Splashing Simulation of Liquid Steel Drops during the Ruhrstahl Heraeus Vacuum Process



Abstract
:1. Introduction
2. Experimental Procedures and Modeling
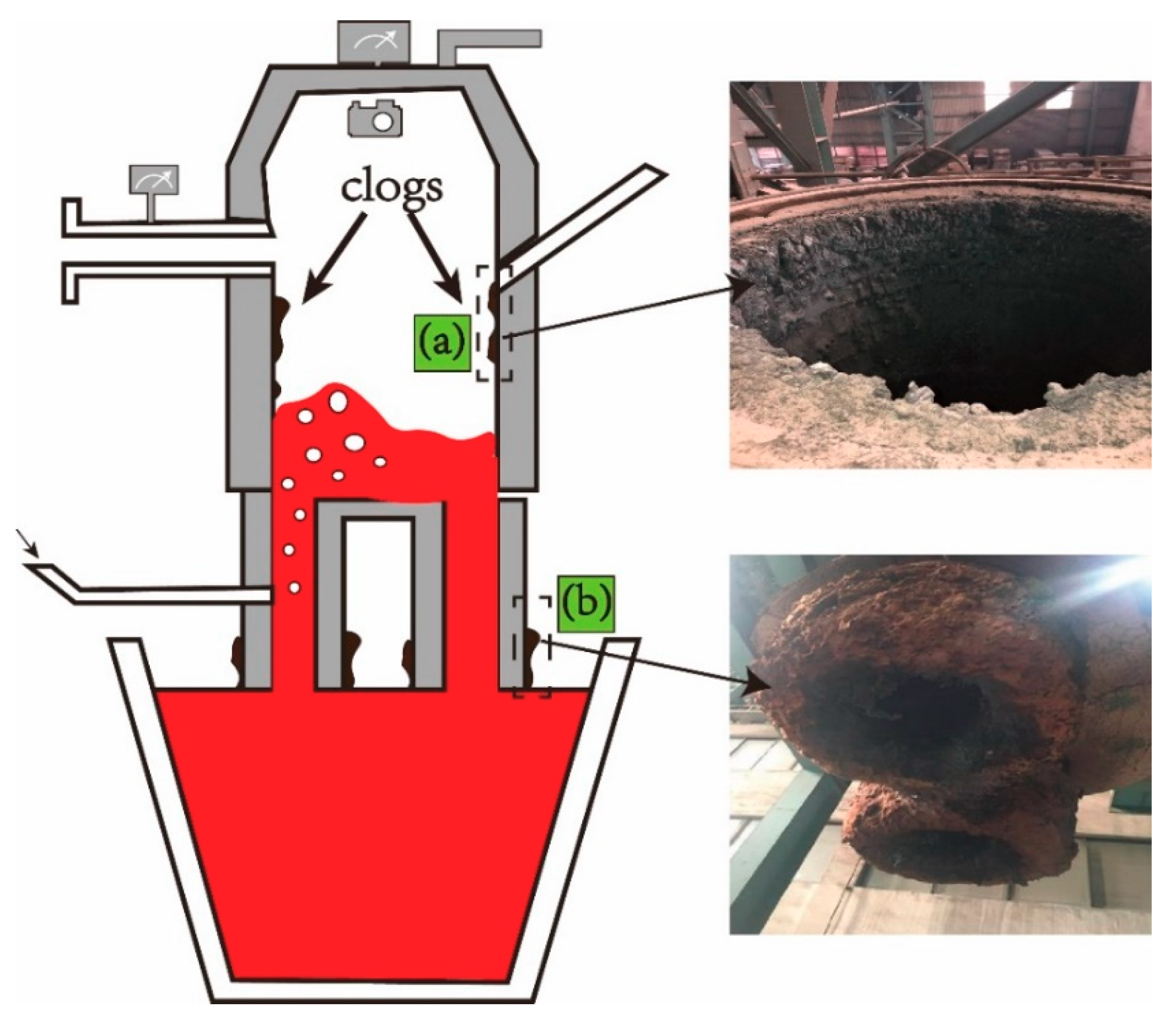
2.1. Experimental Procedures
2.2. Mathematical Modeling
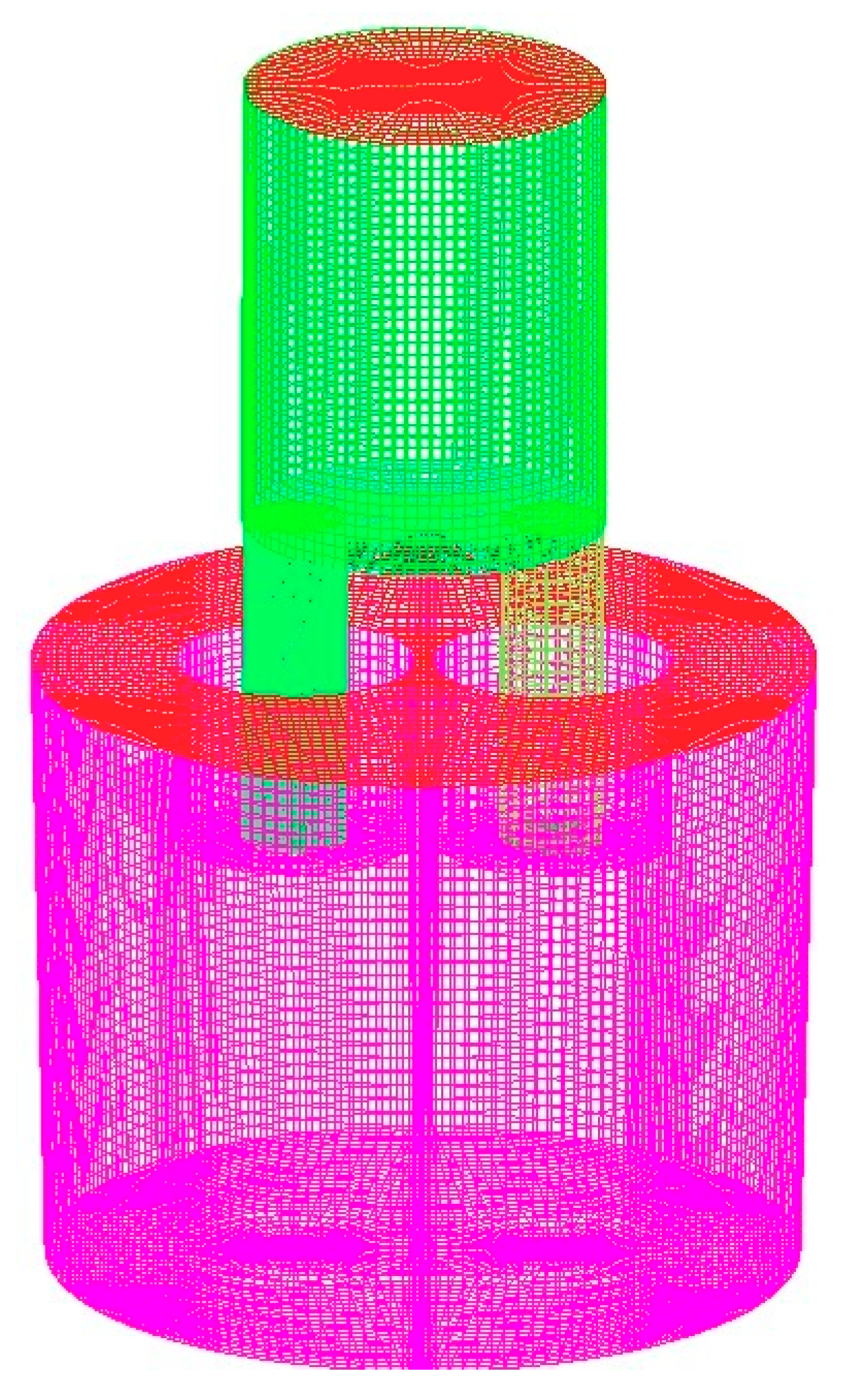
2.2.1. Geometric Dimension and Grid Division
2.2.2. Basic Assumptions
2.2.3. Governing Equations
2.2.4. Boundary Conditions
3. Results and Discussion
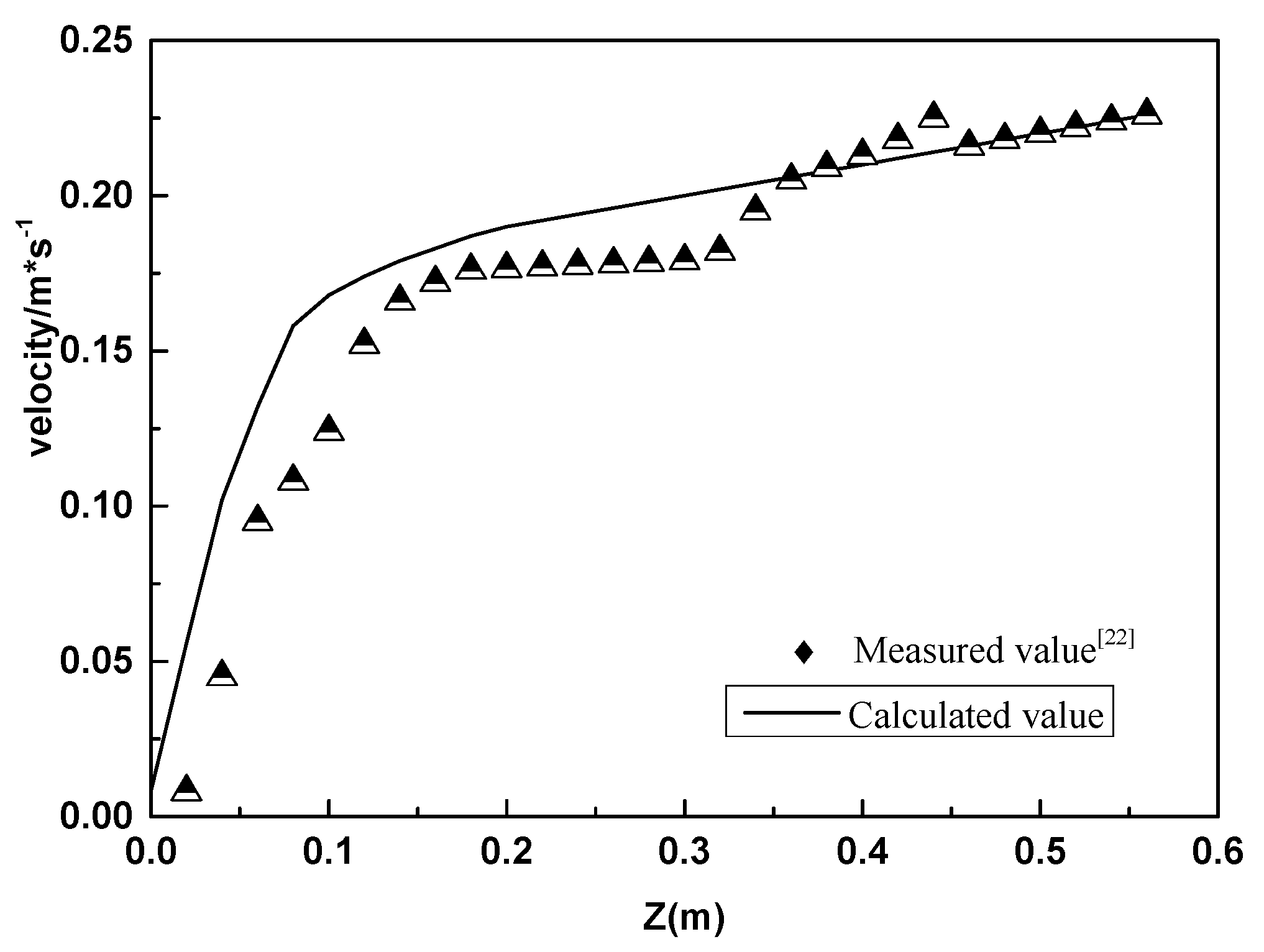
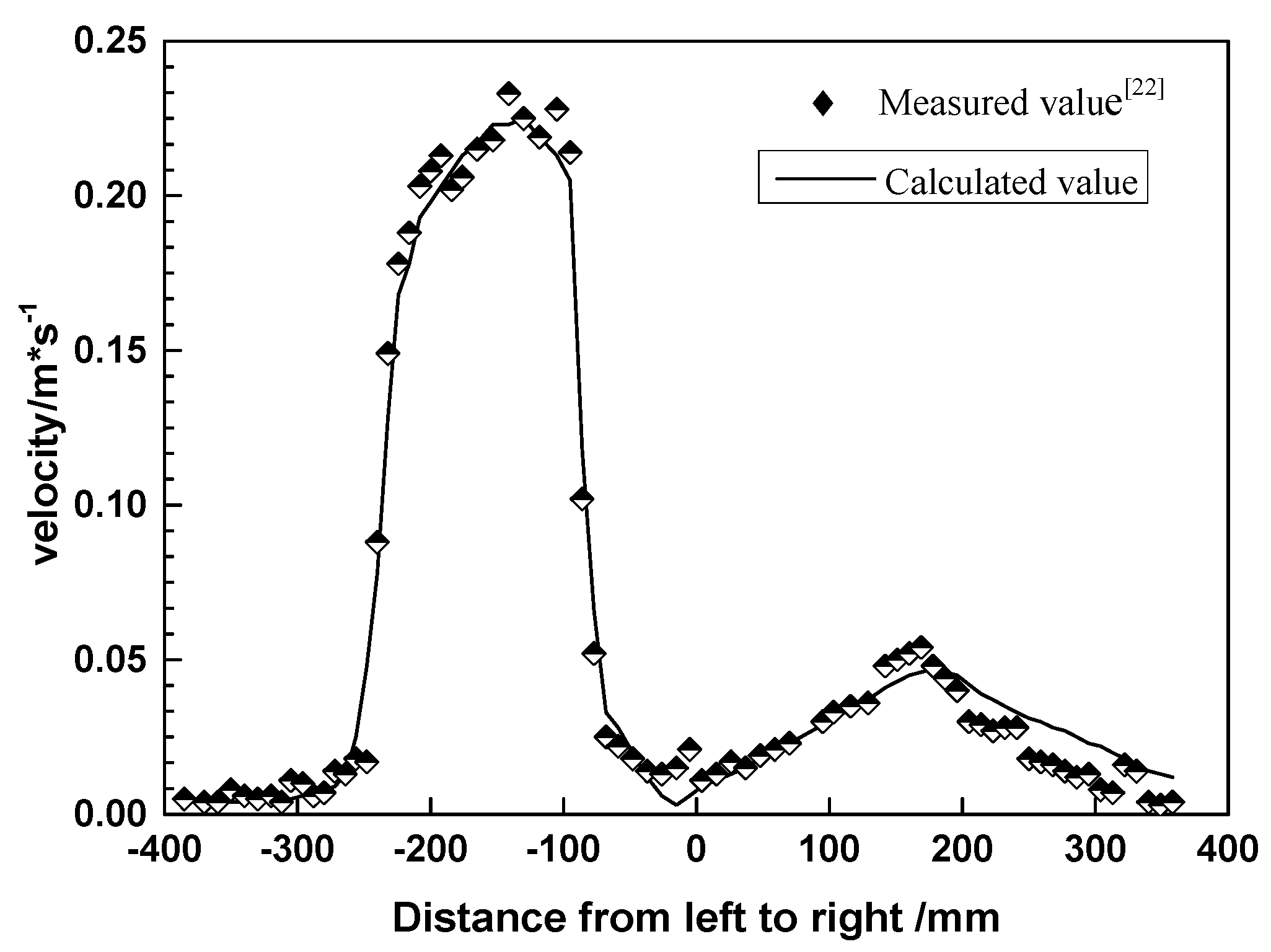
3.1. Model Validation
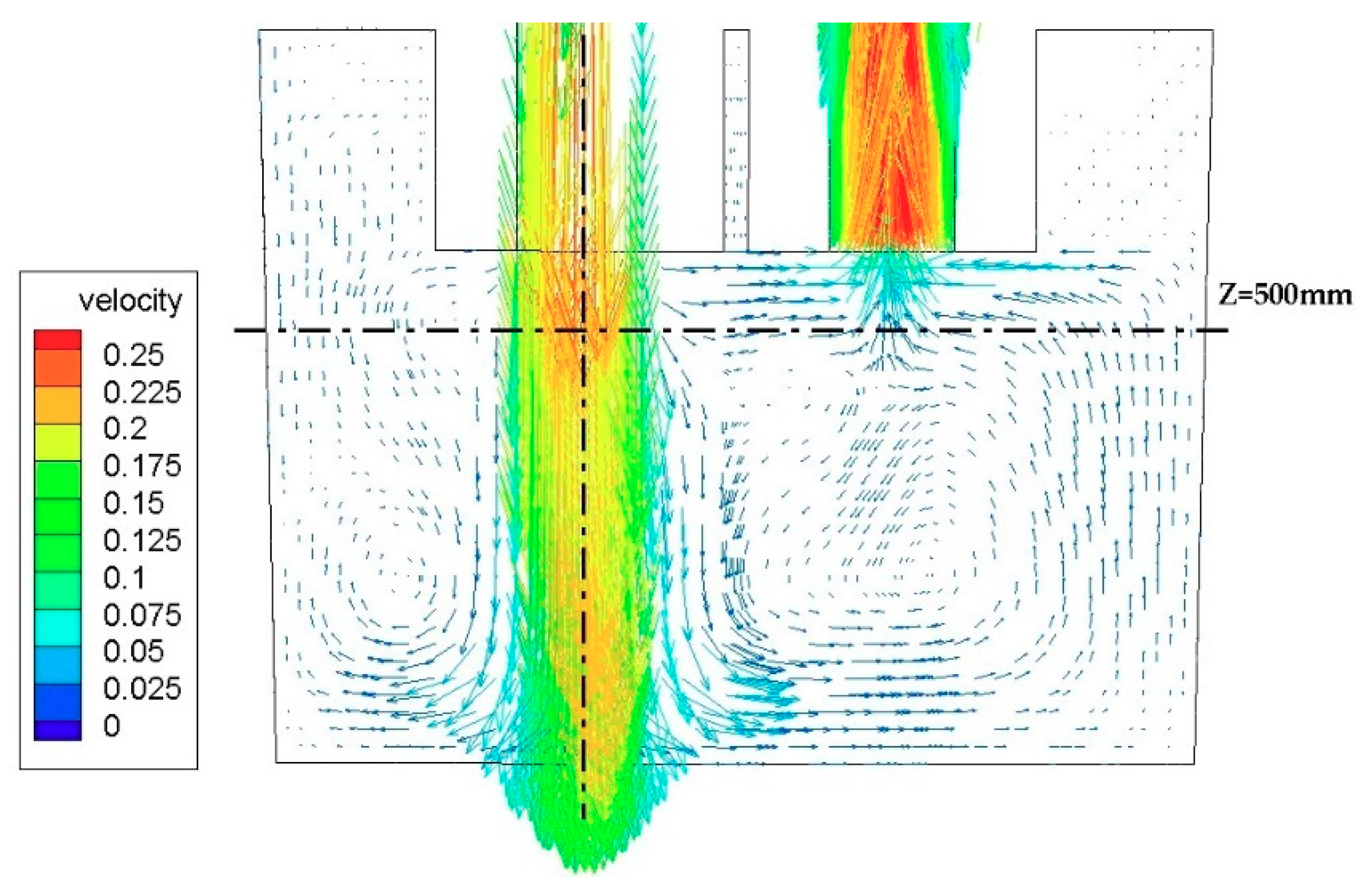
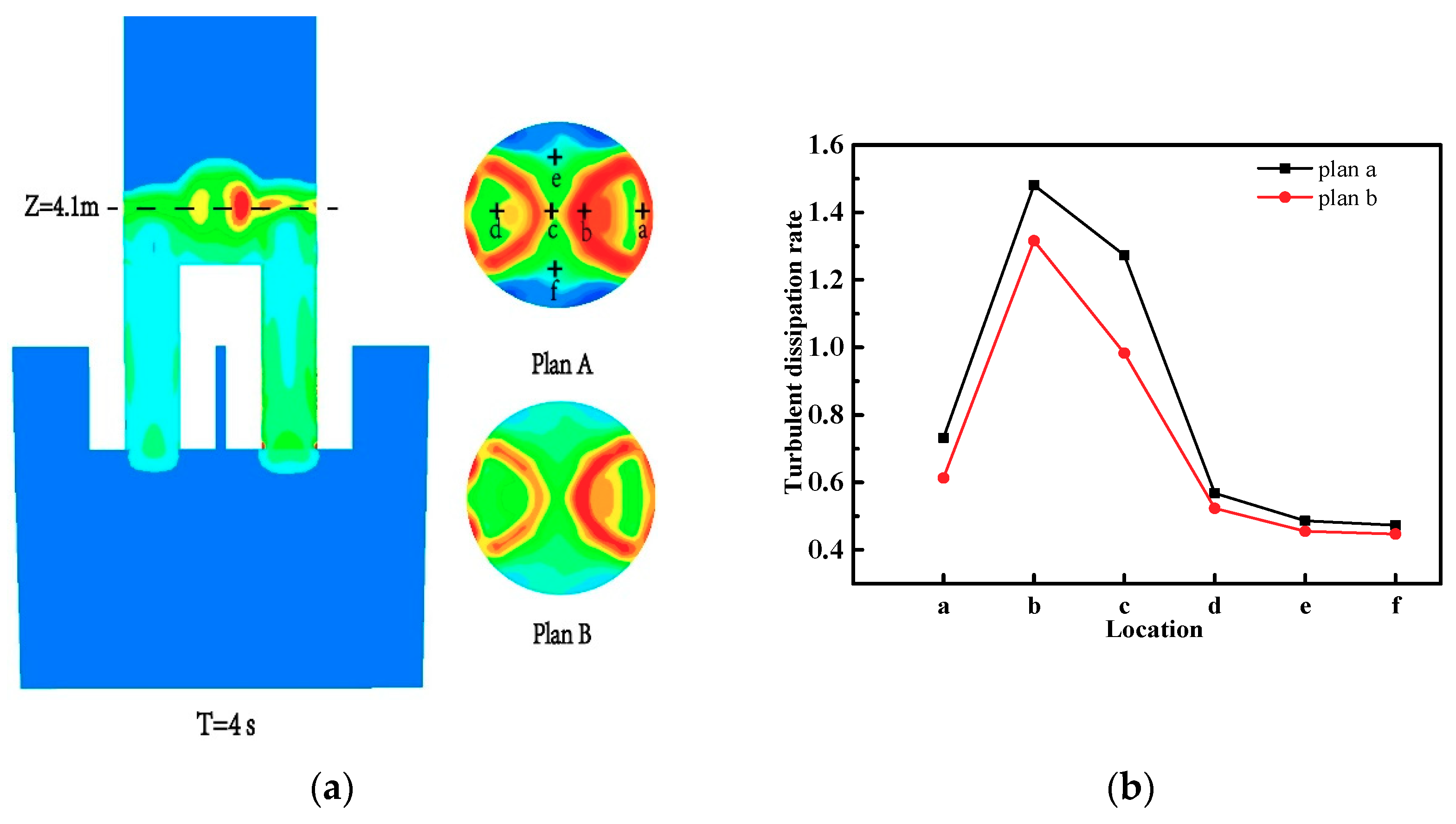
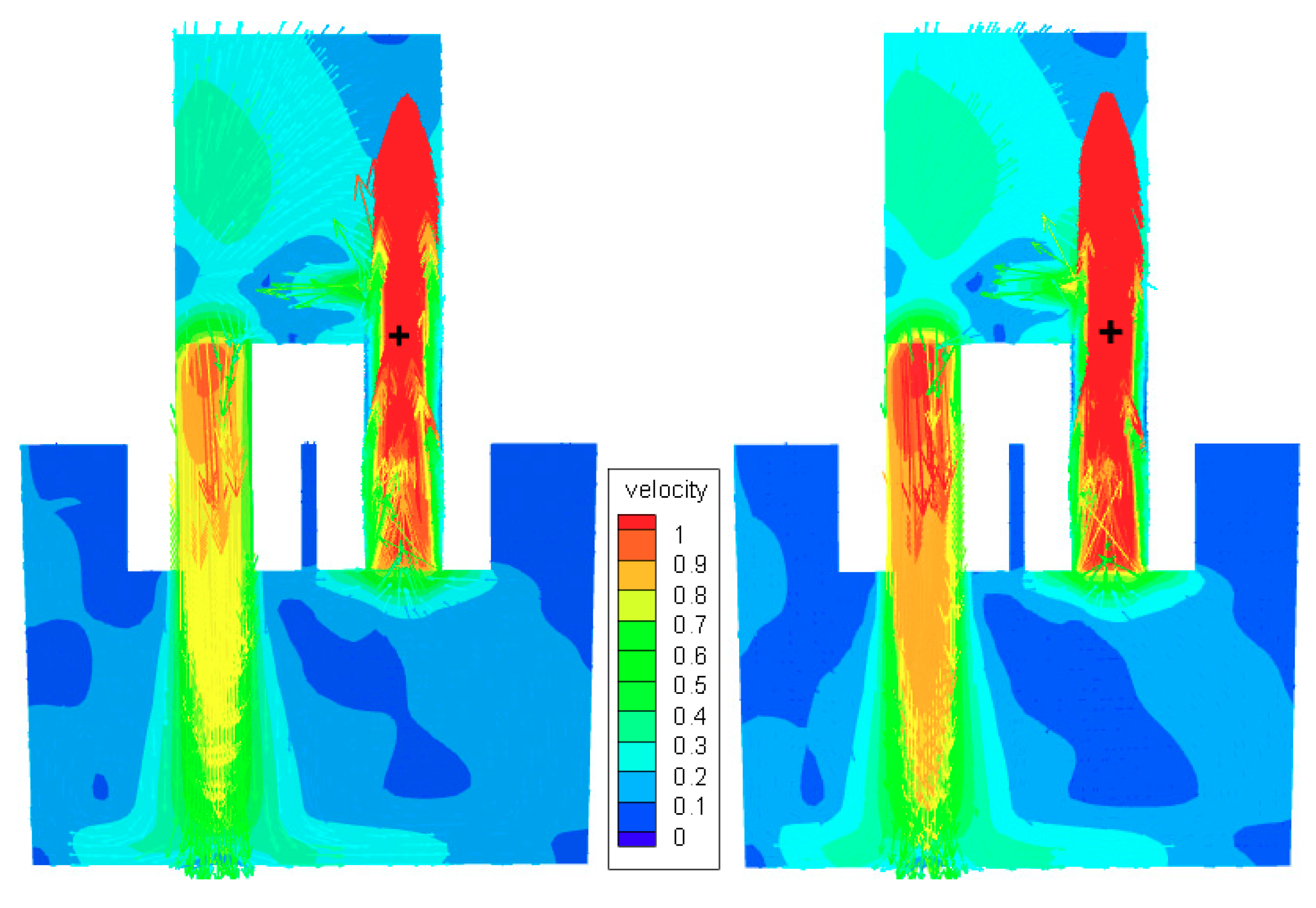
3.2. Flow Characteristics of Molten Steel in RH Vacuum Reactor
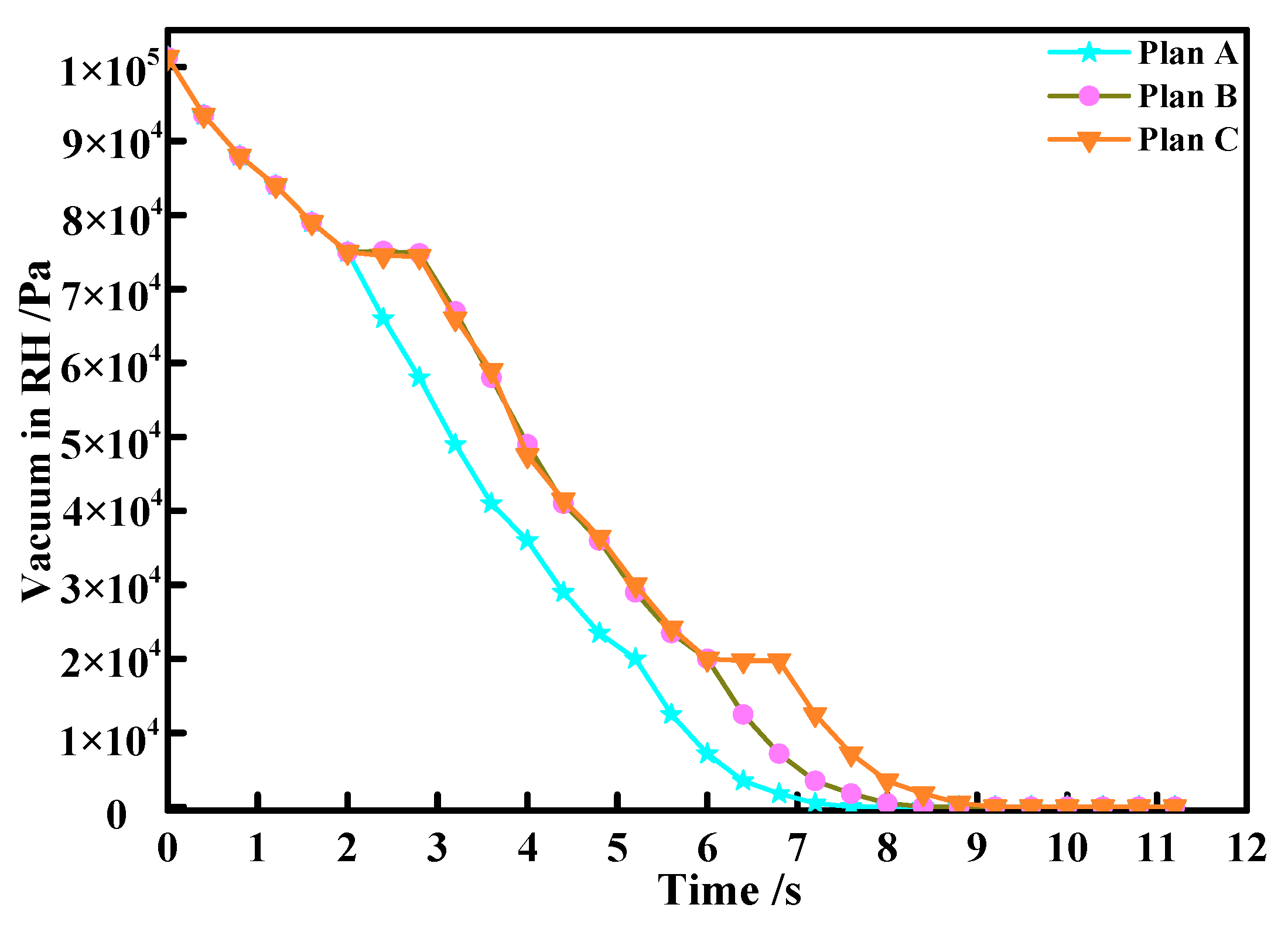
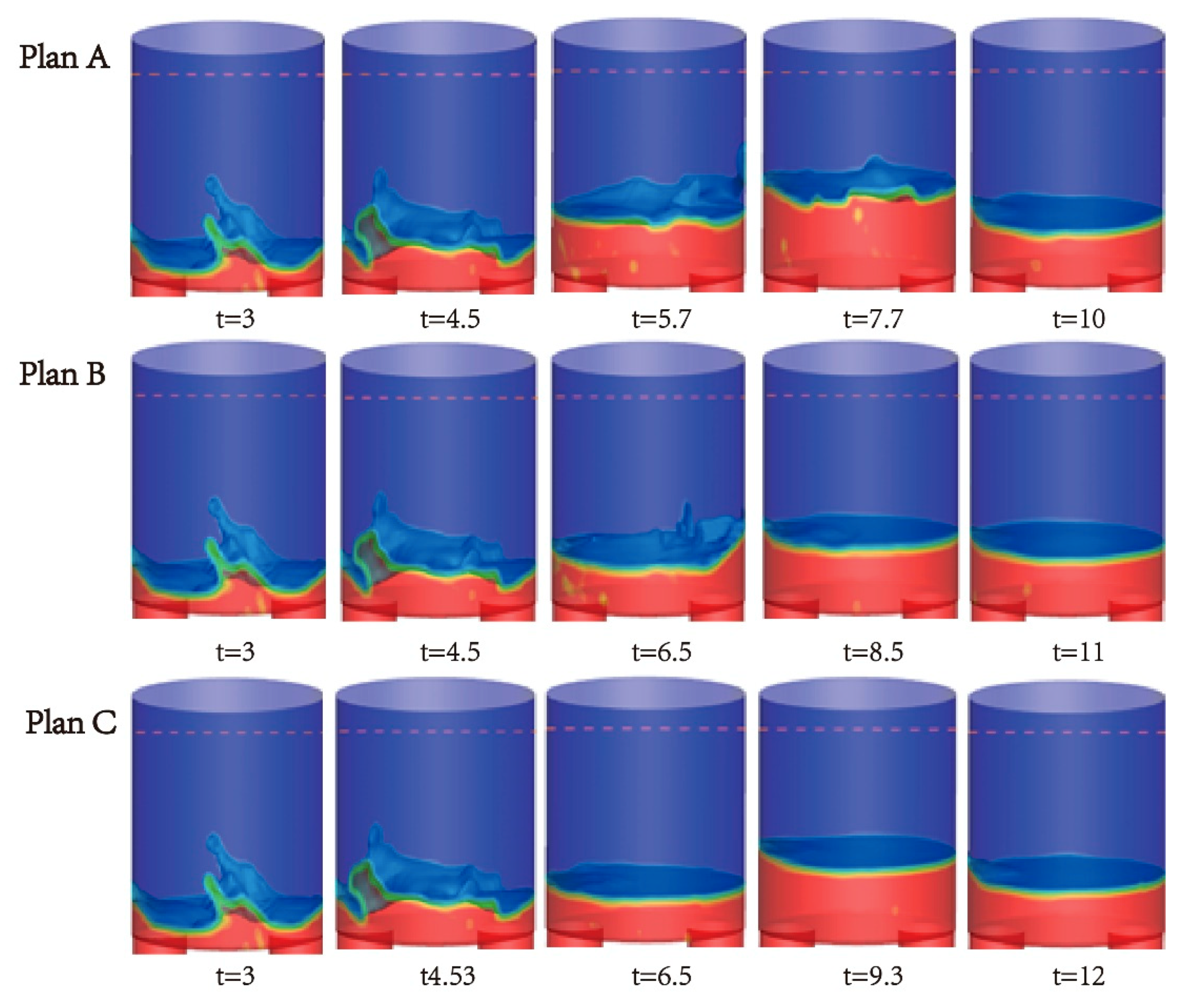
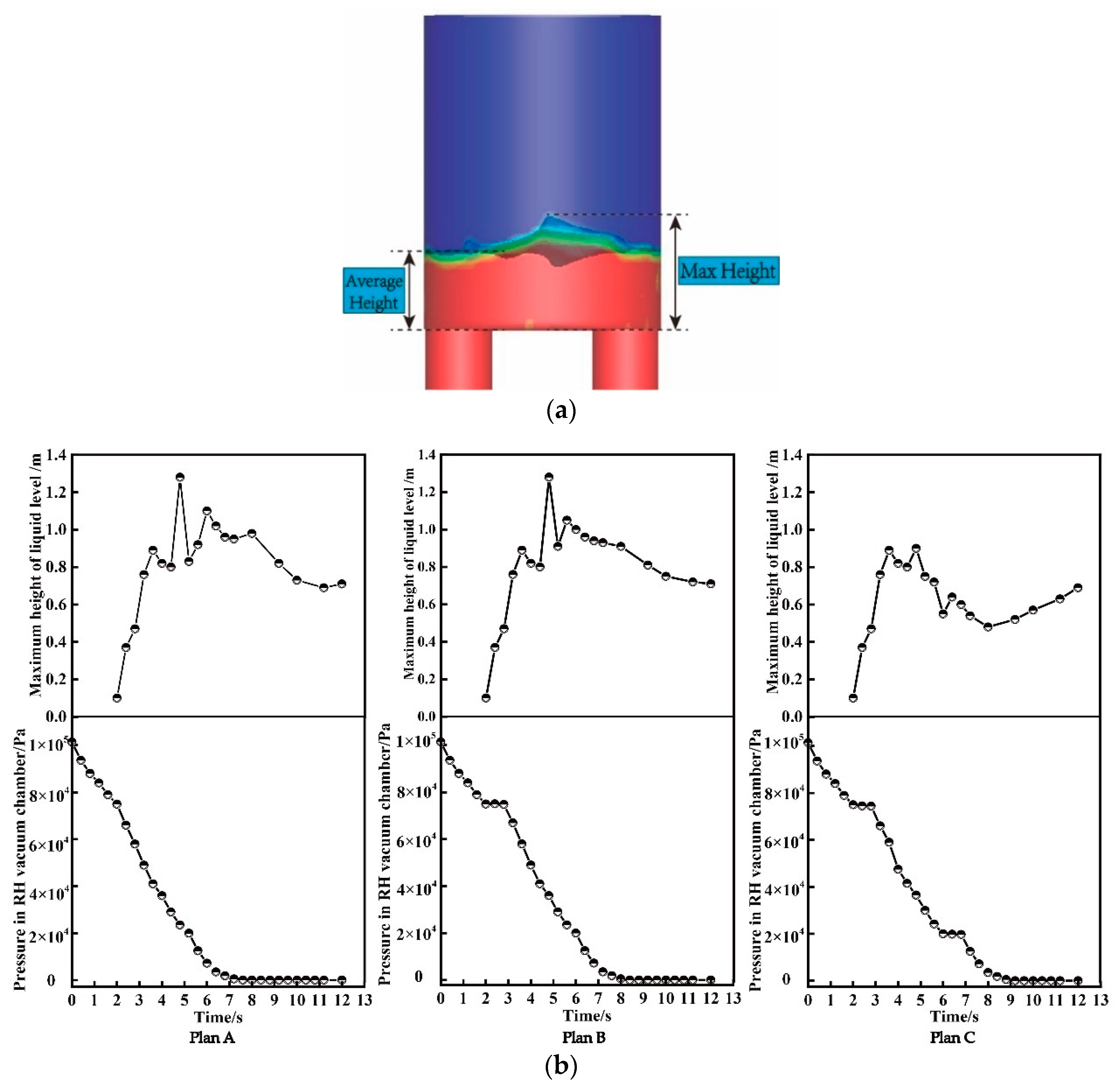
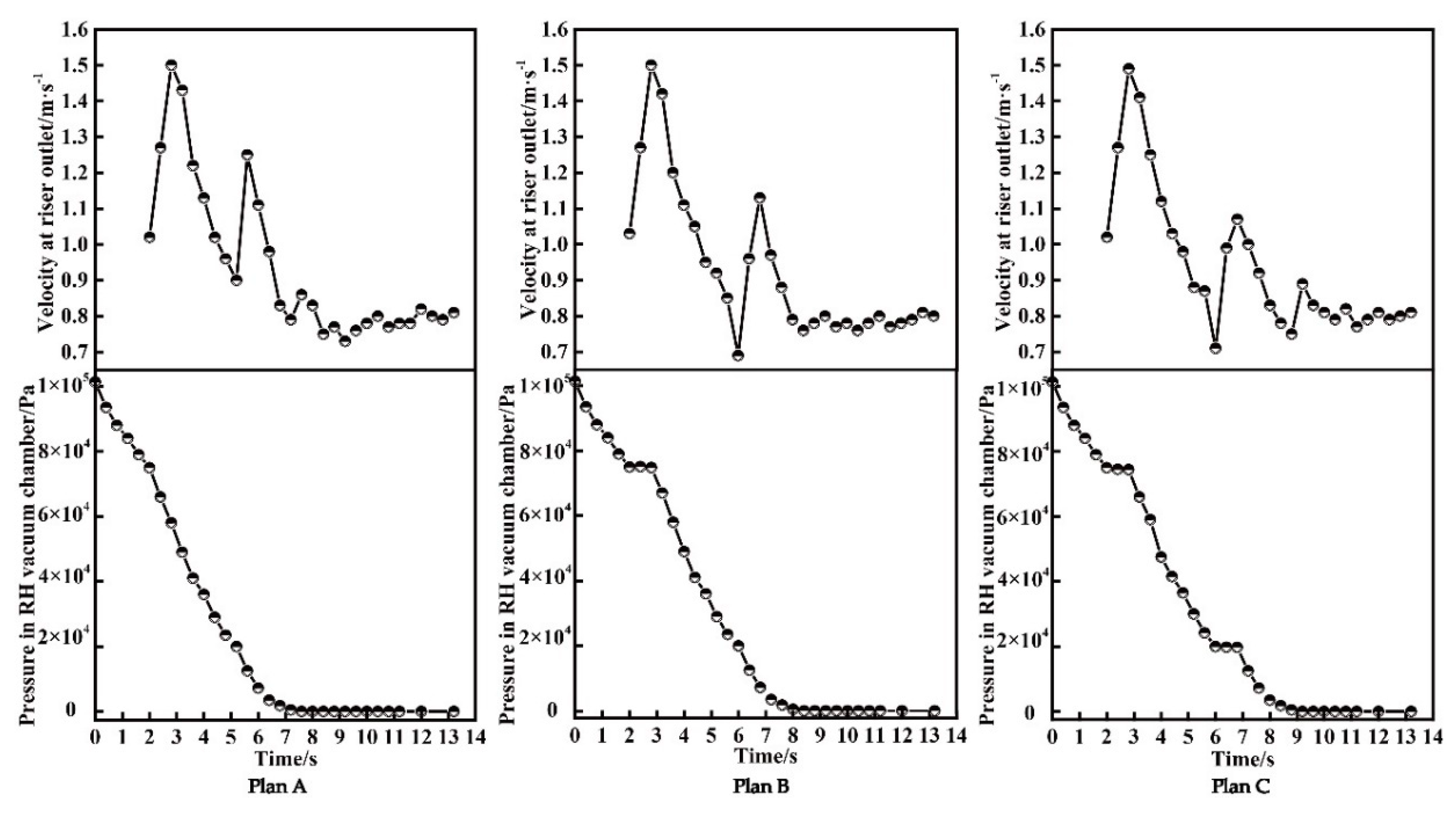
3.3. Splashing under Different Pressure Modes
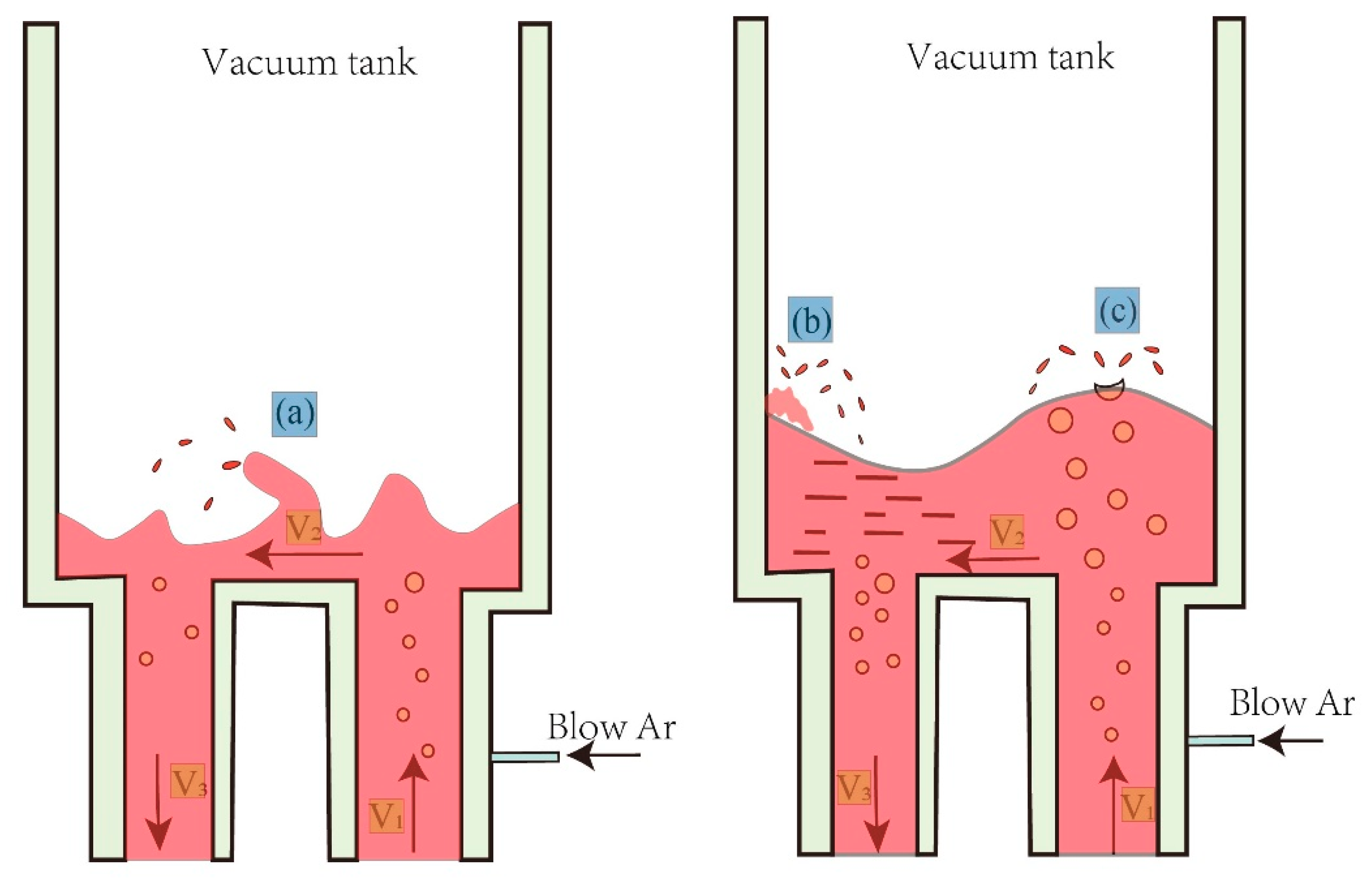
3.4. Analysis of RH Vacuum Splashing Mechanism
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| Acronyms | |
| RH | Ruhrstahl Heraeus |
| VOF | Volume of Fluid |
| DPM | Discrete Phase Model |
| EAF | Electric Arc Furnace |
