The Influence of Specimen Geometry and Strain Rate on the Portevin-Le Chatelier Effect and Fracture in an Austenitic FeMnC TWIP Steel



Abstract
:1. Introduction
2. Materials and Methods
3. Results
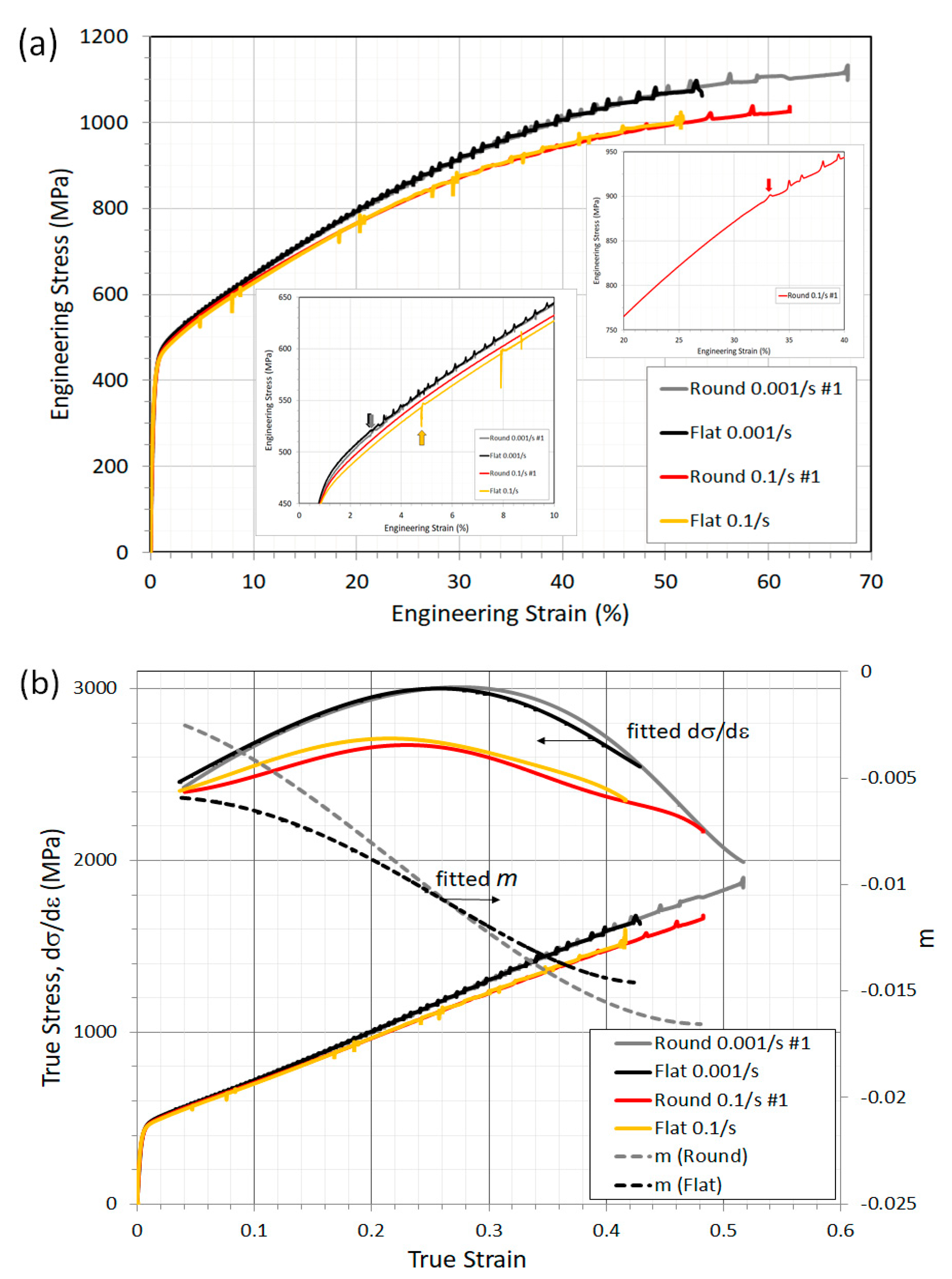
- All of the specimens fracture before the Considère criterion (dσ/dε ≤ σ) is met, although the behavior of the round samples is closer to ideal than the flat specimens in this respect.
- The strain hardening behavior is independent of the specimen geometry at both high and low strain rates.
- Both geometries have similar overall negative strain rate sensitivities with values of m around −0.015 at fracture.
- In all cases, premature fracture appears to be correlated with a PLC load spike.
