
Tailoring Heterogeneous Microstructure in a High-Strength Low-Alloy Steel for Enhanced Strength-Toughness Balance


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Mechanical Properties
3.2. Microstructural Characterization
3.2.1. Morphological Structures
3.2.2. Crystallographic Features
4. Discussion
4.1. Microstructure Analysis
4.1.1. Features of Constituent Phase in Heterogeneous Microstructure
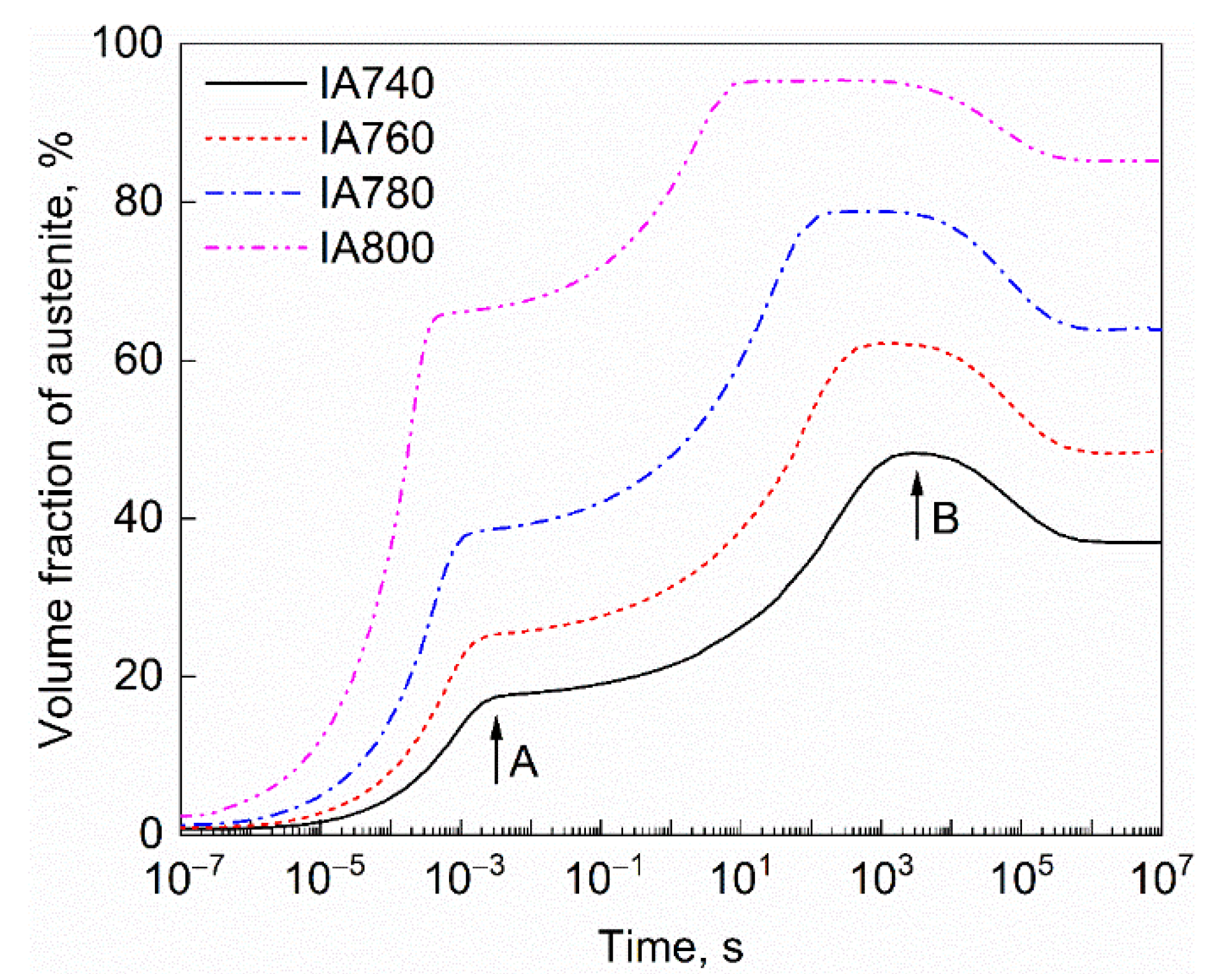
4.1.2. Formation of Reversed Austenite
4.1.3. Crystallographic Characteristics of Heterogeneous Microstructure
4.2. Analysis of Mechanical Behavior
4.2.1. Strength and Work Hardening Behavior
4.2.2. Yield Ratio
4.2.3. Toughening Mechanism
5. Conclusions
- (1)
- Heterogeneous microstructure was achieved through intercritical heat treatment in the HSLA steel that possessed comprehensive mechanical properties. With increased annealing temperature, the strength-toughness combination of the steel increased. After annealing at 800 °C, a high yield strength of 823 MPa, tensile strength of 1155 MPa, and total elongation of 15.0% were obtained. It also exhibited a −40 °C impact toughness of 86.0 J and a low yield ratio of 0.71.
