Industrial Recycling of Lithium-Ion Batteries—A Critical Review of Metallurgical Process Routes


Abstract
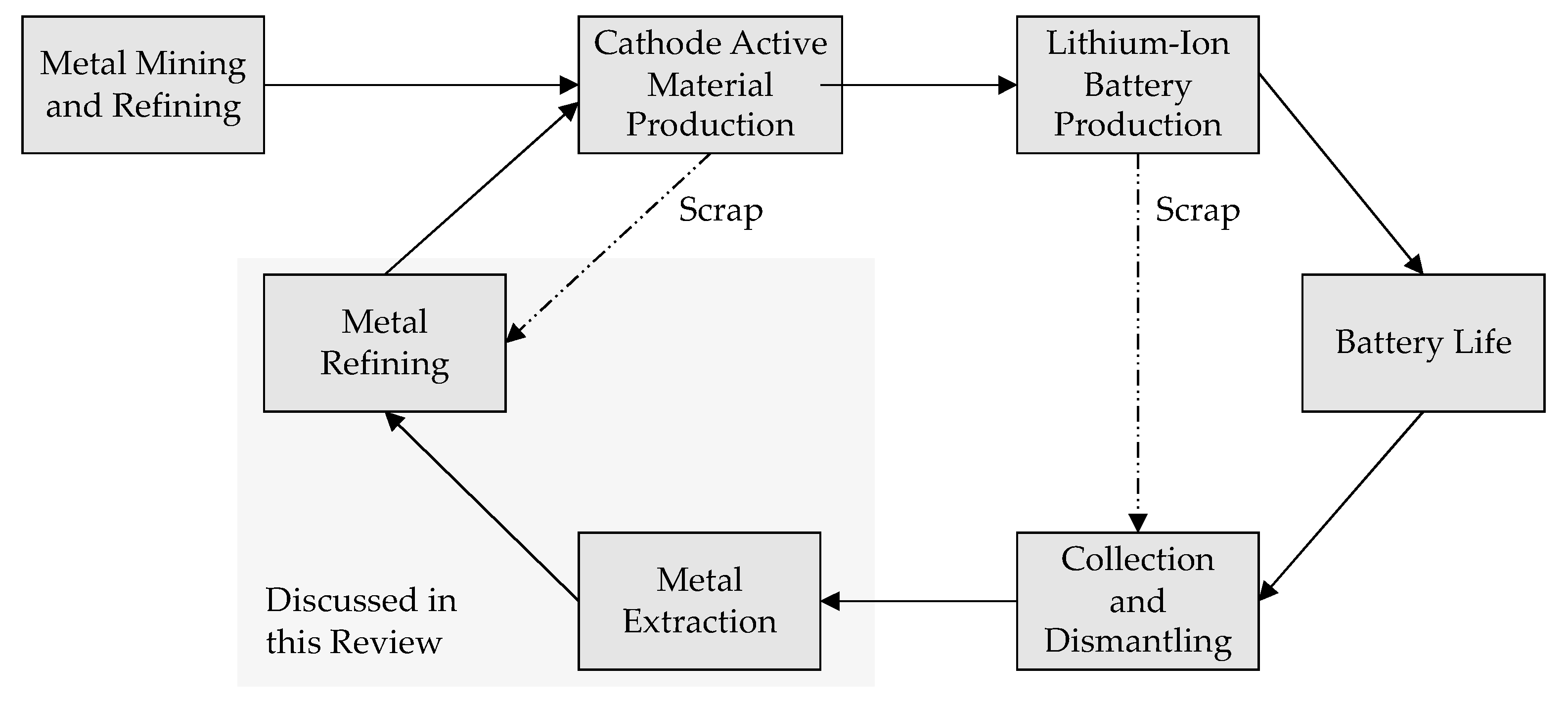
:1. Introduction
2. Background
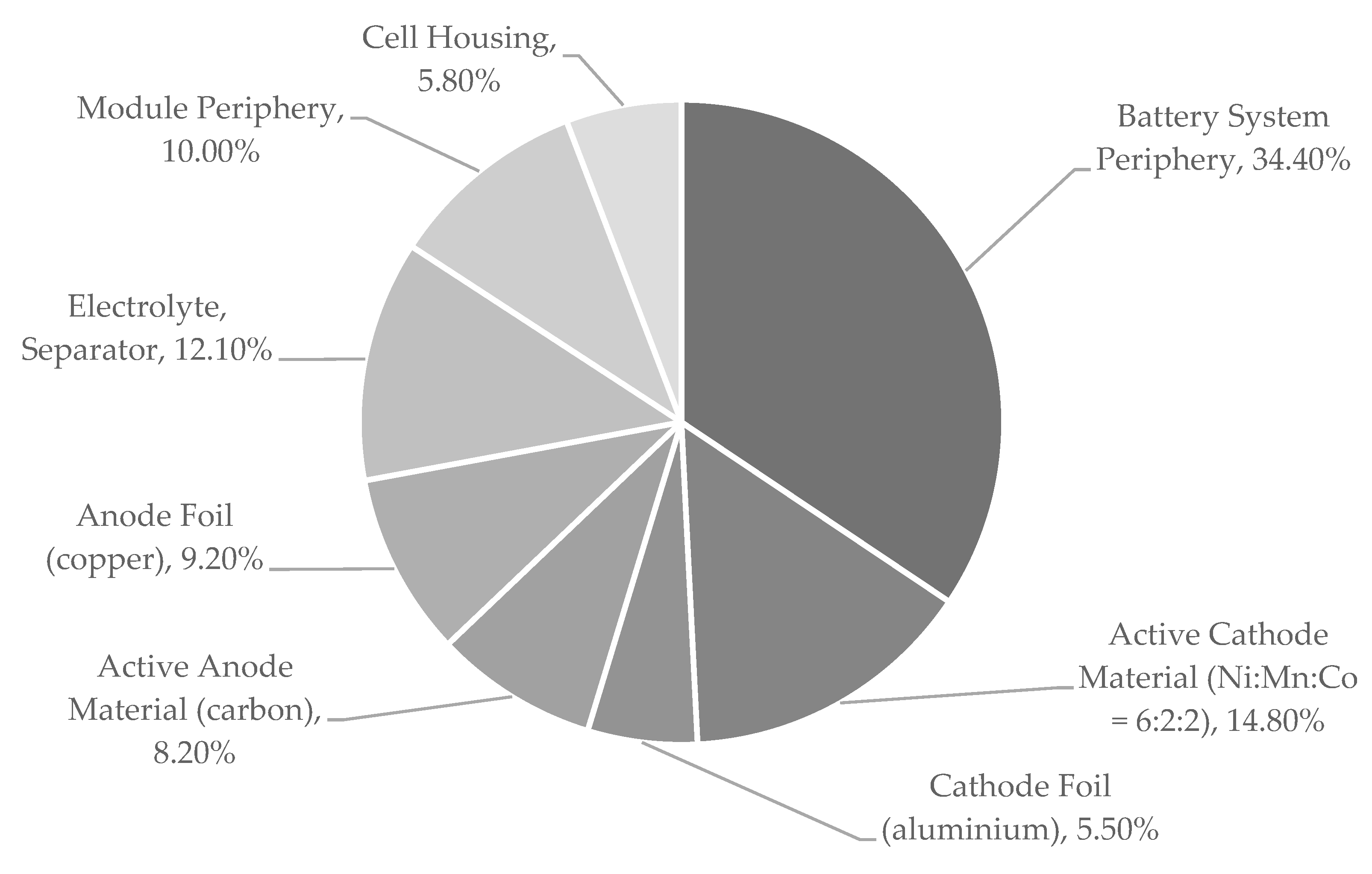
2.1. Current Lithium-Ion Battery Composition
2.1.1. Positive Electrode (Cathode)
2.1.2. Negative Electrode (Anode)
2.1.3. Electrolyte and Separator
2.2. Future Lithium-Ion Battery Composition
2.2.1. Positive Electrode (Cathode)
2.2.2. Negative Electrode (Anode)
2.2.3. Electrolyte and Separator
2.3. Legislative Framework
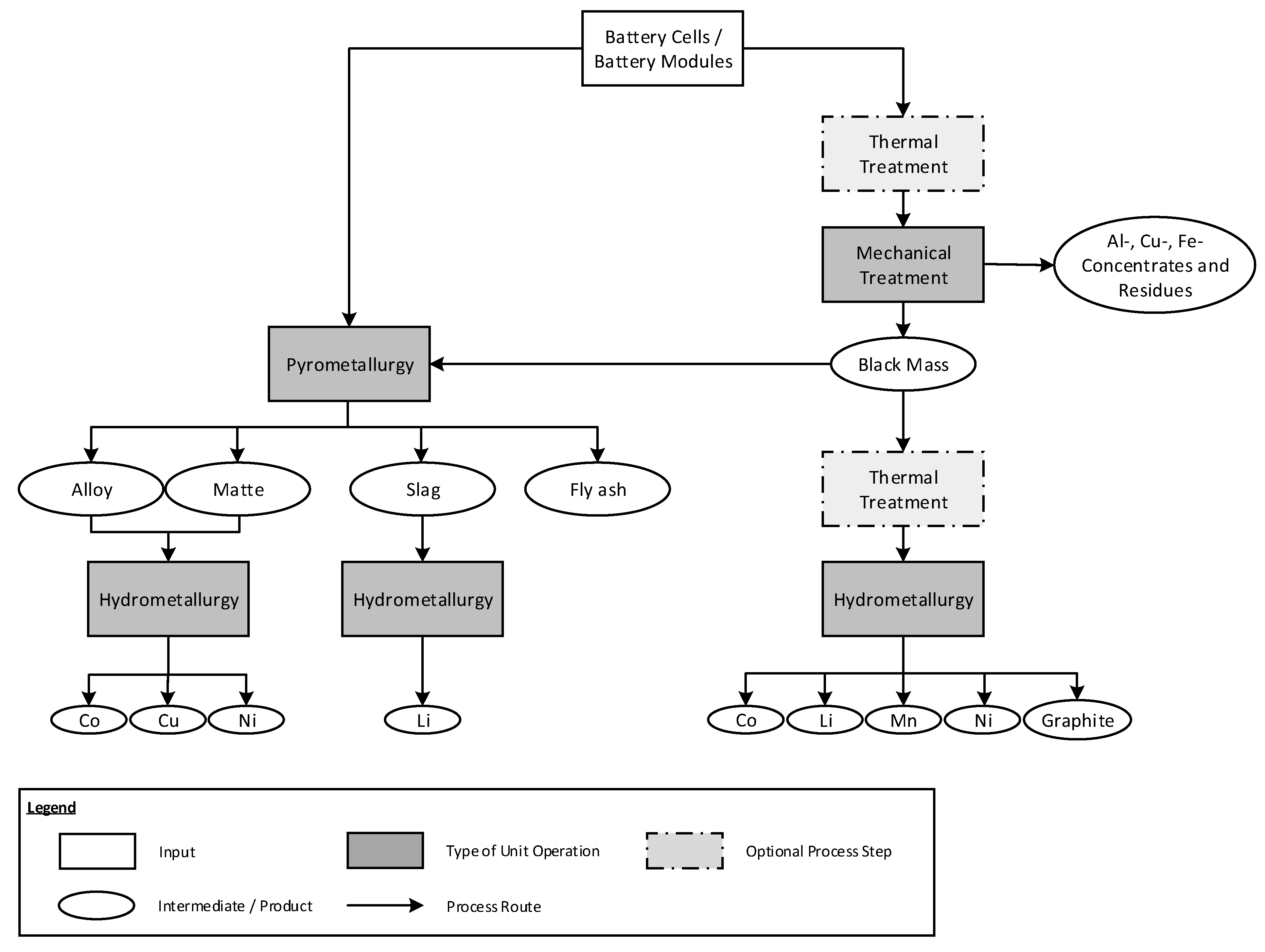
3. Process Chains for the Recycling of Lithium-Ion Batteries
3.1. Background on Processes Applied in Lithium-Ion Battery Recycling
3.2. Pyrometallurgy with Subsequent Hydrometallurgical Treatment
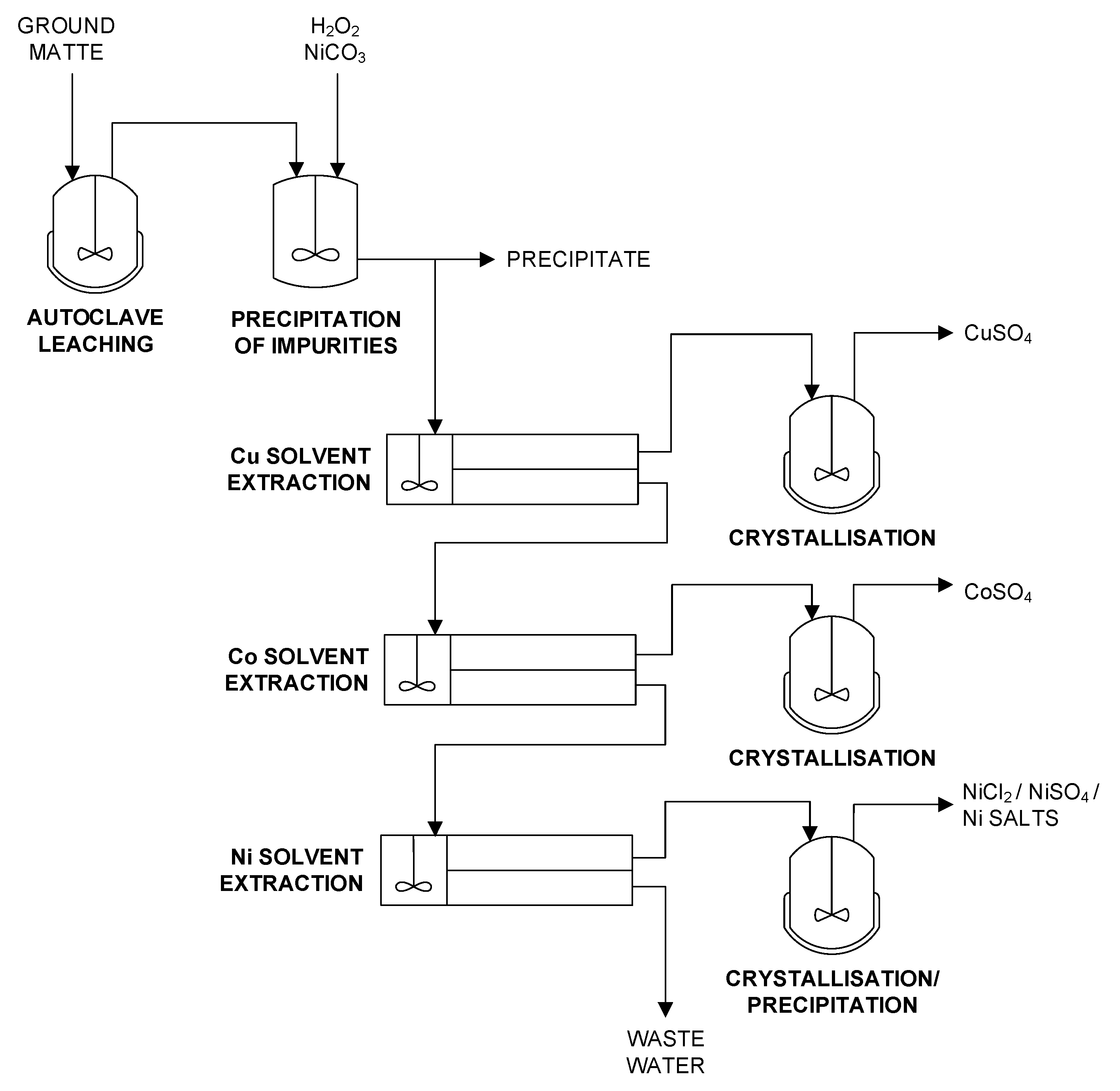
3.2.1. Co-Processing in Primary and Secondary Co-, Cu-, Ni-Smelters
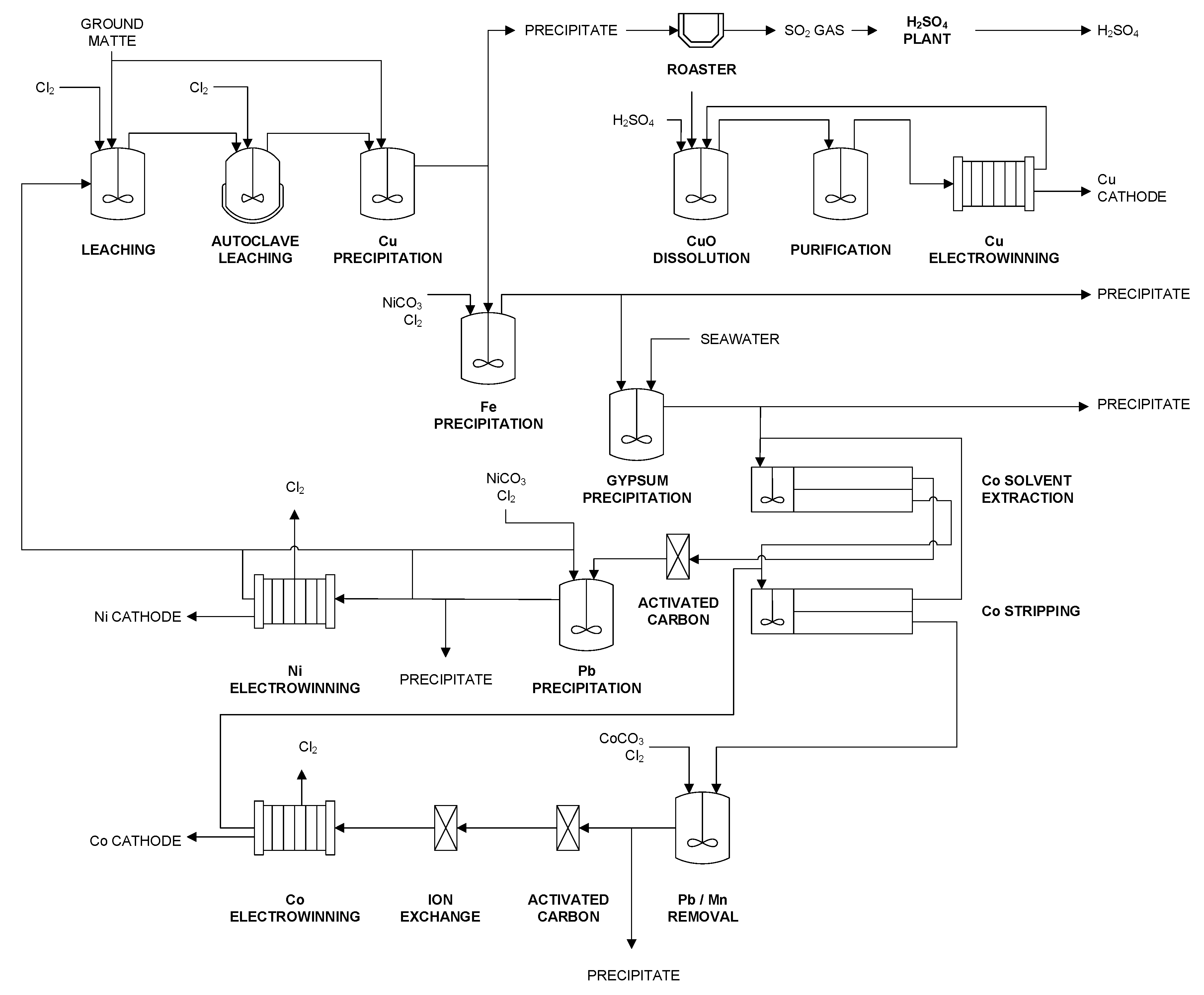
Matte Processing at Nickelhütte Aue GmbH (Aue, Germany)
Matte processing at Glencore Nikkelverk AS (Kristiansand, Norway)
3.2.2. Dedicated Processes
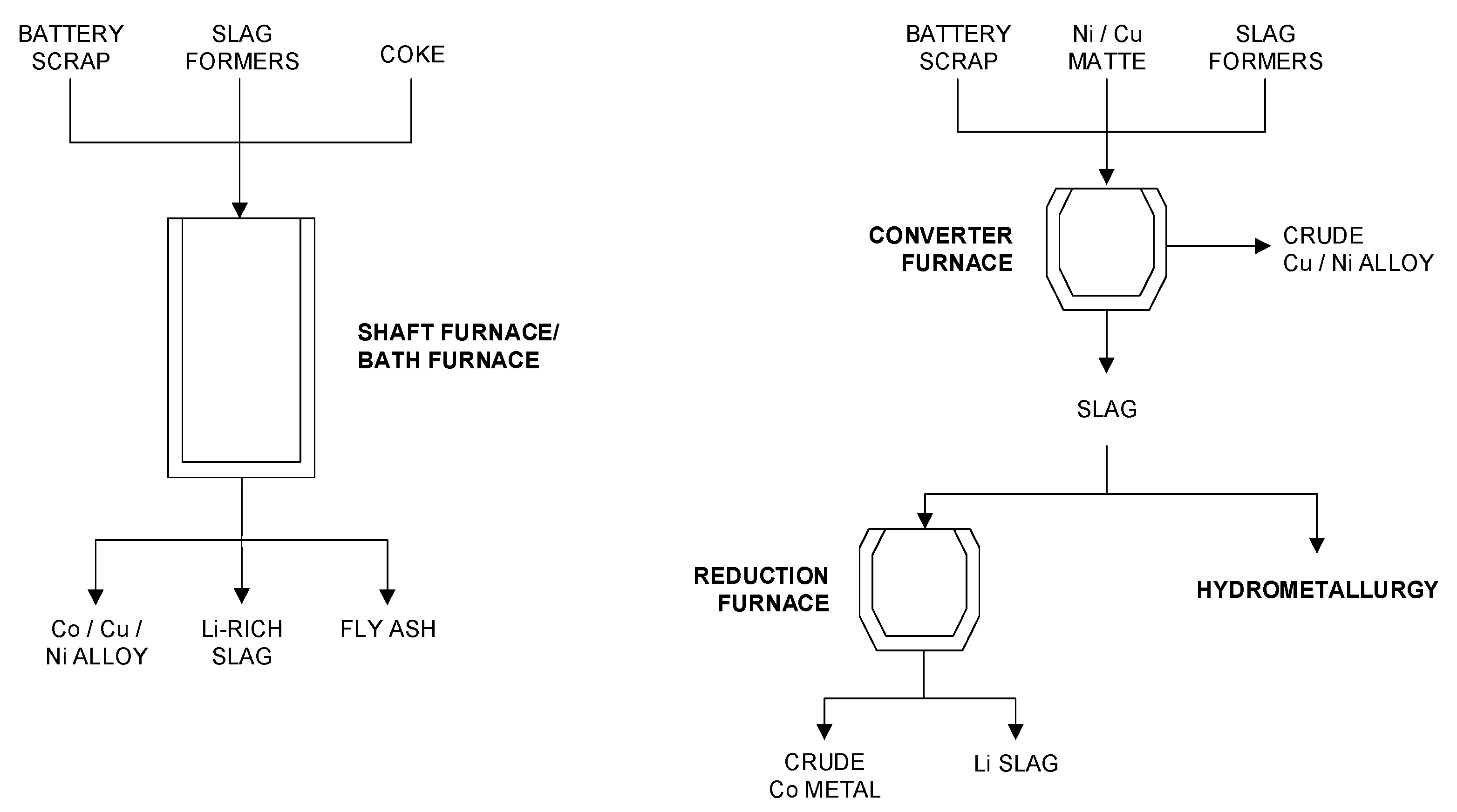
Processing of the Alloy
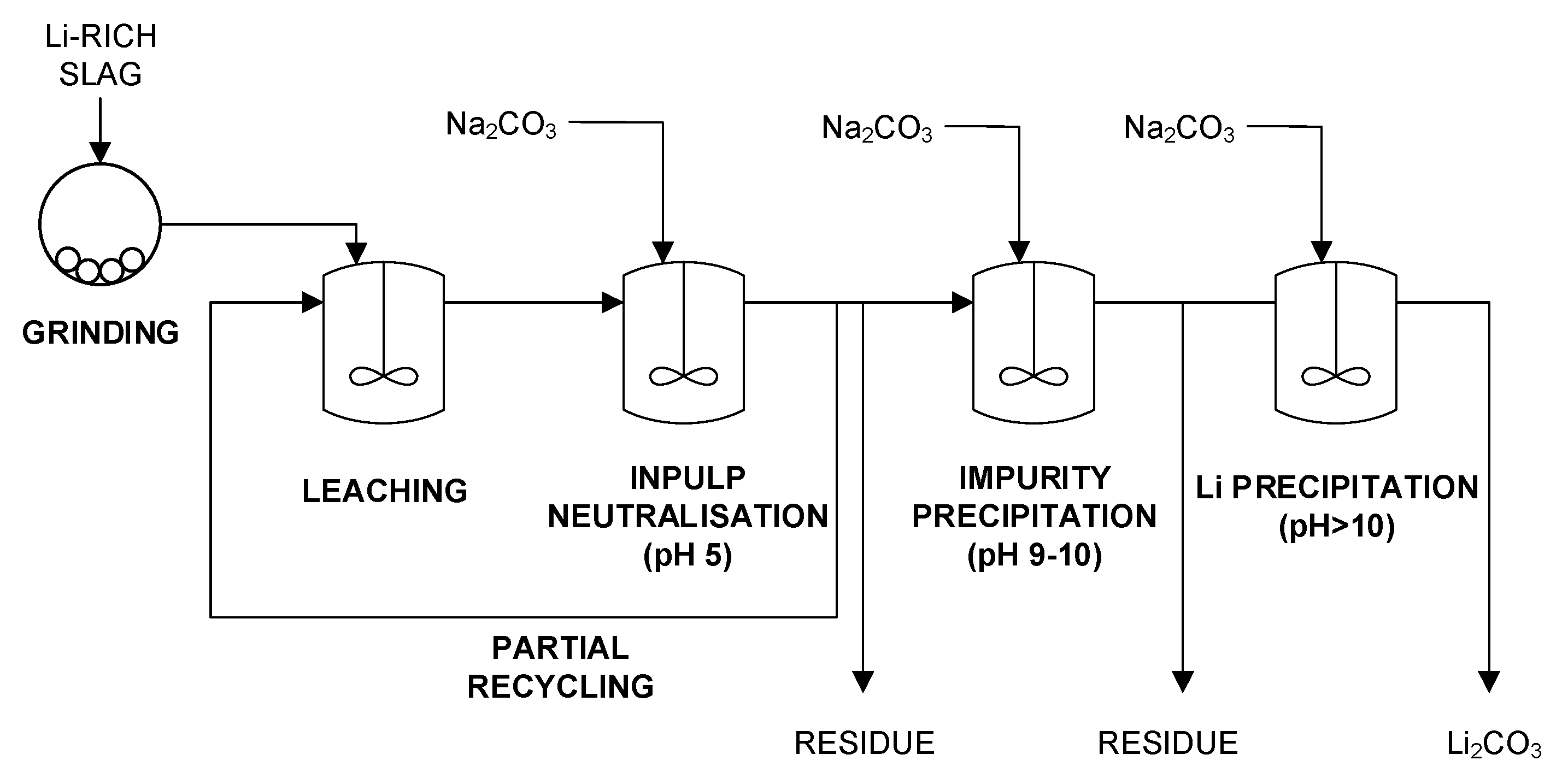
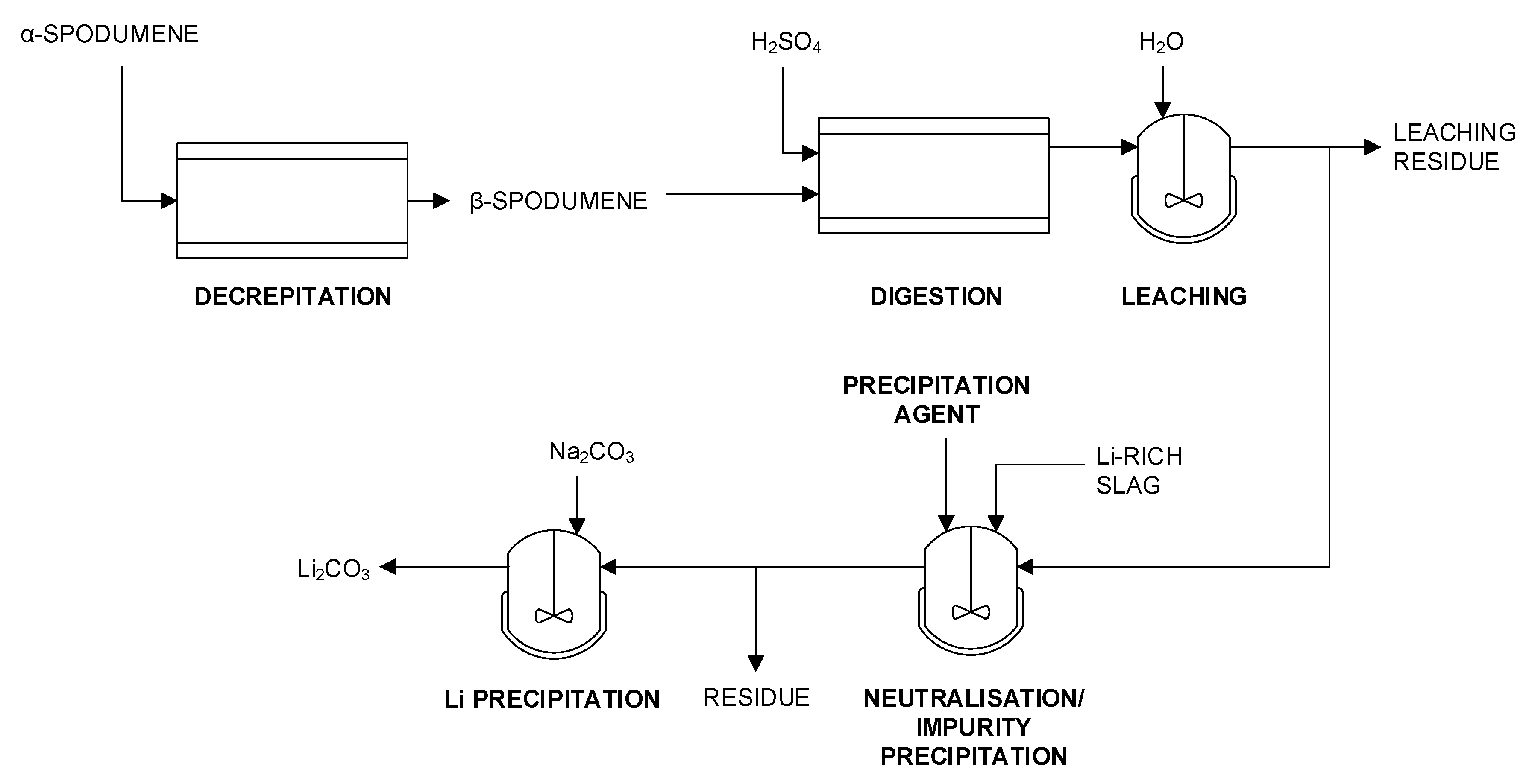
Processing of the Slag
3.3. Mechanical Processing with Subsequent Metallurgical Treatment of Black Mass
3.3.1. Mechanical Treatment
3.3.2. Metallurgical Processing of Black Mass
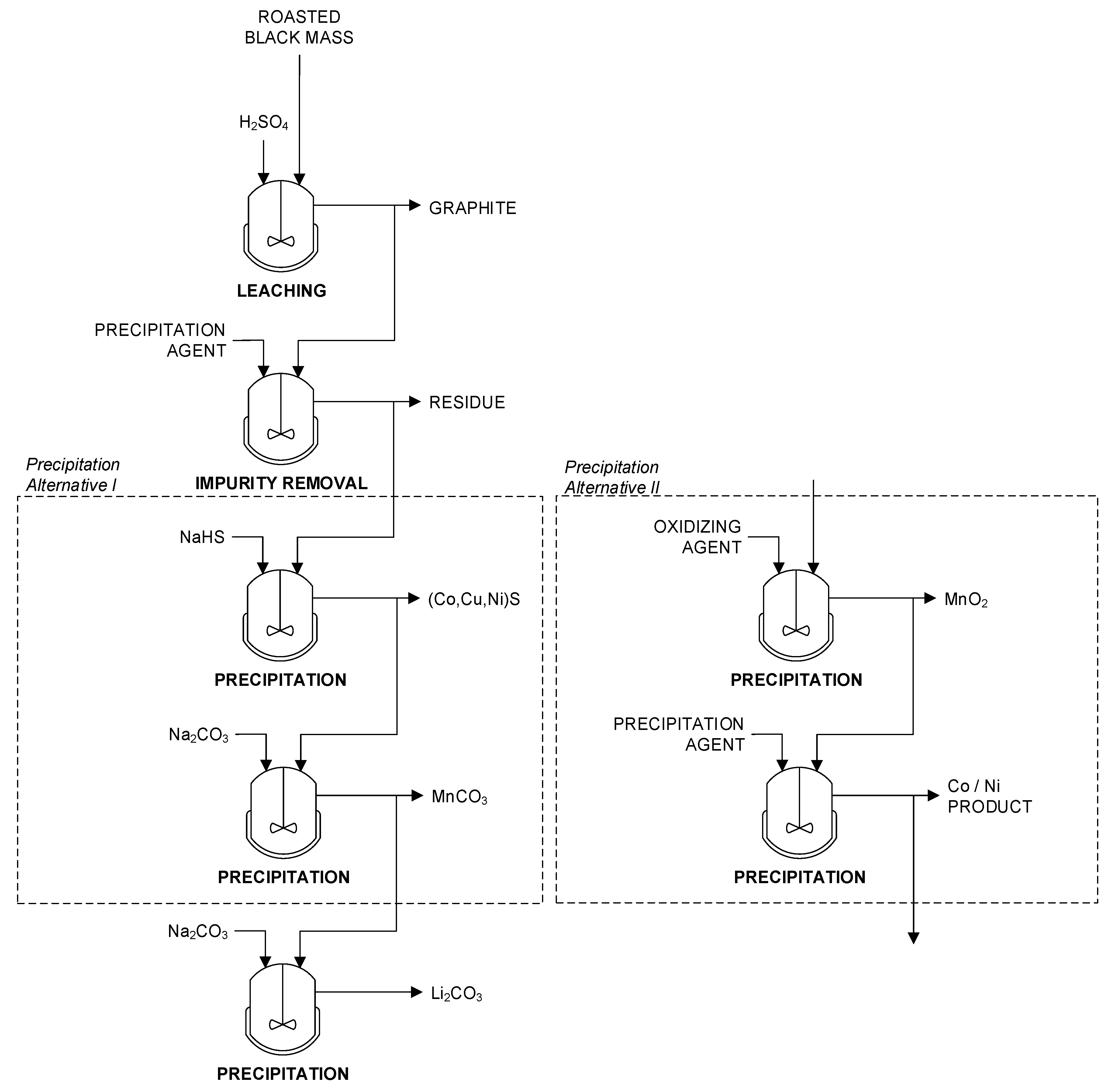
Production of Intermediates
Direct Production of High-Grade Products
4. Discussion
4.1. Legislation
4.2. Recovery Rate
4.2.1. Pyrometallurgical with Hydrometallurgical Processing
