
The Influence of the Mechanism of Double-Sided FSW on Microstructure and Mechanical Performance of AZ31 Alloy

Abstract
:1. Introduction
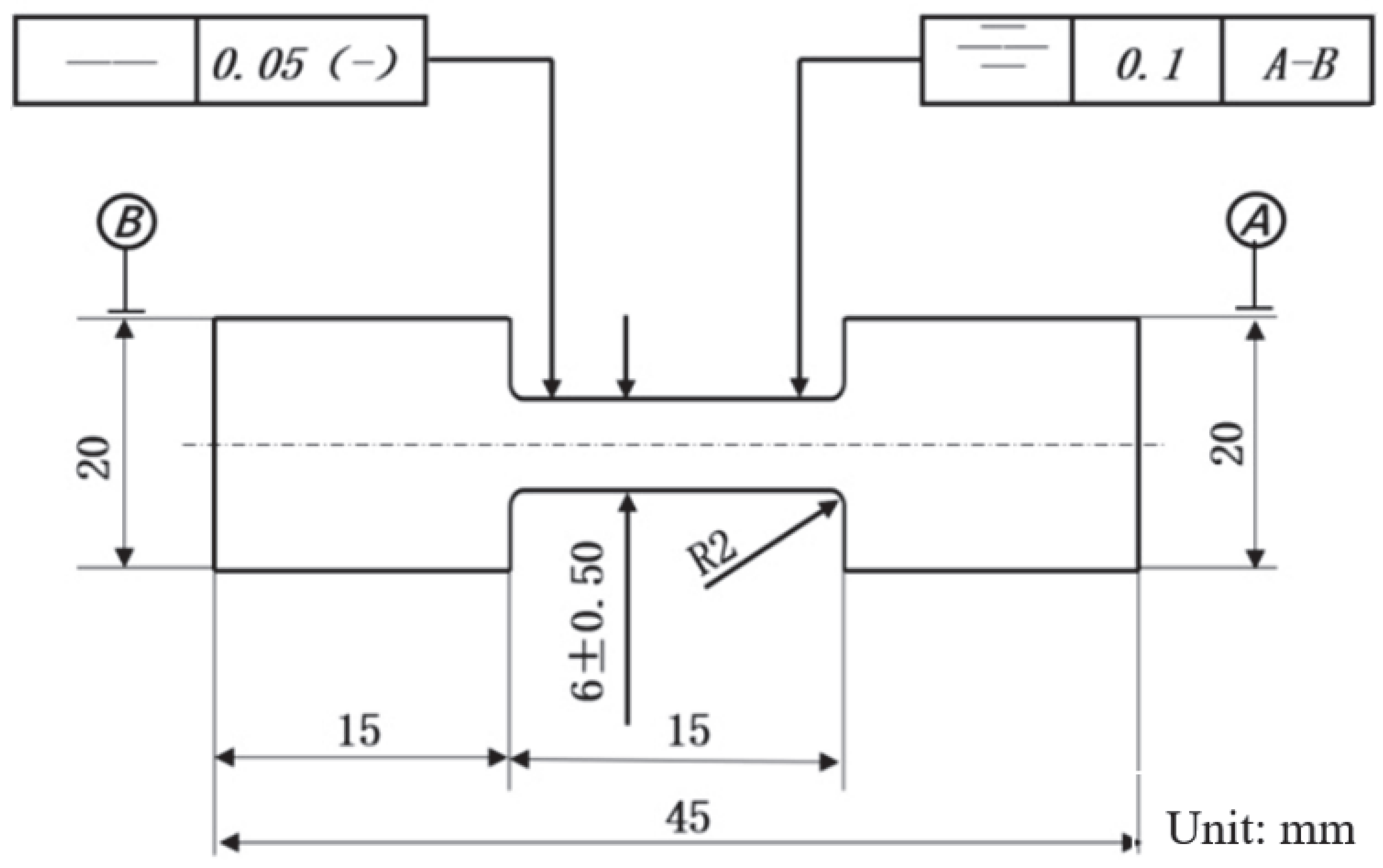
2. Materials and Methods
3. Results and Discussion
3.1. Effect of FSW Parameter on the Microstructure
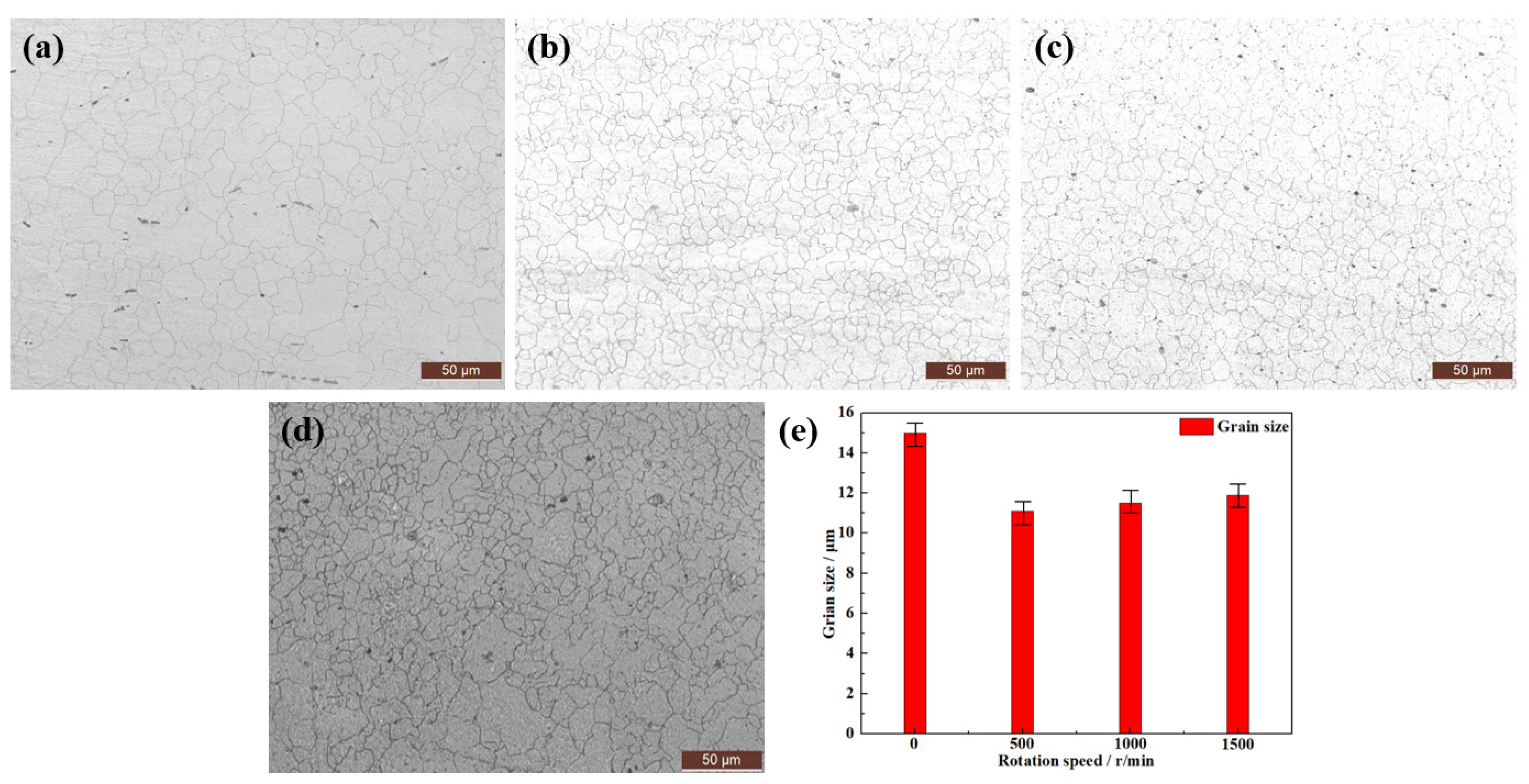
