
Tube Drawing with Tilted Die: Texture, Dislocation Density and Mechanical Properties

 ,
,  ,
, 
Abstract
:1. Introduction
2. Experimental Procedure
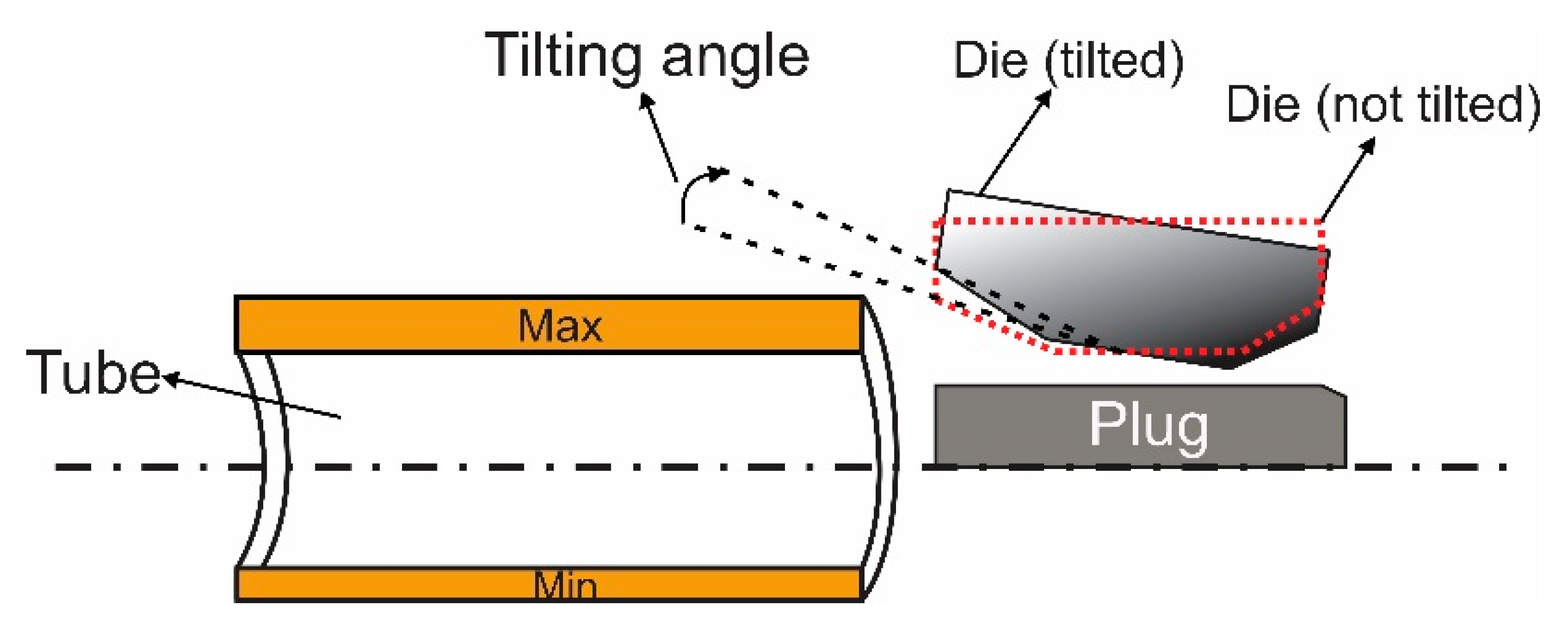
2.1. Tube Drawing Process
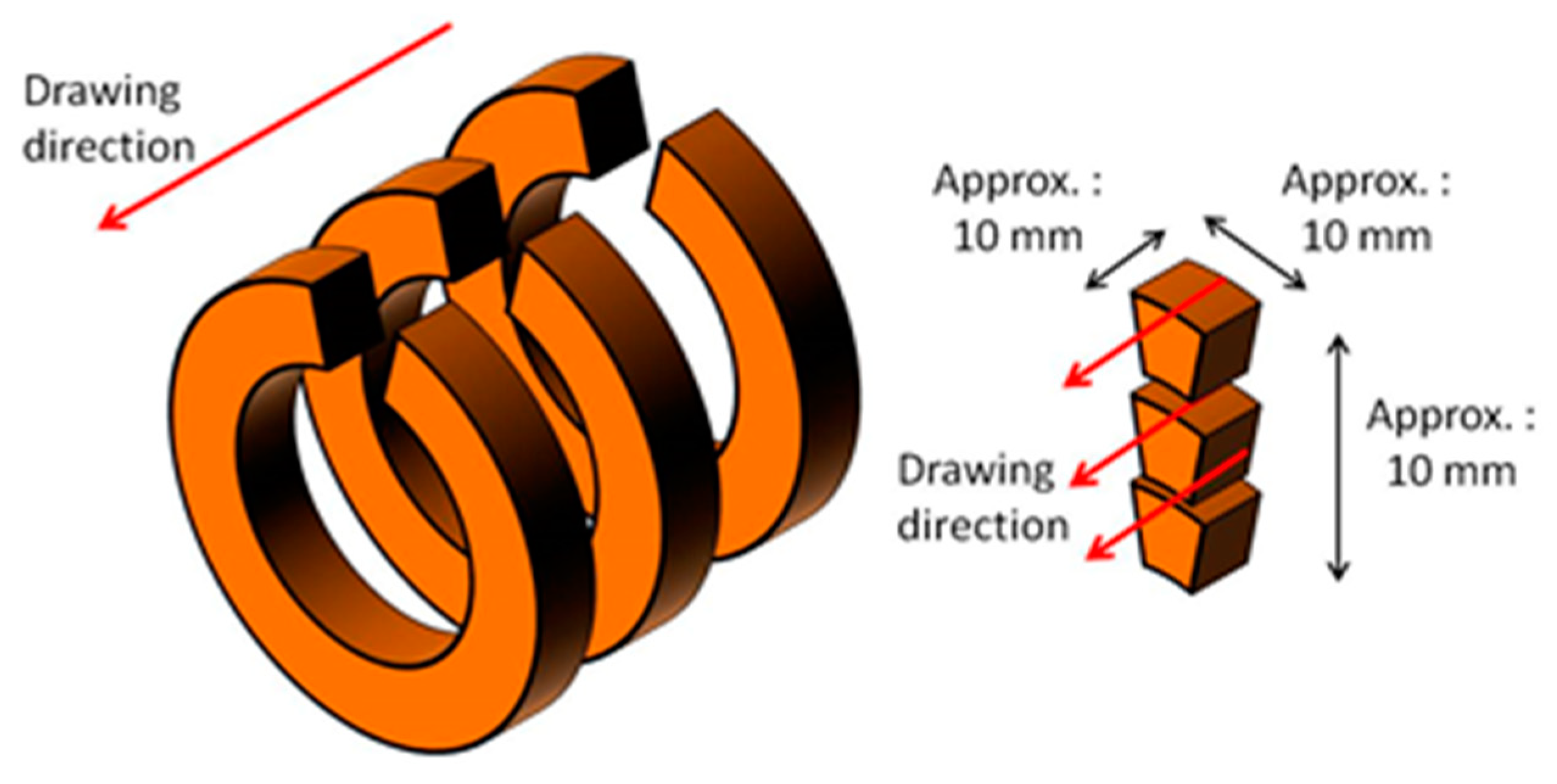
2.2. Pole Figure Measurements
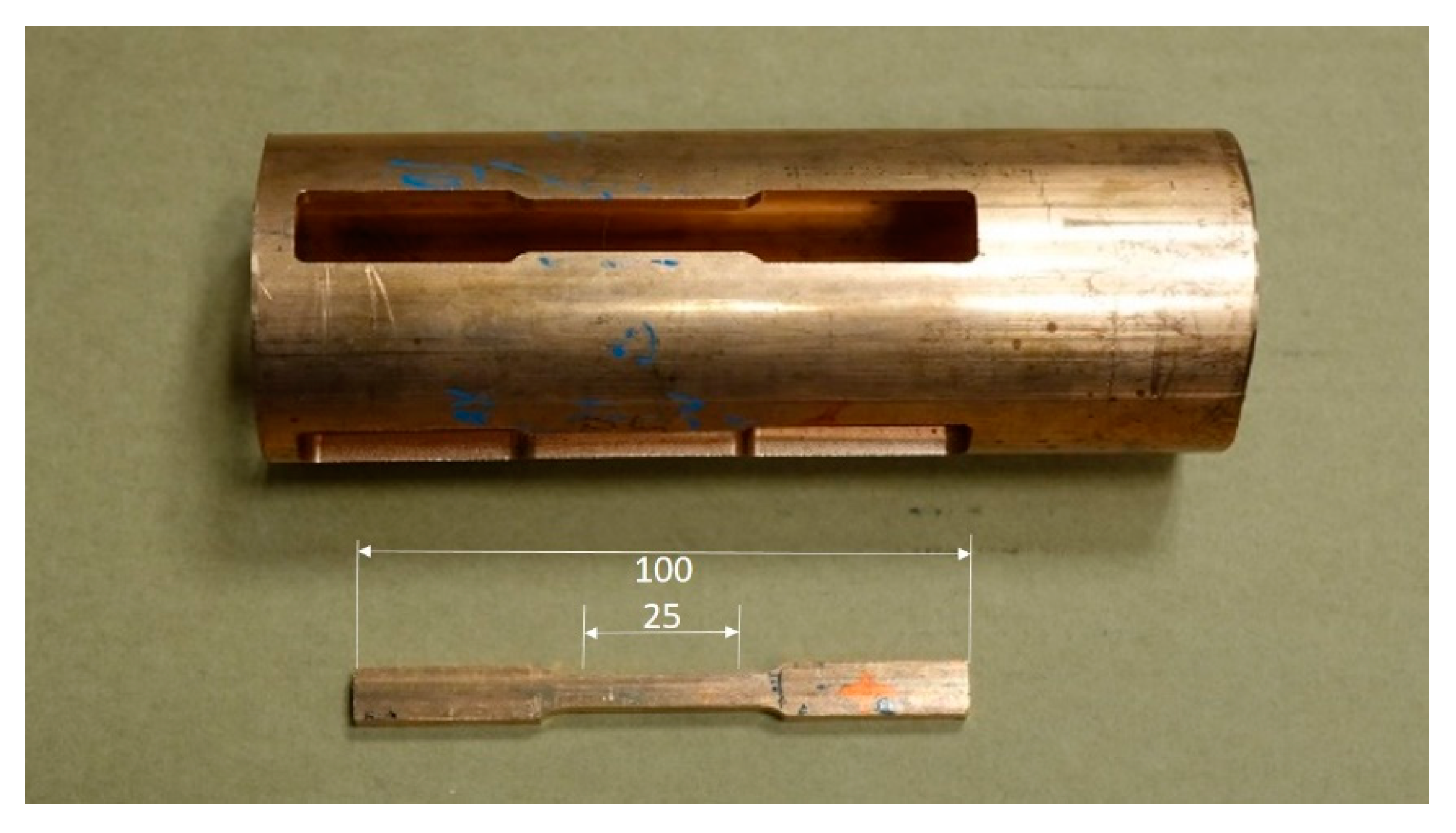
2.3. Mechanical Properties