| LF | Ladle Furnace |
| CCM | Continuous Casting Machine |
| Nomenclature | |
| αl, g, s | volume fraction of molten steel, top gas, and slag |
| ρm, ρi | density of the mixture and phase i, kg/m3 |
| σij | interfacial tension between two phases, N/m |
| μm | volume average dynamic viscosity of mixed phase, Pa·S; |
| Greek Letters | |
| CD | drag coefficients |
| dg | diameter of the bubble, m |
| Fm | the momentum exchange between discrete and continuous phases, N/m3 |
| drag force on a single bubble, (m/s) | |
| acceleration vector of gravity, m/s2 | |
References
- Huang, X. Principles of Iron and Steel Metallurgy; Metallurgical Industry Press: Beijing, China, 1986; pp. 122–256. [Google Scholar]
- Guo, J.; Bao, Y. RH rapid decarbonization process based on data statistics and exhaust gas analysis. J. Eng. Sci. 2018, 40, 138–146. [Google Scholar]
- Geng, D.; Lei, H.; He, J. Numerical simulation of the multiphase flow in the Rheinsahl–Heraeus (RH) system. Metall. Mater. Trans. B 2010, 41, 234–247. [Google Scholar] [CrossRef]
- Ling, H.; Zhang, L. Numerical Simulation of Gas and Liquid Two-Phase Flow in the RH Process; Springer: New York, NY, USA, 2019; Volume 50. [Google Scholar]