4.2.2. Mechanical with Metallurgical Processing
4.3. Robustness
4.3.1. Pyrometallurgical with Hydrometallurgical Processing
4.3.2. Mechanical with Metallurgical Processing
4.4. Ecomonics
4.4.1. Pyrometallurgical with Hydrometallurgical Processing
4.4.2. Mechanical with Metallurgical Processing
4.5. Health, Safety, and Environment
4.5.1. Pyrometallurgical with Hydrometallurgical Processing
4.5.2. Mechanical with Metallurgical Processing
5. Conclusions and Outlook
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Korthauer, R. Handbuch Lithium-Ionen-Batterien; Imprint: Springer Vieweg: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-30652-5. [Google Scholar]
- Petroff, A. Carmakers and Big Tech Struggle to Keep Batteries Free from Child Labor. Available online: https://money.cnn.com/2018/05/01/technology/cobalt-congo-child-labor-car-smartphone-batteries/index.html (accessed on 22 May 2020).
- Frankel, T.C. The Cobalt Pipeline: Tracing the path from deadly hand-dug mines in Congo to consumers’ phones and laptops. The Washington Post [Online]. 30 September 2016. Available online: https://www.washingtonpost.com/graphics/business/batteries/congo-cobalt-mining-for-lithium-ion-battery/ (accessed on 22 May 2020).
- Mau, K. Dreckige Rohstoffe für saubere Autos. Zeit Online [Online]. 11 December 2019. Available online: https://www.zeit.de/mobilitaet/2019-11/elektroautos-kobalt-lithium-batterie-akkus-rohstoffe-umweltschutz/komplettansicht (accessed on 22 May 2020).
