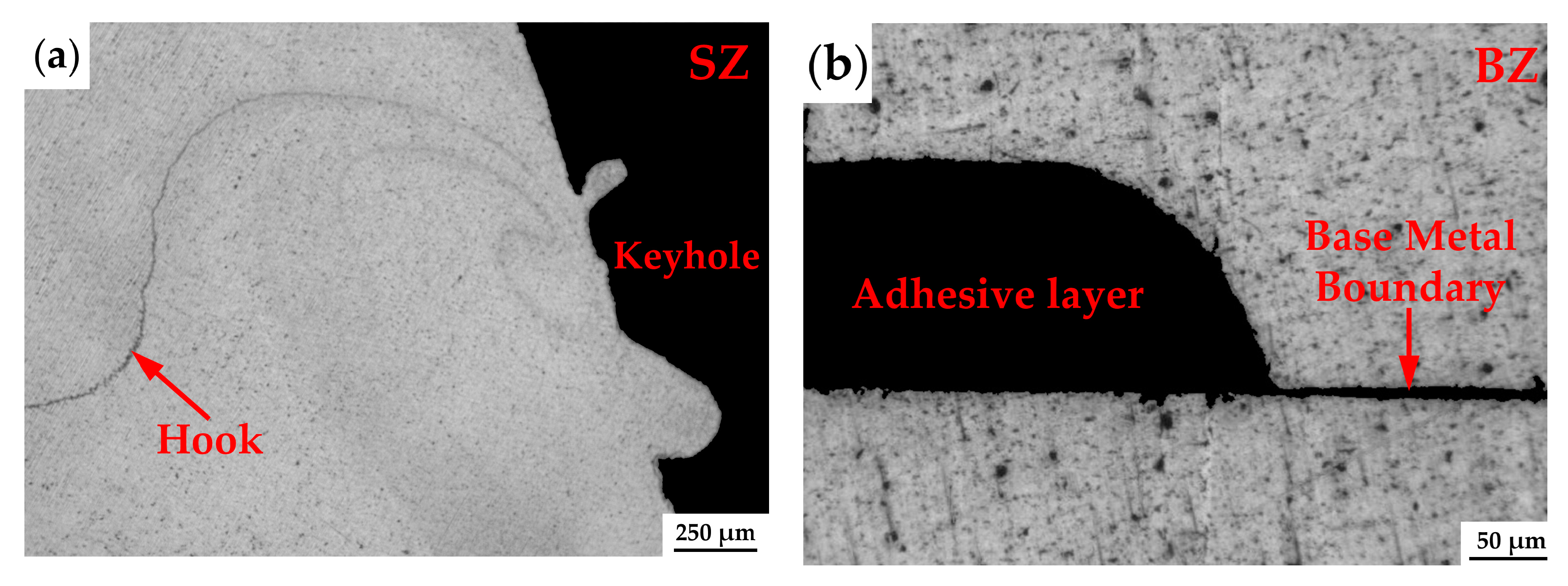
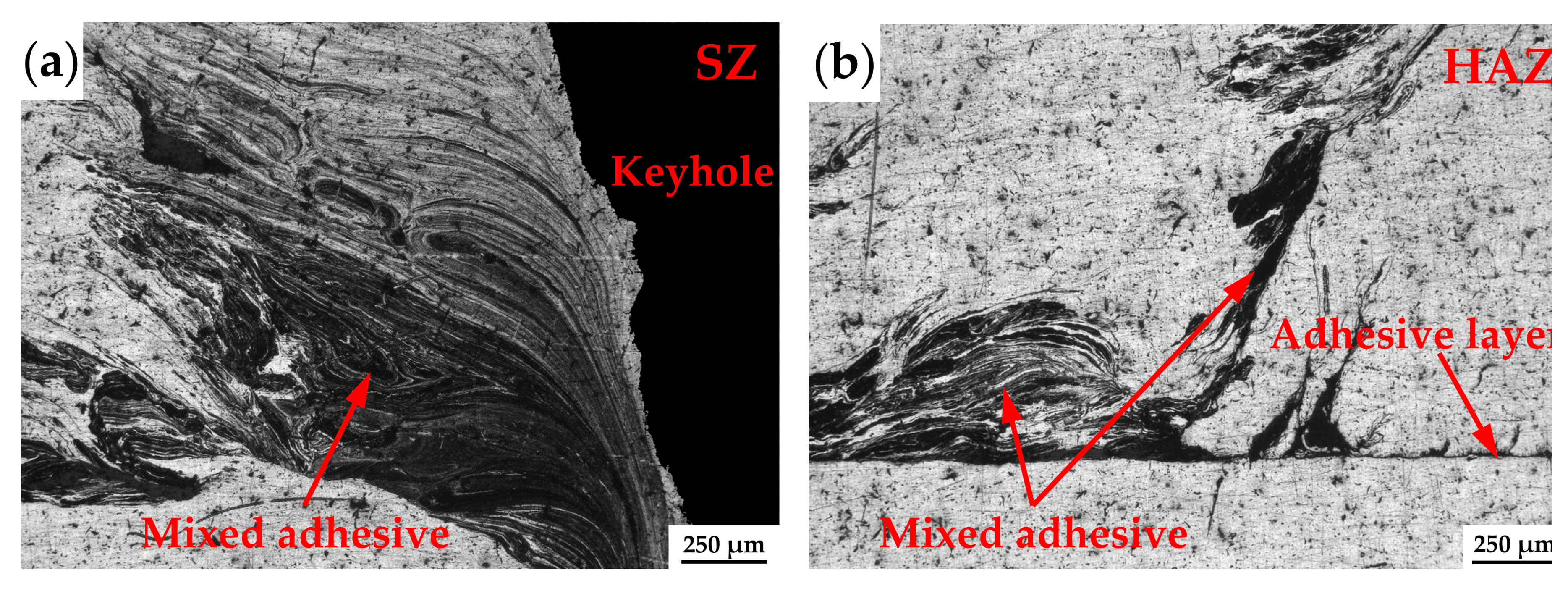
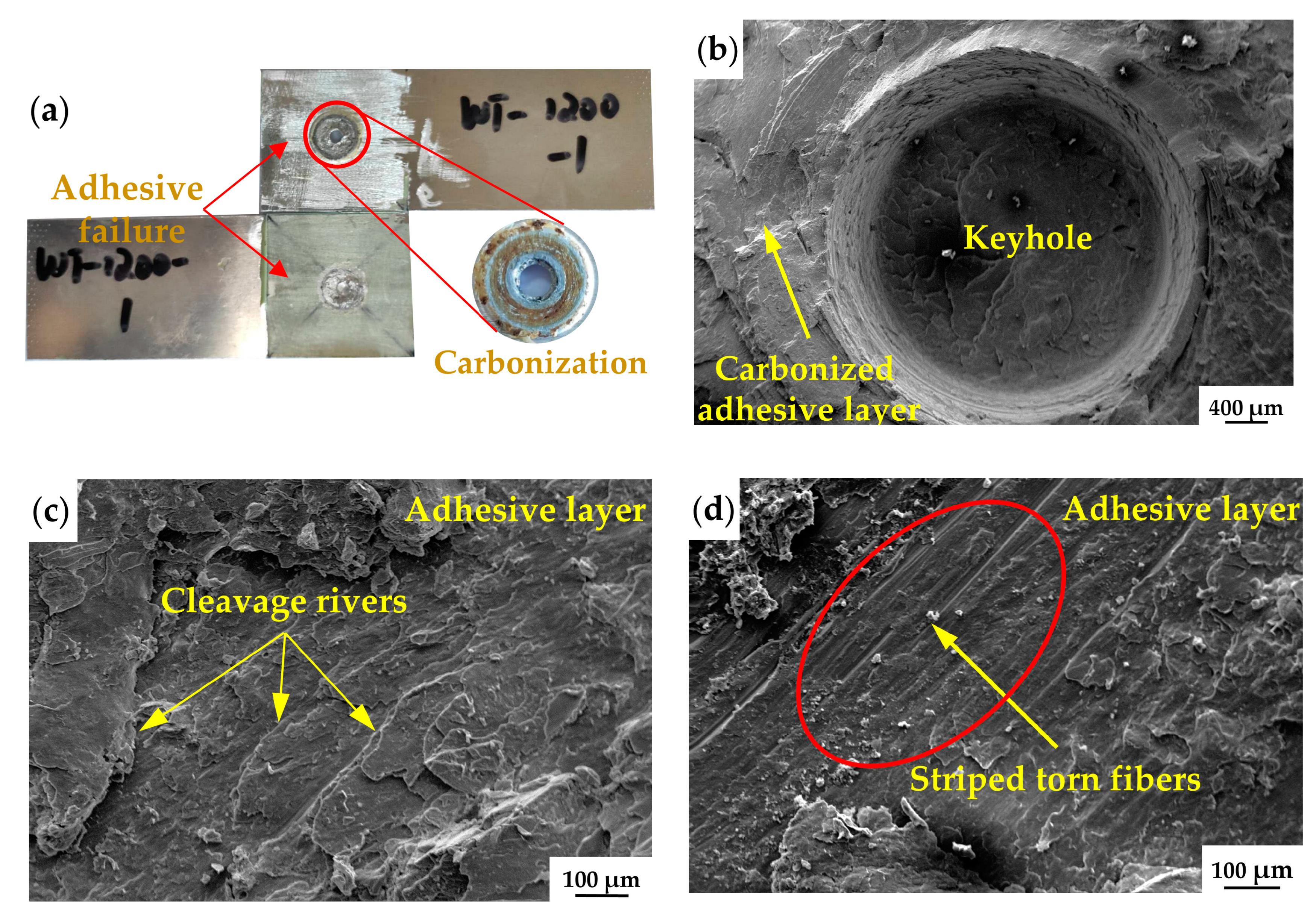
- In FI joints, weld and adhesive layer were separate. Keyhole and hook defects appeared in the weld zone. The areas of material removed from the base metal were filled with adhesive. In the WT joints, the adhesive layer close to the weld zone was carbonized due to the welding heat. Under the rotating movement of welding tool, the adhesive impurities entered the SZ and HAZ regions of the weld, which degraded the mechanical performances of the WT joints;
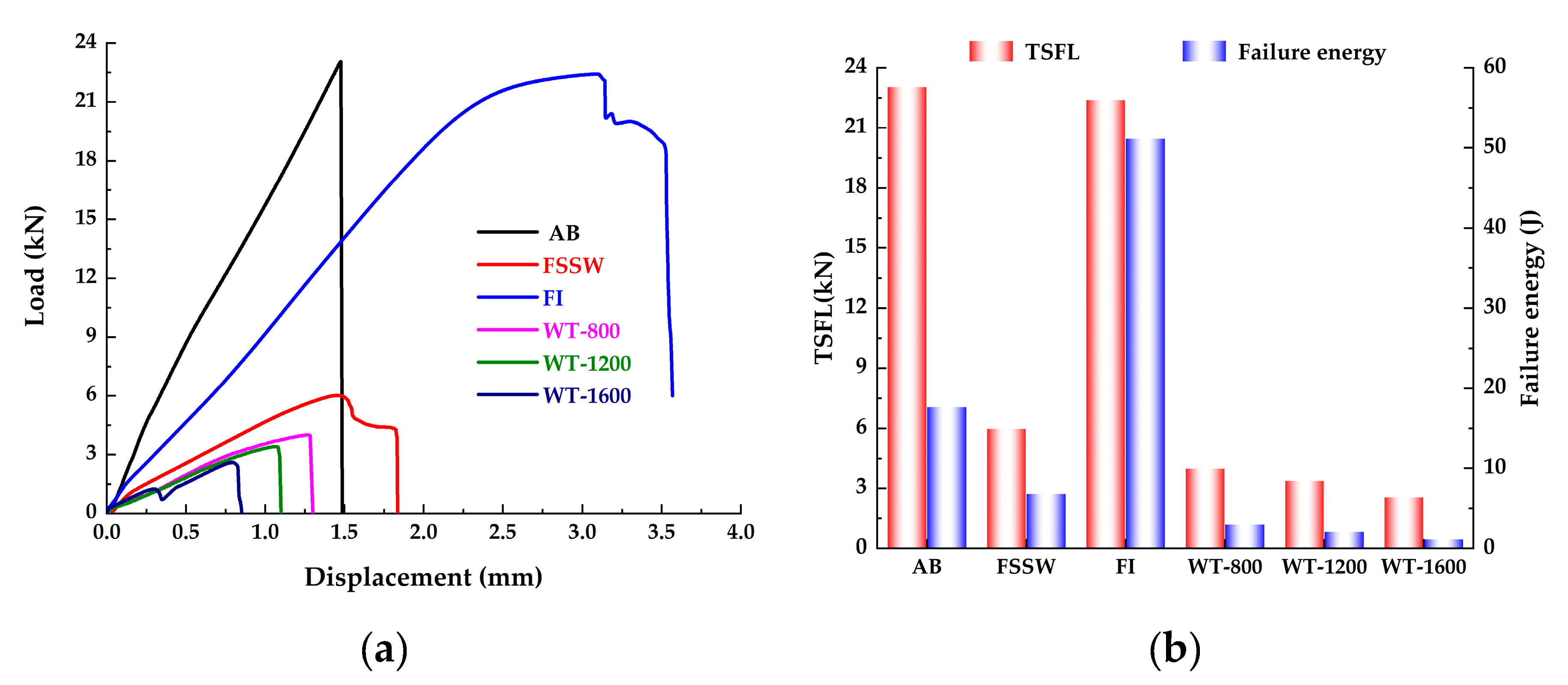
- FI joints showed excellent performances in the static tensile-shear test compared to FSSW due to the synergistic effects of the weld and adhesive layer. The weld can block the adhesive crack, and the adhesive can optimize the stress distribution and offer high TSFL values due to the large bonded area. Compared to the FSSW joint, the TSFL value and stiffness of the FI joint were increased by 2.7 and 1.1 times. On the contrary, the WT process weakened the load capacity of the joint. As the rotation speed increased from 800 to 1600 rpm, the TSFL of the WT joint decreased from 3.99 to 2.57 kN;
- Although FI joints exhibited a slightly lower TSFL value than AB joints, due to the higher failure displacements, the energy absorption of the FI joint was 1.89 times higher than that of AB. However, due to internal defects, WT joints displayed the lowest energy absorption among the four types of joint;
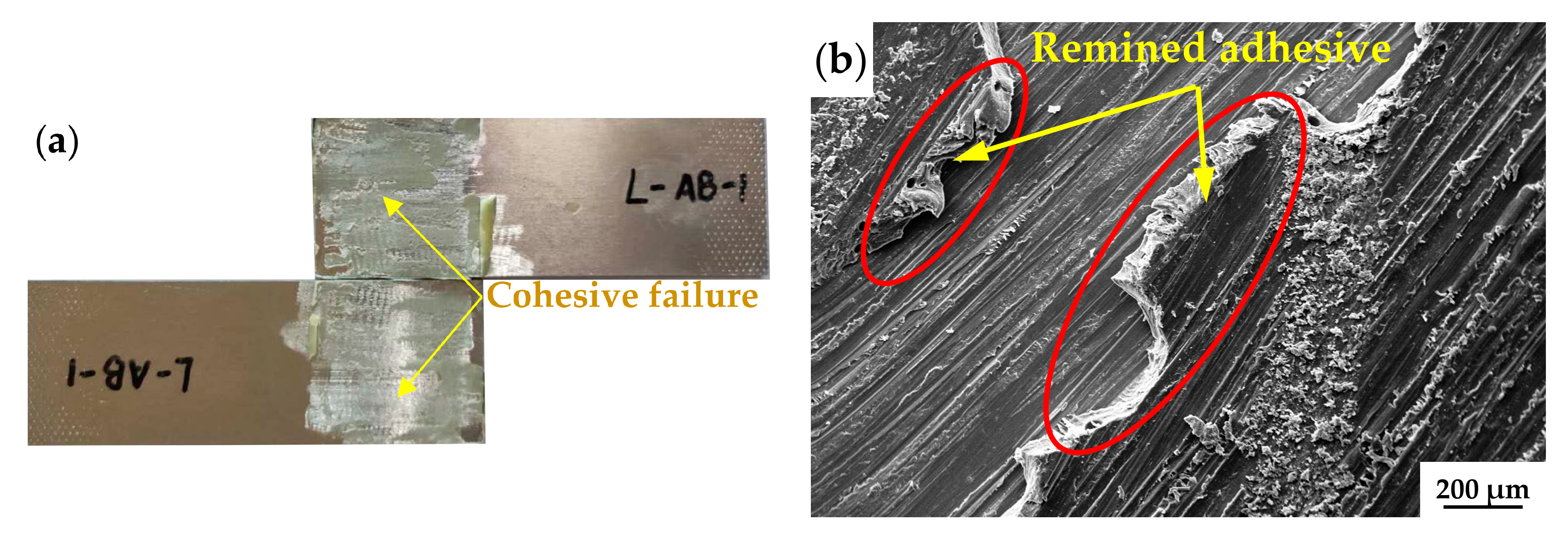
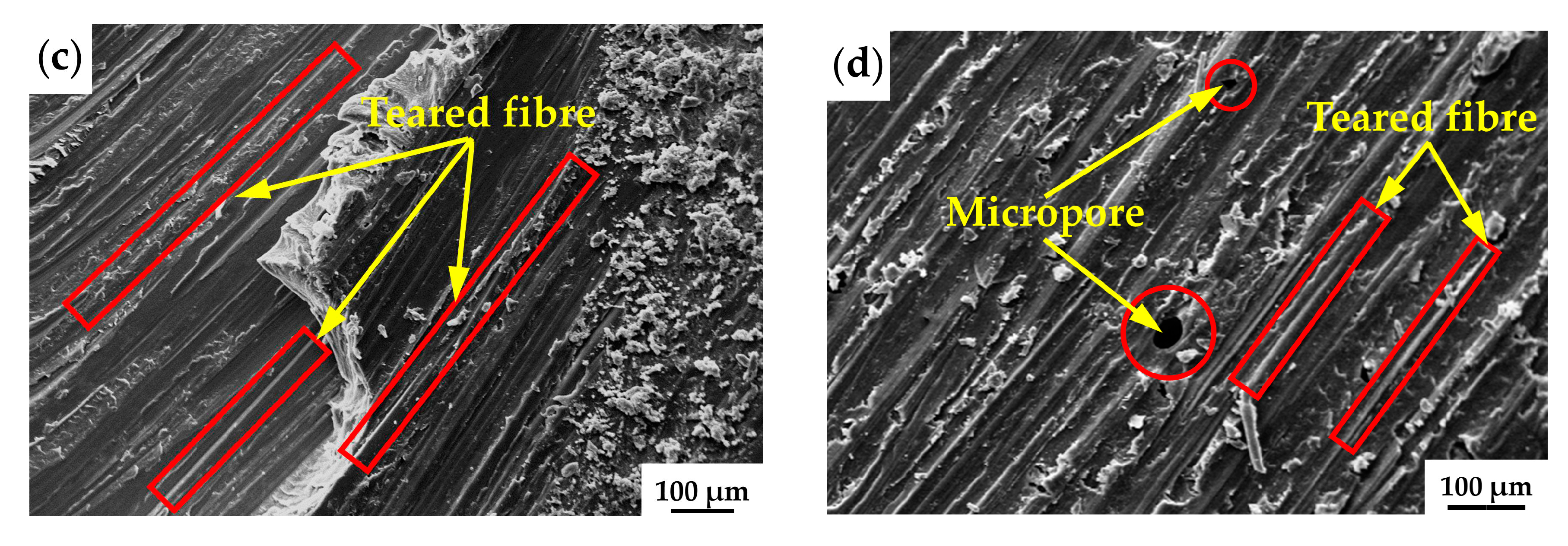
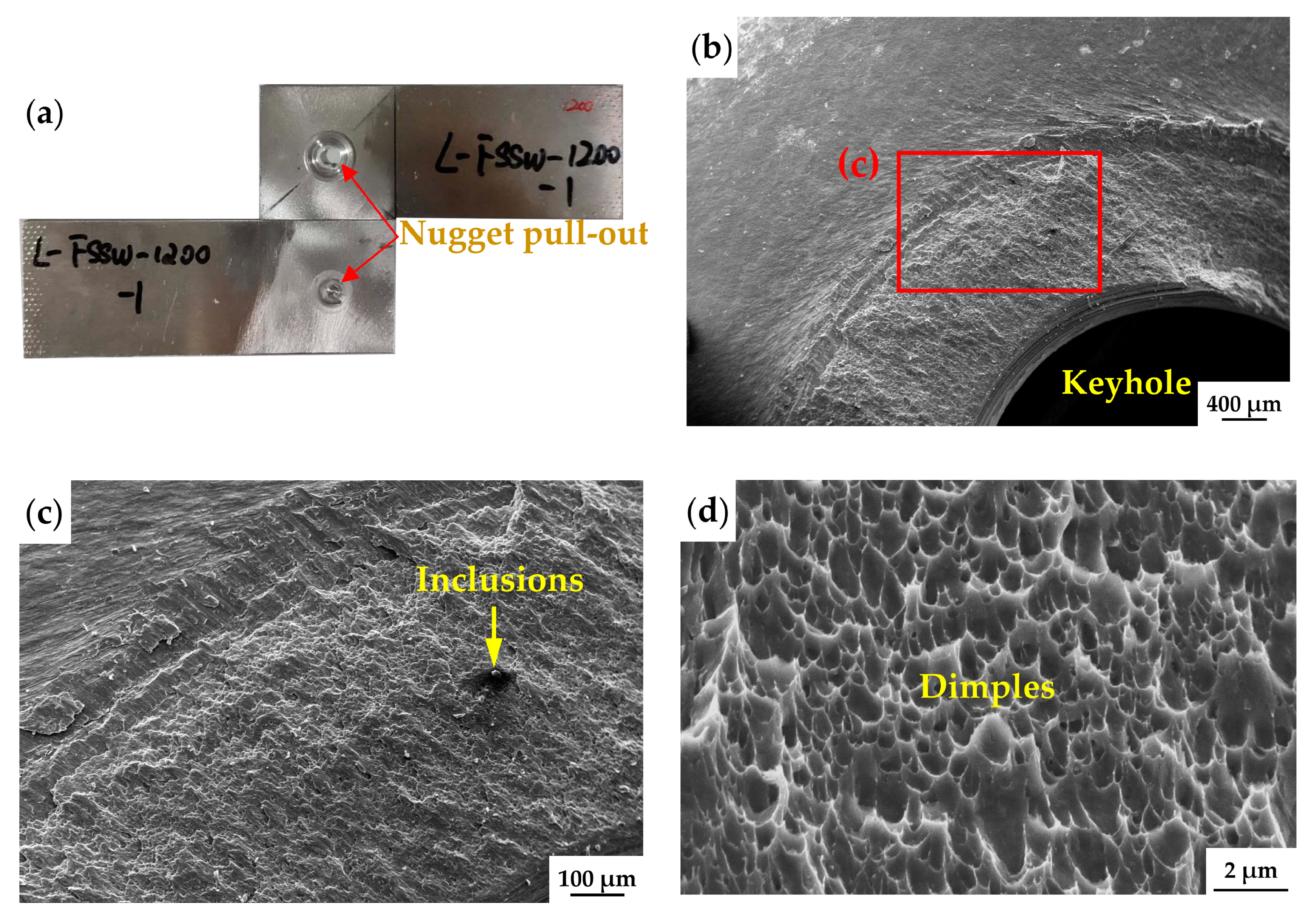
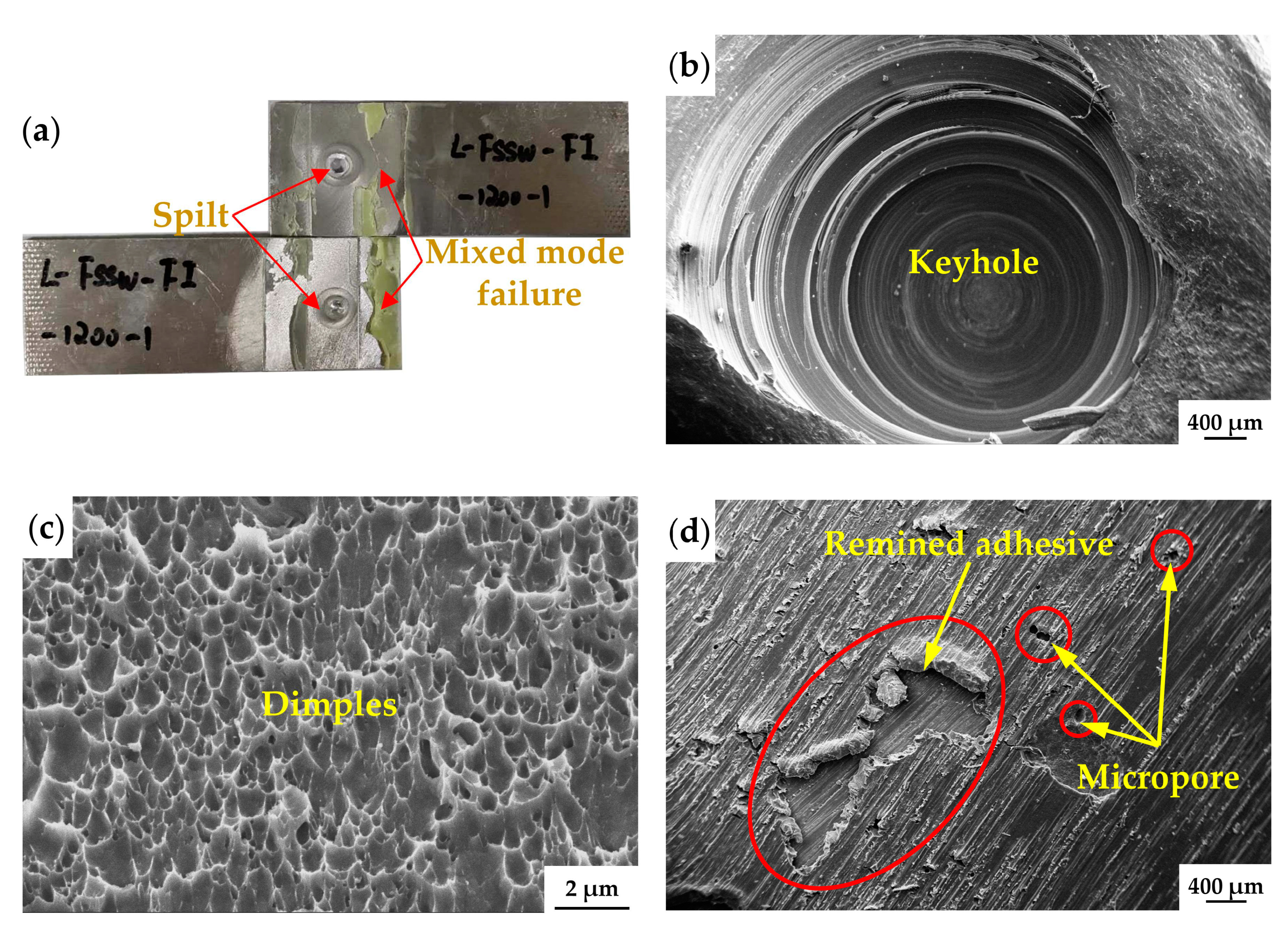
- The FI joint presented a hybrid failure mode, which was composed of the cohesive failure within the adhesive layer and the ductile fracture in the weld zone; however, the adhesive closed to the weld zone showed carbonization in WT joints, which exhibited cleavage failure characteristics;