- Wu, Q. Control of splashing in decarbonization process of RH vacuum furnace. Vacuum 2012, 49, 21–24. [Google Scholar]
- Nakamura, O.; Numata, M.; Takatani, K. Numerical simulation of gas-liquid circulation flow of RH. Tetsu-To-Hagane 2015, 101, 123–128. [Google Scholar] [CrossRef] [Green Version]
- Han, J.; Wang, X.; Ba, D. Coordinated analysis of multiple factors of argon blowing parameters on the effect of circulation flow rate in RH vacuum refining process. Vacuum 2014, 109, 68–73. [Google Scholar] [CrossRef]
- Jie, Z.; Yang, H.; Liu, J.; Yan, B. The effects of Soluble Gas Floatation Technology on the flow field of ladle and inclusion removal in RH refine process. Vacuum 2019, 168, 1562417. [Google Scholar]
- Chen, S.; Hong, L.; Meng, W.; Zhao, D. Two-way coupling calculation for multiphase flow and decarburization during RH refining. Vacuum 2019, 167, 1–590. [Google Scholar] [CrossRef]
- Yamoah, S.; Martínez-Cuenca, R.; Monrós, G.; Chiva, S.; Macián-Juan, R. Numerical investigation of models for drag, lift, wall lubrication and turbulent dispersion forces for the simulation of gas-liquid two-phase flow. Chem. Eng. Res. Des. 2015, 98, 17–35. [Google Scholar] [CrossRef]