3.1.1. The Effect of Rotate Speed on the Microstructure
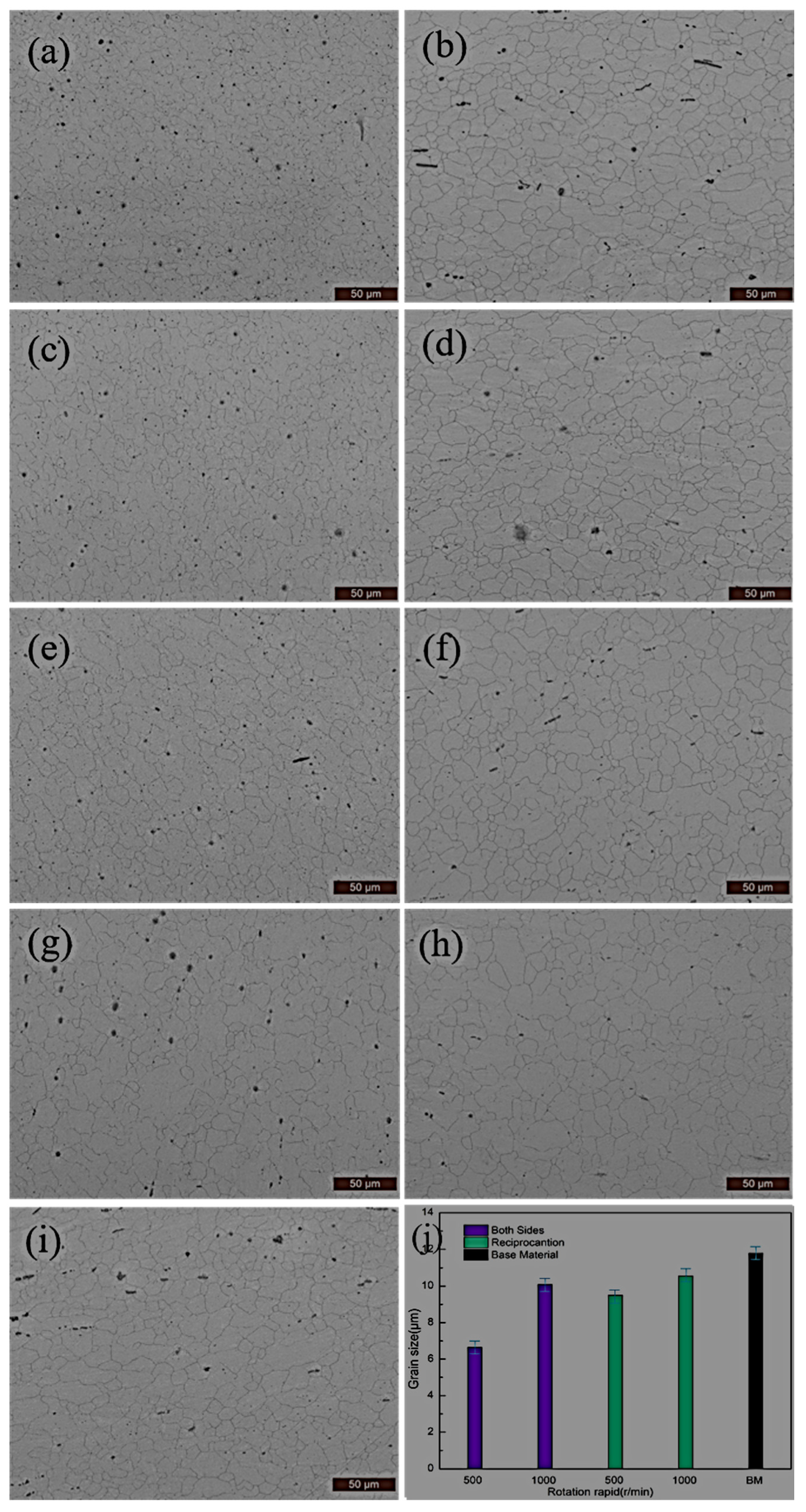
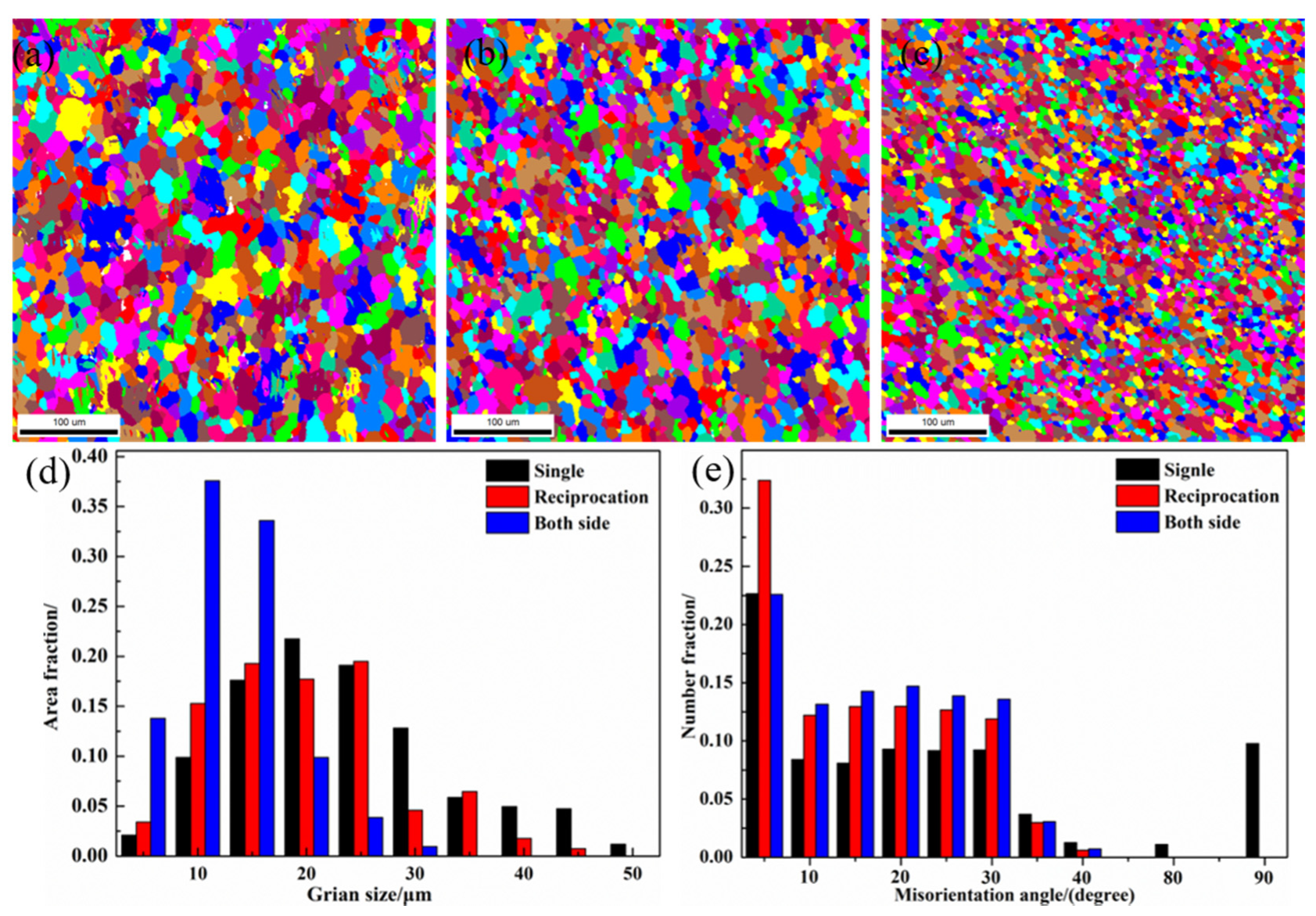
3.1.2. The Effect of Welding Pass on the Microstructure
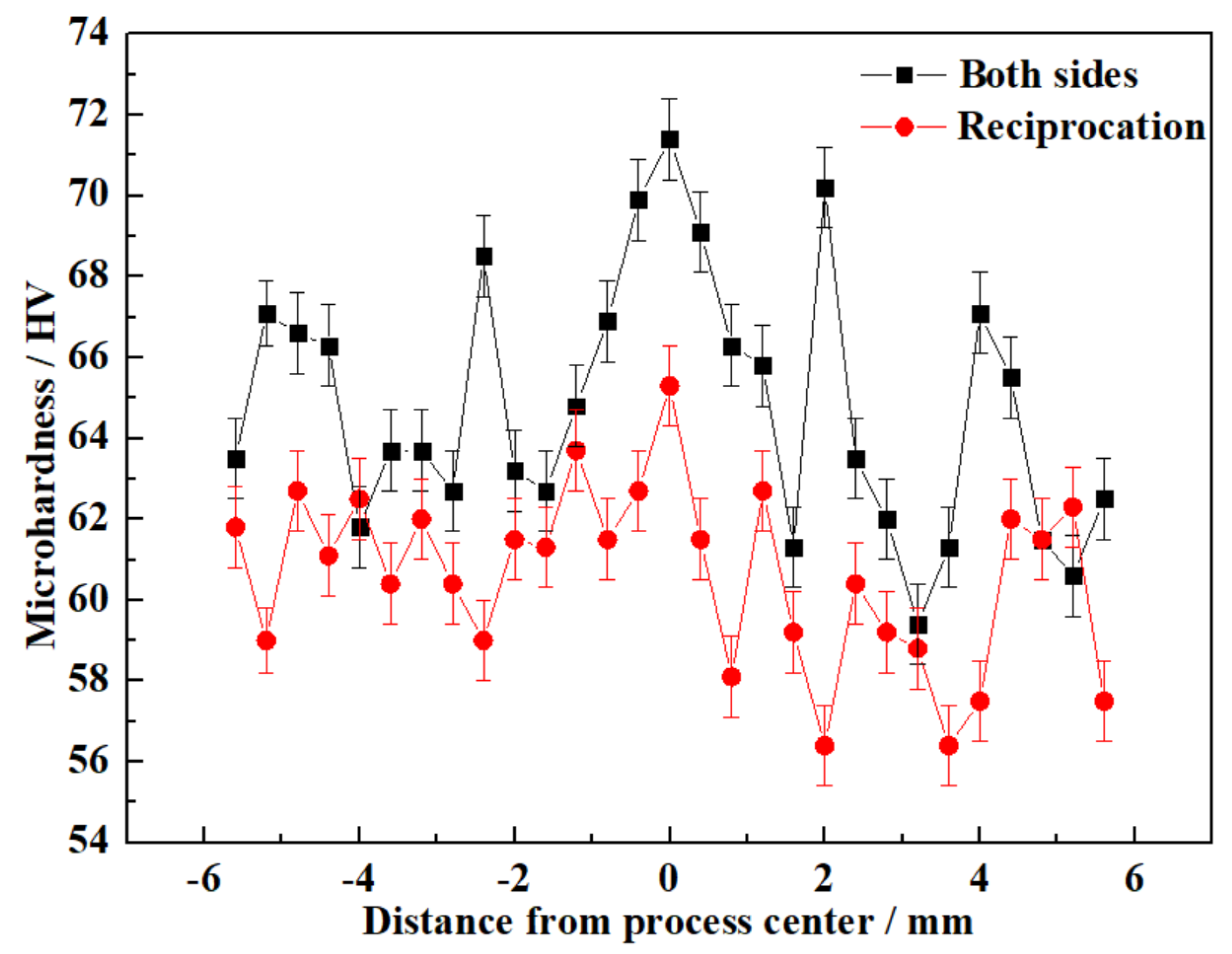
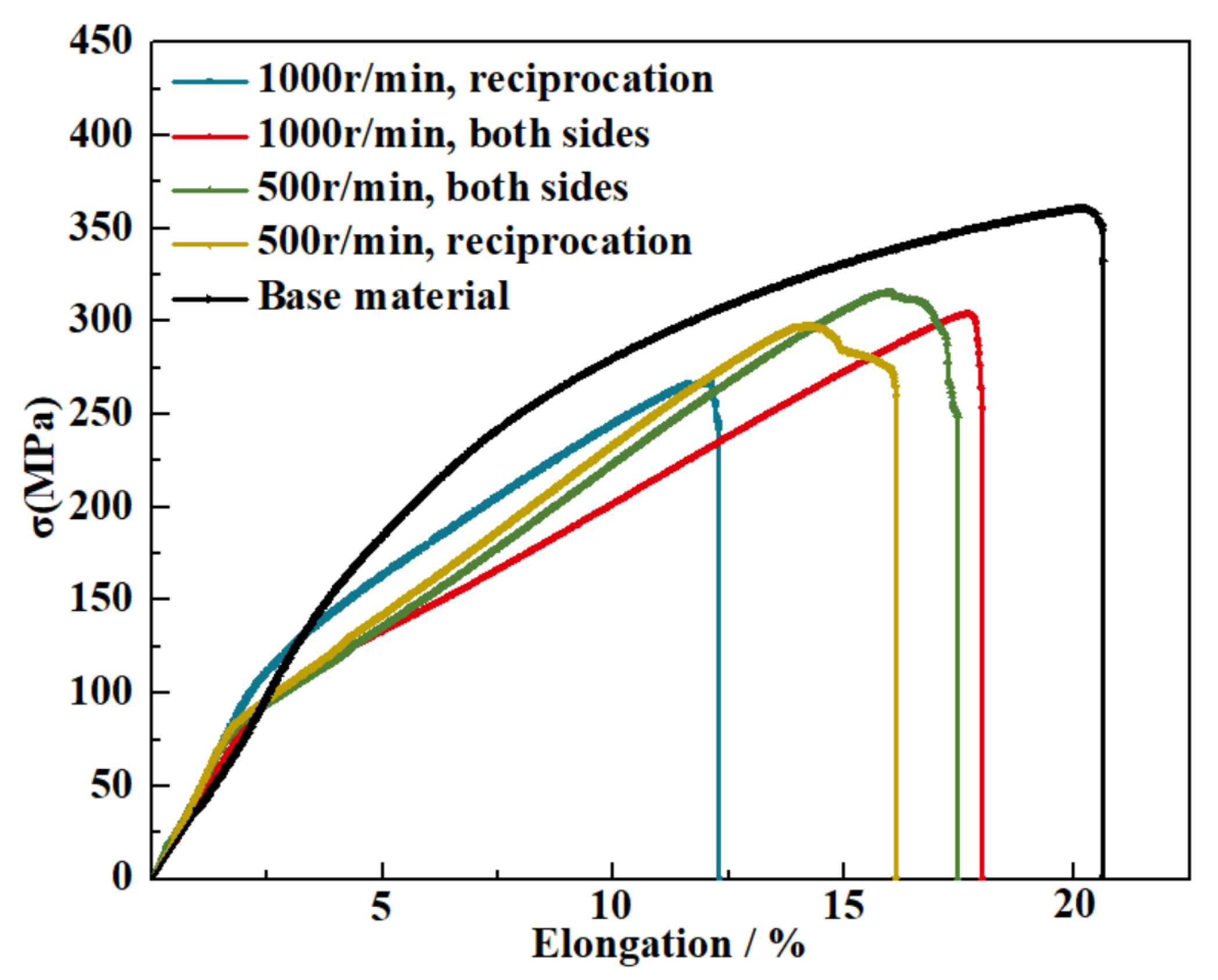
3.2. Effects of FSW Parameter on the Mechanical Properties
4. Conclusions
- (1)
- The grain refinement of the stirring zone can be induced by the FSW. In the single-pass FSW, the beneficial effect of FSW could be weakened by the increase of the rotation speed. The weld joint with a rotation speed of 500 r/min obtained the smallest grain size of 11.1 μm, which was smaller than the base materials (12.6 μm) and the joint of 1000 r/min (11.5 μm).
- (2)
- The application of multi-pass welding in FSW induces a better refinement efficiency of the microstructure compared with the single pass. The microstructure refinement was carried out through the recrystallization mechanism.
- (3)
- Compared with the reciprocation welding process, the multi-pass weld process conducted on double sides of the sample can induce a more uniform deformation, resulting in better grain refinement and a lower fluctuation of grain size. The maximum grain size (6.7 μm) was achieved on double-sided FSW of 500 r/min.