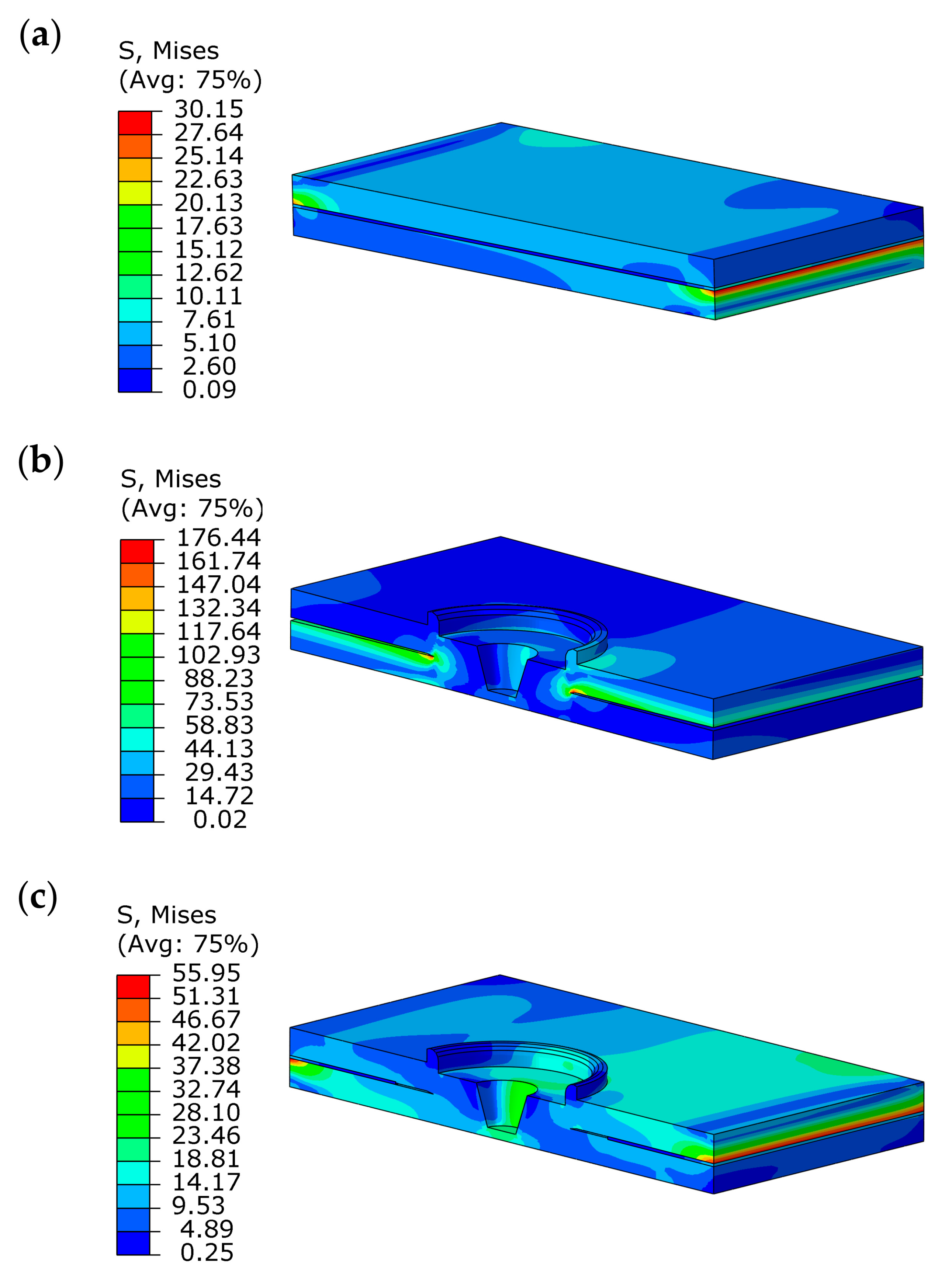
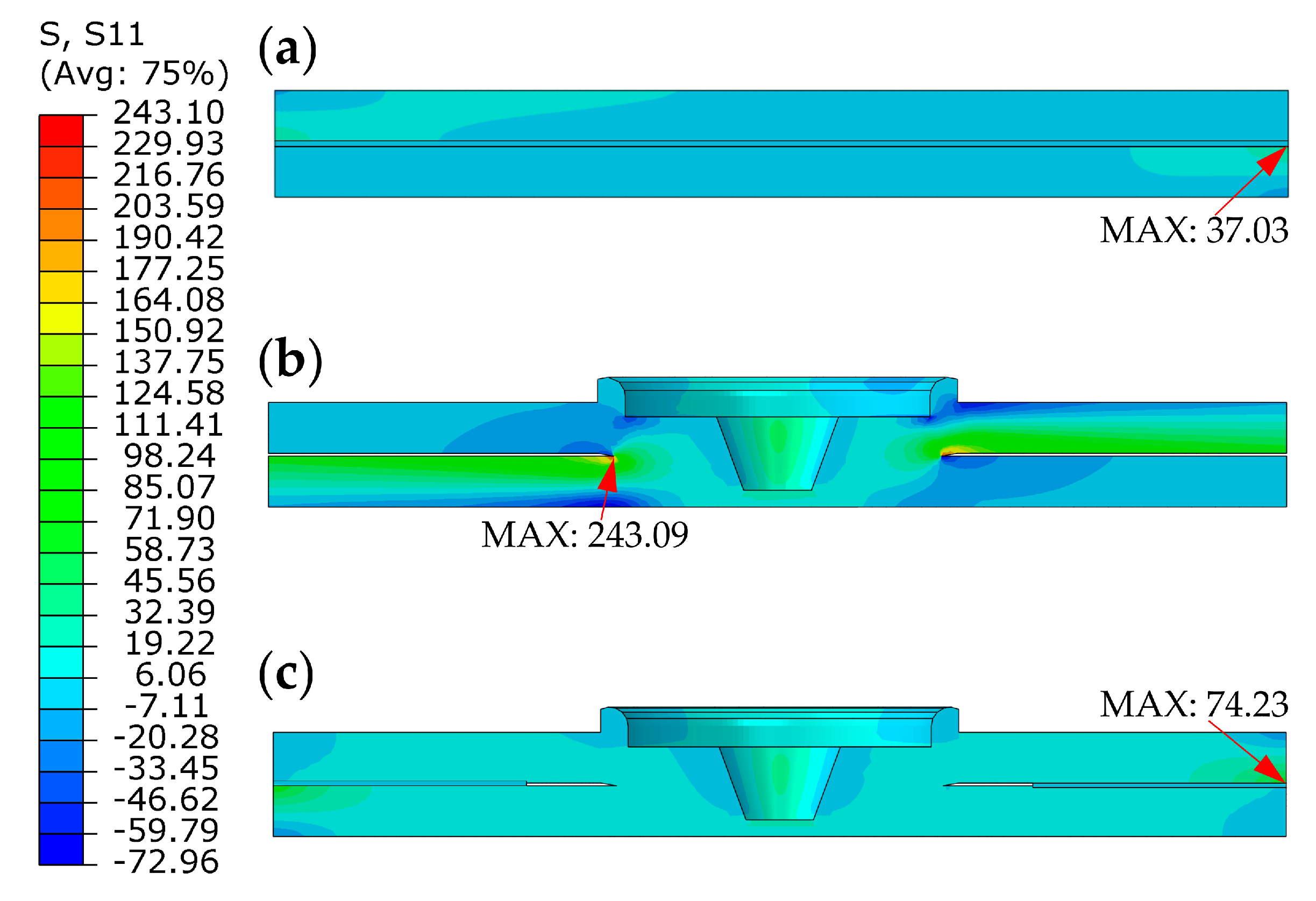
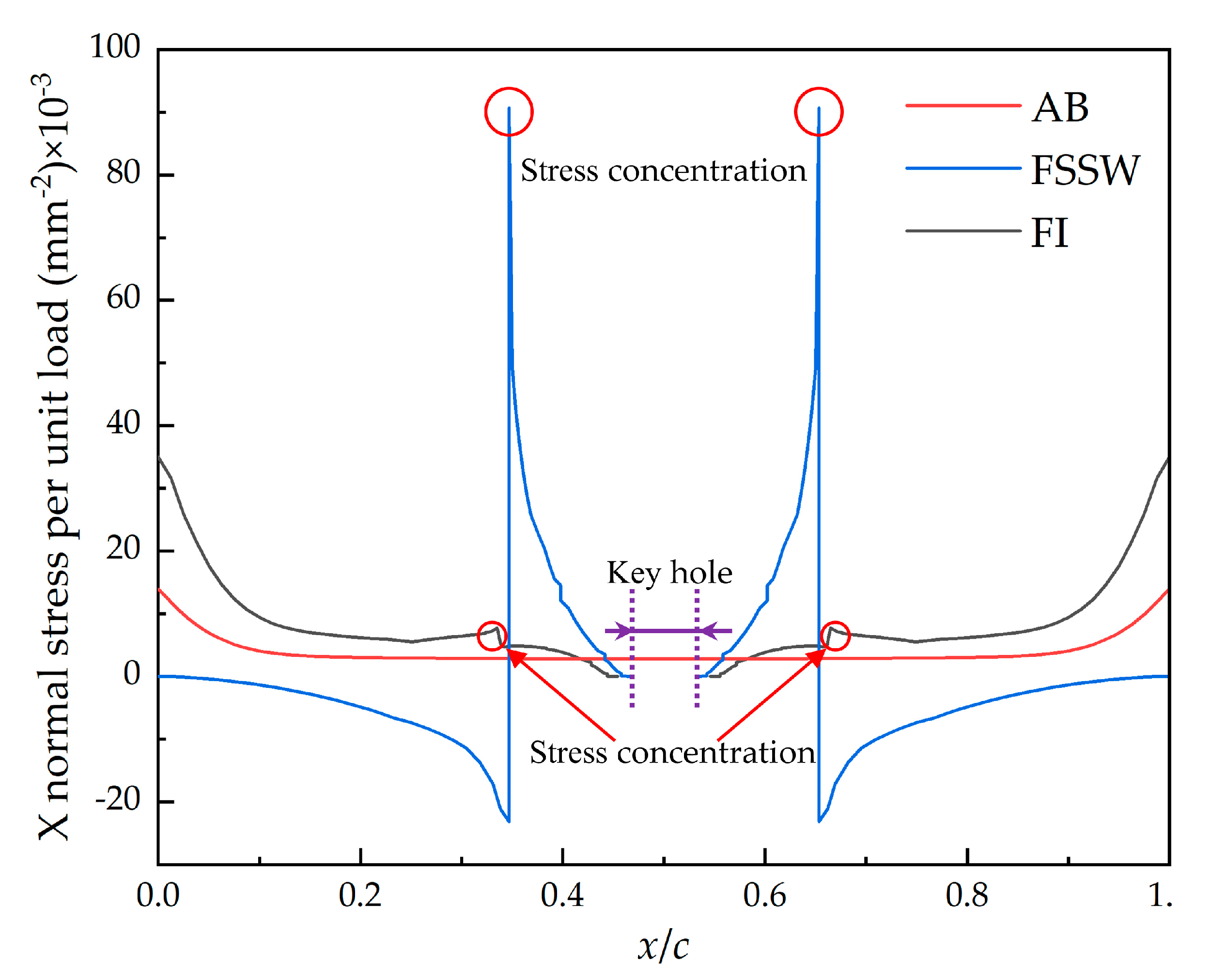
- In FI joints, the adhesive layer decreased the stress concentration in the FSSW weld. FE results show that under 2 kN tensile-shear load, the adhesive reduced the equivalent stress at the joint lap area from 176.44 to 55.95 MPa. Meanwhile, the maximum tensile stress in the FI joint occurred at the edge of the overlap area in the tensile direction. The FI joints reduced the tensile stress at the weld nugget edge from 243.09 to 15.5 MPa;
- In general, the performances of the FI joint are much superior to the FSSW joint. Moreover, the use of the FI process for aluminum alloy connection is strongly recommended, especially in crucial structure areas.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Stohl, A.; Aamaas, B.; Amann, M.; Baker, L.H.; Bellouin, N.; Berntsen, T.K.; Boucher, O.; Cherian, R.; Collins, W.; Daskalakis, N.; et al. Evaluating the Climate and Air Quality Impacts of Short-Lived Pollutants. Atmos. Chem. Phys. 2015, 15, 10529–10566. [Google Scholar] [CrossRef] [Green Version]
- Fragkos, P.; Tasios, N.; Paroussos, L.; Capros, P.; Tsani, S. Energy System Impacts and Policy Implications of the European Intended Nationally Determined Contribution and Low-Carbon Pathway to 2050. Energy Policy 2017, 100, 216–226. [Google Scholar] [CrossRef]
- Rao, G.A.; Ramanaiah, N. Dissimilar Metals AISI 304 Steel and AA 2219 Aluminium Alloy Joining by Friction Welding Method. Mater. Today Proc. 2019, 19, 902–907. [Google Scholar] [CrossRef]
- Lehmann, A.; Berger, M.; Finkbeiner, M. Life Cycle Based CO2 Emission Credits: Options for Improving the Efficiency and Effectiveness of Current Tailpipe Emissions Regulation in the Automotive Industry. J. Ind. Ecol. 2018, 22, 1066–1079. [Google Scholar] [CrossRef] [Green Version]