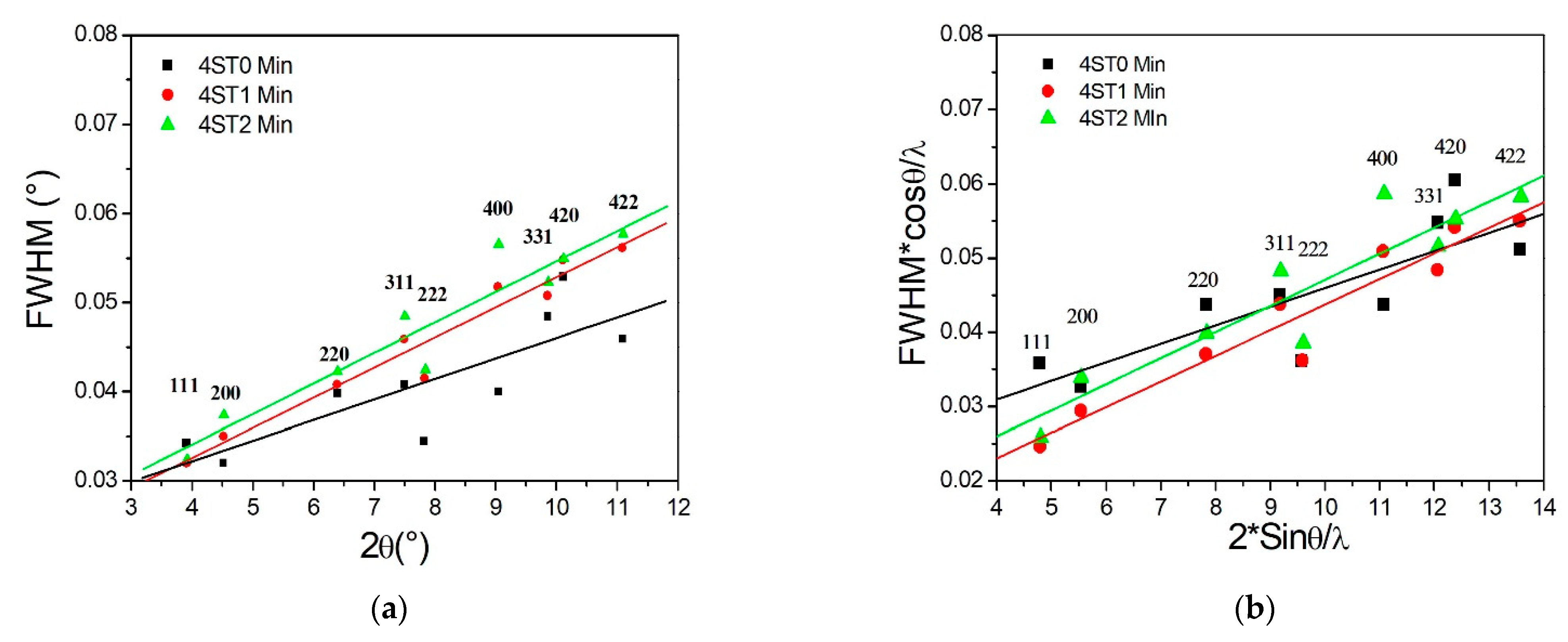
2.4. Dislocation Density Estimation
3. Results and Discussion
3.1. Tube Drawing Process
3.2. Texture Evolution
3.3. Mechanical Properties
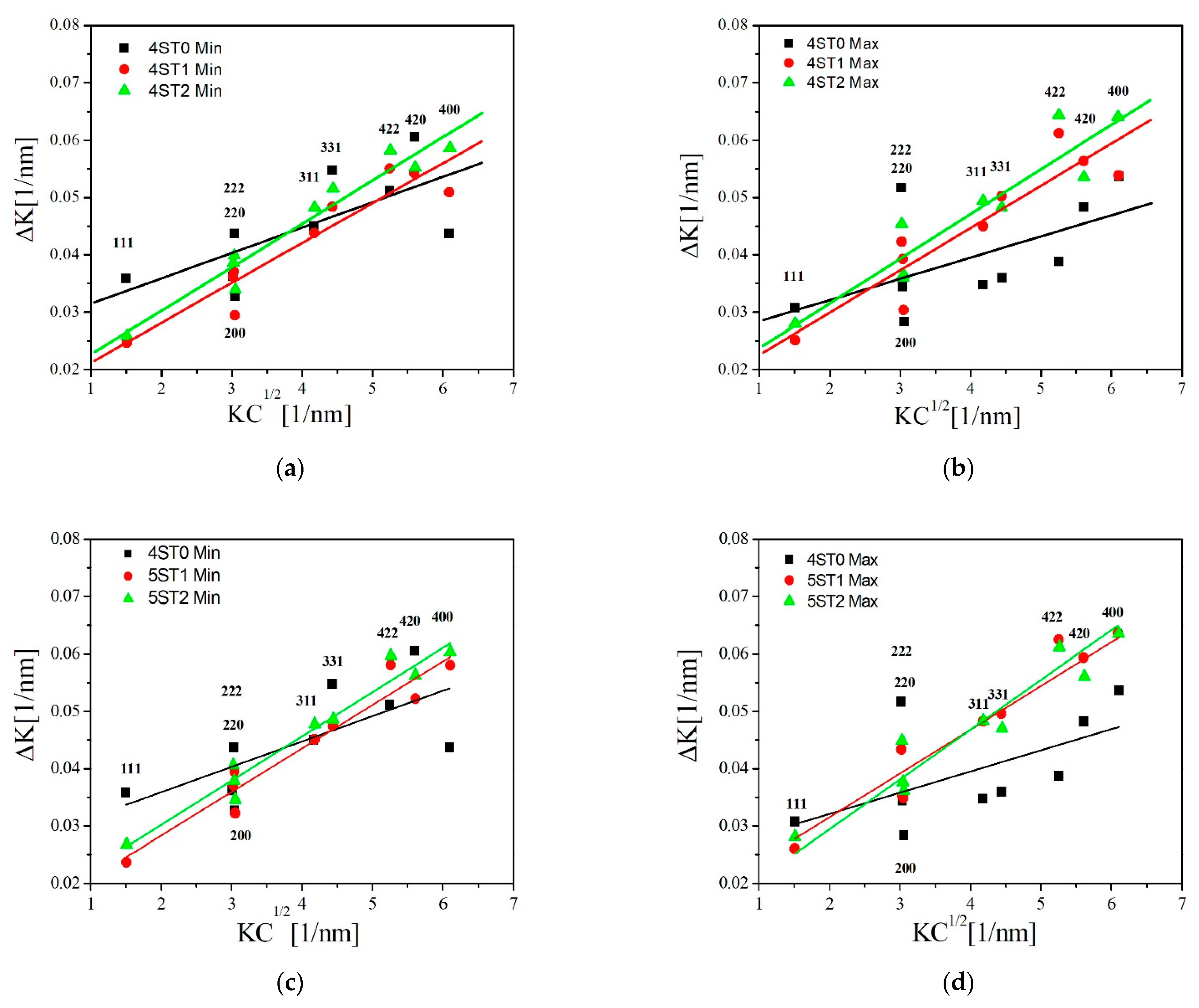
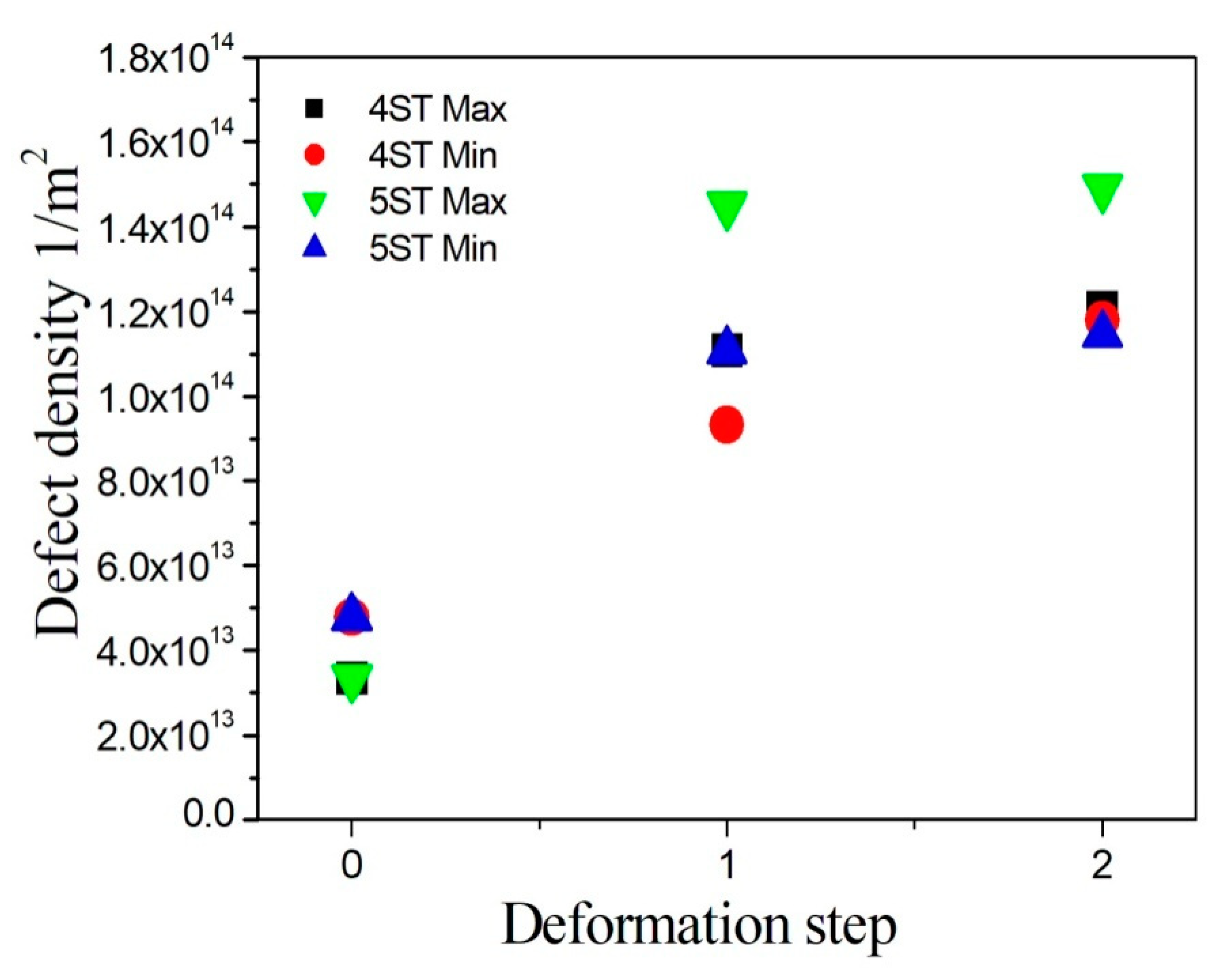
3.4. Dislocation Density Estimation
4. Conclusions
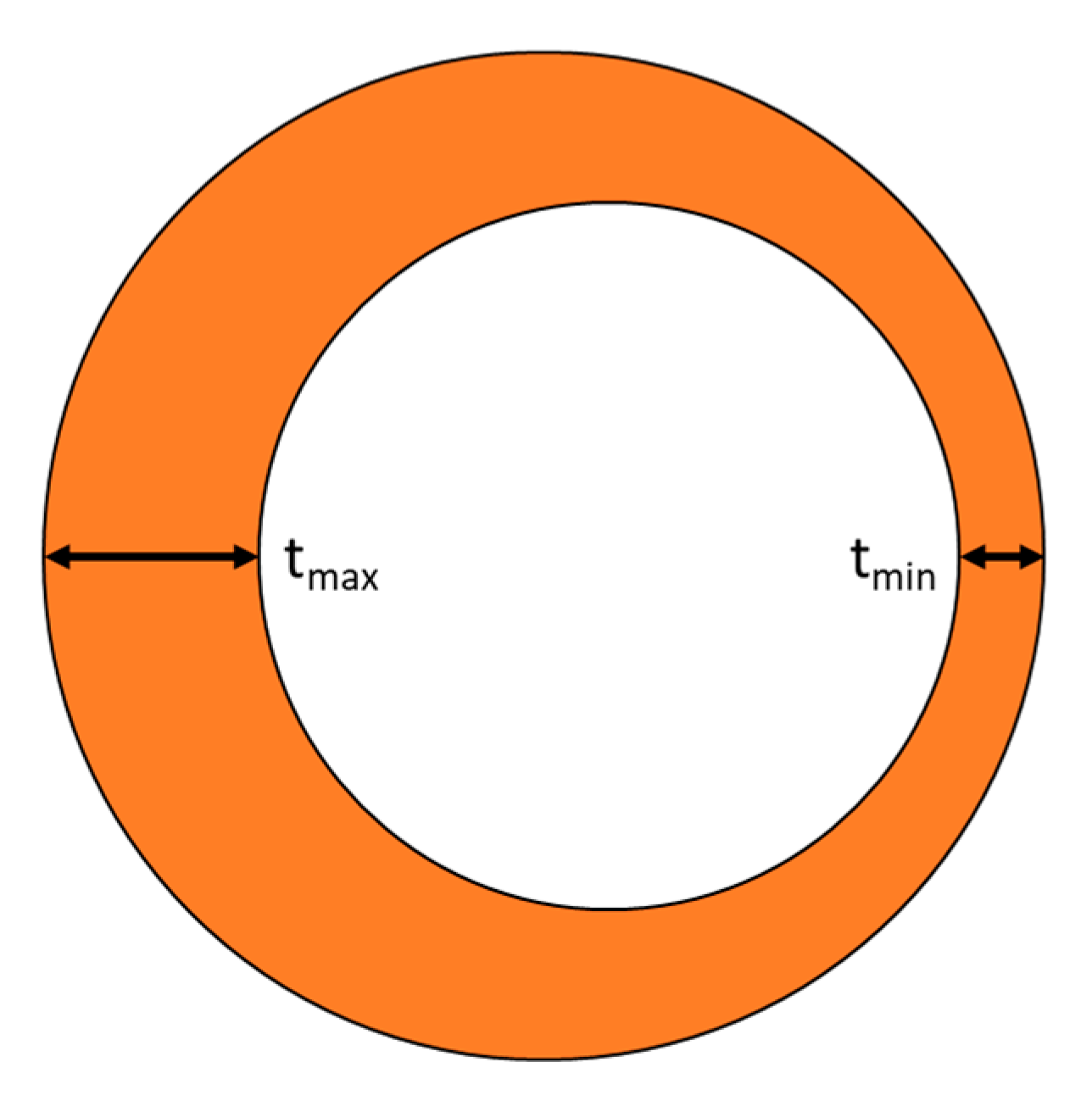