- (4)
- The optimum mechanical properties (315 MPa) of the AZ31 alloy weld joints can be obtained through the multi-pass weld process conducted on double-sided FSW of 500 r/min.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sevvel, P.; Jaiganesh, V. Characterization of Mechanical Properties and Microstructural Analysis of Friction Stir Welded AZ31B Mg Alloy Thorough Optimized Process Parameters. Procedia Eng. 2014, 97, 741–751. [Google Scholar] [CrossRef] [Green Version]
- Ugender, S. Influence of tool pin profile and rotational speed on the formation of friction stir welding zone in AZ31 magnesium alloy. J. Magnes. Alloys 2018, 6, 205–213. [Google Scholar] [CrossRef]
- Wu, B.; Liu, J.; Song, Q.; Lv, Z.; Bai, W. Controllability of joint integrity and mechanical properties of friction stir welded 6061-T6 aluminum and AZ31B magnesium alloys based on stationary shoulder. High Temp. Mater. Process. 2019, 38, 557–566. [Google Scholar] [CrossRef]
- Liu, Z.; Ji, S.; Meng, X. Improving Joint Formation and Tensile Properties of Dissimilar Friction Stir Welding of Aluminum and Magnesium Alloys by Solving the Pin Adhesion Problem. J. Mater. Eng. Perform. 2018, 27, 1404–1413. [Google Scholar] [CrossRef]
- Fu, B.; Qin, G.; Li, F.; Meng, X.; Zhang, J.; Wu, C. Friction stir welding process of dissimilar metals of 6061-T6 aluminum alloy to AZ31B magnesium alloy. J. Mater. Process. Technol. 2015, 218, 38–47. [Google Scholar] [CrossRef]
- Liu, Z.; Ji, S.; Meng, X. Joining of magnesium and aluminum alloys via ultrasonic assisted friction stir welding at low temperature. Int. J. Adv. Manuf. Technol. 2018, 97, 4127–4136. [Google Scholar] [CrossRef]
- Suhuddin, U.; Mironov, S.; Sato, Y.; Kokawa, H.; Lee, C.-W. Grain structure evolution during friction-stir welding of AZ31 magnesium alloy. Acta Mater. 2009, 57, 5406–5418. [Google Scholar] [CrossRef]
- Quan, Y.; Chen, Z.; Gong, X.; Yu, Z. CO2 laser beam welding of dissimilar magnesium-based alloys. Mater. Sci. Eng. A 2008, 496, 45–51. [Google Scholar] [CrossRef]
- Li, D.; Chrysanthou, A.; Patel, I.; Williams, G. Self-piercing riveting-a review. Int. J. Adv. Manuf. Technol. 2017, 92, 1777–1824. [Google Scholar] [CrossRef] [Green Version]
- Carlone, P.; Palazzo, G.S. Characterization of TIG and FSW welding in cast ZE41A magnesium alloy. J. Mater. Process. Technol. 2015, 215, 87–94. [Google Scholar] [CrossRef]
- Ma, Z.; Pilchak, A.; Juhas, M.; Williams, J. Microstructural refinement and property enhancement of cast light alloys via friction stir processing. Scr. Mater. 2008, 58, 361–366. [Google Scholar] [CrossRef]
- Kumar, P.S.; Chander, M.S. Effect of tool pin geometry on FSW dissimilar aluminum alloys—(AA5083 & AA6061). Mater. Today Proc. 2020, 39, 472–477. [Google Scholar]
- Leal, R.; Leitão, C.; Loureiro, A.; Rodrigues, D. Material flow in heterogeneous friction stir welding of thin aluminium sheets: Effect of shoulder geometry. Mater. Sci. Eng. A 2008, 498, 384–391. [Google Scholar] [CrossRef] [Green Version]
- Steuwer, A.; Peel, M.; Withers, P. Dissimilar friction stir welds in AA5083–AA6082: The effect of process parameters on residual stress. Mater. Sci. Eng. A 2006, 441, 187–196. [Google Scholar] [CrossRef]
- Aval, H.J.; Serajzadeh, S.; Kokabi, A. Evolution of microstructures and mechanical properties in similar and dissimilar friction stir welding of AA5086 and AA6061. Mater. Sci. Eng. A 2011, 528, 8071–8083. [Google Scholar] [CrossRef]
- Khodir, S.A.; Shibayanagi, T. Friction stir welding of dissimilar AA2024 and AA7075 aluminum alloys. Mater. Sci. Eng. B 2008, 148, 82–87. [Google Scholar] [CrossRef]
- Malarvizhi, S.; Balasubramanian, V. Influences of tool shoulder diameter to plate thickness ratio (D/T) on stir zone formation and tensile properties of friction stir welded dissimilar joints of AA6061 aluminum–AZ31B magnesium alloys. Mater. Des. 2012, 40, 453–460. [Google Scholar] [CrossRef]