- Kayode, O.; Akinlabi, E.T. An Overview on Joining of Aluminium and Magnesium Alloys Using Friction Stir Welding (FSW) for Automotive Lightweight Applications. Mater. Res. Express 2019, 6, 112005. [Google Scholar] [CrossRef]
- Dragatogiannis, D.A.; Kollaros, D.; Karakizis, P.; Pantelis, D.; Lin, J.; Charitidis, C. Friction Stir Welding between 6082 and 7075 Aluminum Alloys Thermal Treated for Automotive Applications. Mater. Perform. Charact. 2019, 8, 571–589. [Google Scholar] [CrossRef]
- Blatnicky, M.; Saga, M.; Dizo, J.; Bruna, M. Application of Light Metal Alloy EN AW 6063 to Vehicle Frame Construction with an Innovated Steering Mechanism. Materials 2020, 13, 817. [Google Scholar] [CrossRef] [Green Version]
- Kluz, R.; Kubit, A.; Trzepiecinski, T.; Faes, K. Polyoptimisation of the Refill Friction Stir Spot Welding Parameters Applied in Joining 7075-T6 Alclad Aluminium Alloy Sheets Used in Aircraft Components. Int. J. Adv. Manuf. Technol. 2019, 103, 3443–3457. [Google Scholar] [CrossRef] [Green Version]
- Castro, C.D.C.; Plaine, A.H.; Alcantara, N.G.D.; Santos, J.F.D. Taguchi Approach for the Optimization of Refill Friction Stir Spot Welding Parameters for AA2198-T8 Aluminum Alloy. Int. J. Adv. Manuf. Technol. 2018, 99, 1927–1936. [Google Scholar] [CrossRef]
- Lin, C.W.; Hung, F.Y.; Lui, T.S.; Chen, L.H. Weibull Statistics of Tensile-Shear Strength of 5083 Aluminum Alloy after Friction Stir Spot Welding. Mater. Trans. 2015, 56, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Shen, Z.; Ding, Y.; Gerlich, A.P. Advances in Friction Stir Spot Welding. Crit. Rev. Solid State Mater. Sci. 2019, 1–78. [Google Scholar] [CrossRef]
- Chen, K.; Liu, X.; Ni, J. A Review of Friction Stir-Based Processes for Joining Dissimilar Materials. Int. J. Adv. Manuf. Technol. 2019, 104, 1709–1731. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Templesmith, P.; Dawes, C.J. Friction Stir Welding. GB Patent Application No. 9125978.8, 6 December 1991. [Google Scholar]