- Draper, R. This metal is powering today’s technology—At what price?: As demand soars for powerful batteries, Bolivia dreams of striking it rich by tapping its huge lithium deposit. But will its people benefit? National Geographic Magazine [Online]. Available online: https://www.nationalgeographic.com/magazine/2019/02/lithium-is-fueling-technology-today-at-what-cost/ (accessed on 22 May 2020).
- CBS News. CBS News finds children mining cobalt for batteries in the Congo. CBC Interactive Corporation [Online]. 5 March 2018. Available online: https://www.cbsnews.com/news/cobalt-children-mining-democratic-republic-congo-cbs-news-investigation/ (accessed on 22 May 2020).
- Katwala, A. The spiralling environmental cost of our lithium battery addiction: As the world scrambles to replace fossil fuels with clean energy, the environmental impact of finding all the lithium required could become a major issue in its own right. Wired on Energy [Online]. 5 August 2018. Available online: https://www.wired.co.uk/article/lithium-batteries-environment-impact/ (accessed on 22 March 2020).
- Olivetti, E.A.; Ceder, G.; Gaustad, G.G.; Fu, X. Lithium-Ion Battery Supply Chain Considerations: Analysis of Potential Bottlenecks in Critical Metals. Joule 2017, 1, 229–243. [Google Scholar] [CrossRef] [Green Version]
- Lisbona, D.; Snee, T. A review of hazards associated with primary lithium and lithium-ion batteries. Process. Saf. Environ. Prot. 2011, 89, 434–442. [Google Scholar] [CrossRef]