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- DeCooman, B.C.; Kwon, O.; Chin, K.G. State of the knowledge on TWIP steel. Mater. Sci. Technol. 2012, 28, 513–527. [Google Scholar] [CrossRef]
- Dastur, Y.N.; Leslie, W.C. Mechanism of work hardening in Hadfield manganese steel. Met. Trans. A 1981, 12, 749–759. [Google Scholar] [CrossRef]
- Grassel, O.; Kruger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe-Mn-(Al,Si) TRIP/TWIP steels development—properties—application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- Luo, Z.C.; Huang, M.X. Revisit the role of deformation twins on the work-hardening behavior of twinning-induced plasticity steels. Scr. Mater. 2018, 142, 28–31. [Google Scholar] [CrossRef]
- Lorthios, J.; Maziere, M.; Lemoine, X.; Cugy, P.; Besson, J.; Gourges-Lorenzon, A.-F. Fracture behavior of a Fe-22Mn-0.6C-0.2V austenitic TWIP steel. Int. J. Mech. Sci. 2015, 101–102, 99–113. [Google Scholar] [CrossRef]
- Yang, H.K.; Tian, Y.Z.; Zhang, Z.J.; Yang, C.L.; Zhang, P.; Zhang, Z.F. Tensile fracture modes in Fe-22Mn-0.6C and Fe-30Mn-3Si-3Al twinning-induced plasticity (TWIP) steels. Met. Mater. Trans. A 2017, 48A, 4458–4462. [Google Scholar] [CrossRef]
- Hwang, J.-K. Revealing the small post-necking elongation in twinning-induced plasticity steels. J. Mater. Sci. 2020, 55, 8285–8302. [Google Scholar] [CrossRef]
- Yu, H.Y.; Lee, S.M.; Nam, J.H.; Lee, S.J.; Fabregue, D.; Park, M.H.; Tsuji, N.; Lee, Y.K. Post-uniform elongation and tensile fracture mechanisms of Fe–18Mn–0.6C–xAl twinning-induced plasticity steels. Acta Mater. 2017, 131, 435–444. [Google Scholar] [CrossRef]
- Chung, K.; Ahn, K.; Yoo, D.-H.; Chung, K.-H.; Seo, M.-H.; Park, S.-H. Formability of TWIP (twinning induced plasticity) automotive steels. Int. J. Plast. 2011, 27, 52–81. [Google Scholar] [CrossRef]
- Hasegawa, K.; Kawamura, K.; Urabe, T.; Hosoya, Y. Effects of microstructure on stretch-flange-formability of 980 MPa grade cold-rolled ultra high strength steel sheets. ISIJ Int. 2004, 44, 603–609. [Google Scholar] [CrossRef]
- McCormick, P.G. The Portevin-Le Chatelier effect in an Al-Mg-Si alloy. Acta Met. 1971, 19, 463–471. [Google Scholar] [CrossRef]
- Kang, J.; Wilkinson, D.S.; Embury, J.D.; Jain, M.; Beaudoin, A.J. Effect of type-B Portevin-Le Chatelier bands on the onset of necking in uniaxial tension of strip cast AA5754 sheets. Scr. Mater. 2005, 53, 499–503. [Google Scholar] [CrossRef]
- Kim, K.C.; Kim, J.T.; Suk, J.I.; Sung, U.H.; Kwon, H.K. Influences of the dynamic strain aging on the J-R fracture characteristics of the ferritic steels for reactor coolant piping system. Nucl. Eng. Des. 2004, 228, 151–159. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Berdin, C.; Maziere, M.; Forest, S.; Prioul, C.; Parrot, A.; Le-Delliou, P. Portevin-Le Chatelier (PLC) instabilities and slant fracture in C-Mn steel round specimens. Scr. Mater. 2011, 64, 430–433. [Google Scholar] [CrossRef]
- Renard, K.; Ryelandt, S.; Jacques, P.J. Characterisation of the Portevin-Le Chatelier effect affecting an austenitic TWIP steel based on digital image correlation. Mater. Sci. Eng. A 2010, 527, 2969–2977. [Google Scholar] [CrossRef]
- Zhemchuznikova, D.; Lebyodkin, M.; Yuzbekova, D.; Lebedkina, T.; Mogucheva, A.; Kaibyshev, R. Interrelation between the Portevin Le-Chatelier effect and necking in AlMg alloys. Int. J. Plast. 2018, 110, 95–109. [Google Scholar] [CrossRef] [Green Version]
- Allain, S.; Cugy, P.; Scott, C.; Chateau, J.-P.; Rusinek, A.; Deschamps, A. Influence of plastic instabilities on the mechanical properties of a high manganese austenitic FeMnC steel. Int. J. Mater. Res. 2008, 99, 734–738. [Google Scholar] [CrossRef]
- Lebedkina, T.A.; Lebyodkin, M.A.; Chateau, J.-P.; Jacques, A.; Allain, S. On the mechanism of unstable plastic flow in an austenitic FeMnC TWIP steel. Mater. Sci. Eng. A 2009, 519, 147–154. [Google Scholar] [CrossRef]
