Comparison of Mechanical Properties of Ni-Al-Bronze Alloy Fabricated through Wire Arc Additive Manufacturing with Ni-Al-Bronze Alloy Fabricated through Casting


Abstract
:1. Introduction
2. Experiment Method
2.1. Experiment Preparation
2.2. Substrate and Deposition Material
2.3. Deposition Parameters of the WAAM Process
2.4. Material Assessment
3. Results and Discussion
3.1. Effect of Wire Feed Rate for Single Bead
3.2. Tensile Strength Results
3.3. Hardness
3.4. Impact Test Results
3.5. Wear Test Results
4. Conclusions
- The study analyzed the shape of an NAB single bead using the CMT process and found that the wire feed rate per heat input needs a minimum heat input of 0.54 kJ·s/cm2, and that the contact angle becomes closer to 90° when the wire feed rate is about 7 m/min. A contact angle close to 90° is required to make a single bead shape suitable for the deposition process.
- Regarding the tensile strength results, the deposited NAB showed 50% higher tensile strength, 20% higher average yield strength, and 60% higher average elongation compared to the cast NAB (substrate). The NAB material fabricated by WAAM has anisotropy, and the stress results differed depending on the tensile direction of laminated part. The average tensile strength was 718 MPa, the average yield strength was 391 MPa, and the average elongation was 25.1% for type 1 (transverse direction). For type 2 (transverse direction), the average tensile strength was 735 MPa, the average yield strength was 425 MPa, and the average elongation was 27.7%.
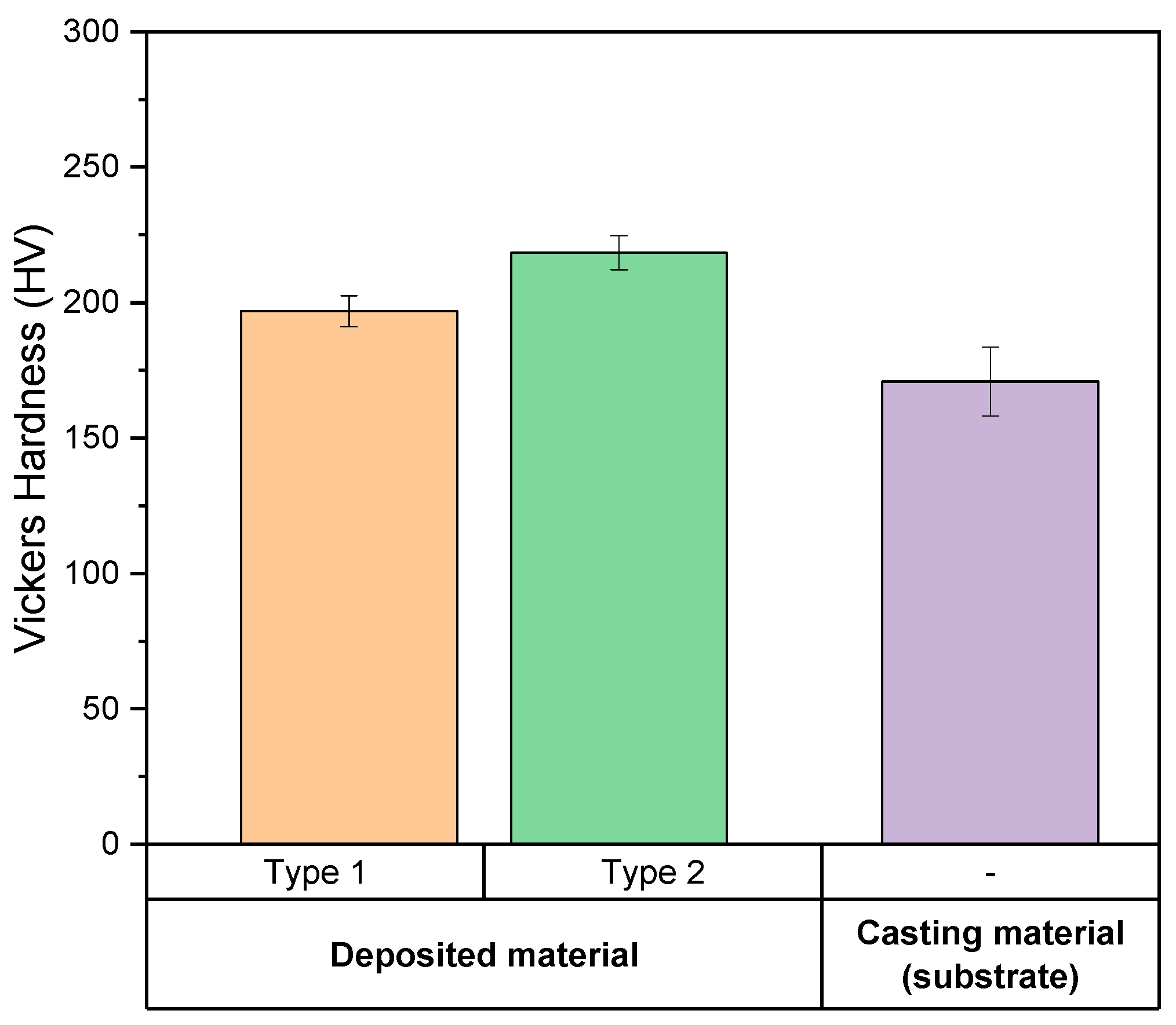
- Regarding the Vickers hardness measurement results, type 2 (longitudinal) showed higher hardness, which is similar to the tensile strength test results. The average hardness of type 1 (transverse) was 196.8 HV, and the average hardness of type 2 (longitudinal) was 218.4 HV. The average hardness of the casting material (substrate) was 170.8 HV. The hardness of type 2 (longitudinal) was improved by 10% compared to type 1 (transverse), and by about 28% compared to the casting material (substrate).