- Elwert, T.; Römer, F.; Schneider, K.; Hua, Q.; Buchert, M. Recycling of Batteries from Electric Vehicles. In Behaviour of Lithium-Ion Batteries in Electric Vehicles: Battery Health, Performance, Safety, and Cost; Pistoia, G., Liaw, B., Eds.; Springer: Cham, Switzerland, 2018; pp. 289–321. ISBN 978-3-319-69950-9. [Google Scholar]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Larouche, F.; Tedjar, F.; Amouzegar, K.; Houlachi, G.; Bouchard, P.; Demopoulos, G.P.; Zaghib, K. Progress and Status of Hydrometallurgical and Direct Recycling of Li-Ion Batteries and Beyond. Materials (Basel) 2020, 13, 801. [Google Scholar] [CrossRef] [Green Version]
- Li, L.; Zhang, X.; Li, M.; Chen, R.; Wu, F.; Amine, K.; Lu, J. The Recycling of Spent Lithium-Ion Batteries: A Review of Current Processes and Technologies. Electrochem. Energ. Rev. 2018, 1, 461–482. [Google Scholar] [CrossRef]
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium Ion Batteries, Part I: Commercial Processes. J. Sustain. Metall. 2019, 5, 402–416. [Google Scholar] [CrossRef]
- Pinegar, H.; Smith, Y.R. Recycling of End-of-Life Lithium-Ion Batteries, Part II: Laboratory-Scale Research Developments in Mechanical, Thermal, and Leaching Treatments. J. Sustain. Metall. 2020, 6, 142–160. [Google Scholar] [CrossRef]
- Werner, D.; Peuker, U.A.; Mütze, T. Recycling Chain for Spent Lithium-Ion Batteries. Metals 2020, 10, 316. [Google Scholar] [CrossRef] [Green Version]
- Velázquez-Martínez; Valio; Santasalo-Aarnio; Reuter; Serna-Guerrero. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef] [Green Version]
- Zeng, X.; Li, J.; Singh, N. Recycling of Spent Lithium-Ion Battery: A Critical Review. Crit. Rev. Environ. Sci. Technol. 2014, 44, 1129–1165. [Google Scholar] [CrossRef]