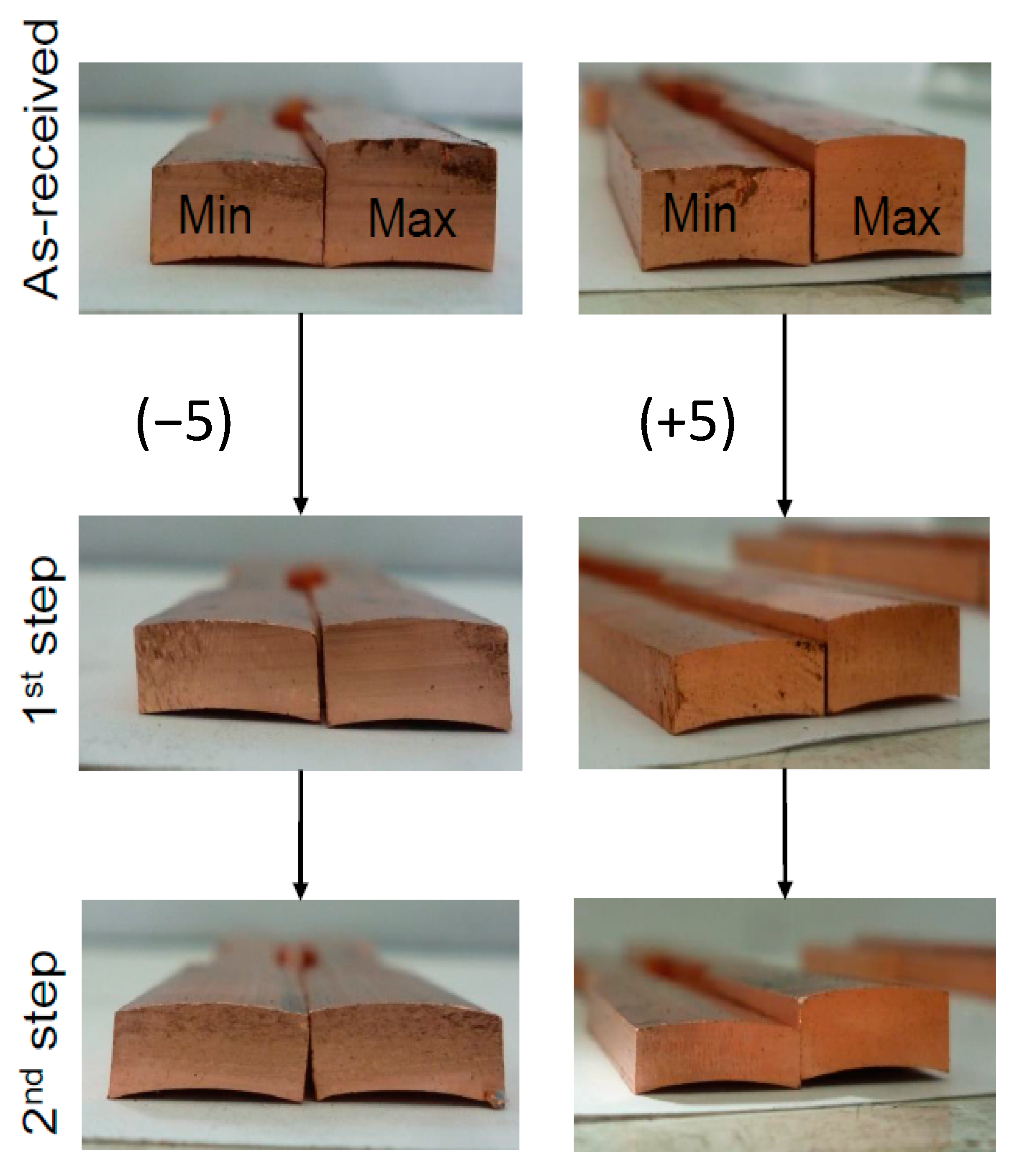
- Tilting the drawing die shows promising control of tube eccentricity. It was possible to increase the eccentricity from 5.9% to 10.2% in two steps (tube 4ST) and to decrease it from 5.86% to 2.73% (tube 5ST). Increasing and decreasing the eccentricity is important, and expending energy and