- Jamili-Shirvan, Z.; Haddad-Sabzevar, M.; Vahdati-Khaki, J.; Yao, K.F. Mechanical and Thermal Properties of Identified Zones at a Ti-Based Bulk Metallic Glass Weld Spot Jointed by Friction Stir Spot Welding (FSSW). J. Non-Cryst. Solids 1201, 88. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Ilio, A.D. Friction Spot Stir Welding of Polymers: Control of Plunging Force. Int. J. Adv. Manuf. Technol. 2017, 90, 2827–2837. [Google Scholar] [CrossRef]
- Li, M.; Zhang, C.; Wang, D.; Zhou, L.; Wellmann, D.; Tian, Y. Friction Stir Spot Welding of Aluminum and Copper: A Review. Materials 2020, 13, 156. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Adibeig, M.R.; Marami, G.; Saeimi-Sadigh, M.A.; da Silva, L.F.M. Experimental and Numerical Study of Polyethylene Hybrid Joints: Friction Stir Spot Welded Joints Reinforced with Adhesive. Int. J. Adhes. 2020, 98, 102555. [Google Scholar] [CrossRef]
- Jedrasiak, P.; Shercliff, H.R. Small Strain Finite Element Modelling of Friction Stir Spot Welding of Al and Mg Alloys. J. Mater. Process. Technol. 2019, 263, 207–222. [Google Scholar] [CrossRef]
- Abdullah, I.T.; Hussein, S.K. Improving the Joint Strength of the Friction Stir Spot Welding of Carbon Steel and Copper Using the Design of Experiments Method. Multidiscip. Model. Mater. Struct. 2018, 14, 908–922. [Google Scholar] [CrossRef]
- Abbass, M.K.; Hussein, S.K.; Khudhair, A.A. Optimization of Mechanical Properties of Friction Stir Spot Welded Joints for Dissimilar Aluminum Alloys (AA2024-T3 and AA 5754-H114). Arab. J. Sci. Eng. 2016, 41, 4563–4572. [Google Scholar] [CrossRef] [Green Version]