- Träger, T.; Friedrich, B.; Weyhe, R. Recovery Concept of Value Metals from Automotive Lithium-Ion Batteries. Chem. Ing. Tech. 2015, 87, 1550–1557. [Google Scholar] [CrossRef]
- Julien, C.; Mauger, A.; Vijh, A.; Zaghib, K. Lithium Batteries. In Lithium Batteries; Julien, C., Mauger, A., Vijh, A., Zaghib, K., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 29–68. ISBN 978-3-319-19107-2. [Google Scholar]
- Lazuen, J. Batteries: The true drivers behind LFP demand – new safety standards, costs, IP rights, ESG & simplified battery pack designs. Roskill News [Online]. 25 June 2020. Available online: https://roskill.com/news/batteries-the-true-drivers-behind-lfp-demand-new-safety-standards-costs-ip-rights-esg-simplified-battery-pack-designs/ (accessed on 8 July 2020).
- Kwade, A.; Diekmann, J. Recycling of Lithium-Ion Batteries: The LithoRec Way; Springer International Publishing: Cham, Switzerland, 2018; ISBN 9783319705712. [Google Scholar]
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-ion battery materials: Present and future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Omenya, F.; Chernova, N.A.; Zhou, H.; Siu, C.; Whittingham, M.S. Comparative Study Nickel Rich Layered Oxides: NMC 622, NMC 811 and NCA Cathode Materials for Lithium Ion Battery. Meet. Abstr. 2018, MA2018-01, 531. [Google Scholar]
- Schmuch, R.; Wagner, R.; Hörpel, G.; Placke, T.; Winter, M. Performance and cost of materials for lithium-based rechargeable automotive batteries. Nat. Energy 2018, 3, 267–278. [Google Scholar] [CrossRef]
- LG Chem Europe GmbH. Website 2019. Available online: https://www.lgchem.com/product/PD00000066 (accessed on 28 November 2019).