time on using the right procedure depends on the final requirements and the production costs.
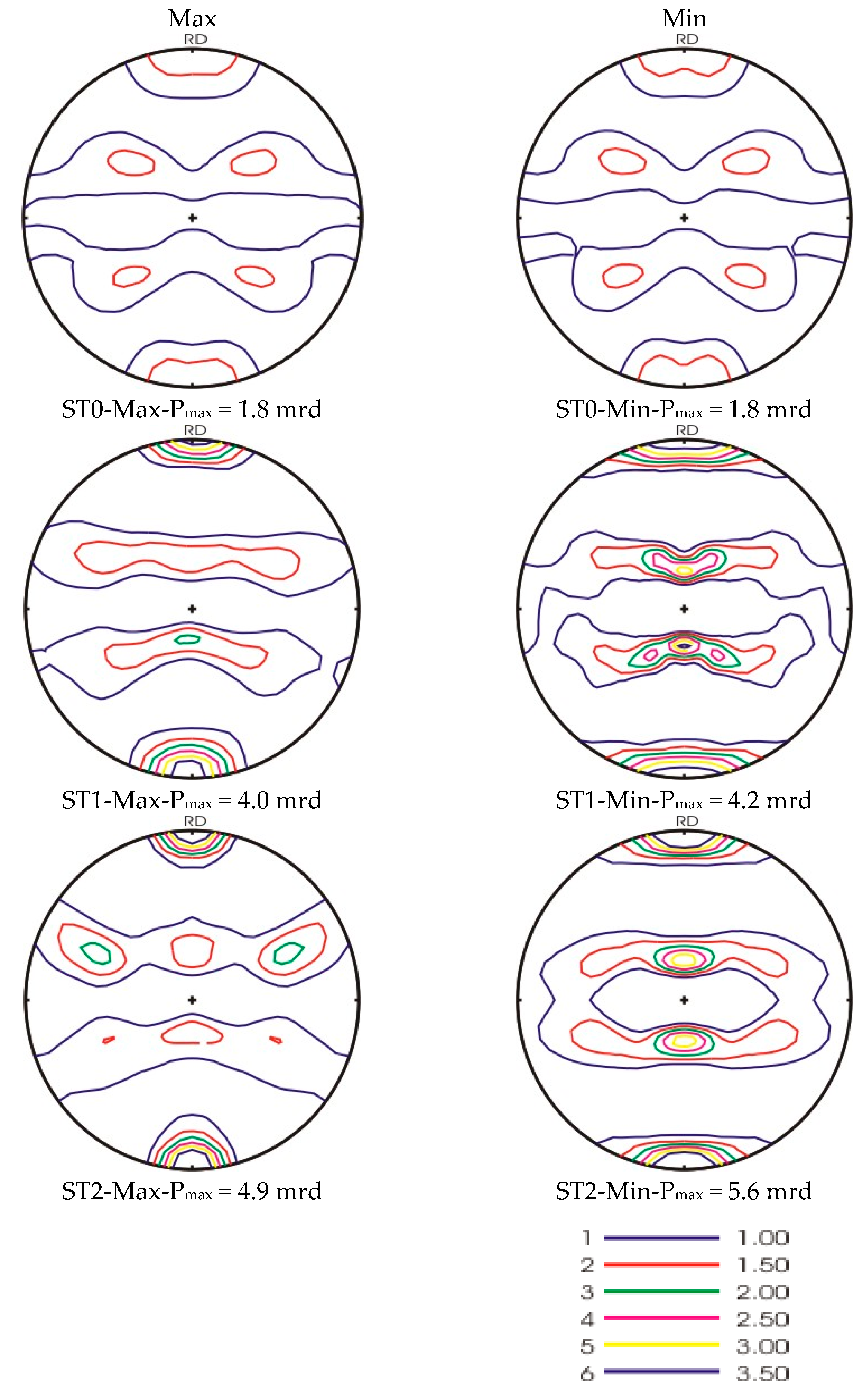
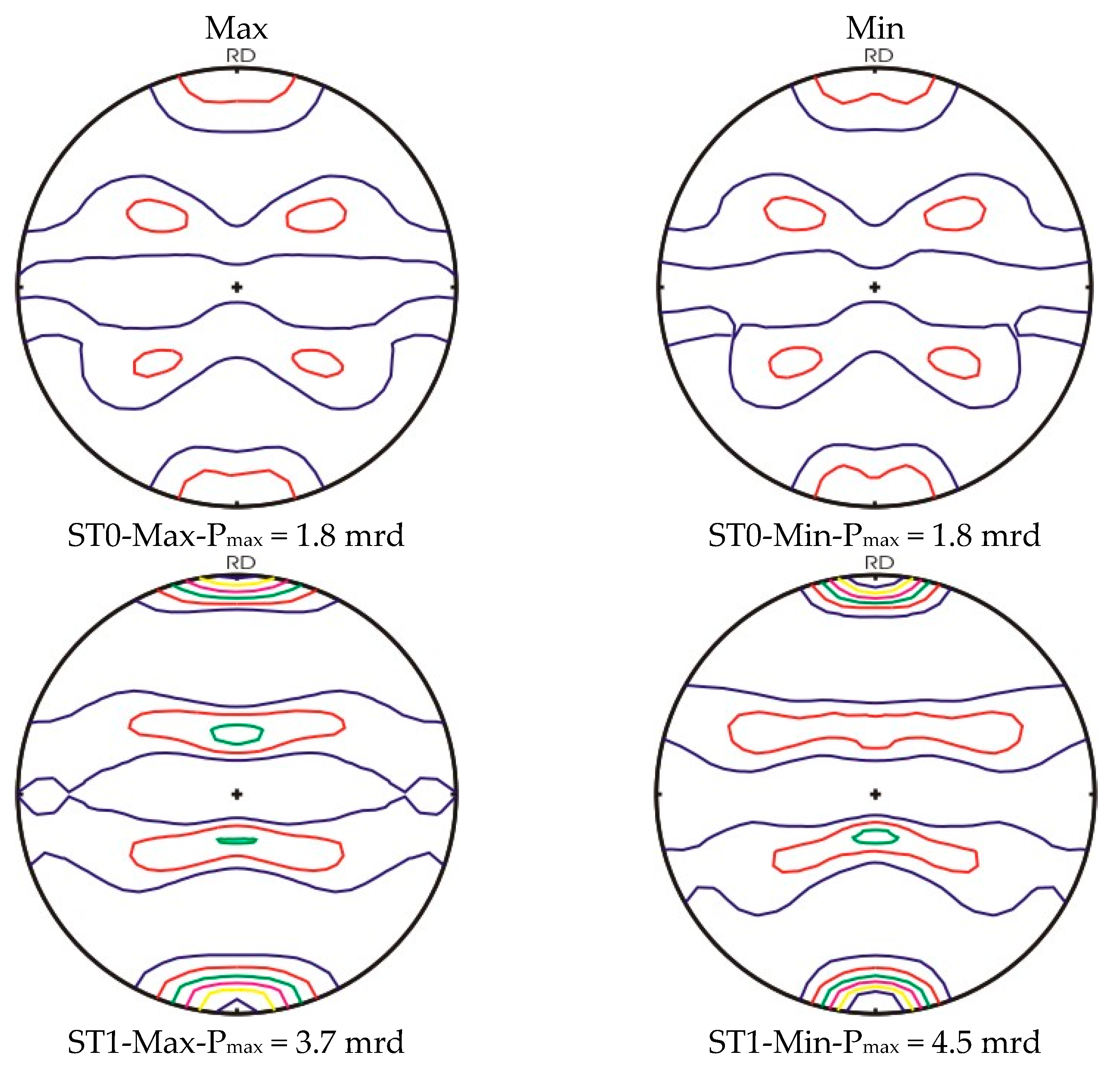
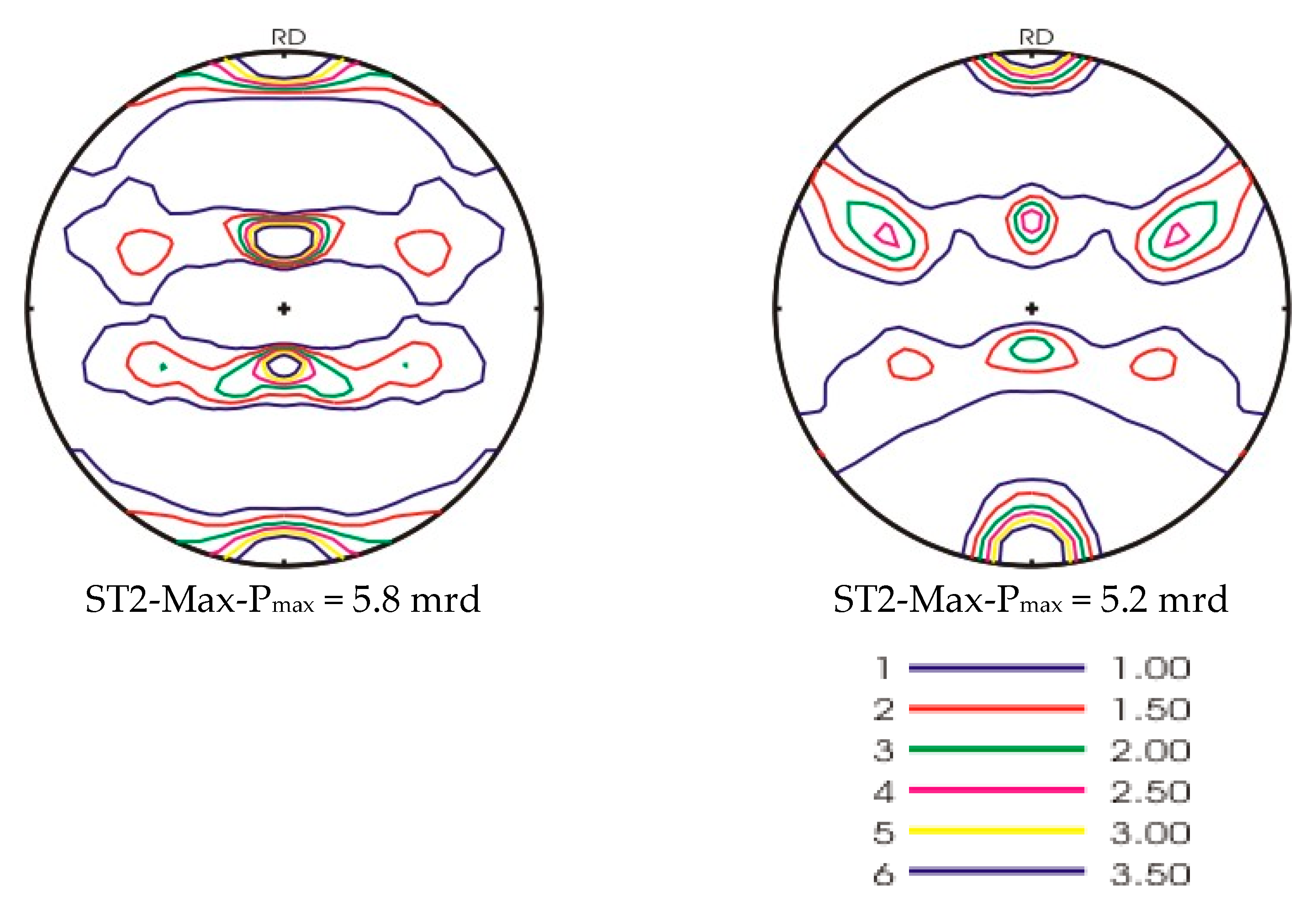
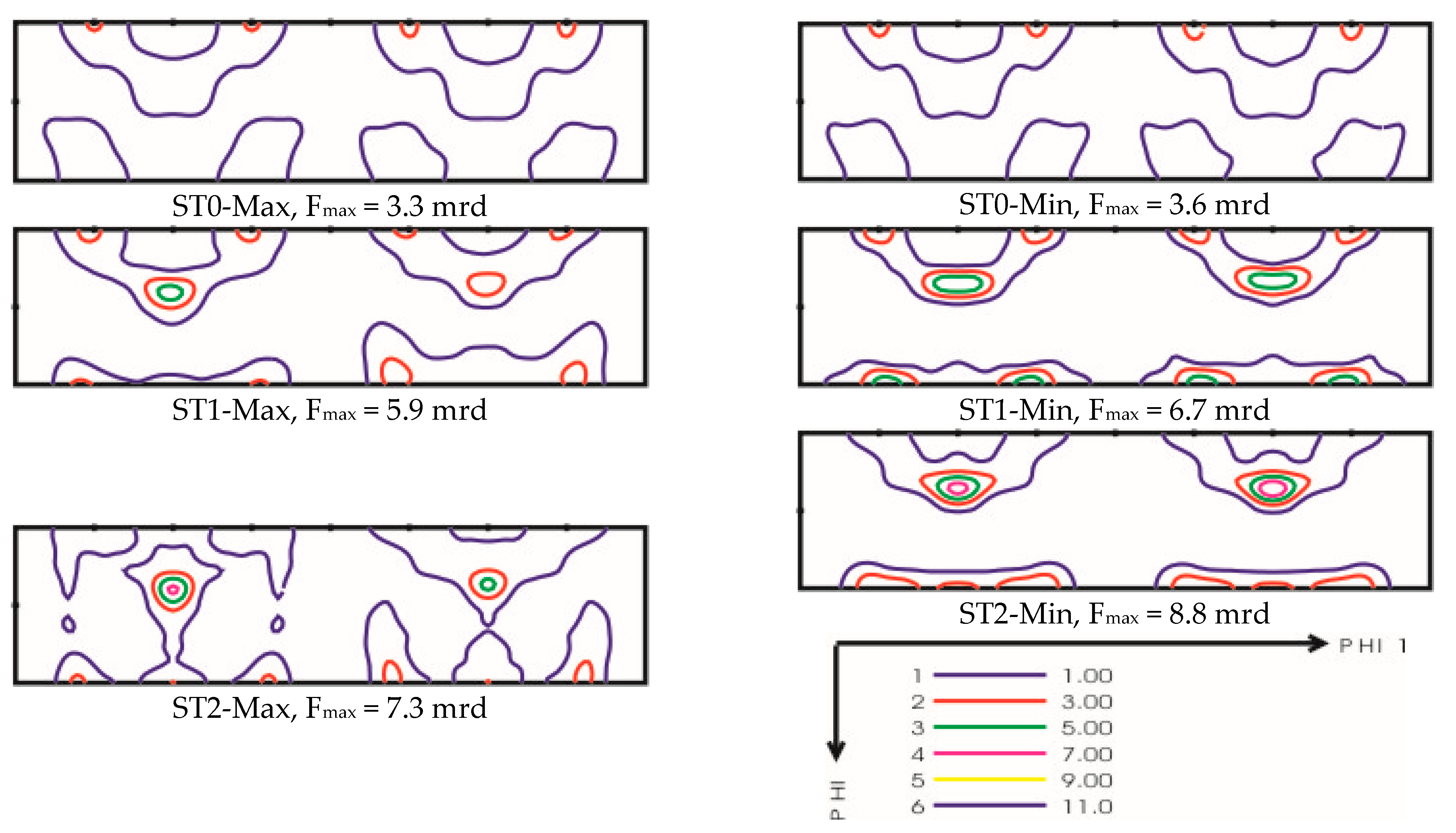
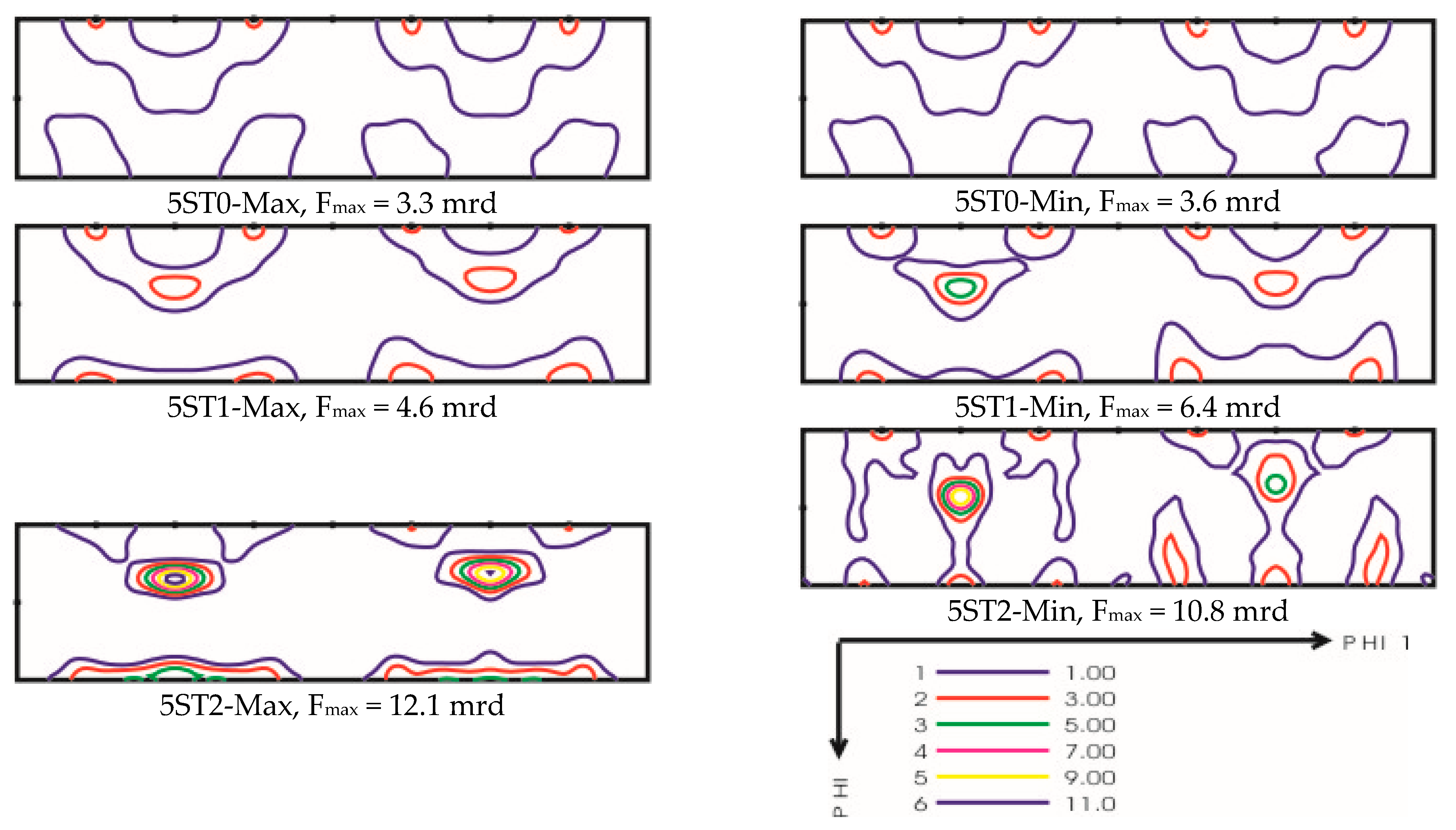
- The development of texture in the investigated tubes could be described as a superposition of two types of texture: The plane strain and uniaxial texture types were present. Tube 4ST Max had the uniaxial type texture, while Min had the plane strain type texture. In tube 5ST, it was the opposite. Up to now, the relationship between texture evolution as well as variation around the circumference and tube drawing with a tilted die was not fully understood. Additional experiments on different drawn tubes with different tilted angles and different starting textures are necessary. Together with the variation of Q, the ratio of wall thickness reduction to diameter reduction, modeling should be improved by including the texture gradient.