- Bozkurt, Y.; Salman, S.; Cam, G. Effect of Welding Parameters on Lap Shear Tensile Properties of Dissimilar Friction Stir Spot Welded AA 5754-H22/2024-T3 Joints. Sci. Technol. Weld. Join. 2013, 18, 337–345. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, X.; Pan, K.; Li, M.; Wang, J. Thermo-Mechanical Simulation Using Microstructure-Based Modeling of Friction Stir Spot Welded AA 6061-T6. J. Manuf. Process. 2019, 37, 71–81. [Google Scholar] [CrossRef]
- Costa, H.R.; Reis, J.M.; Souza, J.P.; Pacheco, P.M.; Aguiar, R.A.; Barros, S.D. Experimental Investigation of the Mechanical Behaviour of Spot Welding–Adhesives Joints. Compos. Struct. 2015, 133, 847–852. [Google Scholar] [CrossRef]
- Darwish, S.M. Science of Weld: Adhesive Joints. In Hybrid Adhesive Joints; Springer: Heidelberg, Germany, 2010; pp. 1–36. [Google Scholar]
- Samhan, A.M.A. Analysis of T-Peel Weld-Bonded Joint with Single Overlap Support. Adv. Mater. Res. 2011, 194, 2276–2283. [Google Scholar] [CrossRef]
- Pouranvari, M.; Safikhani, E. Mechanical Properties of Martensitic Stainless Steel Weld/Adhesive Hybrid Bonds. Sci. Technol. Weld. Join. 2018, 23, 227–233. [Google Scholar] [CrossRef]
- Ren, D.; Liu, L.; Li, Y. Investigation on Overlap Joining of AZ61 Magnesium Alloy: Laser Welding, Adhesive Bonding, and Laser Weld Bonding. Int. J. Adv. Manuf. Technol. 2012, 61, 195–204. [Google Scholar] [CrossRef]
- Amaro, A.M.; Reis, P.N.B. Loureiro, A. Effect of Friction-Stir Weld Parameters on Hybrid Bonded Joints. J. Adhes. 2020, 1–17. [Google Scholar] [CrossRef]
- Hatzky, M.; Frank, A.; Boehm, S. Friction Stir Spot Welding with Additional Bonding of Thick Sheet Aluminum Joints. Metals 2019, 9, 732. [Google Scholar] [CrossRef] [Green Version]
- Babu, S.; Sankar, V.S.; Ram, G.D.J.; Venkitakrishnan, P.V.; Reddy, G.M.; Rao, K.P. Microstructures and Mechanical Properties of Friction Stir Spot Welded Aluminum Alloy AA2014. J. Mater. Eng. Perform. 2013, 22, 71–84. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A. On Lap Shear Strength of Friction Stir Spot Welded AA6061 Alloy. J. Manuf. Process. 2017, 26, 203–215. [Google Scholar] [CrossRef]