- Ling, H.; Zhang, L.A. Mathematical model for prediction of carbon concentration during RH refining process. Metall. Mater. Trans. 2018, 26, 997. [Google Scholar] [CrossRef]
- Zhang, J.; Liang, L.; Zhao, X.; Lei, S.; Dong, Q. Mathematical model for decarburization process in RH refining process. ISIJ Int. 2014, 54, 2709–2721. [Google Scholar] [CrossRef] [Green Version]
- Zhao, L.; Guo, J.; Xu, J.; Zhang, C. Research on bubble behavior in RH vacuum chamber. J. Eng. Sci. 2018, 40, 453–460. [Google Scholar]
- Tatsuoka, T.; Kamata, C.; Ito, K. Expansion of injected gas bubble and its effects on bath mixing under reduced pressure. ISIJ Int. 1997, 37, 557–561. [Google Scholar] [CrossRef]
- Yoshitomi, K.; Nagase, M.; Uddin, M.A.; Kato, Y. Fluid mixing in ladle of RH degasser induced by down flow. ISIJ Int. 2016, 56, 1119–1123. [Google Scholar] [CrossRef] [Green Version]
- Van Ende, M.A.; Kim, Y.O.; Cho, M.; Choi, J.; Jung, I. A kinetic model for the Ruhrstahl Heraeus (RH) degassing process. Metall. Mater. Trans. B 2011, 42, 477–489. [Google Scholar] [CrossRef]
- Dou, W.; Lei, H.; Zhu, M. Numerical simulation of 70 t single tube RH metallurgical transport behavior. J. Cent. South Univ. 2019, 3, 9. [Google Scholar]