- Koyama, M.; Sawaguchi, T.; Tsuzaki, K. Overview of dynamic strain aging and associated phenomena in Fe-Mn-C austenitic steels. ISIJ Int. 2018, 58, 1383–1395. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.G.; Hong, S.; Anjabin, N.; Park, B.H.; Kim, S.K.; Chin, K.-G.; Lee, S.; Kim, H.S. Dynamic strain aging of twinning-induced plasticity (TWIP) steel in tensile testing and deep drawing. Mater. Sci. Eng. A 2015, 633, 136–143. [Google Scholar] [CrossRef]
- Roth, A.; Lebedkina, T.A.; Lebyodkin, M.A. On the critical strain for the onset of plastic instability in an austenitic FeMnC steel. Mater. Sci. Eng. A 2012, 539, 280–284. [Google Scholar] [CrossRef]
- Zavattieri, P.D.; Savic, V.; Hector, L.G.; Fekete, J.R.; Tong, W.; Xuan, Y. Spatio-temporal characteristics of the Portevin–Le Châtelier effect in austenitic steel with twinning induced plasticity. Int. J. Plast. 2009, 25, 2298–2330. [Google Scholar] [CrossRef]
- Zdunek, J.; Spychalski, W.L.; Mizera, J.; Kurzydlowski, K.J. The influence of specimens geometry on the PLC effect in Al-Mg-Mn (5182) alloy. Mater. Charact. 2007, 58, 46–50. [Google Scholar] [CrossRef]
- Abbadi, M.; Hahner, P.; Zeghloul, A. On the characteristics of Portevin-Le Chatelier bands in aluminum alloy 5182 under stress-controlled and strain-controlled tensile testing. Mater. Sci. Eng. A 2002, 337, 194–201. [Google Scholar] [CrossRef]
- Abduluyahed, A.A.; Roiniatowski, K.; Kurzydlowski, K.J. The effect of test environment on tensile properties of 316L austenitic stainless steel Part I: Serrated flow characteristics. Scr. Met. Mater. 1995, 33, 1489–1492. [Google Scholar] [CrossRef]
- Cugy, P.; Guelton, N.; Scott, C.; Stouvenot, F.; Theyssier, M.-C. Method of Producing Austenitic Iron/Carbon/Manganese Steel Sheets Having Very High Strength and Elongation Characteristics and Excellent Homogeneity. Patent WO2006/056670, 1 June 2006. [Google Scholar]
- Kim, J.-K.; Chen, L.; Kim, H.-S.; Kim, S.-K.; Estrin, Y.; De Cooman, B.C. On the tensile behaviour of high-manganese twinning-induced plasticity steel. Met. Mater. Trans. A 2009, 40, 3147–3158. [Google Scholar] [CrossRef]
- Chen, L.; Kim, H.-S.; Kim, S.-K.; De Cooman, B.C. Localised deformation due to Portevin-LeChatelier Effect in 18Mn-0.6C TWIP austenitic steel. ISIJ Int. 2007, 47, 1804–1812. [Google Scholar] [CrossRef] [Green Version]
- Allain, S.; Bouaziz, O.; Lebedkina, T.A.; Lebyodkin, M.A. Relationship between relaxation mechanisms and strain ageing in an austenitic FeMnC steel. Scr. Mater. 2011, 64, 741–744. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PLC Band | Critical Strain εc | Max PLC Band Strain | True Fracture Strain * | True Fracture Stress, (MPa) |
|---|---|---|---|---|---|
| Round 0.001 s−1 | Type A | 2.8% | 4.3% | 0.59 | 1992 |
| Round 0.1 s−1 | Type A | 33.2% | 4.7% | 0.71 | 2081 |
| Flat 0.001 s−1 | Type A | 2.7% | 4.7% | 0.51 | 1810 |
| Flat 0.1 s−1 | Type C + A | 4.8% | 6.6% | 0.50 | 1688 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, J.; Shi, L.; Liang, J.; Shalchi-Amirkhiz, B.; Scott, C. The Influence of Specimen Geometry and Strain Rate on the Portevin-Le Chatelier Effect and Fracture in an Austenitic FeMnC TWIP Steel. Metals 2020, 10, 1201. https://doi.org/10.3390/met10091201
Kang J, Shi L, Liang J, Shalchi-Amirkhiz B, Scott C. The Influence of Specimen Geometry and Strain Rate on the Portevin-Le Chatelier Effect and Fracture in an Austenitic FeMnC TWIP Steel. Metals. 2020; 10(9):1201. https://doi.org/10.3390/met10091201
Chicago/Turabian StyleKang, Jidong, Liting Shi, Jie Liang, Babak Shalchi-Amirkhiz, and Colin Scott. 2020. "The Influence of Specimen Geometry and Strain Rate on the Portevin-Le Chatelier Effect and Fracture in an Austenitic FeMnC TWIP Steel" Metals 10, no. 9: 1201. https://doi.org/10.3390/met10091201
APA StyleKang, J., Shi, L., Liang, J., Shalchi-Amirkhiz, B., & Scott, C. (2020). The Influence of Specimen Geometry and Strain Rate on the Portevin-Le Chatelier Effect and Fracture in an Austenitic FeMnC TWIP Steel. Metals, 10(9), 1201. https://doi.org/10.3390/met10091201