- Simar, A.; Avettand-Fenoel, M.-N. State of the art about dissimilar metal friction stir welding. Sci. Technol. Weld. Join. 2016, 22, 389–403. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Jadav, H.H.; Badheka, V.; Sharma, D.K.; Upadhyay, G. Effect of pin diameter and different cooling media on friction stir welding of dissimilar Al-Mg alloys. Mater. Today Proc. 2020, 42, 362–369. [Google Scholar] [CrossRef]
- Gupta, A.; Singh, P.; Gulati, P.; Shukla, D. Effect of Tool rotation speed and feed rate on the formation of tunnel defect in Friction Stir Processing of AZ31 Magnesium alloy. Mater. Today Proc. 2015, 2, 3463–3470. [Google Scholar] [CrossRef]
- Barmouz, M.; Givi, M.K.B. Fabrication of in situ Cu/SiC composites using multi-pass friction stir processing: Evaluation of microstructural, porosity, mechanical and electrical behavior. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1445–1453. [Google Scholar] [CrossRef]
- Mohamed, J.U.; Vijitha, S.; Kumar, V.S. Study on Friction stir Welding of Aluminium Alloy AA6061 and Magnesium Alloy AZ31. J. Mater. Sci. Mech. Eng. 2017, 4, 204–206. [Google Scholar]
- Sankar, B.; Umamaheswarrao, P. Optimisation of hardness and tensile strength of friction stir welded AA6061 alloy using response surface methodology coupled with grey relational analysis and principle component analysis. Int. J. Eng. Sci. Technol. 2016, 7, 21. [Google Scholar] [CrossRef]
- Sankar, B.R.; Umamaheswarrao, P. Optimisation of Friction Stir Welding On AA6061 Alloy Using Response Surface Methodology Coupled With Grey Relational Analysis and Entropy Method. In Proceedings of the International Conference on Advances in Production and Industrial Engineering (INCAPIE 2015), Trichy, India, 20–21 February 2015; pp. 198–203. [Google Scholar]
- Sankar, K.R.B.R.; Umamaheswarrao, P.; Kumar, K.S.; Sundar, G.J.D.; Babu, J.N.; Surendra, K. Optimization of Process Parameters during Friction Stir Welding of AA6061 using Hybrid GRA-PCA. In Proceedings of the 3rd International Conference on Advanced Manufacturing & Automation (INCAMA 2018), Krishnankoil, India, 5–6 April 2018. [Google Scholar]
- Bai, Y.; Su, H.; Wu, C. Enhancement of the Al/Mg Dissimilar Friction Stir Welding Joint Strength with the Assistance of Ultrasonic Vibration. Metals 2021, 11, 1113. [Google Scholar] [CrossRef]
- Jayaprakash, S.; Chandran, S.S.; Sathish, T.; Gugulothu, B.; Ramesh, R.; Sudhakar, M.; Subbiah, R. Effect of Tool Profile Influence in Dissimilar Friction Stir Welding of Aluminium Alloys (AA5083 and AA7068). Adv. Mater. Sci. Eng. 2021, 2021, 7387296. [Google Scholar] [CrossRef]
- Fonda, R.; Bingert, J.; Colligan, K. Development of grain structure during friction stir welding. Scr. Mater. 2004, 51, 243–248. [Google Scholar] [CrossRef]
- Jata, K.; Semiatin, S. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys. Scr. Mater. 2000, 43, 743–749. [Google Scholar] [CrossRef]
- McNelley, T.; Swaminathan, S.; Su, J. Recrystallization mechanisms during friction stir welding/processing of aluminum alloys. Scr. Mater. 2008, 58, 349–354. [Google Scholar] [CrossRef] [Green Version]
- Prangnell, P.; Heason, C. Grain structure formation during friction stir welding observed by the ‘stop action technique’. Acta Mater. 2005, 53, 3179–3192. [Google Scholar] [CrossRef]
- Mironov, S.; Inagaki, K.; Sato, Y.S.; Kokawa, H. Effect of Welding Temperature on Microstructure of Friction-stir Welded Aluminum Alloy 1050. Metall. Mater. Trans. A 2015, 46, 783–790. [Google Scholar] [CrossRef]
- Giles, T.L.; Oh-Ishi, K.; Zhilyaev, A.; Swaminathan, S.; Mahoney, M.W.; McNelley, T.R. The Effect of Friction Stir Processing on the Microstructure and Mechanical Properties of an Aluminum Lithium Alloy. Metall. Mater. Trans. A 2009, 40, 104–115. [Google Scholar] [CrossRef]
- Chen, Y.; Ding, H.; Li, J.; Cai, Z.; Zhao, J.; Yang, W. Influence of multi-pass friction stir processing on the microstructure and mechanical properties of Al-5083 alloy. Mater. Sci. Eng. A 2016, 650, 281–289. [Google Scholar] [CrossRef]