- Zhu, B.; Kinnor, C.; Hu, X.; Zhang, B.; Liu, Q.; Chen, Z. Optimization of sampling location in the ladle during RH vacuum refining process. Vacuum 2018, 152, 48–55. [Google Scholar] [CrossRef]
- Feng, K.; Liu, A.; Dai, K.; Feng, S.; Ma, J.; Xie, J.; Wang, B.; Yu, Y.; Zhang, J. Effect of gas rate and position of powder injection on RH refining process using numerical simulation. Powder Technol. 2017, 314, 649–659. [Google Scholar] [CrossRef]
- Chen, G.; He, S. Modeling fluid flow and carbon removal in the ruhrstahl–heraeus reactor: Considering the pumping process. Ind. Eng. Chem. Res. 2019, 58, 18855–18865. [Google Scholar] [CrossRef]
- Wu, J.; Ren, T. The technique of circumfluence control for molten steel in RH. Heavy Mach. 2005, 4, 1903266. [Google Scholar]
- Singh, U.; Anapagaddi, R.; Mangal, S.; Padmanabhan, K.A.; Singh, A.K. Multiphase modeling of bottom-stirred ladle for prediction of slag–steel interface and estimation of desulfurization behavior. Metall. Mater. Trans. B 2016, 47, 1804–1816. [Google Scholar] [CrossRef]
- Calderon-Ramos, I.; Morales, R.D. Influence of turbulent flows in the nozzle on melt flow within a slab mold and stability of the metal–flux interface. Metall. Mater. Trans. B 2016, 47, 1866–1881. [Google Scholar] [CrossRef]
