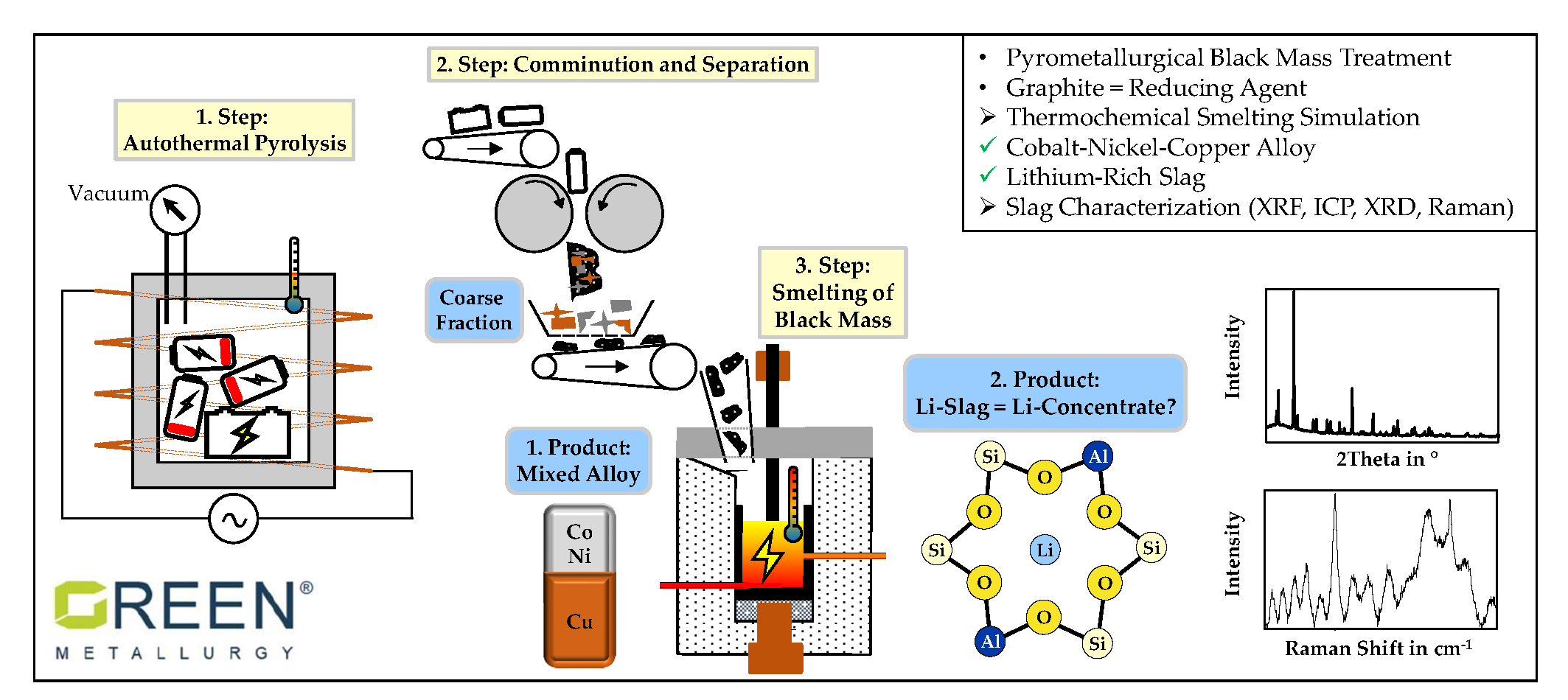
A Combined Pyro- and Hydrometallurgical Approach to Recycle Pyrolyzed Lithium-Ion Battery Black Mass Part 1: Production of Lithium Concentrates in an Electric Arc Furnace

 ,
, 

 ,
, 

Abstract
:
1. Introduction
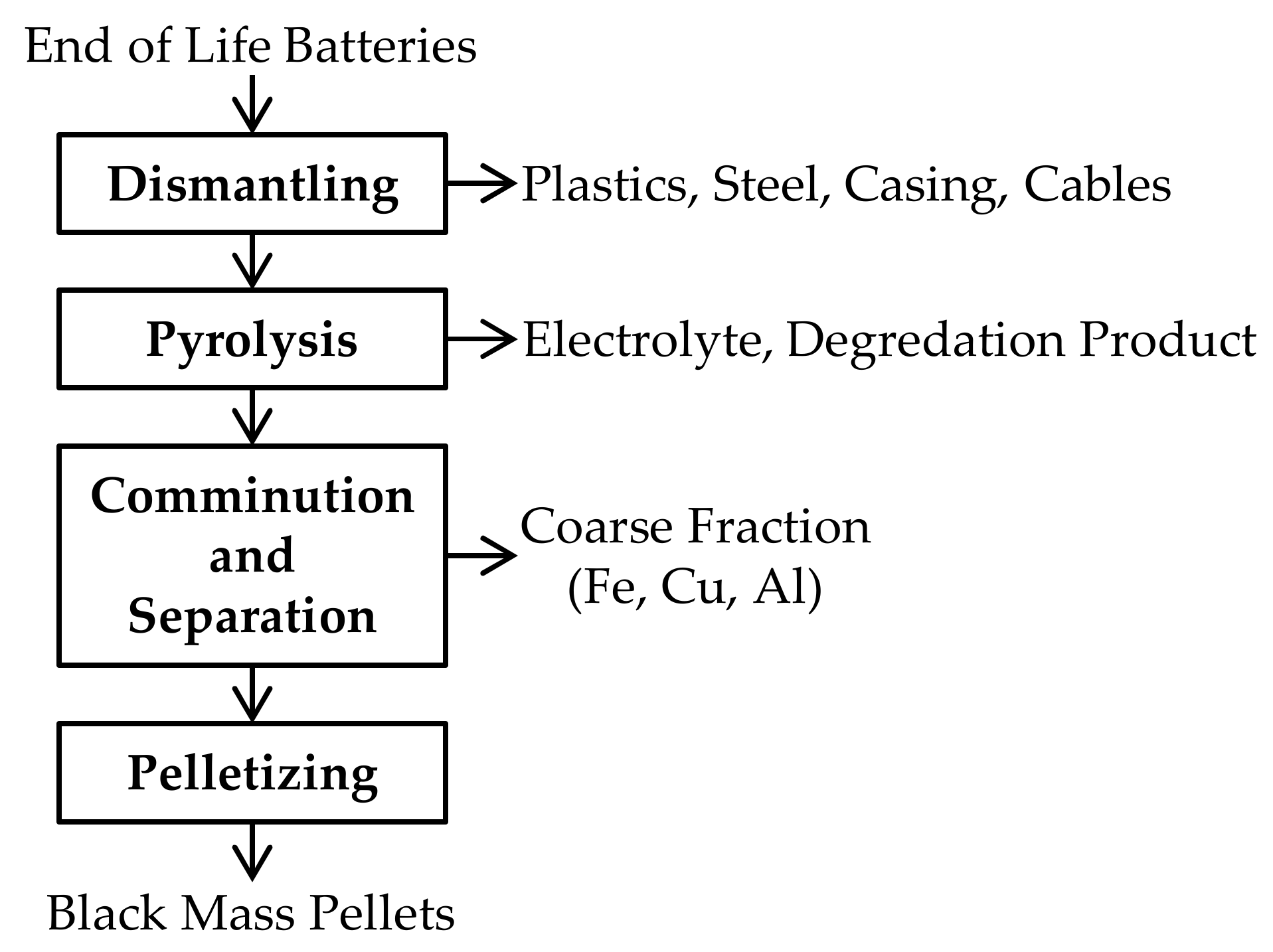
2. Materials and Methods
2.1. Used Materials
2.2. Thermochemical Modeling
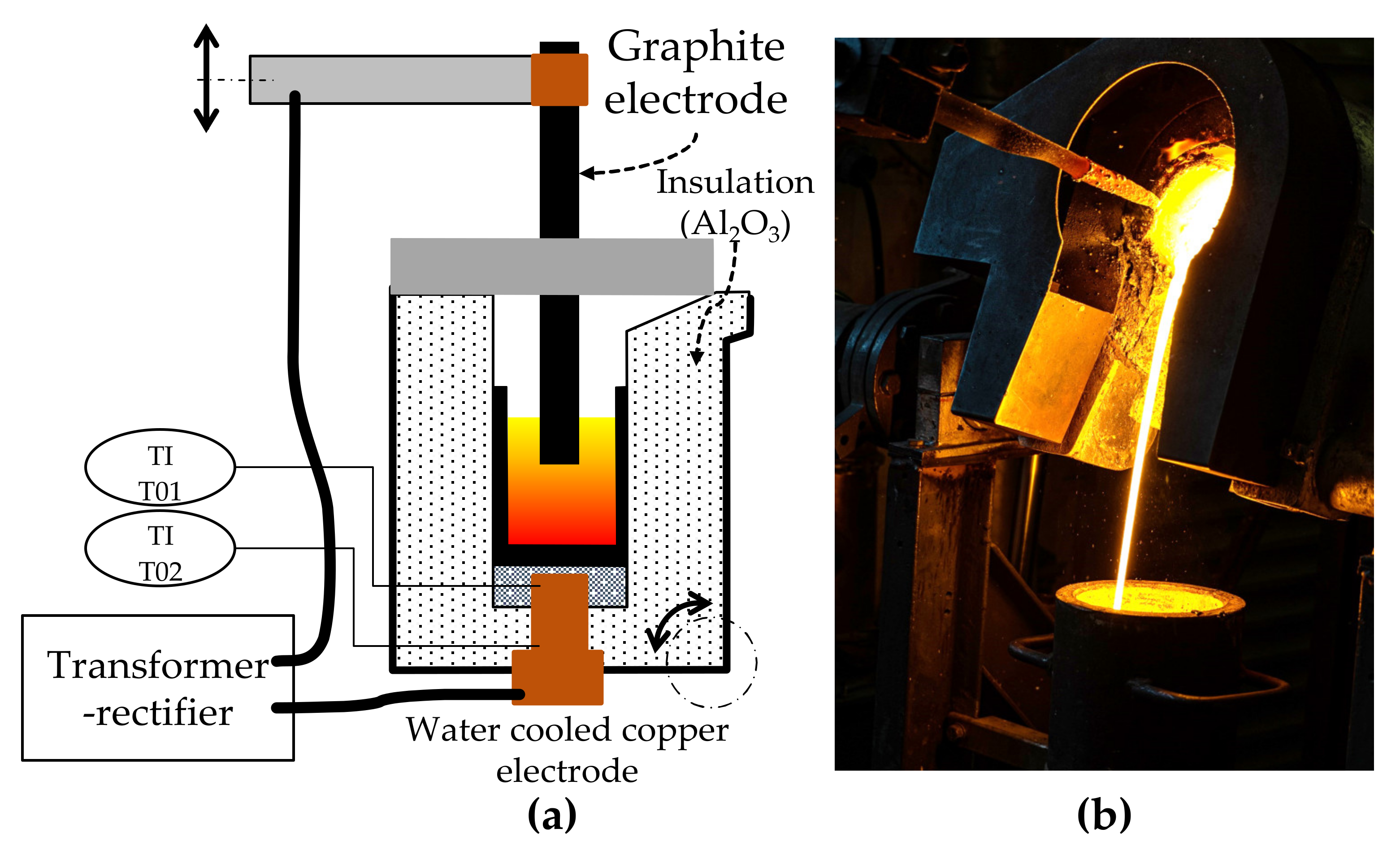
2.3. Smelting Trials in an Electric Arc Furnace
3. Results
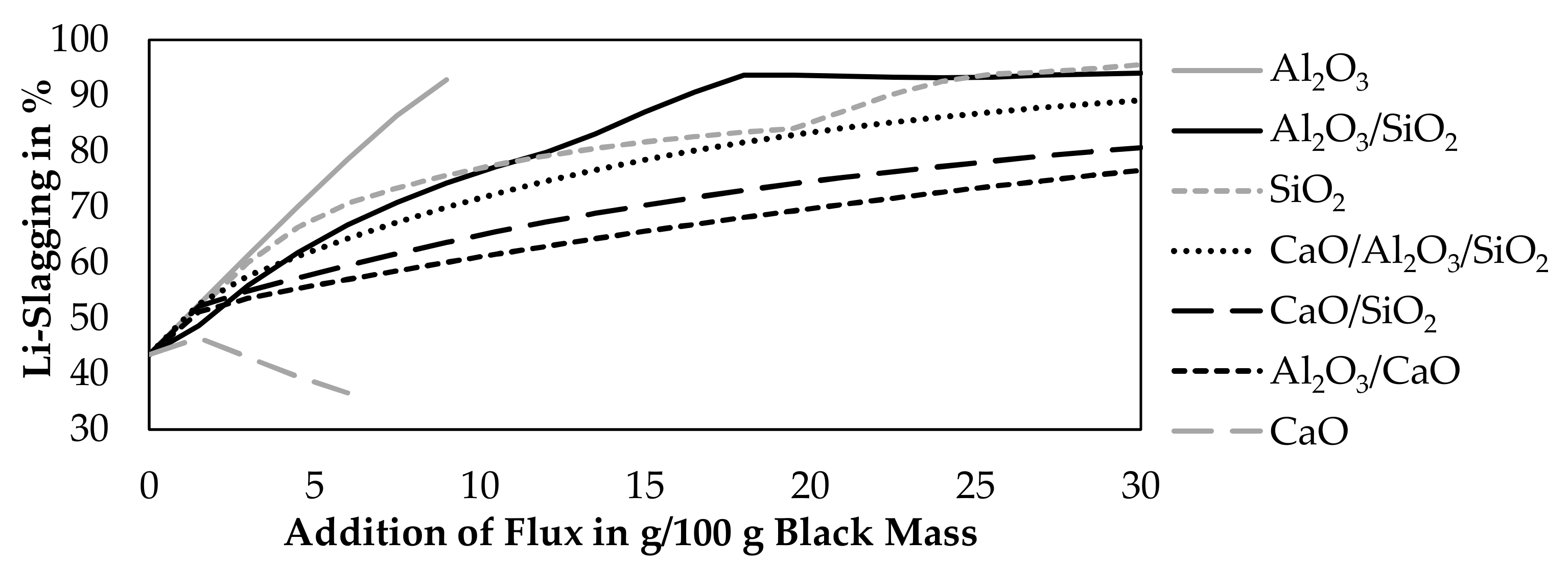
3.1. Results of Thermochemical Modeling
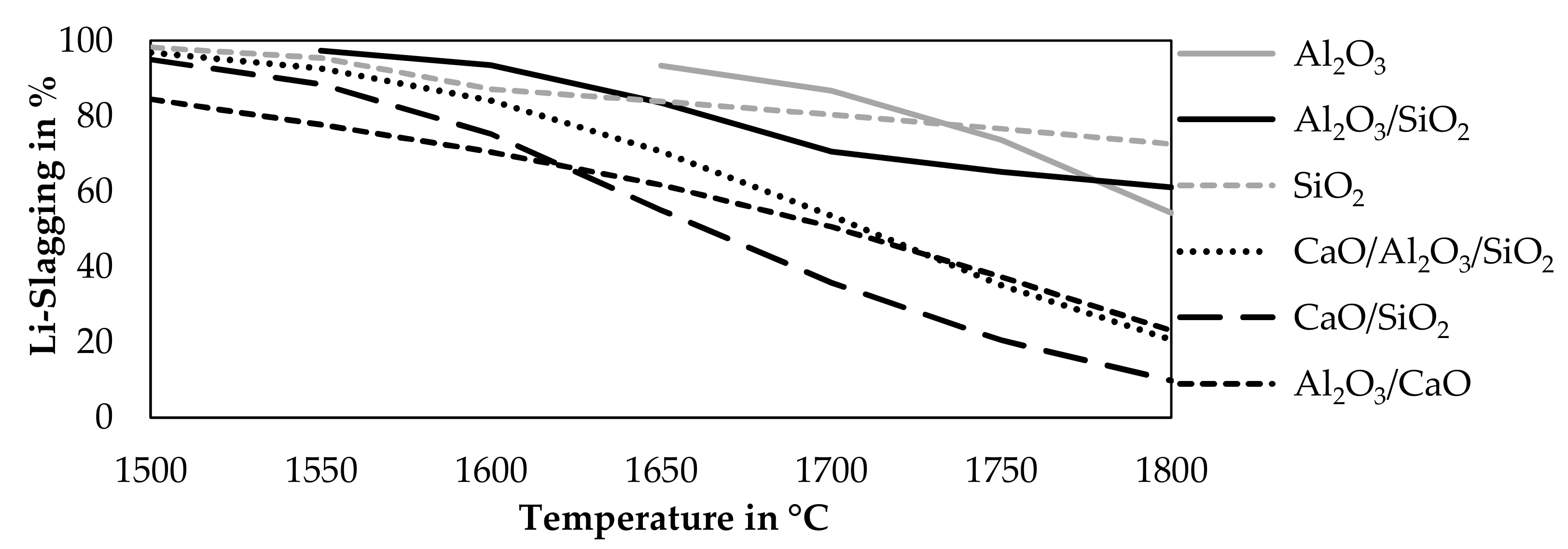
3.1.1. Influence of Different Oxidic Fluxes on the Lithium Slagging
3.1.2. Influence of the Process Temperature on the Lithium Slagging
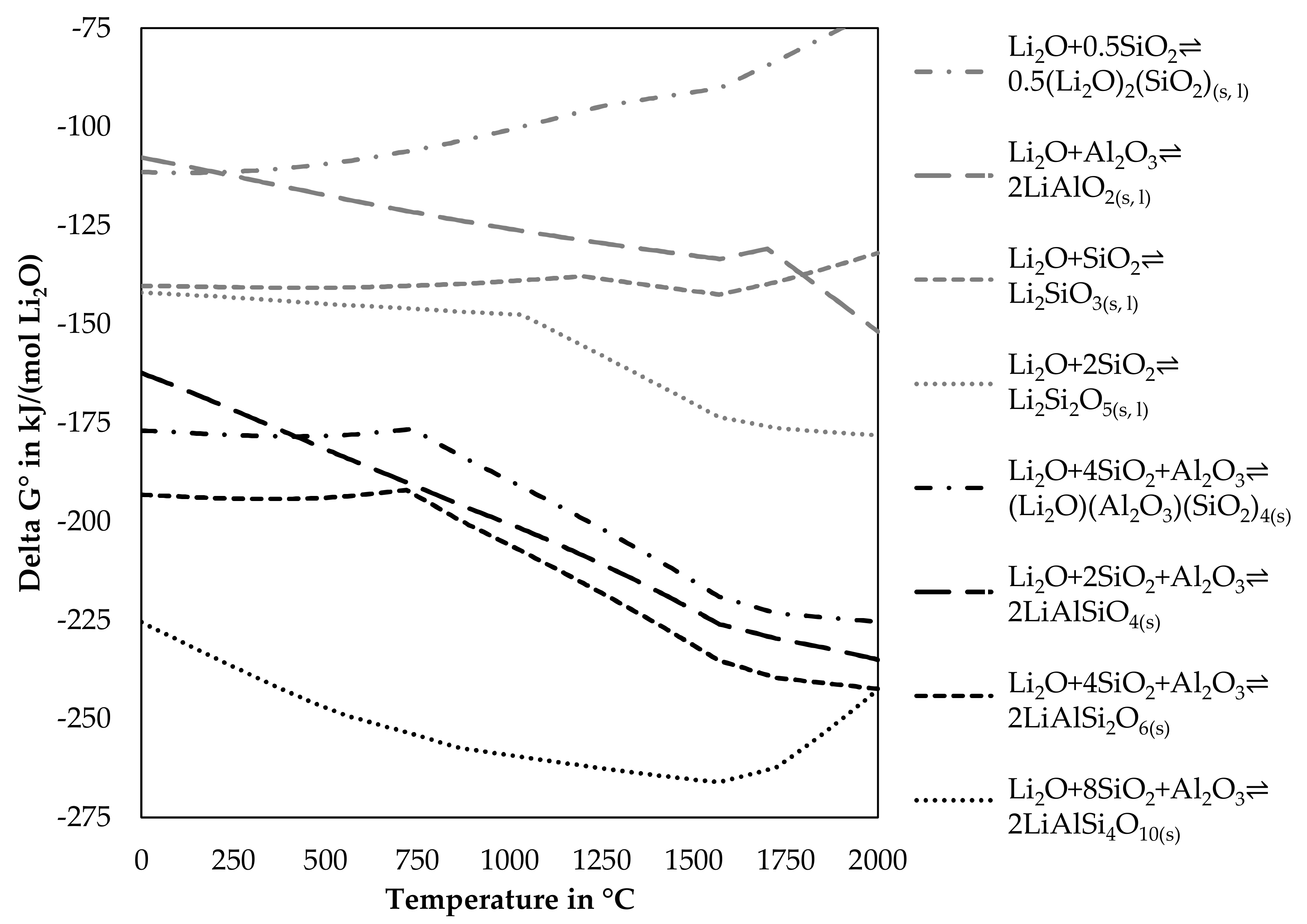
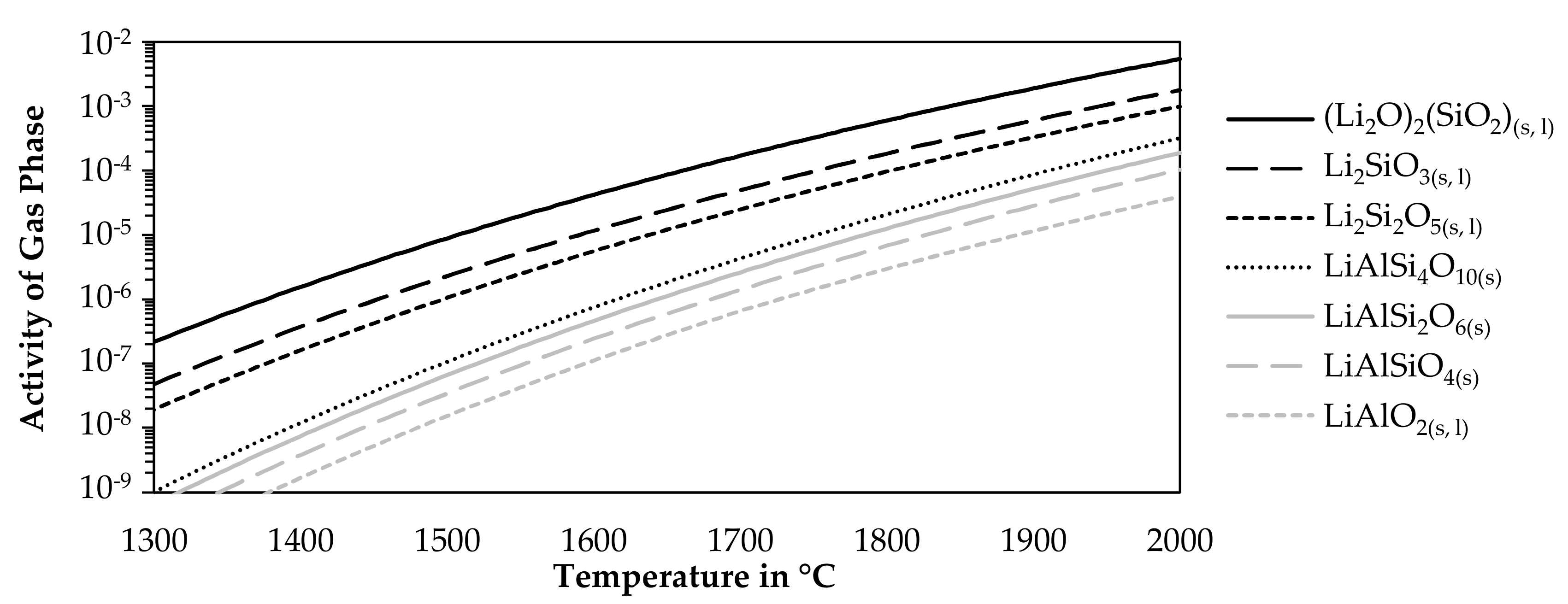
3.1.3. Theoretical Stability of Lithium Minerals