- (2)
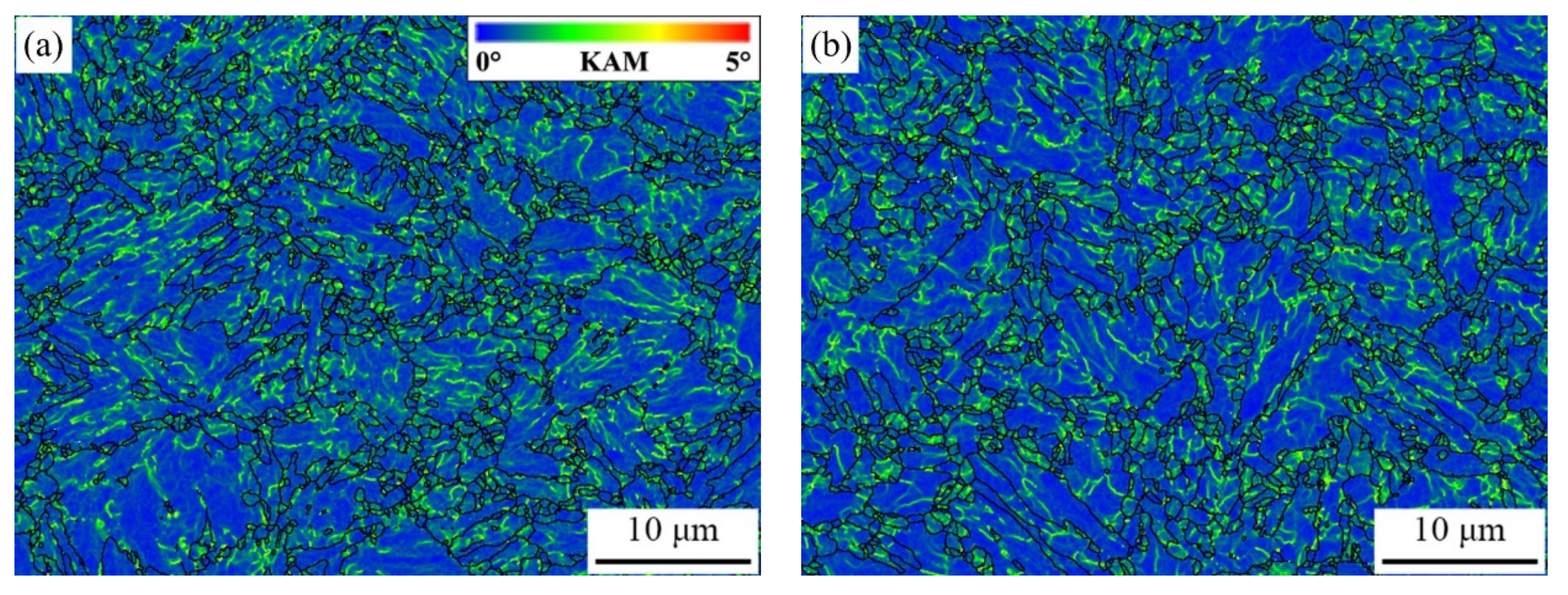
- The heterogeneous microstructure consisted of lean alloyed intercritical ferrite and alloy-enriched martensite. The martensite can be divided into granular martensite and fibrous martensite according to its morphology, which transformed from the globular and acicular reversed austenite formed during annealing, respectively. The volume fraction of martensite increased gradually with increasing annealing temperature. In addition, the dislocations were heterogeneously distributed in the microstructure.
- (3)
- The increase in high angle grain boundaries (HAGBs) was attributed to the formation of globular reversed austenite. The globular reversed austenite preferentially grew into the adjacent austenite grain that held no K-S orientation relationship with it, thus effectively refining the coarse prior austenite grains. The size of globular reversed austenite and density of HAGBs increased with annealing temperature.
- (4)
- The steels annealed at different temperatures showed continuous yielding behavior. With the increase in annealing temperature, the ultimate tensile strength and work hardening rate increased, which were mainly related to the volume fraction of martensite. The increase in martensite volume fraction can enhance the back stress and effective stress simultaneously and improve the strength-ductility combination.