- Susai, F.A.; Sclar, H.; Shilina, Y.; Penki, T.R.; Raman, R.; Maddukuri, S.; Maiti, S.; Halalay, I.C.; Luski, S.; Markovsky, B.; et al. Horizons for Li-Ion Batteries Relevant to Electro-Mobility: High-Specific-Energy Cathodes and Chemically Active Separators. Adv. Mater. 2018, 30, e1801348. [Google Scholar] [CrossRef] [PubMed]
- Costa, C.M.; Lanceros-Méndez, S. Printed Batteries: Materials, Technologies and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2018; ISBN 978-111-928-7889. [Google Scholar]
- Blomgren, G.E. The Development and Future of Lithium Ion Batteries. J. Electrochem. Soc. 2017, 164, A5019–A5025. [Google Scholar] [CrossRef] [Green Version]
- Sandhya, C.P.; John, B.; Gouri, C. Lithium titanate as anode material for lithium-ion cells: A review. Ionics 2014, 20, 601–620. [Google Scholar] [CrossRef]
- Berhaut, C.L.; Porion, P.; Timperman, L.; Schmidt, G.; Lemordant, D.; Anouti, M. LiTDI as electrolyte salt for Li-ion batteries: Transport properties in EC/DMC. Electrochim. Acta 2015, 180, 778–787. [Google Scholar] [CrossRef]
- Arkema Group. PVDF Electrode Binders & Separator Coatings. 2019. Available online: https://www.extremematerials-arkema.com/en/markets-and-applications/renewable-energy/lithium-ion-battery/?_ga=2.35991904.1158937935.1575031365-829431959.1575030587 (accessed on 29 November 2019).
- Nayak, P.K.; Erickson, E.M.; Schipper, F.; Penki, T.R.; Munichandraiah, N.; Adelhelm, P.; Sclar, H.; Amalraj, F.; Markovsky, B.; Aurbach, D. Review on Challenges and Recent Advances in the Electrochemical Performance of High Capacity Li- and Mn-Rich Cathode Materials for Li-Ion Batteries. Adv. Energy Mater. 2018, 8, 1702397. [Google Scholar] [CrossRef]
- Zhan, C.; Wu, T.; Lu, J.; Amine, K. Dissolution, migration, and deposition of transition metal ions in Li-ion batteries exemplified by Mn-based cathodes—A critical review. Energy Environ. Sci. 2018, 11, 243–257. [Google Scholar] [CrossRef]
- Otero, M.; Heim, C.; Leiva, E.P.M.; Wagner, N.; Friedrich, A. Design-Considerations regarding Silicon/Graphite and Tin/Graphite Composite Electrodes for Lithium-Ion Batteries. Sci. Rep. 2018, 8, 15851. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Europäische Union. Richtlinie 2006/66/EG des Europäischen Parlaments und des Rates: L 266/1. 2006. Available online: http://gww.de/wp-content/uploads/Batterierichtlinie.pdf (accessed on 4 July 2018).
- European Commission. Batterie & Accumulators Waste Streams. Legislation. Available online: https://ec.europa.eu/environment/waste/batteries/legislation.htm (accessed on 23 April 2020).
- EUWID Europäischer Wirtschaftsdienst. EU Battery Directive to be revised in Q4 2020. Available online: https://www.euwid-recycling.com/news/policy/single/Artikel/eu-battery-directive-to-be-revised-in-q4-2020.html (accessed on 22 May 2020).
- Industry Standard Conditions for Comprehensive Utilization of Waste Power Batteries of New Energy veHicles (2019 Edition). Available online: http://www.miit.gov.cn/n1146295/n1652858/n1652930/n4509607/c7595282/content.html (accessed on 2 January 2020).
- Interim Measures for Management of Industry Standard Announcement for Comprehensive Utilization of Waste Power Batteries of New Energy Vehicles (2019 Edition). Available online: http://www.miit.gov.cn/n1146295/n1652858/n1652930/n4509607/c7595282/content.html (accessed on 2 January 2020).
- Hiskey, B. Metallurgy, Survey. Kirk-Othmer Encyclopedia of Chemical Technology; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2000; ISBN 0471238961. [Google Scholar]
- Schubert, H. Aufbereitung Fester Mineralischer Rohstoffe; Dt. Verl. für Grundstoffindustrie: Leipzig, Germany, 1989; ISBN 3-342-00289-1. [Google Scholar]
- Schubert, H. Sortierprozesse: Dichtesortierung, Sortierung in Magnetfeldern, Sortierung in Elektrischen Feldern, Flotation, Klauben, Sortierung nach Mechanischen und nach Thermischen Eigenschaften; Dt. Verl. für Grundstoffindustrie: Stuttgart, Germany, 1996; ISBN 3342005556. [Google Scholar]
- Habashi, F. Principles of Extractive Metallurgy: Volume 1: General Principles; Gordon and Breach Science Publishers Inc.: New York, NY, USA, 1969; ISBN 978-0677017709. [Google Scholar]
- Habashi, F. A Textbook of Hydrometallurgy; Librairie des Presses de l’Université Laval: Québec, QC, Canada, 1993; ISBN 2980324701. [Google Scholar]
- Gupta, C.K.; Mukherjee, T.K. Hydrometallurgy in Extraction Processes, Volume I; Routledge: Boca Raton, FL, USA, 1990; ISBN 9780849368042. [Google Scholar]
- Nickelhuette Aue GmbH. Website. 2019. Available online: http://www.nickelhuette-aue.de/ (accessed on 20 August 2019).
- Glencore. Sudbury Integrated Nickel Operations Website. 2019. Available online: https://www.sudburyino.ca/en/Pages/home.aspx (accessed on 18 December 2019).
- Neumann, M.; Kuhnert, C. State-of-the-Art Recycling of Ni, Co, Cu and V. In Production and Recycling of Non-Ferrous Metals: Saving Resources for a Sustainable Future: European Metallurgical Conference EMC 2017: June 25-28, Leipzig, Germany: Proceedings of EMC 2017; GDMB Verlag GmbH: Clausthal-Zellerfeld, Germany, 2017; pp. 115–122. ISBN 978-3-940276-72-8. [Google Scholar]
- Crundwell, F.K.; Moats, M.S.; Ramachandran, V.; Robinson, T.G.; Davenport, W.G. Hydrometallurgical Production of High-Purity Nickel and Cobalt. In Extractive Metallurgy of Nickel, Cobalt and Platinum Group Metals; Elsevier: Amsterdam, The Netherlands, 2011; pp. 281–299. ISBN 9780080968094. [Google Scholar]
- Nikkelverk. Nikkelverk A Glencore Company Website. 2019. Available online: https://www.nikkelverk.no/en/about-us/production/Pages/flowchart.aspx (accessed on 12 December 2019).
- Umicore AG & Co. KG. Umicore Website. 2019. Available online: https://www.umicore.de/de/industries/automotive/umicore-battery-recycling/ (accessed on 24 May 2019).
- Manthey, N. Umicore to Ramp up Recycling of Electric Car Batteries. 2018. Available online: https://www.electrive.com/2018/08/07/umicore-to-ramp-up-recycling-of-electric-car-batteries/ (accessed on 7 August 2020).