- Regarding the wear test results, the abrasion resistance of the deposited NAB material showed better performance than that of the casting material (substrate) in terms of indentation depth and weight loss. In addition, the friction coefficient of the deposited NAB was smaller than that of the casting material (substrate), so there is less part damage caused by friction.
Author Contributions
Funding
Conflicts of Interest
References
- Shahrubudin, N.; Lee, T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Nichols, M.R. How does the automotive industry benefit from 3D metal printing? Met. Powder Rep. 2019, 74, 257–258. [Google Scholar] [CrossRef]
- Kim, S.; Lim, S.; Chun, C.-K. Repair Properties of Desulfurization Pump Part Layers by Direct Energy Deposited Additive Manufacturing Process. J. Weld. Join. Soc. 2020, 38, 92–97. [Google Scholar] [CrossRef] [Green Version]
- Byun, J.-G.; Cho, S.M. Trend of Metal 3D Printing by Welding. J. Weld. Join. Soc. 2016, 34, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Hwa, L.C.; Rajoo, S.; Noor, A.M.; Ahmad, N.; Uday, M. Recent advances in 3D printing of porous ceramics: A review. Curr. Opin. Solid State Mater. Sci. 2017, 21, 323–347. [Google Scholar] [CrossRef]
- Kam, D.-H.; Kim, Y.-M.; Kim, C. Recent Studies of Laser Metal 3D Deposition with Wire Feeding. J. Weld. Join. Soc. 2016, 34, 35–40. [Google Scholar] [CrossRef] [Green Version]
- Karakurt, I.; Lin, L. 3D printing technologies: Techniques, materials, and post-processing. Curr. Opin. Chem. Eng. 2020, 28, 134–143. [Google Scholar] [CrossRef]
- Cunningham, C.; Flynn, J.; Shokrani, A.; Dhokia, V.; Newman, S. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Lin, J.; Lv, Y.; Liu, Y.; Xu, B.; Sun, Z.; Li, Z.; Wu, Y. Microstructural evolution and mechanical properties of Ti-6Al-4V wall deposited by pulsed plasma arc additive manufacturing. Mater. Des. 2016, 102, 30–40. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H. Effects of heat accumulation on microstructure and mechanical properties of Ti6Al4V alloy deposited by wire arc additive manufacturing. Addit. Manuf. 2018, 23, 151–160. [Google Scholar] [CrossRef]
- Bermingham, M.; Nicastro, L.; Kent, D.; Chen, Y.; Dargusch, M. Optimising the mechanical properties of Ti-6Al-4V components produced by wire + arc additive manufacturing with post-process heat treatments. J. Alloys Compd. 2018, 753, 247–255. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Fei, Z. The effects of forced interpass cooling on the material properties of wire arc additively manufactured Ti6Al4V alloy. J. Mater. Process. Technol. 2018, 258, 97–105. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Sun, Q.; Wang, H.; Liu, J.; Feng, J. Effect of location on microstructure and mechanical properties of additive layer manufactured Inconel 625 using gas tungsten arc welding. Mater. Sci. Eng. A 2016, 676, 395–405. [Google Scholar] [CrossRef]
- Rojas, J.M.; Wolfe, T.; Fleck, B.; Qureshi, A.J. Plasma transferred arc additive manufacturing of Nickel metal matrix composites. Manuf. Lett. 2018, 18, 31–34. [Google Scholar] [CrossRef]
- Yang, X.; Liu, J.; Wang, Z.; Lin, X.; Liu, F.; Huang, W.; Liang, E. Microstructure and mechanical properties of wire and arc additive manufactured AZ31 magnesium alloy using cold metal transfer process. Mater. Sci. Eng. A 2020, 774, 138942. [Google Scholar] [CrossRef]