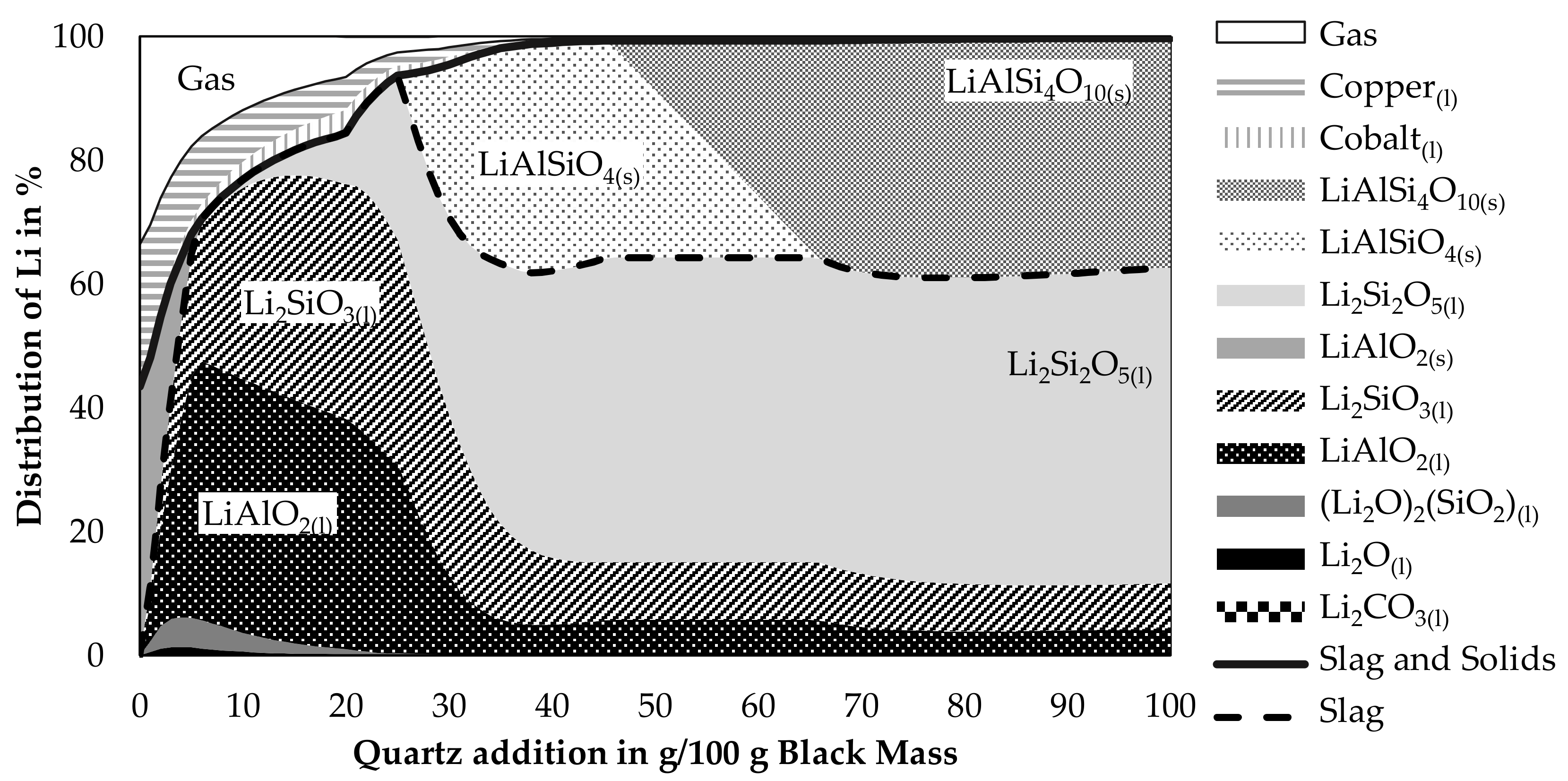
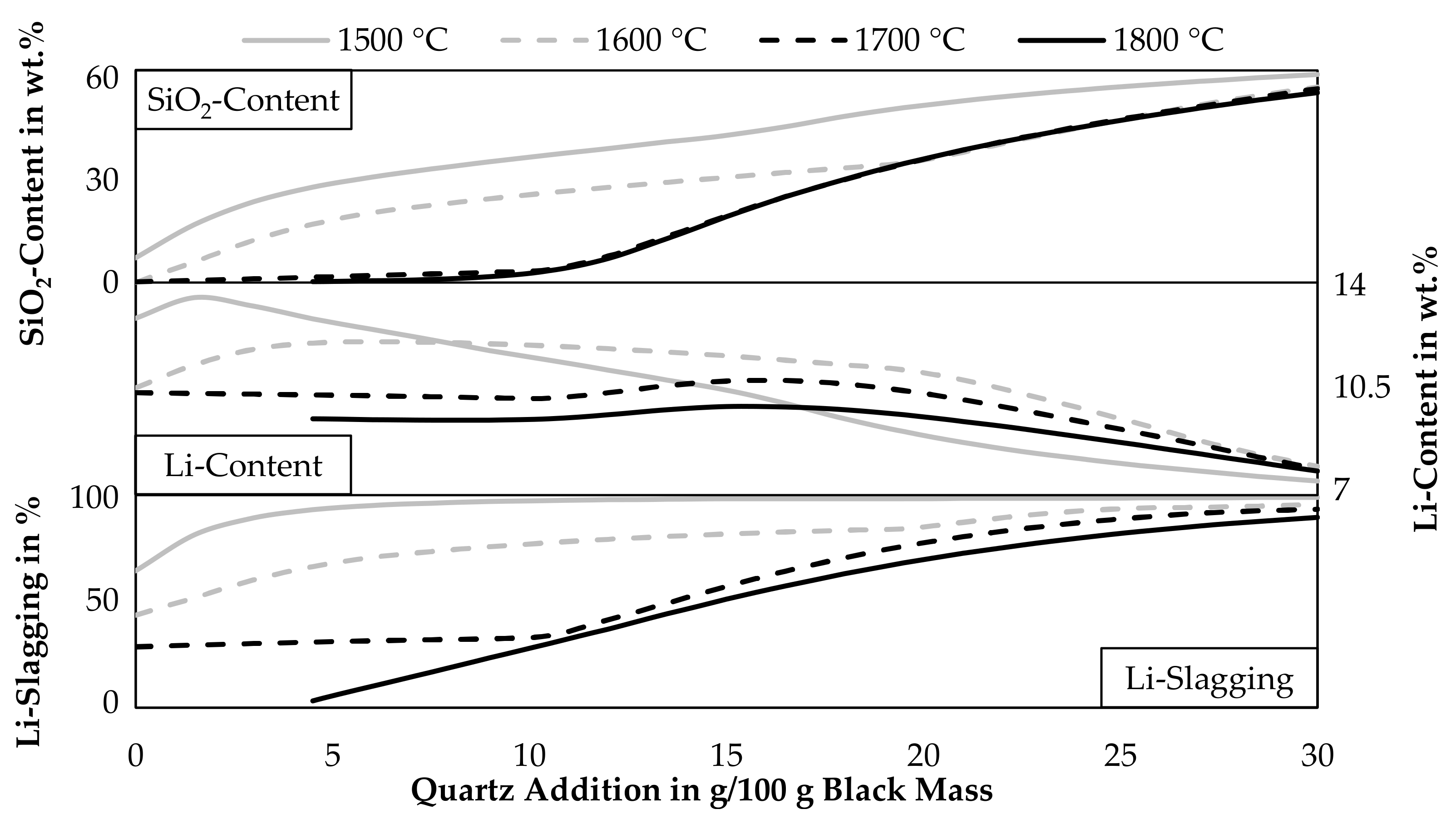
3.1.4. Detailed Investigation of the Addition of Quartz as a Flux
3.2. Results of Smelting Trials in an Electric Arc Furnace
3.2.1. Mass Balance
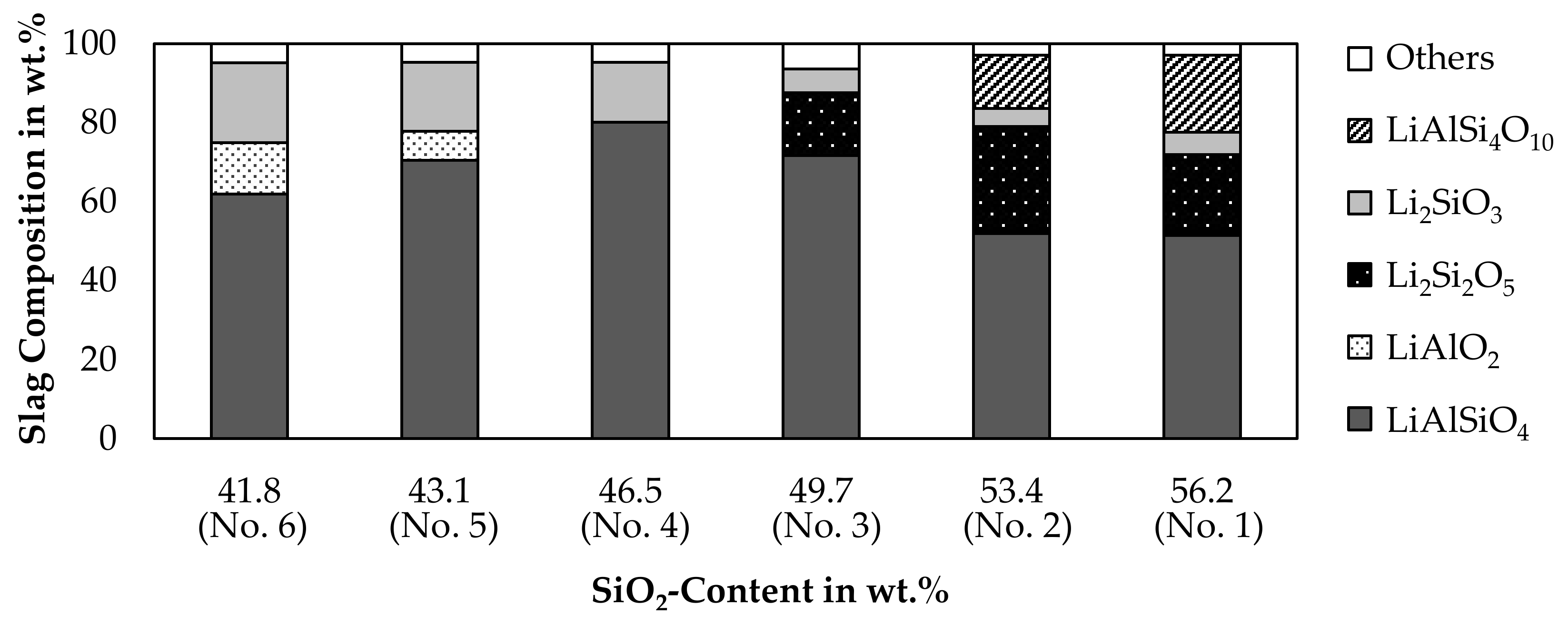
3.2.2. Slag Composition
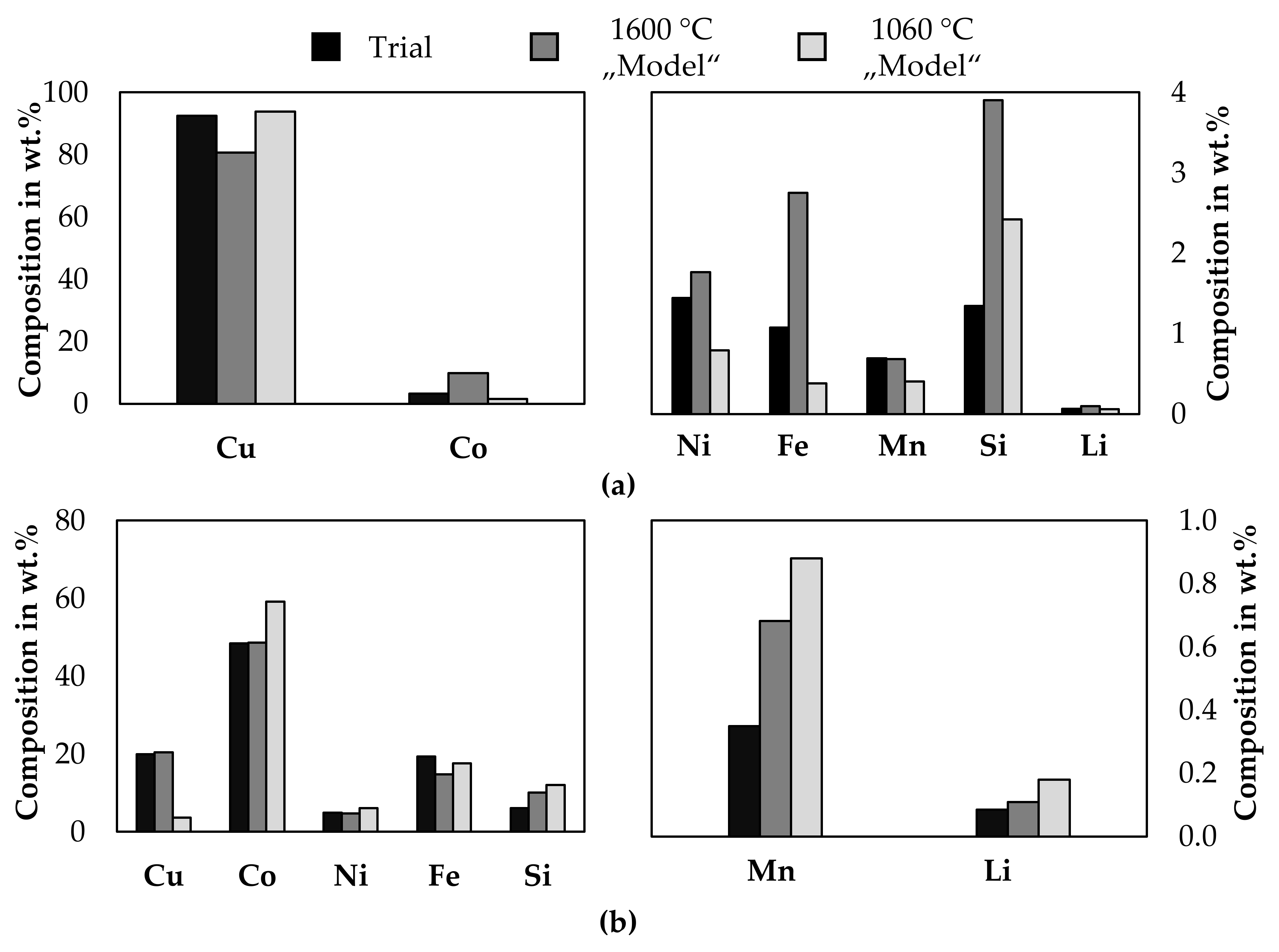
3.2.3. Metal Composition
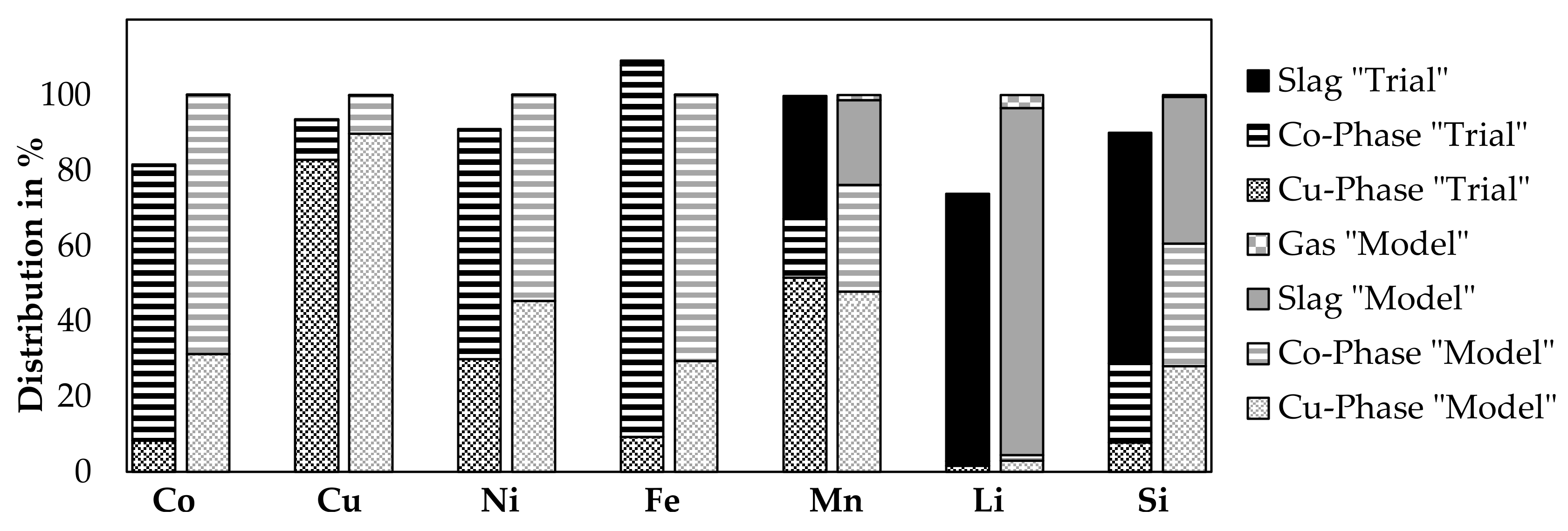
3.2.4. Distribution of Relevant Elements in the Process
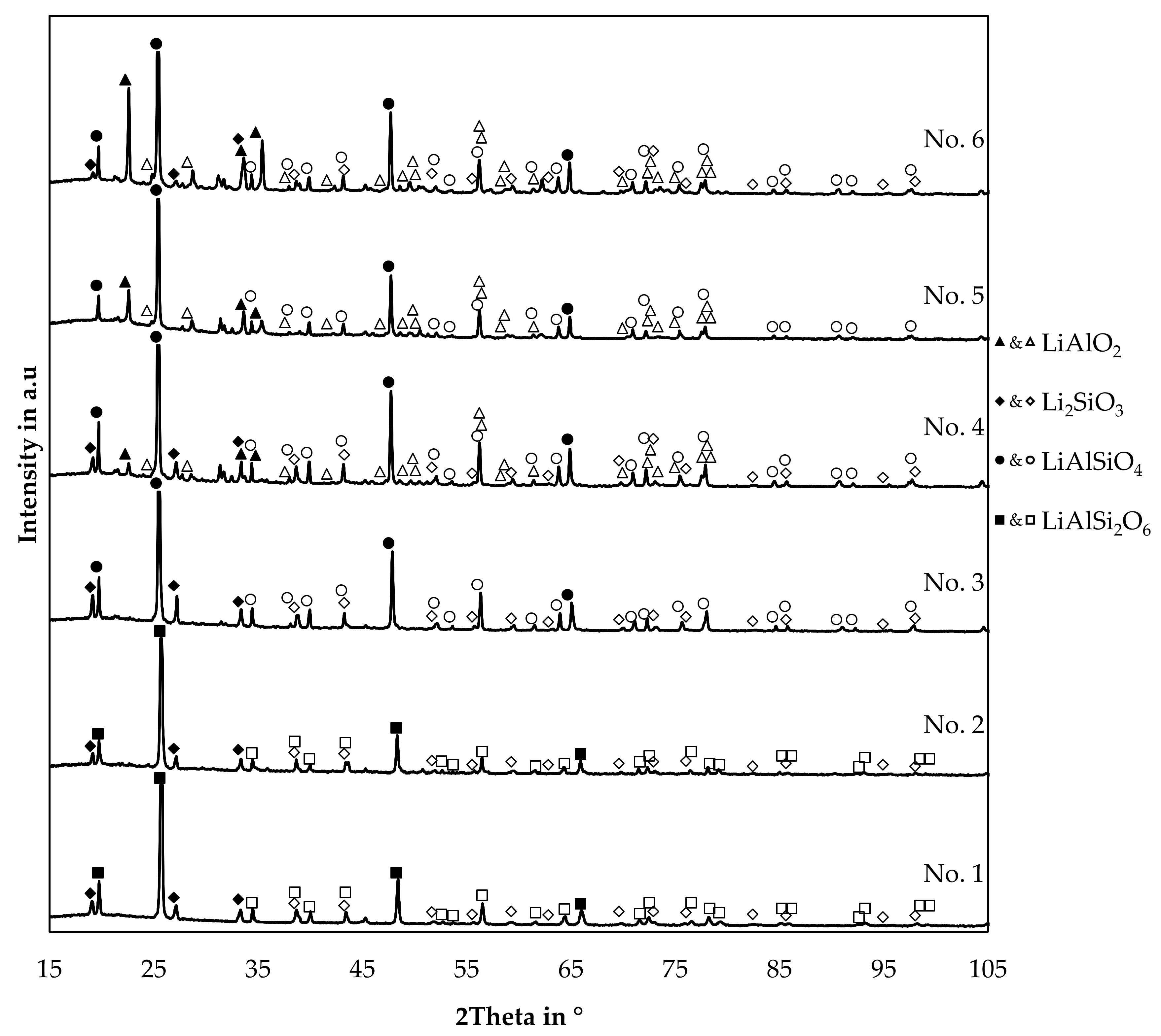
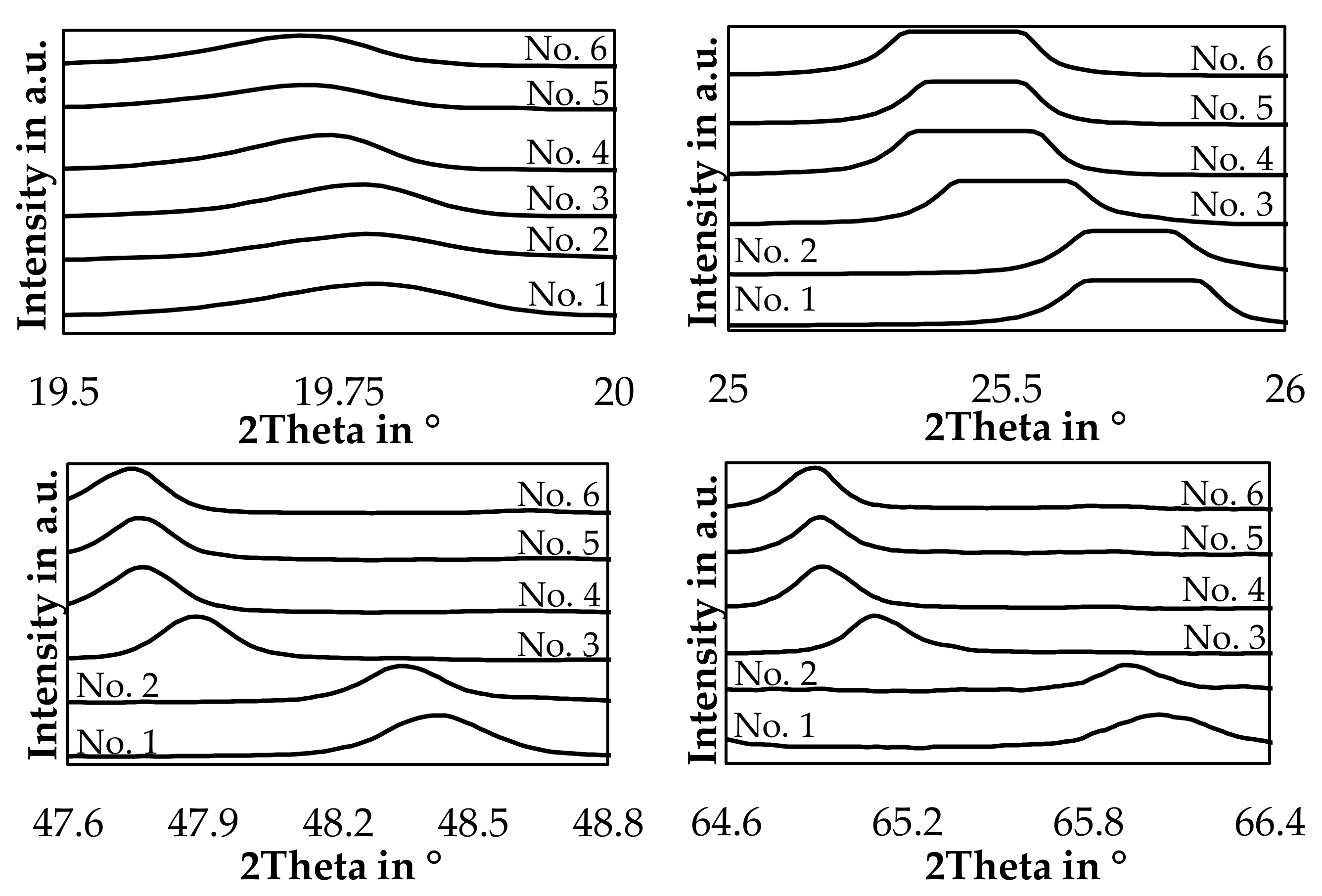
3.2.5. Qualitative X-ray Diffraction Phase Analysis of Slag
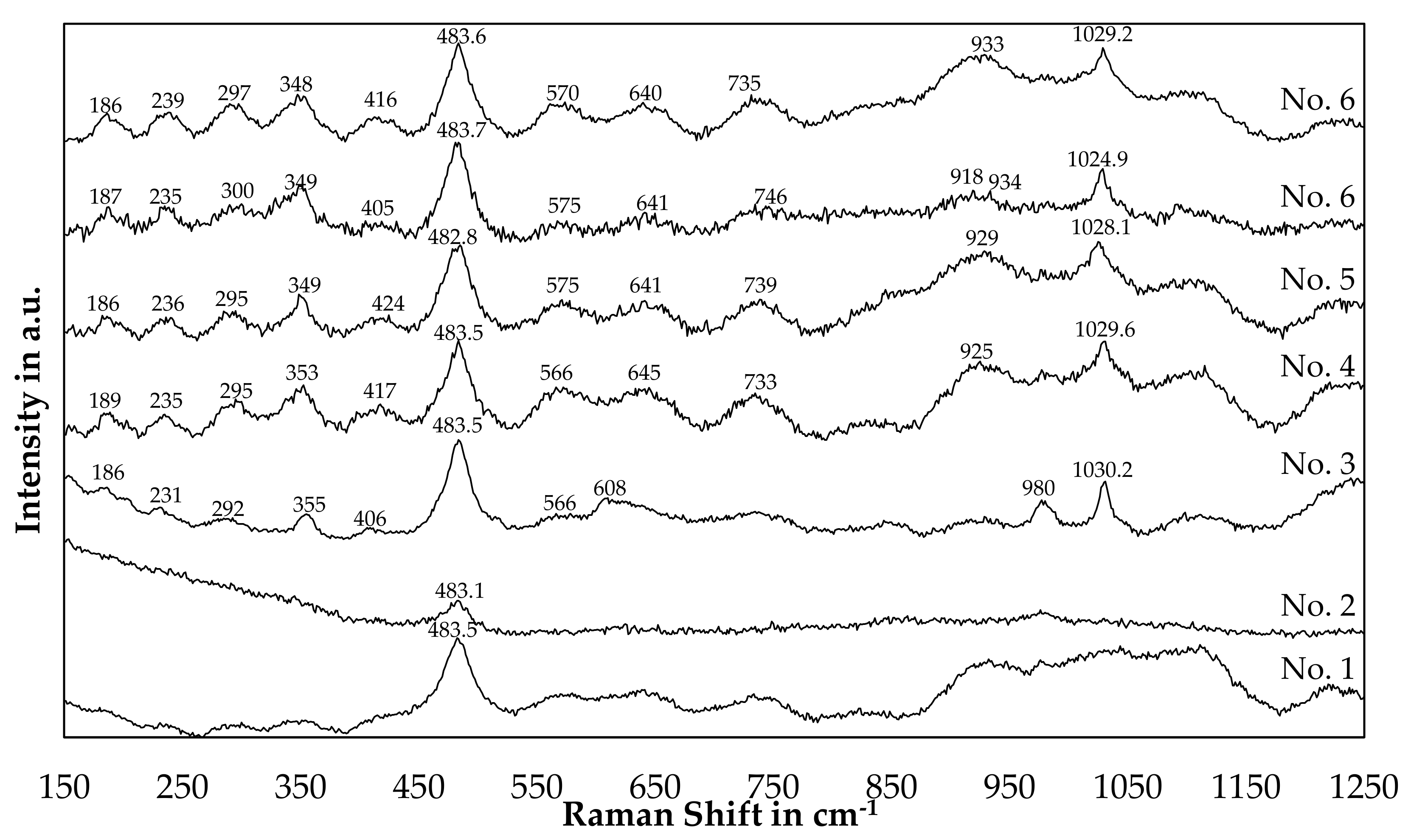
3.2.6. Raman-Analysis of Slag
4. Discussion
4.1. Discussion of the Obtained Results with Previous Work
4.1.1. Comparison of Valuable Metal Distribution during Smelting