- Chowdhury, S.H.; Chen, D.L.; Bhole, S.D.; Cao, X.; Wanjara, P. Lap Shear Strength and Fatigue Behavior of Friction Stir Spot Welded Dissimilar Magnesium-to-Aluminum Joints with Adhesive. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2013, 562, 53–60. [Google Scholar] [CrossRef]
- Xu, W.; Liu, L.; Zhou, Y.; Mori, H.; Chen, D. Tensile and Fatigue Properties of Weld-Bonded and Adhesive-Bonded Magnesium Alloy Joints. Mater. Sci. Eng. A 2013, 563, 125–132. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, X.; Pan, K.; Yang, C. J-Integral Based Correlation Evaluation between Microstructure and Mechanical Strength for FSSW Joints Made of Automotive Aluminum Alloys. J. Manuf. Process. 2019, 44, 62–71. [Google Scholar] [CrossRef]
- Fanelli, P.; Vivio, F.; Vullo, V. Experimental and Numerical Characterization of Friction Stir Spot Welded Joints. Eng. Fract. Mech. 2012, 81, 17–25. [Google Scholar] [CrossRef]
- Yang, S.; Sun, L.; Deng, H.; Li, G.; Cui, J. A Modified Johnson-Cook Model of AA6061-O Aluminum Alloy with Quasi-Static Pre-Strain at High Strain Rates. Int. J. Mater. Form. 2020, 1–13. [Google Scholar] [CrossRef]
- Li, Y.; Yang, Y.; Li, J.; Wang, B.; Liao, Y. Experimental-Numerical Analysis of Failure of Adhesively Bonded Lap Joints under Transverse Impact and Different Temperatures. Int. J. Impact Eng. 2020, 140, 103541. [Google Scholar] [CrossRef]
- Dadian, A.; Rahnama, S.; Zolfaghari, A. Experimental Study of the CTBN Effect on Mechanical Properties and Mode I and II Fracture Toughness of a New Epoxy Resin. J. Adhes. Sci. Technol. 2020, 1–16. [Google Scholar] [CrossRef]
- Ahangarnazhad, B.H.; Pourbaba, M.; Afkar, A. Bond Behavior between Steel and Glass Fiber Reinforced Polymer (GFRP) Bars and Ultra High Performance Concrete Reinforced by Multi-Walled Carbon Nanotube (MWCNT). Steel Compos. Struct. 2020, 35, 463–474. [Google Scholar] [CrossRef]