- (5)
- As the annealing temperature increased, the enrichment of carbon and alloying elements in the martensite was decreased, resulting in a reduced hardness difference between soft intercritical ferrite and hard martensite. Additionally, the globular reversed austenite grew up with annealing temperature, which increased the density of HAGBs. These two factors were the underlying reasons for the improvement of impact toughness with annealing temperature.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Weng, Y.Q.; Yang, C.F.; Shang, C.J. State-Of-The-Art and development trends of HSLA steels in China. Iron Steel 2011, 46, 1–10. [Google Scholar] [CrossRef]
- Dhua, S.K.; Ray, A.; Sarma, D.S. Effect of tempering temperatures on the mechanical properties and microstructures of HSLA-100 type copper-bearing steels. Mater. Sci. Eng. A 2001, 318, 197–210. [Google Scholar] [CrossRef]
- Xie, Z.J.; Fang, Y.P.; Han, G.; Guo, H.; Misra, R.D.K.; Shang, C.J. Structure–Property relationship in a 960 MPa grade ultrahigh strength low carbon niobium–vanadium microalloyed steel: The significance of high frequency induction tempering. Mater. Sci. Eng. A 2014, 618, 112–117. [Google Scholar] [CrossRef]
- Yu, Y.; Hu, B.; Gao, M.; Xie, Z.; Rong, X.; Han, G.; Guo, H.; Shang, C. Determining role of heterogeneous microstructure in lowering yield ratio and enhancing impact toughness in high-strength low-alloy steel. Int. J. Miner. Metall. Mater. 2021, 28, 816–825. [Google Scholar] [CrossRef]
- Xie, Z.; Shang, C.; Zhou, W.; Wu, B. Effect of retained austenite on ductility and toughness of a low alloyed multiphase steel. Acta Metall. Sin. 2016, 52, 224–232. [Google Scholar] [CrossRef]
- Xie, Z.J.; Shang, C.J.; Wang, X.L.; Wang, X.M.; Han, G.; Misra, R.D.K. Recent progress in third-generation low alloy steels developed under M3 microstructure control. Int. J. Miner. Metall. Mater. 2020, 27, 1–9. [Google Scholar] [CrossRef]
- Gao, B.; Chen, X.; Pan, Z.; Li, J.; Ma, Y.; Cao, Y.; Liu, M.; Lai, Q.; Xiao, L.; Zhou, H. A high-strength heterogeneous structural dual-phase steel. J. Mater. Sci. 2019, 54, 12898–12910. [Google Scholar] [CrossRef] [Green Version]
- Cai, Y.; Li, X.; Xia, H.; Cui, Y.; Manladan, S.M.; Zhu, L.; Shan, M.; Sun, D.; Wang, T.; Lv, X.; et al. Fabrication of laminated high entropy alloys using differences in laser melting deposition characteristics of FeCoCrNi and FeCoCrNiAl. J. Manuf. Process. 2021, 72, 294–308. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Heterogeneous materials: A new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527–532. [Google Scholar] [CrossRef]
- Wu, X.; Zhu, Y. Heterostructured Materials: Novel Materials with Unprecedented Mechanical Properties, 1st ed.; Jenny Stanford Publishing: New York, NY, USA, 2021; pp. 17–31. [Google Scholar]
- Liu, S.; Xiong, Z.; Guo, H.; Shang, C.; Misra, R.D.K. The significance of multi-step partitioning: Processing-structure-property relationship in governing high strength-high ductility combination in medium-manganese steels. Acta Mater. 2017, 124, 159–172. [Google Scholar] [CrossRef]
- Li, Y.; Lu, Y.; Li, W.; Khedr, M.; Liu, H.; Jin, X. Hierarchical microstructure design of a bimodal grained twinning-induced plasticity steel with excellent cryogenic mechanical properties. Acta Mater. 2018, 158, 79–94. [Google Scholar] [CrossRef]
- Xie, Z.J.; Han, G.; Yu, Y.S.; Shang, C.J.; Misra, R.D.K. The determining role of intercritical annealing condition on retained austenite and mechanical properties of a low carbon steel: Experimental and theoretical analysis. Mater. Charact. 2019, 153, 208–214. [Google Scholar] [CrossRef]