4.1.2. Comparison of Lithium Minerals Present in Slags
- Gehlenite (Ca2Al(AlSi)O7 which was identified in all slags
- Merwinite (Ca3Mg(SiO4)2), which was present in the low aluminum slag and high aluminum slag
- Cr-Spinel, which was present in the low aluminum and high aluminum slag
- Spinels, which were present in the high manganese slag
- Silico-phosphates with a high REE content, which was present in the high manganese slag
4.2. Limitations of This Investigation and Future Research Directions
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dańczak, A.; Klemettinen, L.; Kurhila, M.; Taskinen, P.; Lindberg, D.; Jokilaakso, A. Behavior of Battery Metals Lithium, Cobalt, Manganese and Lanthanum in Black Copper Smelting. Batteries 2020, 6, 16. [Google Scholar] [CrossRef] [Green Version]
- Helbig, C.; Bradshaw, A.M.; Wietschel, L.; Thorenz, A.; Tuma, A. Supply Risks Associated with Lithium-Ion Battery Materials. J. Clean. Prod. 2018, 172, 274–286. [Google Scholar] [CrossRef]
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-Ion Battery Materials: Present and Future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Gu, F.; Guo, J.; Yao, X.; Summers, P.A.; Widijatmoko, S.D.; Hall, P. An Investigation of the Current Status of Recycling Spent Lithium-Ion Batteries from Consumer Electronics in China. J. Clean. Prod. 2017, 161, 765–780. [Google Scholar] [CrossRef]
- Contestabile, M.; Panero, S.; Scrosati, B. A Laboratory-Scale Lithium-Ion Battery Recycling Process. J. Power Sources 2001, 92, 65–69. [Google Scholar] [CrossRef]
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium-Ion Batteries, Part II: Laboratory-Scale Research Developments in Mechanical, Thermal, and Leaching Treatments. J. Sustain. Metall. 2020, 6, 142–160. [Google Scholar] [CrossRef]