- Cheret, D.; Santen, S. Battery Recycling. Patent US000007169206A2, 30 January 2007. [Google Scholar]
- Cheret, D.; Santén, S. Battery Recycling. Patent EP000001589121A1, 31 December 2018. [Google Scholar]
- Verscheure, K.; Campforts, M.; van Camp, M. Process for the Valorization of Metals from Li-Ion Batteries. U.S. Patent 8,840,702, 23 September 2014. [Google Scholar]
- Suetens, T.; van Hoerebeek, D. Process for Recycling Cobalt-Bearing Materials. Patent WO002011035915A1, 26 April 2018. [Google Scholar]
- Verhaeghe, F.; Goubin, F.; Yazicioglu, B.; Schurmans, M.; Thijs, B.; Haesebroek, G.; Tytgat, J.; van Camp, M. Valorisation of battery recycling slags. In Proceedings of the Second International Slag Valorisation Symposium; The Transitition To Sustainable Materials Management, Katholieke Universiteit Leuven, 18.-20.04.2011; Jones, P.T., Ed.; Umicore: Brussels, Belgium, 2011. [Google Scholar]
- Wietelmann, U.; Steinbild, M. Lithium and Lithium Compounds. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Chichester, UK, 2010; ISBN 9783527306732. [Google Scholar]
- Treffer, F. Entwicklung eines Realisierbaren Recyclingkonzeptes für die Hochleistungsbatterien zukünftiger Elektrofahrzeuge-Lithium-Ionen Batterierecycling Initiative-LiBRi: Verbundprojekt; Gemeinsamer Abschlussbericht des Konsortiums; Berichtszeitraum: 01.09.2009 bis 30.09.2011; Technische Informationsbibliothek u. Universitätsbibliothek: Hanover, Germany; Umicore AG & Co.KG: Hanau, Germany, 2011. [Google Scholar]
- Quix, M.; van Horebeek, D.; Suetens, T. Lithium-rich Metallurgical Slag. Patent WO002017121663A1, 20 July 2017. [Google Scholar]
- Albermarle. Spodumene Concentrate, SC 6.8: Technical Data Sheet. Available online: https://www.albemarle.com/storage/components/T402211.PDF (accessed on 26 January 2017).
- Albermarle. Spodumene Concentrate, SC 7.2 premium: Technical Data Sheet. Available online: https://www.albemarle.com/storage/components/T402209.PDF (accessed on 26 January 2017).
- Elwert, T.; Goldmann, D.; Schirmer, T.; Strauß, K. Recycling von Li-Ionen-Traktionsbatterien: Das Projekt LiBRi. In Recycling und Rohstoffe; Thomé-Kozmiensky, K.J., Goldmann, D., Eds.; TK-Verl.: Neuruppin, Germany, 2012; pp. 679–690. ISBN 9783935317818. [Google Scholar]
- Oosterhof, H.; Dupont, D.; Drouard, W. Process for the Recovery of Lithium. Patent WO201818 4876A1, 2018.
- Haga, Y.; Saito, K.; Hatano, K. Waste Lithium-Ion Battery Recycling in JX Nippon Mining & Metals Corporation. In Materials Processing Fundamentals 2018; Lambotte, G., Lee, J., Allanore, A., Wagstaff, S., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 143–147. ISBN 978-3-319-72130-9. [Google Scholar]
- Nottez, E. RecLionBat Project: Lithium-ION Battery Recycling; Viviez. Available online: http://ec.europa.eu/environment/life/project/Projects/index.cfm?fuseaction=home.showFile&rep=file&fil=LIFE05_ENV_F_000080_LAYMAN.pdf (accessed on 25 October 2019).
- Arnberger, A. Recycling von Lithium-Ionen-Batterien. Available online: https://www.ffg.at/sites/default/files/allgemeine_downloads/thematische%20programme/Produktion/6_arnberger_recycling_von_lithium-ionen-batterien.pdf (accessed on 8 July 2020).
- Wang, H.; Friedrich, B. Development of a Highly Efficient Hydrometallurgical Recycling Process for Automotive Li--Ion Batteries. J. Sustain. Metall. 2015, 1, 168–178. [Google Scholar] [CrossRef] [Green Version]
- Zhang, G.; He, Y.; Feng, Y.; Wang, H.; Zhang, T.; Xie, W.; Zhu, X. Enhancement in liberation of electrode materials derived from spent lithium-ion battery by pyrolysis. J. Clean. Prod. 2018, 199, 62–68. [Google Scholar] [CrossRef]
- Vezzini, A. Manufacturers, Materials and Recycling Technologies. Lithium-Ion Batteries; Elsevier: Amsterdam, The Netherlands, 2014; pp. 529–551. ISBN 9780444595133. [Google Scholar]
- Diekmann, J.; Hanisch, C.; Froböse, L.; Schälicke, G.; Loellhoeffel, T.; Fölster, A.-S.; Kwade, A. Ecological Recycling of Lithium-Ion Batteries from Electric Vehicles with Focus on Mechanical Processes. J. Electrochem. Soc. 2017, 164, A6184–A6191. [Google Scholar] [CrossRef]
- Hanisch, C. Recycling Method for Treating Used Batteries, in Particular Rechargeable Batteries, and Battery Processing Installation. Patent WO002018073101A1, 26 April 2018. [Google Scholar]
- Hanisch, C. Recycling Method for Treating Used Batteries, in Particular Rechargeable Batteries, and Battery Processing Installation. Patent EP000003312922A1, 25 April 2018. [Google Scholar]
- Sojka, R.T. Sichere Aufbereitung von Lithium-Ionen-basierten Batterien durch thermische Konditionierung. In Recycling und Sekundärrohstoffe, Band 13; Thomé-Kozmiensky, E., Holm, O., Friedrich, B., Goldmann, D., Eds.; Thomé-Kozmiensky Verlag GmbH: Nietwerder, Germany, 2020; pp. 506–523. ISBN 978-3-944310-51-0. [Google Scholar]
- Retriev Technologies Inc. Retriev Website. Available online: https://www.retrievtech.com/ (accessed on 15 June 2020).
- PROMESA GmbH & Co. KG. PROMESA Website. Available online: http://promesa-tec.de/ (accessed on 15 June 2020).
- Vest, M.; Georgi-Maschler, T.; Friedrich, B.; Weyhe, R. Rückgewinnung von Wertmetallen aus Batterieschrott. Chemie Ingenieur Technik-CIT 2010, 82, 1985–1990. [Google Scholar] [CrossRef]
- Kwade, A.; Diekmann, J.; Hanisch, C.; Spengler, T.; Thies, C.; Herrmann, C.; Dröder, K.; Cerdas, J.F.; Gerbers, R.; Scholl, S.; et al. Recycling von Lithium-Ionen-Batterien-LithoRec II: Abschlussberichte der Beteiligten Verbundpartner; Technische Universität Braunschweig: Braunschweig, Germany, 2016. [Google Scholar]
- Ferron, C.J. The Control of Mangenese in Acidic Leach Liquors, with Special Emphasis to Laterite Leach Liquors. 2002. Available online: https://pdfs.semanticscholar.org/2224/690b72a8adc61c531ab5e87ef2d4c6e7c795.pdf (accessed on 1 April 2020).
- Rapier, R. Why China Is Dominating Lithium-Ion Battery Production. 2019. Available online: https://www.forbes.com/sites/rrapier/2019/08/04/why-china-is-dominating-lithium-ion-battery-production/#6f1f4a893786 (accessed on 1 April 2020).
- Infinity Lithium Industry News. March News-European Li-ion Battery Supply Chain. Available online: https://www.linkedin.com/feed/update/urn:li:activity:6650314043599003649/ (accessed on 15 June 2020).
- Hanisch, C.; Elwert, T.; Brückner, L. Verfahren zum Verwerten von Lithium-Batterien. Patent WO002019149698A1, 29 January 2019. [Google Scholar]
- Lipp, J. Lithium Solvent Extraction (LiSX TM) Process Evaluation using Tenova Pulsed Columns (TPC). In Proceedings of the ISEC 2017-The 21st International Solvent Extraction Conference, Miyazaki City, Japan, 5–9 November 2017. [Google Scholar]
- Dietrich, G. Hartinger Handbuch Abwasser- und Recyclingtechnik; 3.; Vollständig Überarbeitete Auflage; Hanser: Munich, Germany, 2017; ISBN 9783446449015. [Google Scholar]
- Schwab, B.; Ruh, A.; Manthey, J.; Drosik, M. Zinc. Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Chichester, UK, 2010; pp. 1–25. ISBN 9783527306732. [Google Scholar]
- Thomé-Kozmiensky, K.J.; Amsoneit, N.; Baerns, M.; Majunke, F. Waste, 6. Treatment. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Chichester, UK, 2010; p. 484. ISBN 9783527306732. [Google Scholar]
- Solvay AS. CYANEX® 301: Product Information. Available online: https://www.solvay.com/en/product/cyanex-301#product-documents (accessed on 2 April 2020).
- Peek, E.; Åkre, T.; Asselin, E. Technical and business considerations of cobalt hydrometallurgy. JOM 2009, 61, 43–53. [Google Scholar] [CrossRef]
- Lascelles, K.; Morgan, L.G.; Nicholls, D.; Beyersmann, D.; Institute, N. Nickel Compounds. Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2000; pp. 1–17. ISBN 9783527306732. [Google Scholar]
- Solvay SA. Solvay Website: CYANEX® 936P Product Information. Available online: https://www.solvay.com/en/product/cyanex-936p (accessed on 15 June 2020).
- Tenova S.p.A. Tenova Website: Lithium Processing. Available online: https://www.tenova.com/product/lithium-processing/ (accessed on 15 June 2020).