- Brackbill, J.U.; Kothe, D.B.; Zemach, C.A. Continuum Method for Modeling Surface Tension. J. Comput. Phys. 1992, 100, 335–354. [Google Scholar] [CrossRef]
- Schiller, L.; Naumann, Z.A. Drag coefficient correlation. Z. Ver. Dtsch. Ing. 1935, 77, 318–320. [Google Scholar]
- Ling, H.; Zhang, L. Investigation on the effect of nozzle number on the recirculation rate and mixing time in the RH process using VOF + DPM model. Metall. Mater. Trans. B 2016, 47, 1950–1961. [Google Scholar] [CrossRef]
- Chen, G. Numerical Simulation of Fluid Flow and Inclusion Behavior in RH Vacuum Refining Process. Ph.D. Thesis, Chongqing University, Chongqing, China, 2017. [Google Scholar]
- Li, F. Study on Fluid Flow and Inclusion Behavior in RH Refining Process. Ph.D. Thesis, Beijing University of Science and Technology, Beijing, China, 2016. [Google Scholar]
- Zhang, L.; Sun, Y.; Zhu, J. Numerical simulation and application of molten steel flow in RH refining process. J. Beijing Univ. Sci. Technol. 2009, 31, 821–825. [Google Scholar]
- Deng, L.; Li, M.; Li, Q.; Zou, Z. Numerical simulation of splashing behavior in converter. J. Mater. Metall. 2016, 15, 25. [Google Scholar]