- Porvali, A.; Aaltonen, M.; Ojanen, S.; Velazquez-Martinez, O.; Eronen, E.; Liu, F.; Wilson, B.P.; Serna-Guerrero, R.; Lundström, M. Mechanical and Hydrometallurgical Processes in HCl Media for the Recycling of Valuable Metals from Li-Ion Battery Waste. Resour. Conserv. Recycl. 2019, 142, 257–266. [Google Scholar] [CrossRef]
- European Commission. Report from the Commission to the European Parliament, the Council, the European Economic and Social Committee, the Committee of the Regions and the European Investment Bank: On the Implementation of the Strategic Action Plan on Batteries: Building a Strategic Battery Value Chain in Europe. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/HTML/?uri=CELEX:52019DC0176&from=EN (accessed on 16 June 2020).
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium Ion Batteries, Part I: Commercial Processes. J. Sustain. Metall. 2019, 5, 402–416. [Google Scholar] [CrossRef]
- Tarascon, J.; Armand, M. Issues and Challenges Facing Rechargeable Lithium Batteries. Nature 2001, 414, 359–367. [Google Scholar] [CrossRef]
- Huang, B.; Pan, Z.; Su, X.; An, L. Recycling of Lithium-Ion Batteries: Recent Advances and Perspectives. J. Power Sources 2018, 399, 274–286. [Google Scholar] [CrossRef]
- The European Parliament and the Council of the European Union. Directive 2006/66/EC of the European Parliament and of the Council on Batteries and Accumulators and Waste Batteries and Accumulators and Repealing Directive 91/157/EEC. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:02006L0066-20131230&rid=1 (accessed on 6 May 2020).