- Zhou, N.; Song, D.; Qi, W.; Li, X.; Zou, J.; Attallah, M. Influence of the kissing bond on the mechanical properties and fracture behaviour of AA5083-H112 friction stir welds. Mater. Sci. Eng. A 2018, 719, 12–20. [Google Scholar] [CrossRef] [Green Version]
- Kavitha, M.; Manickavasagam, V.M.; Sathish, T.; Gugulothu, B.; Kumar, A.S.; Karthikeyan, S.; Subbiah, R. Parameters Optimization of Dissimilar Friction Stir Welding for AA7079 and AA8050 through RSM. Adv. Mater. Sci. Eng. 2021, 2021, 9723699. [Google Scholar] [CrossRef]
- Yamada, R.; Yoshihara, S.; Ito, Y. Fatigue Properties of AZ31B Magnesium Alloy Processed by Equal-Channel Angular Pressing. Metals 2021, 11, 1191. [Google Scholar] [CrossRef]
- Luo, X.; Kang, L.; Liu, H.; Li, Z.; Liu, Y.; Zhang, D.; Chen, D. Enhancing mechanical properties of AZ61 magnesium alloy via friction stir processing: Effect of processing parameters. Mater. Sci. Eng. A 2020, 797, 139945. [Google Scholar] [CrossRef]
- Chen, Y.; Cai, Z.H.; Ding, H.; Zhang, F.H. The Evolution of the Nugget Zone for Dissimilar AA6061/AA7075 Joints Fabricated via Multiple-Pass Friction Stir Welding. Metals 2021, 11, 1506. [Google Scholar] [CrossRef]
- Mironov, S.; Onuma, T.; Sato, Y.; Yoneyama, S.; Kokawa, H. Tensile behavior of friction-stir welded AZ31 magnesium alloy. Mater. Sci. Eng. A 2017, 679, 272–281. [Google Scholar] [CrossRef]
- Mwembela, A.; Konopleva, E.; McQueen, H.J. Hot Workability of Mg Alloys AZ31 and AZ31-Mn, Recent Developments in Light Metal; MetSoc of CIM: Westmount, QC, Canada, 1994; pp. 365–374. [Google Scholar]
- Watanabe, H.; Tsutsui, H.; Mukai, T.; Ishikawa, K.; Okanda, Y.; Kohzu, M.; Higashi, K. Grain size control of commercial wrought Mg-Al-Zn alloys utilizing dynamic recrystallization. Mater. Trans. 2001, 42, 1200–1205. [Google Scholar] [CrossRef] [Green Version]
- Spriano, S.; Doglione, R.; Baricco, M. Texture, hardening and mechanical anisotropy in A.A. 8090-T851 plate. Mater. Sci. Eng. A 1998, 257, 134–138. [Google Scholar] [CrossRef]
- Marthinsen, K.; Nes, E. A general model for metal plasticity. Mater. Sci. Eng. A 1997, 234-236, 1095–1098. [Google Scholar] [CrossRef]
- Nes, E.; Marthinsen, K. Modeling the evolution in microstructure and properties during plastic deformation of f.c.c.-metals and alloys—An approach towards a unified model. Mater. Sci. Eng. A 2002, 322, 176–193. [Google Scholar] [CrossRef]
- Starink, M.J.; Wang, S.C. A model for the yield strength of overaged Al-Zn-Mg-Cu alloys. Acta Mater. 2003, 51, 5131–5150. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heading | Zn | Mg | Cu | Fe | Si | Mn | Ni | Other Total | Mg |
|---|---|---|---|---|---|---|---|---|---|
| Nominal | 0.6–1.4 | 2.5–3.5 | 0.05 | <0.05 | <0.1 | 0.1–0.2 | <0.05 | 0.3 | bal. |
| In this study | 1.2 | 3.3 | 0.04 | <0.05 | <0.1 | 0.14 | <0.05 | 0.27 | bal. |
| Sample | Rotation Speed/r/min | Welding Speed/mm/min | Welding Passes |
|---|---|---|---|
| BM | - | - | - |
| A | 500 | 60 | 1 |
| B | 1000 | 60 | 1 |
| C | 1500 | 60 | 1 |
| D | 500 | 60 | 2, double side |
| E | 500 | 60 | 2, Reciprocation |
| F | 1000 | 60 | 2, double side |
| G | 1000 | 60 | 2, Reciprocation |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cha, S.; Hou, H.; Zhang, Y. The Influence of the Mechanism of Double-Sided FSW on Microstructure and Mechanical Performance of AZ31 Alloy. Metals 2021, 11, 1982. https://doi.org/10.3390/met11121982
Cha S, Hou H, Zhang Y. The Influence of the Mechanism of Double-Sided FSW on Microstructure and Mechanical Performance of AZ31 Alloy. Metals. 2021; 11(12):1982. https://doi.org/10.3390/met11121982
Chicago/Turabian StyleCha, Suna, Hongliang Hou, and Yanling Zhang. 2021. "The Influence of the Mechanism of Double-Sided FSW on Microstructure and Mechanical Performance of AZ31 Alloy" Metals 11, no. 12: 1982. https://doi.org/10.3390/met11121982
APA StyleCha, S., Hou, H., & Zhang, Y. (2021). The Influence of the Mechanism of Double-Sided FSW on Microstructure and Mechanical Performance of AZ31 Alloy. Metals, 11(12), 1982. https://doi.org/10.3390/met11121982