- Song, Y.; Ning, Z.; Sun, C.; Yan, K.; Fu, J. The movement pattern and splashing mechanism of droplets impinging on wet wall. J. Mech. 2013, 45, 833–842. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Als |
|---|---|---|---|---|---|
| 0.48–0.51 | 0.26–0.30 | 0.60–0.90 | <0.020 | <0.015 | 0.020–0.030 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Internal height of vacuum chamber/mm | 9910 | Immersion tube length/mm | 975 |
| Vacuum chamber diameter/mm | 1744 | Lift gas flow/NL·min−1 | Max.120 |
| Inner diameter of immersion tube/mm | 500 | Center line distance of impregnated pipe/mm | 1244 |
| Number of argon supply nozzles | 10 | Ultimate vacuum/Pa | ≤28 |
| Pumping capacity of vacuum pump/kgh−1 | 500–2800 | / | |
| Control Pump | Level 4 Pump Opening Time/s | Level 3 Pump Opening Time/s | Interval/s | Level 2 Pump Opening Time/s | Interval/s | Level 1 Pump Opening Time/s | Time to Reach the Limit Vacuum/s | |
|---|---|---|---|---|---|---|---|---|
| Scheme | ||||||||
| Plan A | 0 | 2 | 0 | 5.2 | 0 | 7.2 | 7.6 | |
| Plan B | 0 | 2 | 0.8 | 6 | 0 | 8 | 8.4 | |
| Plan C | 0 | 2 | 0.8 | 6 | 0.8 | 8.8 | 9.2 | |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Ladle bottom diameter/mm | 3650 | Liquid density/kg·m−3 | 7020 |