- Werner, D.; Peuker, U.A.; Mütze, T. Recycling Chain for Spent Lithium-Ion Batteries. Metals 2020, 10, 316. [Google Scholar] [CrossRef] [Green Version]
- Zhong, X.; Liu, W.; Han, J.; Jiao, F.; Qin, W.; Liu, T. Pretreatment for the Recovery of Spent Lithium Ion Batteries: Theoretical and Practical Aspects. J. Clean. Prod. 2020, 263, 121439. [Google Scholar] [CrossRef]
- Liu, J.; Wang, H.; Hu, T.; Bai, X.; Wang, S.; Xie, W.; Hao, J.; He, Y. Recovery of LiCoO2 and Graphite from Spent Lithium-Ion Batteries by Cryogenic Grinding and Froth Flotation. Miner. Eng. 2020, 148, 106223. [Google Scholar] [CrossRef]
- Zhang, G.; Du, Z.; He, Y.; Wang, H.; Xie, W.; Zhang, T. A Sustainable Process for the Recovery of Anode and Cathode Materials Derived from Spent Lithium-Ion Batteries. Sustainability 2019, 11, 2363. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; He, Y.; Feng, Y.; Wang, H.; Zhang, T.; Xie, W.; Zhu, X. Enhancement in Liberation of Electrode Materials Derived from Spent Lithium-Ion Battery by Pyrolysis. J. Clean. Prod. 2018, 199, 62–68. [Google Scholar] [CrossRef]
- Li, J.; Lai, Y.; Zhu, X.; Liao, Q.; Xia, A.; Huang, Y.; Zhu, X. Pyrolysis Kinetics and Reaction Mechanism of the Electrode Materials During the Spent LiCoO2 Batteries Recovery Process. J. Hazard. Mater. 2020, 398, 122955. [Google Scholar] [CrossRef]
- Zhong, X.; Liu, W.; Han, J.; Jiao, F.; Qin, W.; Liu, T.; Zhao, C. Pyrolysis and Physical Separation for the Recovery of Spent LiFePO4 Batteries. Waste Manag. 2019, 89, 83–93. [Google Scholar] [CrossRef]
- Ruismäki, R.; Dańczak, A.; Klemettinen, L.; Taskinen, P.; Lindberg, D.; Jokilaakso, A. Integrated Battery Scrap Recycling and Nickel Slag Cleaning with Methane Reduction. Minerals 2020, 10, 435. [Google Scholar] [CrossRef]
- Shi, J.; Peng, C.; Chen, M.; Li, Y.; Eric, H.; Klemettinen, L.; Lundström, M.; Taskinen, P.; Jokilaakso, A. Sulfation Roasting Mechanism for Spent Lithium-Ion Battery Metal Oxides Under SO2-O2-Ar Atmosphere. JOM 2019, 71, 4473–4482. [Google Scholar] [CrossRef] [Green Version]
- Peng, C.; Hamuyuni, J.; Wilson, B.P.; Lundström, M. Selective Reductive Leaching of Cobalt and Lithium from Industrially Crushed Waste Li-Ion Batteries in Sulfuric Acid System. Waste Manag. 2018, 76, 582–590. [Google Scholar] [CrossRef]
- Porvali, A.; Chernyaev, A.; Shukla, S.; Lundström, M. Lithium Ion Battery Active Material Dissolution Kinetics in Fe (II)/Fe (III) Catalyzed Cu-H2SO4 Leaching System. Sep. Purif. Technol. 2020, 236, 116305. [Google Scholar] [CrossRef]
- Dewulf, J.; van der Vorst, G.; Denturck, K.; van Langenhove, H.; Ghyoot, W.; Tytgat, J.; Vandeputte, K. Recycling Rechargeable Lithium Ion Batteries: Critical Analysis of Natural Resource Savings. Resour. Conserv. Recycl. 2010, 54, 229–234. [Google Scholar] [CrossRef]
- Reck, B.K.; Graedel, T.E. Challenges in Metal Recycling. Science 2012, 337, 690–695. [Google Scholar] [CrossRef] [PubMed]
- Graedel, T.E.; Allwood, J.; Birat, J.-P.; Buchert, M.; Hagelüken, C.; Reck, B.K.; Sibley, S.F.; Sonnemann, G. What Do We Know About Metal Recycling Rates? J. Ind. Ecol. 2011, 15, 355–366. [Google Scholar] [CrossRef]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling Lithium-Ion Batteries from Electric Vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, H.; Friedrich, B. Development of a Highly Efficient Hydrometallurgical Recycling Process for Automotive Li–Ion Batteries. J. Sustain. Metall. 2015, 1, 168–178. [Google Scholar] [CrossRef] [Green Version]
- Georgi-Maschler, T.; Friedrich, B.; Weyhe, R.; Heegn, H.; Rutz, M. Development of a Recycling Process for Li-Ion Batteries. J. Power Sources 2012, 207, 173–182. [Google Scholar] [CrossRef]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.-H.; Kang, Y.-B.; Melançon, J.; et al. FactSage Thermochemical Software and Databases, 2010–2016. Calphad 2016, 54, 35–53. [Google Scholar] [CrossRef] [Green Version]
- Plewa, J.; Skrzypek, J. Kinetics of the Reduction of Copper Oxide with Carbon Monoxide. Chem. Eng. Sci. 1989, 44, 2817–2824. [Google Scholar] [CrossRef]
- Vest, M.; Georgi-Maschler, T.; Friedrich, B.; Weyhe, R. Rückgewinnung von Wertmetallen aus Batterieschrott. Chem. Ing. Tech. 2010, 82, 1985–1990. [Google Scholar] [CrossRef]
- Jones, R.T.; Erwee, M.W. Simulation of Ferro-Alloy Smelting in DC Arc Furnaces Using Pyrosim and FactSage. Calphad 2016, 55, 20–25. [Google Scholar] [CrossRef]
- Sommerfeld, M.; Friedmann, D.; Kuhn, T.; Friedrich, B. “Zero-Waste”: A Sustainable Approach on Pyrometallurgical Processing of Manganese Nodule Slags. Minerals 2018, 8, 544. [Google Scholar] [CrossRef] [Green Version]
- Keber, S.; Brückner, L.; Elwert, T.; Kuhn, T. Concept for a Hydrometallurgical Processing of a Copper-Cobalt-Nickel Alloy Made from Manganese Nodules. Chem. Ing. Tech. 2020, 92, 379–386. [Google Scholar] [CrossRef] [Green Version]
- Xiao, S.; Ren, G.; Xie, M.; Pan, B.; Fan, Y.; Wang, F.; Xia, X. Recovery of Valuable Metals from Spent Lithium-Ion Batteries by Smelting Reduction Process Based on MnO-SiO2-Al2O3 Slag System. J. Sustain. Metall. 2017, 3, 703–710. [Google Scholar] [CrossRef]
- Gražulis, S.; Chateigner, D.; Downs, R.T.; Yokochi, A.F.T.; Quirós, M.; Lutterotti, L.; Manakova, E.; Butkus, J.; Moeck, P.; Le Bail, A. Crystallography Open Database—An Open-Access Collection of Crystal Structures. J. Appl. Crystallogr. 2009, 42, 726–729. [Google Scholar] [CrossRef] [PubMed]
- Downs, R.T.; Hall-Walace, M. The American Mineralogist Crystal Structure Database. Am. Mineral. 2003, 88, 247–250. [Google Scholar]
- Gražulis, S.; Daškevič, A.; Merkys, A.; Chateigner, D.; Lutterotti, L.; Quirós, M.; Serebryanaya, N.R.; Moeck, P.; Downs, R.T.; Le Bail, A. Crystallography Open Database (COD): An Open-Access Collection of Crystal Structures and Platform for World-Wide Collaboration. Nucleic Acids Res. 2012, 40, D420–D427. [Google Scholar] [CrossRef]
- Gražulis, S.; Merkys, A.; Vaitkus, A.; Okulič-Kazarinas, M. Computing Stoichiometric Molecular Composition from Crystal Structures. J. Appl. Crystallogr. 2015, 48, 85–91. [Google Scholar] [CrossRef] [Green Version]
- Merkys, A.; Vaitkus, A.; Butkus, J.; Okulič-Kazarinas, M.; Kairys, V.; Gražulis, S. COD:CIF:Parser: An Error-Correcting CIF Parser for the Perl language. J. Appl. Crystallogr. 2016, 49, 292–301. [Google Scholar] [CrossRef] [Green Version]
- Quirós, M.; Gražulis, S.; Girdzijauskaitė, S.; Merkys, A.; Vaitkus, A. Using SMILES Strings for the Description of Chemical Connectivity in the Crystallography Open Database. J. Cheminf. 2018, 10, 23. [Google Scholar] [CrossRef]
- Li, C.-T.; Peacor, D.R. The Crystal Structure of LiAlSi2O6-II (“β Spodumene”). Z. Kristallogr. Cryst. Mater. 1968, 126, 46–65. [Google Scholar] [CrossRef]
- Xu, H.; Heaney, P.J.; Beall, G.H. Phase Transitions Induced by Solid Solution in Stuffed Derivatives of Quartz: A Powder Synchrotron XRD Study of the LiAlSiO4-SiO2 Join. Am. Mineral. 2000, 85, 971–979. [Google Scholar] [CrossRef]
- Nakagawa, K.; Izumitani, T. Metastable Phase Separation and Crystallization of Li2O-Al2O3-SiO2 Glasses: Determination of Miscibility Gap from the Lattice Parameters of Precipitated β-Quartz Solid Solution. J. Non Cryst. Solids 1972, 7, 168–180. [Google Scholar] [CrossRef]
- Alekseeva, I.; Dymshits, O.; Ermakov, V.; Zhilin, A.; Petrov, V.; Tsenter, M. Raman Spectroscopy Quantifying the Composition of Stuffed β-Quartz Derivative Phases in Lithium Aluminosilicate Glass-Ceramics. J. Non Cryst. Solids 2008, 354, 4932–4939. [Google Scholar] [CrossRef]
- Görlich, E.; Proniewicz, L.M. Laser Raman Spectroscopy Studies of Beta-Eucryptite Crystallization from Glass. J. Mol. Struct. 1982, 79, 247–250. [Google Scholar] [CrossRef]
- Jochum, T.; Reimanis, I.E.; Lance, M.J.; Fuller, E.R. In Situ Raman Indentation of β-Eucryptite: Characterization of the Pressure-Induced Phase Transformation. J. Am. Ceram. Soc. 2009, 92, 857–863. [Google Scholar] [CrossRef]
- Sharma, S.K.; Simons, B. Raman Study of Crystalline Polymorphs and Glasses of Spodumene Composition Quenched from Various Pressures. Am. Mineral. 1981, 66, 118–126. [Google Scholar]