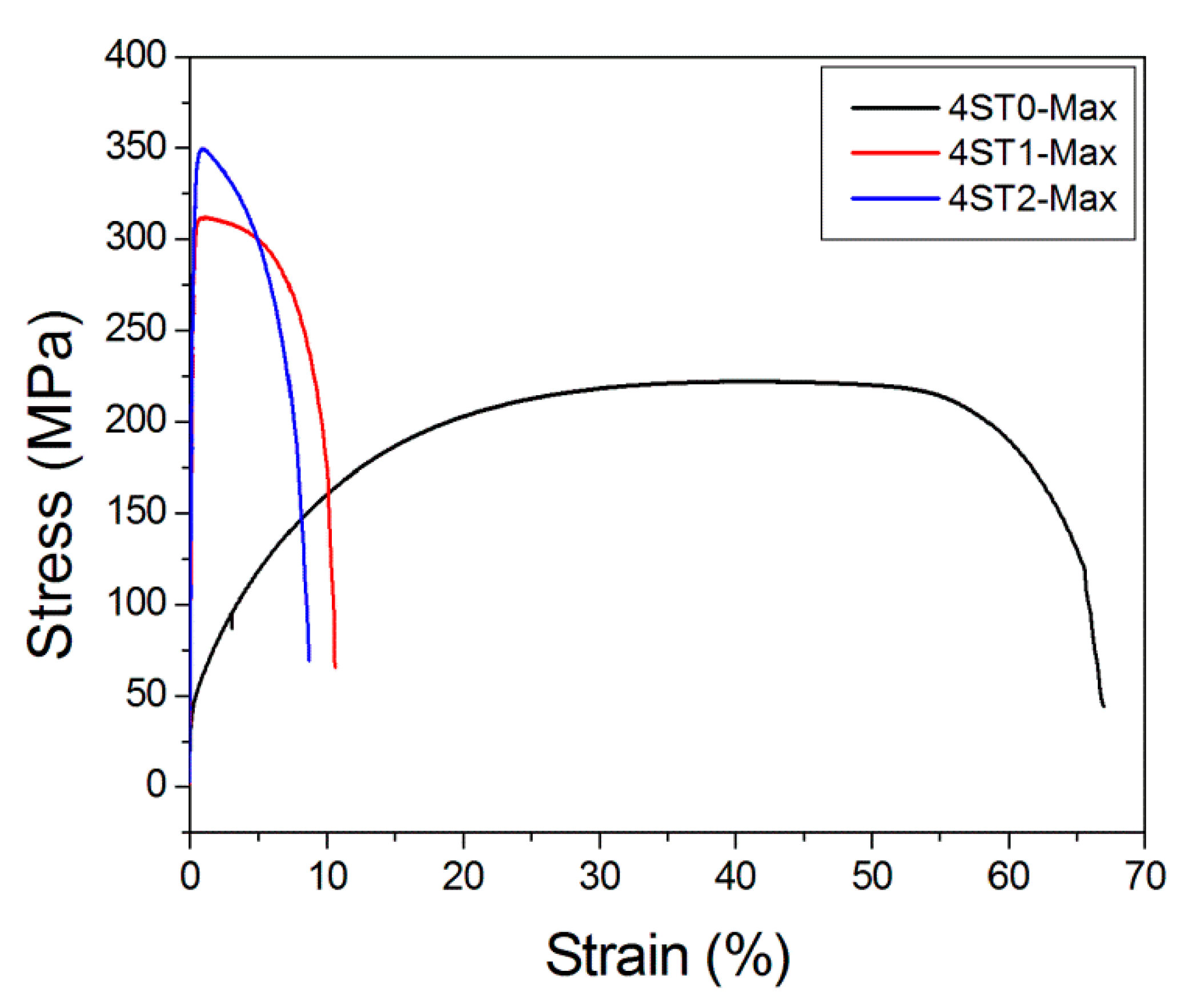
- As expected, the strength of the tube increased after each drawing pass up to 367 MPa, and the elongation to rupture decreased to 8% for 5ST2 at Min. No significant differences between Max and Min in tubes 4ST and 5ST could be detected.
- The dislocation density magnitude was influenced by the degree of deformation and the choice of die angle. The variation of dislocation density between Max and Min in tube 5ST2 was higher than the variation in tube 4ST2. This was due to the variation of wall thickness reduction between Max and Min being higher for tube 5ST2 with the tilt angle of −5° than for tube 4ST2 with the tilt angle of +5°. Additionally, the variation of the deformation components (CuII) between Max and Min was higher for tube 5ST2 than for tube 4ST2. The idea of replacing a full texture analysis with a much faster dislocation density measurement could not be confirmed. The investigations have shown that the texture changes described with up to five texture components are much more sensitive to small variations during manufacturing than the defect density development.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dieter, G.E. Mechanical Metallurgy; McGraw-Hill: London, UK, 1988. [Google Scholar]
- Gupta, H.N.; Gupta, R.C.; Mittal, A. Manufacturing Processes; New Age International (P) Ltd. Publishers: New Delhi, India, 2009. [Google Scholar]
- Pirling, T.; Carradò, A.; Brück, S.; Palkowski, H. Neutron imaging of drawn copper tube: Comparison with finite element model. Metall. Mater. Trans. A 2008, 39, 3149–3154. [Google Scholar] [CrossRef]
- Pirling, T.; Carradò, A.; Palkowski, H. Residual stress distribution in seamless tubes determined experimentally and FEM. Procedia Eng. 2011, 10, 3080–3085. [Google Scholar] [CrossRef] [Green Version]
- Carradò, A.; Duriez, D.; Barrallier, L.; Brück, S.; Fabre, A.; Stuhr, U.; Pirling, T.; Klosek, V.; Palkowski, H. Variation of residual stresses in drawn copper tube. Mater. Sci. Forum 2008, 571–572, 21–26. [Google Scholar] [CrossRef]
- Guillot, M.; Fafard, M.; Girard, S.; Rahem, A.; D’Amours, G. Experimental Exploration of the Aluminum Tube Drawing Process for Producing Variable Wall Thickness Components used in Light Structural Applications. SAE Tech. Pap. 2010. [Google Scholar] [CrossRef] [Green Version]
- Tenchhoff, E. Verformungsmechanismen Textur und Anisotropie in Zirkonium un Zircaloy; Meterialkundlich-Technische Reihe, Band 5; Gebrüder Bornträger Berlin: Stuttgart, Germany, 1980. [Google Scholar]
- Chan, R.W.; Haasen, P. Physical Metallurgy; North-Holland Physics Publication: North Holland, The Netherlands, 1983. [Google Scholar]
- Scardi, P.; Leoni, M.; Delhez, R. Line broadening analysis using integral breadth methods: A critical review. J. Appl. Crystallogr. 2004, 37, 381–390. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray Line Broadening from Filed Aluminium and Wolfram. Acta Metall. 1953, 1, 22–25. [Google Scholar] [CrossRef]
- Klug, H.; Alexander, L. X-ray Diffraction Procedures: For Polycrystalline and Amorphous Materials; John Wiley & Sons: New York, NY, USA, 1974. [Google Scholar]
- Scherrer, P. Bestimmung der Größe und der Inneren Struktur von Kolloidteilchen Mittels Röntgenstrahlen; Nachrichten von der Gesellschaft der Wissenschaften zu Göttingen; Mathematisch-Physikalische Klasse: Göttingen, Germany, 1918; Volume 2, pp. 98–100. [Google Scholar]
- Wilkens, M. The determination of density and distribution of dislocations in deformed single crystals from broadened X-ray diffraction profiles. Phys. Status Solidi 1970, 2, 359–370. [Google Scholar] [CrossRef]
- Warren, B.E.; Averbach, B.L. The Effect of Cold-Work Distortion on X-ray Patterns. J. Appl. Phys. 1950, 21, 595–599. [Google Scholar] [CrossRef]
- Borbély, A.; Dragomir-Cernatescu, I.; Ribárik, G.; Ungár, T. Computer program ANIZC and Trigonal Crystals. J. Appl. Crystallogr. 2003, 36, 160–162. [Google Scholar] [CrossRef]
- Ungár, T.; Borbély, A. The effect of dislocation contrast on x-ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173–3175. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Ribarik, G.; Borbély, A. Crystallite size distribution and dislocation structure determined by diffraction profile analysis: Principles and practical application to cubic and hexagonal crystals. J. Appl. Crystallogr. 2001, 34, 298–310. [Google Scholar] [CrossRef] [Green Version]
- Zhong, Z.Y.; Brokmeier, H.-G.; Maawad, E.; Schell, N. In-situ investigation of the anisotropic mechanical behavior of rolled AA 7020-T6 alloy through lattice strain evolution during uniaxial tension. Mater. Sci. Eng. A 2015, 639, 519–525. [Google Scholar] [CrossRef]
- Woo, W.; Ungár, T.; Feng, Z.; Kenik, E.; Clausen, B. X-ray and Neutron Diffraction Measurements of Dislocation Density and Subgrain Size in a Friction-Stir-Weld Aluminum Alloy. Met. Mater. Trans. A 2010, 41, 1210–1216. [Google Scholar] [CrossRef] [Green Version]
- Kme, A.G. Available online: http://www.kme.com/de/ (accessed on 8 April 2021).