- Wan, X.; Hu, F.; Cheng, L.; Huang, G.; Zhang, G.; Wu, K. Influence of two-step bainite transformation on toughness in medium-carbon micro/nano-structured steel. Acta Metall. Sin. 2019, 55, 1503–1511. [Google Scholar] [CrossRef]
- Han, G.; Hu, B.; Yu, Y.S.; Rong, X.Q.; Xie, Z.J.; Misra, R.D.K.; Wang, X.M.; Shang, C.J. Atomic-Scale study on the mechanism of formation of reverted austenite and the behavior of Mo in a low carbon low alloy system. Mater. Charact. 2020, 163, 110269. [Google Scholar] [CrossRef]
- Chen, G.; Hu, H.; Xu, G.; Tian, J.; Wan, X.; Wang, X. Optimizing microstructure and property by ausforming in a medium-carbon bainitic steel. ISIJ Int. 2020, 60, 2007–2014. [Google Scholar] [CrossRef]
- Hu, B.; Rong, X.; Tian, C.; Yu, Y.; Guo, H.; Misra, R.D.K.; Shang, C. Nanoscale precipitation and ultrafine retained austenite induced high strength-ductility combination in a newly designed low carbon Cu-bearing medium-Mn steel. Mater. Sci. Eng. A 2021, 822, 141685. [Google Scholar] [CrossRef]
- Liu, S.; Hu, B.; Li, W.; Misra, R.D.K.; Jin, X. Refined heterogeneous phase unit enhances ductility in quenched ultra-high strength steels. Scripta Mater. 2021, 194, 113636. [Google Scholar] [CrossRef]
- Liu, S.; Hu, B.; Yu, Y.; Shang, C.; Misra, R.D.K.; Jin, X. Shaping mechanism of ultrafine metastable austenite in HSLA steels through a cumulative process of hot rolling, partitioning and tempering. Mater. Sci. Eng. A 2021, 811, 141060. [Google Scholar] [CrossRef]
- Wei, L.J.; Ji, X.M.; Yu, Y.S.; Misra, R.D.K.; Liu, P.C.; Wang, X.M. Retained austenite-induced fire-resistance of a 690 MPa high strength steel. Mater. Lett. 2021, 291, 129448. [Google Scholar] [CrossRef]
- Hernandez-Duran, E.I.; Bliznuk, V.; Ros-Yanez, T.; Iquilio-Abarzua, R.; Castro-Cerda, F.M.; Petrov, R.H. Improvement of the strength-ductility balance in ultrafast heated steels by combining high-temperature annealing and quenching and partitioning process. Mater. Sci. Eng. A 2021, 827, 142045. [Google Scholar] [CrossRef]
- Lai, Q.; Brassart, L.; Bouaziz, O.; Gouné, M.; Verdier, M.; Parry, G.; Perlade, A.; Bréchet, Y.; Pardoen, T. Influence of martensite volume fraction and hardness on the plastic behavior of dual-phase steels: Experiments and micromechanical modeling. Int. J. Plast. 2016, 80, 187–203. [Google Scholar] [CrossRef]
- Li, X.; Sun, M.; Zhao, J.; Wang, X.; Shang, C. Quantitative crystallographic characterization of boundaries in ferrite-bainite/martensite dual-phase steels. Acta Metall. Sin. 2020, 56, 653–660. [Google Scholar] [CrossRef]
- Andersson, J.O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Swift, H.W. Plastic instability under plane stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Kim, S.K.; Kim, Y.M.; Lim, Y.J.; Kim, N.J. Relationship between yield ratio and the material constants of the Swift equation. Met. Mater. Int. 2006, 12, 131–135. [Google Scholar] [CrossRef]
- Kim, Y.M.; Kim, S.K.; Kim, N.J. Simple method for tailoring the optimum microstructures of high-strength low-alloyed steels by the use of constitutive equation. Mater. Sci. Eng. A 2019, 743, 138–147. [Google Scholar] [CrossRef]
- Zhang, X.; Miyamoto, G.; Toji, Y.; Nambu, S.; Koseki, T.; Furuhara, T. Orientation of austenite reverted from martensite in Fe-2Mn-1.5Si-0.3C alloy. Acta Mater. 2018, 144, 601–612. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 527, 2738–2746. [Google Scholar] [CrossRef]
- Krauss, G. Steels: Processing, Structure, and Performance, 2nd ed.; ASM International: Materials Park, OH, USA, 2015; pp. 335–369. [Google Scholar]