| Ladle top diameter/mm | 3790 | Viscosity/Pa·s | 0.006 |
| Ladle depth/mm | 3250 | Gas density/kg·m−3 | 1.623 |
| Inner diameter of immersion tube/mm | 500 | Liquid surface tension/N·m−1 | 1.823 |
| Immersion tube length/mm | 975 | Liquid temperature/K | 1873 |
| Blow hole diameter/mm | 6 | Blow hole number | 10 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Z.-j.; Wang, M.; Song, L.; Bao, Y.-p. Splashing Simulation of Liquid Steel Drops during the Ruhrstahl Heraeus Vacuum Process. Metals 2020, 10, 1070. https://doi.org/10.3390/met10081070
Zhao Z-j, Wang M, Song L, Bao Y-p. Splashing Simulation of Liquid Steel Drops during the Ruhrstahl Heraeus Vacuum Process. Metals. 2020; 10(8):1070. https://doi.org/10.3390/met10081070
Chicago/Turabian StyleZhao, Zhi-jian, Min Wang, Lei Song, and Yan-ping Bao. 2020. "Splashing Simulation of Liquid Steel Drops during the Ruhrstahl Heraeus Vacuum Process" Metals 10, no. 8: 1070. https://doi.org/10.3390/met10081070
APA StyleZhao, Z. -j., Wang, M., Song, L., & Bao, Y. -p. (2020). Splashing Simulation of Liquid Steel Drops during the Ruhrstahl Heraeus Vacuum Process. Metals, 10(8), 1070. https://doi.org/10.3390/met10081070