- Foadian, F. Precision Tube Production Influencing the Eccentricity, Residual Stresses and Texture Developments: Experiments and Multiscale Simulation. Ph.D. Thesis, TU-Clausthal, Clausthal-Zellerfeld, Germany, 2017. [Google Scholar]
- Hofmann, M.; Schneider, R.; Seidle, G.A.; Rebelo-Kornmeier, J.; Wimpory, R.C.; Garbe, U.; Brokmeier, H.-G. The new materials science diffractometer STRESS-SPEC at FRM-II. Phys. B 2006, 385–386, 1035–1037. [Google Scholar] [CrossRef]
- Brokmeier, H.-G.; Gan, W.M.; Randau, C.; Völler, M.; Rebelo-Kornmeier, J.; Hofmann, M. Texture analysis at neutron diffractometer STRESS-SPEC. Nucl. Instrum. Methods Phys. Res. Sect. B 2011, A642, 87–92. [Google Scholar] [CrossRef] [Green Version]
- Tobisch, J.; Bunge, H.-J. The spherical sample method in neutron diffraction texture determination. Texture 1972, 1, 125–127. [Google Scholar] [CrossRef] [Green Version]
- Brokmeier, H.G. Advances and application of neutron texture analysis. Texture Microstruct. 1999, 33, 13–33. [Google Scholar] [CrossRef] [Green Version]
- Randau, C.; Garbe, U.; Brokmeier, H.-G. StressTextureCalculator: A software tool to extract texture, strain, and microstructure information from area-detector measurements. J. Appl. Crystallogr. 2011, 44, 641–646. [Google Scholar] [CrossRef]
- Bunge, H.J.; Klein, H. Determination of high resolution pole figures with area detector. Z. Met. 1996, 87, 465–475. [Google Scholar]
- Hammersley, A.P.; Svensson, S.O.; Hanfland, M.; Fitch, A.N.; Hausermann, D. Two-dimensional detector software: From real detector to idealised image or two-theta scan. Int. J. High Press. Res. 1996, 14, 235–248. [Google Scholar] [CrossRef]
- Foadian, F.; Carradó, A.; Brokmeier, H.-G.; Gan, W.M.; Schell, N.; Al-Hamdany, N.; Palkowski, H. Evolution of texture in precision seamless tubes investigated by synchrotron and neutron radiation. Meas. Mater. Charact. 2019, 151, 582–589. [Google Scholar] [CrossRef]
- Linssen, G.; Mengelberg, H.D.; Stüwe, H.P. Zyklische Texturen in Drähten kubisch flächenzenzentrieter Metalle. Z. Met. 1964, 55, 600. [Google Scholar]
- Liu, W.C.; Man, C.-S.; Morris, J.-G. Lattice rotation of cube orientation to β fiber during cold rolling of AA 5052 aluminum alloy. Scr. Mater. 2001, 45, 807–814. [Google Scholar] [CrossRef]
- Dragomir, I.C.; Ungár, T. The dislocations contrast factors of cubic crystals in the Zener constant range between zero and unity. Powder Diffr. 2002, 17, 104–111. [Google Scholar] [CrossRef]
- Zhong, Z.Y.; Brokmeier, H.-G.; Gan, W.M.; Maawad, E.; Schwebke, B.; Schell, N. Dislocation density evolution of Al7020-T6 investigated by in-situ synchrotron diffraction under tensile load. Mater. Charact. 2015, 108, 124–131. [Google Scholar] [CrossRef]
- Bollenrath, F.; Hauk, V.; Müller, E.H. Zur Berechnung der vielkristallinen Elastizität-konstanten aus den Werten der Einkristalle. Z. Met. 1967, 58, 76–82. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Zn | Fe | Si | Mg | Te | P | Sb | Al | C | Cu |
|---|---|---|---|---|---|---|---|---|---|---|
| Cu DHP | 0.05 | 0.02 | 0.02 | 0.01 | 0.02 | 0.01 | 0.01 | 0.01 | 0.01 | 99.84 |
| Step | Entry Ø × t mm2 | Die, Inner Ø mm | Die, Angle° | Plug, Ø mm | Exit Ø × t mm2 |
|---|---|---|---|---|---|
| 1st | 65 × 5.5 | 60 | 12 | 51.0 | 60 × 4.5 |
| 2nd | 60 × 4.5 | 50 | 12 | 44.0 | 50 × 4.0 |
| Tube | Diameter (mm) | Wall Thickness (mm) | Eccentricity (%) | ||
|---|---|---|---|---|---|
| Max | Min | Max | Min | ||
| 4ST0 | 65 | 65 | 5.78 | 5.14 | 5.86 |
| 4ST1 (+5°) | 60 | 60 | 4.84 | 4.14 | 7.85 |
| 4ST2 (+5°) | 50 | 50 | 4.46 | 3.64 | 10.17 |
| 5ST0 | 65 | 65 | 5.78 | 5.14 | 5.86 |
| 5ST1 (−5°) | 60 | 60 | 4.63 | 4.35 | 3.42 |
| 5ST2 (−5°) | 50 | 50 | 4.08 | 4.07 | 2.73 |
| Sample | Cube {001}<100> (45,0,45) | Cu I {112}<111> (90,35,45) | Cu II {112}<111> (270,35,45) | SI {123}<634> (59,37,63) | SII {123}<634> (239,37,63) |
|---|---|---|---|---|---|
| 4ST0-Max | 3.3 | 2.3 | 1.9 | 2.1 | 1.9 |
| 4ST1-Max | 3.4 | 5.8 | 4 | 4.9 | 4.1 |
| 4ST2-Max | 2.7 | 7.4 | 5.4 | 6.3 | 4.9 |
| 4ST0-Min | 3.6 | 2.4 | 2.1 | 2.1 | 2 |
| 4ST1-Min | 4.4 | 6.3 | 6.1 | 6.5 | 5.5 |
| 4ST2-Min | 2.6 | 7.5 | 8.3 | 6.9 | 7.6 |
| Sample | Cube {001}<100> (45,0,45) | Cu I {112}<111> (90,35,45) | Cu II {112}<111> (270,35,45) | SI {123}<634> (59,37,63) | SII {123}<634> (239,37,63) |
|---|---|---|---|---|---|
| 5ST0-Max | 3.3 | 2.3 | 1.9 | 2.1 | 1.9 |
| 5ST1-Max | 3.3 | 4.6 | 3.9 | 4.3 | 4.1 |
| 5ST2-Max | 3 | 11.9 | 10.9 | 8.6 | 6.4 |
| 5ST0-Min | 3.6 | 2.4 | 2.1 | 2.1 | 2 |
| 5ST1-Min | 3.7 | 6.4 | 4.6 | 5.5 | 4.2 |
| 5ST2-Min | 3.4 | 10.6 | 5.9 | 7.9 | 4.9 |
| Tube | YS (MPa) | UTS (MPa) | A (%) | |||
|---|---|---|---|---|---|---|
| Max | Min | Max | Min | Max | Min | |
| 4ST0 | 43 | 41 | 222 | 223 | 67 | 65 |
| 4ST1 (+5°) | 302 | 309 | 312 | 316 | 10 | 12 |
| 4ST2 (+5°) | 345 | 347 | 350 | 353 | 9 | 9 |
| 5ST0 | 43 | 41 | 222 | 223 | 67 | 65 |
| 5ST1 (−5°) | 300 | 280 | 305 | 285 | 10 | 11 |
| 5ST2 (−5°) | 350 | 355 | 355 | 367 | 8 | 8 |
| Tube | Dislocation Density | |
|---|---|---|
| Max | Min | |
| 4ST0 | 0.36 × 1014 | 0.48 × 1014 |
| 4ST1 (+5°) | 1.11 × 1014 | 0.93 × 1014 |
| 4ST2 (+5°) | 1.21 × 1014 | 1.18 × 1014 |
| 5ST0 | 0.33 × 1014 | 0.48 × 1014 |
| 5ST1 (−5°) | 1.45 × 1014 | 1.11 × 1014 |
| 5ST2 (−5°) | 1.49 × 1014 | 1.15 × 1014 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Hamdany, N.; Salih, M.Z.; Palkowski, H.; Carradò, A.; Gan, W.; Schell, N.; Brokmeier, H.-G. Tube Drawing with Tilted Die: Texture, Dislocation Density and Mechanical Properties. Metals 2021, 11, 638. https://doi.org/10.3390/met11040638
Al-Hamdany N, Salih MZ, Palkowski H, Carradò A, Gan W, Schell N, Brokmeier H-G. Tube Drawing with Tilted Die: Texture, Dislocation Density and Mechanical Properties. Metals. 2021; 11(4):638. https://doi.org/10.3390/met11040638
Chicago/Turabian StyleAl-Hamdany, Nowfal, Mohammed Zakria Salih, Heinz Palkowski, Adele Carradò, Weimin Gan, Norbert Schell, and Heinz-Günter Brokmeier. 2021. "Tube Drawing with Tilted Die: Texture, Dislocation Density and Mechanical Properties" Metals 11, no. 4: 638. https://doi.org/10.3390/met11040638
APA StyleAl-Hamdany, N., Salih, M. Z., Palkowski, H., Carradò, A., Gan, W., Schell, N., & Brokmeier, H. -G. (2021). Tube Drawing with Tilted Die: Texture, Dislocation Density and Mechanical Properties. Metals, 11(4), 638. https://doi.org/10.3390/met11040638