- Takagi, H.; Sasahara, H.; Abe, T.; Sannomiya, H.; Nishiyama, S.; Ohta, S.; Nakamura, K. Material-property evaluation of magnesium alloys fabricated using wire-and-arc-based additive manufacturing. Addit. Manuf. 2018, 24, 498–507. [Google Scholar] [CrossRef]
- Xu, X.; Ganguly, S.; Ding, J.; Guo, S.; Williams, S.; Martina, F. Microstructural evolution and mechanical properties of maraging steel produced by wire + arc additive manufacture process. Mater. Charact. 2018, 143, 152–162. [Google Scholar] [CrossRef]
- Yang, F.; Kang, H.; Chen, Z.; Guo, E.; Zeng, Y.; Wang, W.; Wang, T. Electrochemical corrosion mechanisms of nickel-aluminium bronze with different nickel contents using the rotating disc electrode. Corros. Sci. 2019, 157, 438–449. [Google Scholar] [CrossRef]
- Wharton, J.A.; Barik, R.; Kear, G.; Wood, R.J.K.; Stokes, K.; Walsh, F. The corrosion of nickel–aluminium bronze in seawater. Corros. Sci. 2005, 47, 3336–3367. [Google Scholar] [CrossRef]
- Lv, Y.; Ding, Y.; Cui, H.; Liu, G.; Wang, B.; Cao, L.; Li, L.; Qin, Z.; Lu, W. Investigation of microscopic residual stress and its effects on stress corrosion behavior of NiAl bronze alloy using in situ neutron diffraction/EBSD/tensile corrosion experiment. Mater. Charact. 2020, 164, 110351. [Google Scholar] [CrossRef]
- Cunningham, C.; Wikshåland, S.; Xu, F.; Kemakolam, N.; Shokrani, A.; Dhokia, V.; Newman, S. Cost Modelling and Sensitivity Analysis of Wire and Arc Additive Manufacturing. Procedia Manuf. 2017, 11, 650–657. [Google Scholar] [CrossRef]
- Hazra, M.; Balan, K. Failure of a nickel aluminium bronze (NAB) canned motor pump impeller working under polluted sea water–Influence of material selection, section thickness dependent microstructure and temper annealing heat treatment. Eng. Fail. Anal. 2016, 70, 141–156. [Google Scholar] [CrossRef]
- Zhao, B.; Lv, Y.; Ding, Y.; Wang, L.; Lu, W. The grain refinement mechanisms of various phases in shot-peened Nickel-Aluminum bronze (NAB) alloy. Mater. Charact. 2018, 144, 77–85. [Google Scholar] [CrossRef]
- Li, Y.; Lian, Y.; Sun, Y. Cavitation erosion behavior of friction stir processed nickel aluminum bronze. J. Alloys Compd. 2019, 795, 233–240. [Google Scholar] [CrossRef]
- Dharmendra, C.; Shakerin, S.; Ram, G.J.; Mohammadi, M. Wire-arc additive manufacturing of nickel aluminum bronze/stainless steel hybrid parts–Interfacial characterization, prospects, and problems. J. Mater. 2020, 13, 100834. [Google Scholar] [CrossRef]
- Dharmendra, C.; Hadadzadeh, A.; Amirkhiz, B.; Ram, G.J.; Mohammadi, M. Microstructural evolution and mechanical behavior of nickel aluminum bronze Cu-9Al-4Fe-4Ni-1Mn fabricated through wire-arc additive manufacturing. Addit. Manuf. 2019, 30, 100872. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ding, D.; Yuan, L.; Nie, N.; Wang, Y.; Luo, D.; Cuiuri, D.; Van Duin, S.; Li, H. The influence of post-production heat treatment on the multi-directional properties of nickel-aluminum bronze alloy fabricated using wire-arc additive manufacturing process. Addit. Manuf. 2018, 23, 411–421. [Google Scholar] [CrossRef]
- Li, Y.; Li, S.; Yang, L.; Zhong, H. Microstructure and properties of twinned dendrites in directionally solidified A356 alloy. Mater. Sci. Eng. A 2018, 734, 7–19. [Google Scholar] [CrossRef]