- Wei, R.; Enomoto, M.; Hadian, R.; Zurob, H.S.; Purdy, G.R. Growth of austenite from as-quenched martensite during intercritical annealing in an Fe-0.1C-3Mn-1.5Si alloy. Acta Mater. 2013, 61, 697–707. [Google Scholar] [CrossRef]
- Yuan, S.; Xie, Z.; Wang, J.; Zhu, L.; Yan, L.; Shang, C.; Misra, R.D.K. Effect of heterogeneous microstructure on refining austenite grain size in low alloy heavy-gage plate. Metals 2020, 10, 132. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Li, C.; Cao, N.; Lin, X.; Sun, J. Crystallography of reverted austenite in the intercritically reheated coarse-grained heat-affected zone of high strength pipeline steel. Acta Metall. Sin. 2021, 57, 967–976. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Ghassemi-Armaki, H.; Maaß, R.; Bhat, S.P.; Sriram, S.; Greer, J.R.; Kumar, K.S. Deformation response of ferrite and martensite in a dual-phase steel. Acta Mater. 2014, 62, 197–211. [Google Scholar] [CrossRef]
- Balliger, N.K.; Gladman, T. Work hardening of dual-phase steels. Met. Sci. 1981, 15, 95–108. [Google Scholar] [CrossRef]
- Pierman, A.P.; Bouaziz, O.; Pardoen, T.; Jacques, P.J.; Brassart, L. The influence of microstructure and composition on the plastic behaviour of dual-phase steels. Acta Mater. 2014, 73, 298–311. [Google Scholar] [CrossRef]
- Li, X.D.; Fan, Y.R.; Ma, X.P.; Subramanian, S.V.; Shang, C.J. Influence of martensite–austenite constituents formed at different intercritical temperatures on toughness. Mater. Des. 2015, 67, 457–463. [Google Scholar] [CrossRef]
- Li, X.D.; Shang, C.J.; Ma, X.P.; Gault, B.; Subramanian, S.V.; Sun, J.B.; Misra, R.D.K. Elemental distribution in the martensite–austenite constituent in intercritically reheated coarse-grained heat-affected zone of a high-strength pipeline steel. Scripta Mater. 2017, 139, 67–70. [Google Scholar] [CrossRef]
- Gourgues, A.F. Electron backscatter diffraction and cracking. Mater. Sci. Technol. 2002, 18, 119–133. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | YS 1 (MPa) | UTS 2 (MPa) | YR 3 | UEL 4 (%) | TEL 5 (%) |
|---|---|---|---|---|---|
| IA740 | 645 | 1013 | 0.64 | 6.2 | 16.2 |
| IA760 | 708 | 1086 | 0.65 | 6.0 | 17.0 |
| IA780 | 762 | 1099 | 0.69 | 4.7 | 15.2 |
| IA800 | 823 | 1155 | 0.71 | 4.4 | 15.0 |
| Steel | fIF1 | fM2 | fRA3 |
|---|---|---|---|
| IA740 | 63.5 ± 2.0 | 36.5 ± 2.0 | 35.7 |
| IA760 | 51.0 ± 1.1 | 49.0 ± 1.1 | 48.1 |
| IA780 | 34.2 ± 1.2 | 65.8 ± 1.2 | 64.7 |
| IA800 | 14.0 ± 1.4 | 86.0 ± 1.4 | 85.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.; Gao, M.; Hu, B.; Tian, C.; Rong, X.; Xie, Z.; Guo, H.; Shang, C. Tailoring Heterogeneous Microstructure in a High-Strength Low-Alloy Steel for Enhanced Strength-Toughness Balance. Metals 2021, 11, 1983. https://doi.org/10.3390/met11121983
Yu Y, Gao M, Hu B, Tian C, Rong X, Xie Z, Guo H, Shang C. Tailoring Heterogeneous Microstructure in a High-Strength Low-Alloy Steel for Enhanced Strength-Toughness Balance. Metals. 2021; 11(12):1983. https://doi.org/10.3390/met11121983
Chicago/Turabian StyleYu, Yishuang, Minliang Gao, Bin Hu, Chang Tian, Xuequan Rong, Zhenjia Xie, Hui Guo, and Chengjia Shang. 2021. "Tailoring Heterogeneous Microstructure in a High-Strength Low-Alloy Steel for Enhanced Strength-Toughness Balance" Metals 11, no. 12: 1983. https://doi.org/10.3390/met11121983
APA StyleYu, Y., Gao, M., Hu, B., Tian, C., Rong, X., Xie, Z., Guo, H., & Shang, C. (2021). Tailoring Heterogeneous Microstructure in a High-Strength Low-Alloy Steel for Enhanced Strength-Toughness Balance. Metals, 11(12), 1983. https://doi.org/10.3390/met11121983