- Bertau, M.; Martin, G. Integrated Direct Carbonation Process for Lithium Recovery from Primary and Secondary Resources. MSF 2019, 959, 69–73. [Google Scholar] [CrossRef]
- Sabarny, P.; Peters, L.; Sommerfeld, M.; Stallmeister, C.; Schier, C.; Friedrich, B. Early-Stage Lithium Recovery (ESLR) for Enhancing Efficiency in Battery Recycling. 2020. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, L.; Sun, W.; Hu, Y.; Tang, H. Membrane technologies for Li+/Mg2+ separation from salt-lake brines and seawater: A comprehensive review. J. Ind. Eng. Chem. 2020, 81, 7–23. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, J.H.; Moon, S.J.; Jung, J.T.; Wang, H.H.; Ali, A.; Quist-Jensen, C.A.; Macedonio, F.; Drioli, E.; Lee, Y.M. Lithium recovery from artificial brine using energy-efficient membrane distillation and nanofiltration. J. Membr. Sci. 2020, 598, 117683. [Google Scholar] [CrossRef]
- Zenn, R. About 500 GWh/a Li-Ion Battery Cell Production Capacity Announced in Europe. Available online: https://www.linkedin.com/posts/roland-zenn_gigafactories-battery-europe-activity-6673867930679218176-Hebm (accessed on 30 June 2020).
- Green Car Congress Website. Roskill Forecasts Li-Ion Battery Demand to Increase more than Ten-Fold by 2029 to >1,800GWh. Available online: https://www.greencarcongress.com/2020/06/20200609-roskill.html (accessed on 30 June 2020).
- Weyhe, R.; Yang, X. Investigations about Lithium-Ion Battery Market Evolution and Future Potential of Secondary Raw Material from Recycling. 2018. Available online: https://accurec.de/wp-content/uploads/2018/04/0-2Market-Research_YXF_3.0.pdf (accessed on 13 July 2020).
- Reimer, M.V.; Schenk-Mathes, H.Y. Systemdynamische Modellierung und Prognose der Rückflüsse von Lithium-Ionen-Batterien in der Circular Economy. In Forschungsfeldkolloquium 2020; Langefeld, O., Mrotzek-Blöß, A., Eds.; Papierflieger: San Francisco, CA, USA, 2020; pp. 45–55. ISBN 978-3-86948-767-0. [Google Scholar]
- Industry Expert. Lithium-Ion Battery Recycling in Asia. Oral Communication. 2019.
- Jara, A.D.; Betemariam, A.; Woldetinsae, G.; Kim, J.Y. Purification, application and current market trend of natural graphite: A review. Int. J. Min. Sci. Technol. 2019, 29, 671–689. [Google Scholar] [CrossRef]
- Deutsche Rohstoffagentur (DERA) in der Bundesanstalt für Geowissenschaften und Rohstoffe. DERA Preismonitor. February 2020. Available online: https://www.bgr.bund.de/DE/Themen/Min_rohstoffe/Produkte/Preisliste/pm_20_02.pdf?__blob=publicationFile (accessed on 24 April 2020).
- Reuter, B.; Hendrich, A.; Hengstler, J.; Kupferschmid, S.; Schwenk, M. Rohstoffe für innovative Fahrzeugtechnologien-Herausforderungen und Lösungsansätze. 2019. Available online: https://www.e-mobilbw.de/fileadmin/media/e-mobilbw/Publikationen/Studien/Material-Studie_e-mobilBW.pdf (accessed on 24 April 2020).
- Buchert, M.; Sutter, J. Aktualisierte Ökobilanzen zum Recyclingverfahren EcoBatRec für Lihtium-Ionen-Batterien (Stand 09/206). 2016. Available online: https://www.erneuerbar-mobil.de/sites/default/files/2017-01/EcoBatRec-LCA-Update%202016.pdf (accessed on 30 June 2020).
- Buchert, M.; Sutter, J. Aktualisierte Ökobilanzen zum Recyclingverfahren LithoRec II für Lithium-Ionen-Batterien (Stand 09/2016). 2016. Available online: https://www.erneuerbar-mobil.de/sites/default/files/2017-01/LithoRec%20II-LCA-Update%202016.pdf (accessed on 30 June 2020).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | BEV | PHEV | Pedelec | Mobile Phone |
|---|---|---|---|---|
| Voltage U [V] | 355–800 | 351 | 22.2–36 | 3.7 |
| Capacity C [Ah] | 60–117 | 26–34 | 8–10 | 0.7–1.2 |
| Energy E [Wh] | 21,000–93,000 | 9000–12,000 | 189–288 | 2.4–4.1 |
| Mass m [kg] | 235–680 | 80–135 | 1.3–4 | 0.021–0.038 |
| Elemental | Fraction [%] | Origin |
|---|---|---|
| Al | 25.2 | Cell and module case, cathode current collector |
| C | 12.5 | Anode active material |
| Co, Mn, Ni | 13.6 | Cathode active material with Co (2.7%), Mn (2.7%), and Ni (8.2%) |
| Cu | 14.0 | Cables, anode current collector |
| Li | 1.5 | Cathode active material, conducting salt |
| Cathode Active Material | Reversible Capacity [Ah/Kg] | Specific Energy [Wh/Kg] | Advantage | Disadvantage |
|---|---|---|---|---|
| LCO (LiCoO2) | 150 | 624 | specific energy | safety, stability and costs |
| NMC (LiNixMnyCozO2) | 160–200 | 592–740 | reversible capacity | capacity fade |
| NCA (LiNi0.8Co0.15Al0.05O2) | 200 | 740 | stability | safety, costs |
| LMO (LiMn2O4) | 120 | 410 | costs | stability |
| LFP (LiFePO4) | 160 | 544 | costs, safety | specific energy |
| Component | Composition of Converter Matte [wt %] |
|---|---|
| Ni | 38–54 |
| Cu | 18–36 |
| Fe | 2.5 |
| S | 22–23 |
| Co | 0.9–2.2 |
| Component | Li-Rich Slag [wt%] | Spodumene Concentrate [wt %] |
|---|---|---|
| Li2O | 8–10 | ca. 7 |
| Al2O3 | 38–65 | 24.5–29 |
| CaO | <55 | 0.1–0.5 |
| SiO2 | <45 | 60–65 |
| Elements | Content [wt %] | Origin | Appearance |
|---|---|---|---|
| Al | 1–5 | conducting foil, NCA | metallic, oxidic |
| Co | 3–33 | LCO, NMC, NCA | oxidic |
| Cu | 1–3 | conducting foil | metallic |
| Fe | 0.1–0.3 | casing, screws, etc. | metallic |
| Li | 3.5–4 | LCO, NMC, NCA, LiPF6 | oxidic |
| Mn | 3–11 | NMC | oxidic |
| Ni | 11–26 | NMC, NCA | oxidic |
| Graphite | ca. 35 | anode | - |
| F | 2–4 | LiPF6, PVDF | - |
| P | 0.5–1 | LiPF6 | - |
| Material | Price Average [US$/t] | Quality |
|---|---|---|
| Al | 1773 | high grade primary |
| graphite (industrial use) | 300–500 | amorphous (<106 µm), 94–97% |
| graphite (battery applications) | 2500–3000 | large flakes (150–300 µm), >99% |
| Co | 38,034 | electrolytic, 99.8% |
| Cu | 5965 | grade A |
| Li2CO3 | 11,900 | min. 99–99.5% |
| Mn | 1776 | electrolytic, 99.7% |
| Ni | 14,085 | primary 99.8% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brückner, L.; Frank, J.; Elwert, T. Industrial Recycling of Lithium-Ion Batteries—A Critical Review of Metallurgical Process Routes. Metals 2020, 10, 1107. https://doi.org/10.3390/met10081107
Brückner L, Frank J, Elwert T. Industrial Recycling of Lithium-Ion Batteries—A Critical Review of Metallurgical Process Routes. Metals. 2020; 10(8):1107. https://doi.org/10.3390/met10081107
Chicago/Turabian StyleBrückner, Lisa, Julia Frank, and Tobias Elwert. 2020. "Industrial Recycling of Lithium-Ion Batteries—A Critical Review of Metallurgical Process Routes" Metals 10, no. 8: 1107. https://doi.org/10.3390/met10081107
APA StyleBrückner, L., Frank, J., & Elwert, T. (2020). Industrial Recycling of Lithium-Ion Batteries—A Critical Review of Metallurgical Process Routes. Metals, 10(8), 1107. https://doi.org/10.3390/met10081107