- Anyfantis, K.N.; Tsouvalis, N.G. A Novel Traction–Separation Law for the Prediction of the Mixed Mode Response of Ductile Adhesive Joints. Int. J. Solids Struct. 2012, 49, 213–226. [Google Scholar] [CrossRef] [Green Version]
- Campilho, R.; Pinto, A.; Banea, M.D.; da Silva, L.F. Optimization Study of Hybrid Spot-Welded/Bonded Single-Lap Joints. Int. J. Adhes. Adhes. 2012, 37, 86–95. [Google Scholar] [CrossRef] [Green Version]
- Jaillon, A.; Jumel, J.; Lachaud, F.; Paroissien, E. Mode I Cohesive Zone Model Parameters Identification and Comparison of Measurement Techniques Based on Uncertainty Estimation. Int. J. Solids Struct. 2020, 191, 577–587. [Google Scholar] [CrossRef]
- Manual, D.S. ABAQUS 2016 HTML Documentation. Available online: http://130.149.89.49:2080/v2016/index.html (accessed on 10 June 2020).
- Sadowski, T.; Golewski, P.; Kneć, M. Experimental Investigation and Numerical Modelling of Spot Welding–Adhesive Joints Response. Compos. Struct. 2014, 112, 66–77. [Google Scholar] [CrossRef]
- Hortnagl, J.G. Determination of Cohesive Parameters for Aerospace Adhesives. Master’s Thesis, Oregon State University, Corvallis, OR, USA, 2013. [Google Scholar]
- Zhang, Z.; Shang, J.; Lawrence Jr, F. A Backface Strain Technique for Detecting Fatigue Crack Initiation in Adhesive Joints. J. Adhes. 1995, 49, 23–36. [Google Scholar] [CrossRef]
- Fernandes, C.A.; Filho, S.L.U.; Suhuddin, U.; Santos, J.F.D. Effects of Geometrical Feature on Microstructures and Mechanical Properties of Refill Friction Stir Spot Welding 6061 Aluminum Alloy. Mater. Res. Ibero Am. J. Mater. 2019, 22, 1–5. [Google Scholar] [CrossRef]
- Kubit, A.; Wydrzynski, D.; Trzepiecinski, T. Refill Friction Stir Spot Welding of 7075-T6 Aluminium Alloy Single-Lap Joints with Polymer Sealant Interlayer. Compos. Struct. 2018, 201, 389–397. [Google Scholar] [CrossRef]