- Wang, L.; Wei, Y.; Zhan, X.; Yu, F.; Cao, X.; Gu, C.; Ou, W. Simulation of dendrite growth in the laser welding pool of aluminum alloy 2024 under transient conditions. J. Mater. Process. Technol. 2017, 246, 22–29. [Google Scholar] [CrossRef]
- Wei, H.L.; Mazumder, J.; Debroy, T. Evolution of solidification texture during additive manufacturing. Sci. Rep. 2015, 5, 16446. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of wire and arc additive manufacturing (WAAM) process parameters on bead geometry and microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Spaniol, E.; Ungethüm, T.; Trautmann, M.; Andrusch, K.; Hertel, M.; Füssel, U. Development of a novel TIG hot-wire process for wire and arc additive manufacturing. Weld. World 2020, 64, 1329–1340. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Al | Ni | Fe | Mn | Si | Zn | Sn | Pb | |
|---|---|---|---|---|---|---|---|---|---|
| Substrate (C63000) | Bal. | 9.11 | 4.28 | 3.3 | 0.9 | 0.01 | 0.02 | 0.01 | 0.04 |
| Wire (ERCuNiAl) | Bal. | 8.8 | 5.2 | 3.3 | 0.8 | 0.002 | 0.003 | 0.002 | 0.002 |
| Weld ID. No. | Current (A) | Voltage (V) | Travel Speed (cm/min) | Wire Feed Rate (m/min) | Heat Input (kJ) | Wire Feed Rate Per Heat Input Rate (kJ·s/cm2) | |
|---|---|---|---|---|---|---|---|
| 1 | 118 | 11.5 | 30 | 5 | 2.714 | 0.54 | |
| 2 | 147 | 11.8 | 30 | 6 | 3.4692 | 0.57 | |
| 3 | 163 | 11.7 | 30 | 7 | 3.8142 | 0.54 | |
| 4 | 184 | 11.8 | 30 | 8 | 4.3424 | 0.54 | |
| 5 | 197 | 12.9 | 30 | 9 | 5.0826 | 0.56 | |
| 6 | 214 | 14.4 | 30 | 10 | 6.1632 | 0.61 | |
| Fixed Parameters for GMAW (gas metal arc welding) process | |||||||
| CTWD (contact tip to walk distance) (mm) | Shielding gas (L/min) | ||||||
| 15 | 15 | ||||||
| Process Parameter | Type 1 | Type 2 | Type 3 (for Wear Test) |
|---|---|---|---|
| Current (A) | 163~165 | ||
| Voltage (V) | 11.8~12.0 | ||
| Travel Speed (cm/min) | 30 | ||
| CTWD (mm) | 15~15.5 | ||
| Wire Feed Rate (m/min) | 7 | ||
| Shielding Gas (l/min) | 15 (Ar 100%) | ||
| Overlap Pitch (mm) | 4~4.5 | ||
| Deposition Bulk Size | 150 mm (L) × 60 mm (W) × 25 nm (H) | 60 mm (D) × 25 nm (H) | |
| Deposition Path Type |  |  |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Kim, J.; Pyo, C. Comparison of Mechanical Properties of Ni-Al-Bronze Alloy Fabricated through Wire Arc Additive Manufacturing with Ni-Al-Bronze Alloy Fabricated through Casting. Metals 2020, 10, 1164. https://doi.org/10.3390/met10091164
Kim J, Kim J, Pyo C. Comparison of Mechanical Properties of Ni-Al-Bronze Alloy Fabricated through Wire Arc Additive Manufacturing with Ni-Al-Bronze Alloy Fabricated through Casting. Metals. 2020; 10(9):1164. https://doi.org/10.3390/met10091164
Chicago/Turabian StyleKim, Jisun, Jaewoong Kim, and Changmin Pyo. 2020. "Comparison of Mechanical Properties of Ni-Al-Bronze Alloy Fabricated through Wire Arc Additive Manufacturing with Ni-Al-Bronze Alloy Fabricated through Casting" Metals 10, no. 9: 1164. https://doi.org/10.3390/met10091164
APA StyleKim, J., Kim, J., & Pyo, C. (2020). Comparison of Mechanical Properties of Ni-Al-Bronze Alloy Fabricated through Wire Arc Additive Manufacturing with Ni-Al-Bronze Alloy Fabricated through Casting. Metals, 10(9), 1164. https://doi.org/10.3390/met10091164