- Sprengard, R.; Binder, K.; Brändle, M.; Fotheringham, U.; Sauer, J.; Pannhorst, W. On the Interpretation of the Experimental Raman Spectrum of β-Eucryptite LiAlSiO4 from Atomistic Computer Modeling. J. Non Cryst. Solids 2000, 274, 264–270. [Google Scholar] [CrossRef]
- Zhang, M.; Xu, H.; Salje, E.K.H.; Heaney, P.J. Vibrational Spectroscopy of Beta-Eucryptite (LiAlSiO4): Optical Phonons and Phase Transition(s). Phys. Chem. Miner. 2003, 30, 457–462. [Google Scholar] [CrossRef]
- Ruismäki, R.; Rinne, T.; Dańczak, A.; Taskinen, P.; Serna-Guerrero, R.; Jokilaakso, A. Integrating Flotation and Pyrometallurgy for Recovering Graphite and Valuable Metals from Battery Scrap. Metals 2020, 10, 680. [Google Scholar] [CrossRef]
- Elwert, T.; Goldmann, D.; Schirmer, T.; Strauß, K. Phase Composition of High Lithium Slags from the Recycling of Lithium Ion Batteries. World Metall. 2012, 65, 163–171. [Google Scholar]
- Li, N.; Guo, J.; Chang, Z.; Dang, H.; Zhao, X.; Ali, S.; Li, W.; Zhou, H.; Sun, C. Aqueous Leaching of Lithium from Simulated Pyrometallurgical Slag by Sodium Sulfate Roasting. RSC Adv. 2019, 9, 23908–23915. [Google Scholar] [CrossRef] [Green Version]
- Peltosaari, O.; Tanskanen, P.; Heikkinen, E.-P.; Fabritius, T. α→γ→β-Phase Transformation of Spodumene with Hybrid Microwave and Conventional Furnaces. Miner. Eng. 2015, 82, 54–60. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Acid Roasting of Spodumene: Microwave vs. Conventional Heating. Miner. Eng. 2019, 138, 161–167. [Google Scholar] [CrossRef]
- Rosales, G.D.; Resentera, A.C.J.; Gonzalez, J.A.; Wuilloud, R.G.; Rodriguez, M.H. Efficient Extraction of Lithium from β-Spodumene by Direct Roasting with NaF and Leaching. Chem. Eng. Res. Des. 2019, 150, 320–326. [Google Scholar] [CrossRef]
- Setoudeh, N.; Nosrati, A.; Welham, N.J. Phase Changes in Mechanically Activated Cpodumene-Na2SO4 Mixtures after Isothermal Heating. Miner. Eng. 2020, 155, 106455. [Google Scholar] [CrossRef]
- Gasafi, E.; Pardemann, R. Processing of Spodumene Concentrates in Fluidized-Bed Systems. Miner. Eng. 2020, 148, 106205. [Google Scholar] [CrossRef]
- Kallitsis, E.; Korre, A.; Kelsall, G.; Kupfersberger, M.; Nie, Z. Environmental Life Cycle Assessment of the Production in China of Lithium-Ion Batteries with Nickel-Cobalt-Manganese Cathodes Utilising Novel Electrode Chemistries. J. Clean. Prod. 2020, 254, 120067. [Google Scholar] [CrossRef]
- Grudinsky, P.I.; Dyubanov, V.G.; Kozlov, P.A. Copper Smelter Dust Is a Promising Material for the Recovery of Nonferrous Metals by the Waelz Process. Inorg. Mater. Appl. Res. 2019, 10, 496–501. [Google Scholar] [CrossRef]
- Murakami, Y.; Matsuzaki, Y.; Murakami, K.; Hiratani, S.; Shibayama, A.; Inoue, R. Recovery Rates of Used Rechargeable Lithium-Ion Battery Constituent Elements in Heat Treatment. Metall. Mater. Trans. B 2020, 51, 1355–1362. [Google Scholar] [CrossRef]
- Halli, P.; Hamuyuni, J.; Revitzer, H.; Lundström, M. Selection of Leaching Media for Metal Dissolution from Electric Arc Furnace Dust. J. Clean. Prod. 2017, 164, 265–276. [Google Scholar] [CrossRef]
- Aromaa, J.; Kekki, A.; Stefanova, A.; Makkonen, H.; Forsén, O. New Hydrometallurgical Approaches for Stainless Steel Dust Treatment. Miner. Process. Extr. Metall. 2016, 125, 242–252. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Co | Fe | Mn | Al | Cu | Si | Zn | Ni | Ag | Li | C |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean | 22.0 | 6.51 | 0.75 | 3.88 | 4.69 | 0.37 | 0.11 | 2.71 | 0.32 | 2.24 | 20.5 |
| Std. Dev. | 0.14 | 0.12 | 0.00 | 0.05 | 0.02 | 0.07 | 0.00 | 0.04 | 0.01 | 0.02 | 0.27 |
| Compound Formula | Name According to Database | Solid Transition | Melting Point | Li-Content in wt.% |
|---|---|---|---|---|
| (Li2O)2(SiO2) | Lithium Orthosilicate | - | 1254.85 °C | 23.17 |
| LiAlO2 | Lithium Aluminium Oxide | - | 1699.85 °C | 10.53 |
| Li2SiO3 | Lithium Silicate | - | 1200.85 °C | 15.43 |
| Li2Si2O5 | Lithium Silicate | 935.85 °C | 1033.85 °C | 9.25 |
| (Li2O)(Al2O3)(SiO2)4 | Spodumene | 736.46 °C | - | 3.73 |
| LiAlSiO4 | Eucryptite | 1026.85 °C | - | 5.51 |
| LiAlSi2O6 | Spodumene | 720.04 °C | - | 3.73 |
| LiAlSi4O10 | Petalite | - | - | 2.27 |
| Trial No. | Black Mass in g | Addition in g Per 100 g Black Mass | Solidification Condition | Metal in g | Slag in g | Weight Loss in % | Adjusted Weight Loss in % | |
|---|---|---|---|---|---|---|---|---|
| SiO2 | CuO | |||||||
| 1 | 3500.0 | 20.0 | 95.0 | Mould | 3462.6 | 1015.6 | 40.5 | 18.9 |
| 2 | 3500.0 | 20.0 | 90.0 | Crucible | 3511.9 | 1246.8 | 35.3 | 13.7 |
| 3 | 3500.0 | 20.0 | 80.0 | Crucible | 3080.0 | 992.7 | 47.3 | 25.0 |
| 4 | 3500.0 | 20.0 | 65.0 | Mould | 2958.3 | 851.1 | 41.2 | 19.4 |
| 5 | 3500.0 | 10.0 | 92.3 | Mould | 3393.8 | 742.2 | 41.6 | 19.0 |
| 6 | 3500.0 | 10.0 | 96.3 | Crucible | 3401.4 | 714.0 | 43.0 | 20.4 |
| Trial No. | Mass in g | Composition in wt.% | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Li | Cu | Co | Ni | C | SiO2 | Al2O3 | Fe2O3 | Mn3O4 | BaO | ||
| Method | ICP-OES | Combustion | XRF | ||||||||
| 1 | 1015.6 | 5.53 | 0.23 | 0.09 | 0.01 | 0.029 | 56.2 | 22.0 | 0.52 | 2.25 | 0.57 |
| 2 | 1246.8 | 5.18 | 1.4 | 1.44 | 0.05 | 0.035 | 53.4 | 20.2 | 2.25 | 2.23 | 0.50 |
| 3 | 992.7 | 5.84 | 0.39 | 0.41 | 0.05 | 0.120 | 49.7 | 27.1 | 0.67 | 1.69 | 0.69 |
| 4 | 851.1 | 6.24 | 0.40 | 0.25 | 0.03 | 0.285 | 46.5 | 30.2 | 0.22 | 0.84 | 0.76 |
| 5 | 742.2 | 6.77 | 0.35 | 0.07 | 0.01 | 0.238 | 43.1 | 32.2 | 0.31 | 2.12 | 0.87 |
| 6 | 714.0 | 7.40 | 0.10 | 0.06 | 0.01 | 0.184 | 41.8 | 33.4 | 0.14 | 0.70 | 0.83 |
| Element | Cu | Co | Ni | Fe | Mn | Si | Li |
|---|---|---|---|---|---|---|---|
| wt.% | 66.1–65.0 | 20.2–19.9 | 2.83–2.68 | 8.05–7.69 | 0.58–0.55 | 3.18–3.10 | 0.074–0.070 |
| β-Eucryptite [51] | β-Spodumene [49] | γ-Spodumene [49] | |||
|---|---|---|---|---|---|
| Raman Shift | Characteristic | Raman Shift | Characteristic | Raman Shift | Characteristic |
| 187 | m 1,2 | 184 | m 1 | ||
| 233 | vw | ||||
| 282 | w, bd | 288 | w | ||
| 352 | m | ||||
| 412 | w | ||||
| 466 | (sh) | 440 | (sh) 1 | ||
| 483 | s | 492 | s | 480 | s |
| 636 | vw | ||||
| 711 | w | ~720 | vw, bd | ||
| 762 | w | 770 | w, bd | 742 | vw, bd |
| 864 | vw, bd | ||||
| 987 | w | 990 | (sh) | ||
| 1032 | s | ||||
| 1049 | (sh) | 1044 | (sh) | ||
| 1067 | vw | ||||
| 1086 | m | 1088 | w, bd | ||
| 1099 | w | 1094 | w, bd | ||
| Slag System | Low Aluminium Content | High Manganese Content | High Aluminium Content |
|---|---|---|---|
| Al2O3 | 33.57 | 44.52 | 47.37 |
| CaO | 23.46 | 16.08 | 23.42 |
| Li2O | 11.04 | 8.29 | 8.96 |
| MnO2 | 0.31 | 9.52 | 0.36 |
| MgO | 5.11 | 1.44 | 2.65 |
| SiO2 | 21.25 | 17.52 | 12.81 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sommerfeld, M.; Vonderstein, C.; Dertmann, C.; Klimko, J.; Oráč, D.; Miškufová, A.; Havlík, T.; Friedrich, B. A Combined Pyro- and Hydrometallurgical Approach to Recycle Pyrolyzed Lithium-Ion Battery Black Mass Part 1: Production of Lithium Concentrates in an Electric Arc Furnace. Metals 2020, 10, 1069. https://doi.org/10.3390/met10081069
Sommerfeld M, Vonderstein C, Dertmann C, Klimko J, Oráč D, Miškufová A, Havlík T, Friedrich B. A Combined Pyro- and Hydrometallurgical Approach to Recycle Pyrolyzed Lithium-Ion Battery Black Mass Part 1: Production of Lithium Concentrates in an Electric Arc Furnace. Metals. 2020; 10(8):1069. https://doi.org/10.3390/met10081069
Chicago/Turabian StyleSommerfeld, Marcus, Claudia Vonderstein, Christian Dertmann, Jakub Klimko, Dušan Oráč, Andrea Miškufová, Tomáš Havlík, and Bernd Friedrich. 2020. "A Combined Pyro- and Hydrometallurgical Approach to Recycle Pyrolyzed Lithium-Ion Battery Black Mass Part 1: Production of Lithium Concentrates in an Electric Arc Furnace" Metals 10, no. 8: 1069. https://doi.org/10.3390/met10081069
APA StyleSommerfeld, M., Vonderstein, C., Dertmann, C., Klimko, J., Oráč, D., Miškufová, A., Havlík, T., & Friedrich, B. (2020). A Combined Pyro- and Hydrometallurgical Approach to Recycle Pyrolyzed Lithium-Ion Battery Black Mass Part 1: Production of Lithium Concentrates in an Electric Arc Furnace. Metals, 10(8), 1069. https://doi.org/10.3390/met10081069