- Barlas, Z. Effect of Friction Stir Spot Weld Parameters on Cu/Cuzn30 Bimetal Joints. Int. J. Adv. Manuf. Technol. 2015, 80, 161–170. [Google Scholar] [CrossRef]
- Sanusi, K.O.; Akinlabi, E.T.; Muzenda, E.; Akinlabi, S.A. Enhancement of Corrosion Resistance Behaviour of Frictional Stir Spot Welding of Copper. Mater. Today Proc. 2015, 2, 1157–1165. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Young’s Modulus (GPa) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation at 50 mm Gauge (%) | Section Shrinkage (%) |
|---|---|---|---|---|
| 69.8 | 241 | 320 | 14.9 | 34.7 |
| Regions | BZ [22,34] | HAZ | TMAZ | SZ | |
|---|---|---|---|---|---|
| Plastic flow law [36], | Initial yield strength, (MPa) | 241.2 | 233.6 | 246.4 | 246.9 |
| Hardening constant, B | 403.1 | 390.4 | 411.9 | 412.8 | |
| Hardening exponent, n | 0.487 | 0.487 | 0.487 | 0.487 | |
| Tensile strength (MPa) | 367.7 | 356.1 | 375.7 | 376.5 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, G.; Chen, X.; Zhang, B.; Pan, K.; Yang, L. Tensile-Shear Mechanical Behaviors of Friction Stir Spot Weld and Adhesive Hybrid Joint: Experimental and Numerical Study. Metals 2020, 10, 1028. https://doi.org/10.3390/met10081028
Yu G, Chen X, Zhang B, Pan K, Yang L. Tensile-Shear Mechanical Behaviors of Friction Stir Spot Weld and Adhesive Hybrid Joint: Experimental and Numerical Study. Metals. 2020; 10(8):1028. https://doi.org/10.3390/met10081028
Chicago/Turabian StyleYu, Guishen, Xin Chen, Biao Zhang, Kaixuan Pan, and Lifei Yang. 2020. "Tensile-Shear Mechanical Behaviors of Friction Stir Spot Weld and Adhesive Hybrid Joint: Experimental and Numerical Study" Metals 10, no. 8: 1028. https://doi.org/10.3390/met10081028
APA StyleYu, G., Chen, X., Zhang, B., Pan, K., & Yang, L. (2020). Tensile-Shear Mechanical Behaviors of Friction Stir Spot Weld and Adhesive Hybrid Joint: Experimental and Numerical Study. Metals, 10(8), 1028. https://doi.org/10.3390/met10081028