
Observation of Vapor Plume Behavior and Process Stability at Single-Track and Multi-Track Levels in Laser Powder Bed Fusion Regime

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
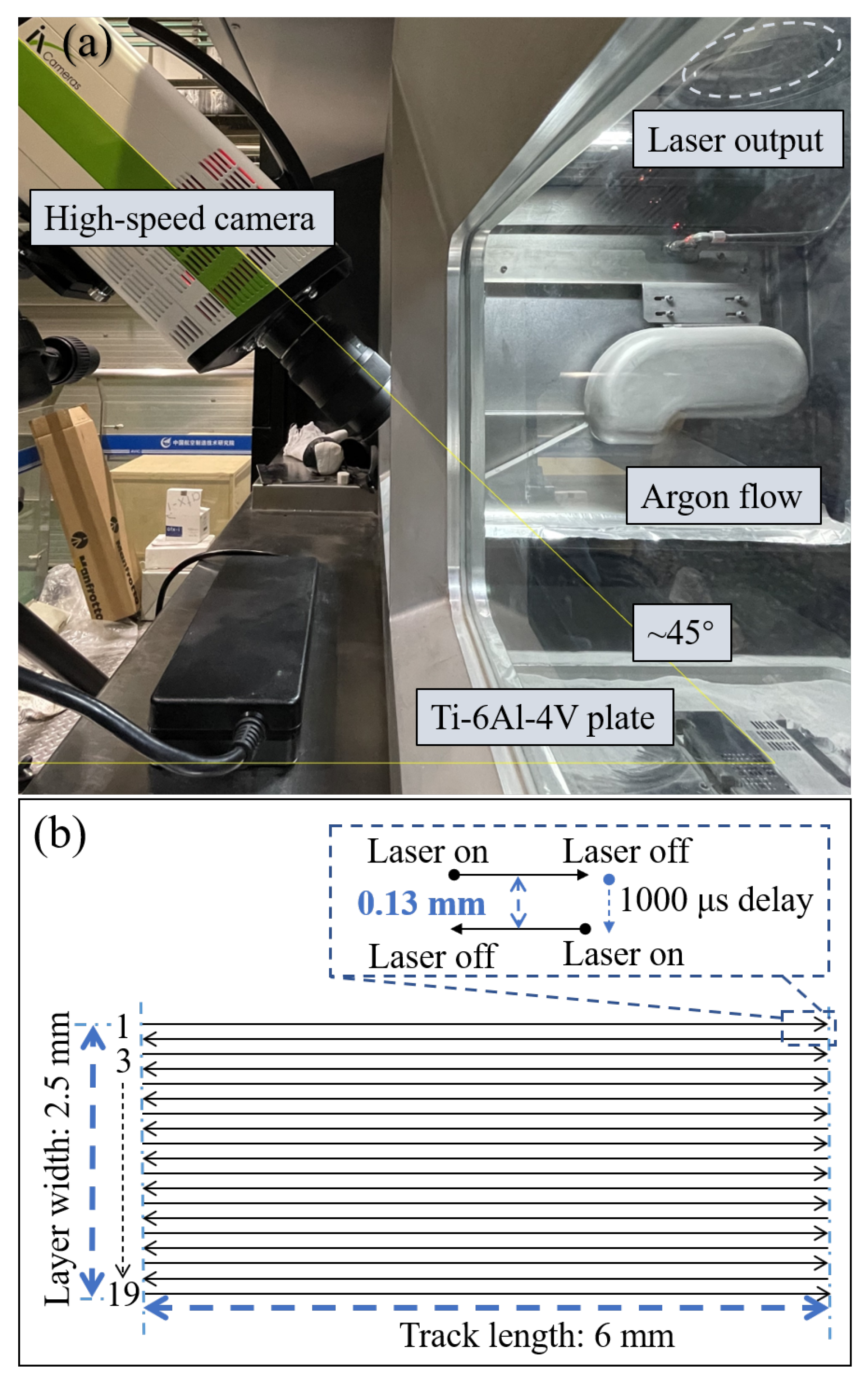
2.1. Material and Experimental Setup
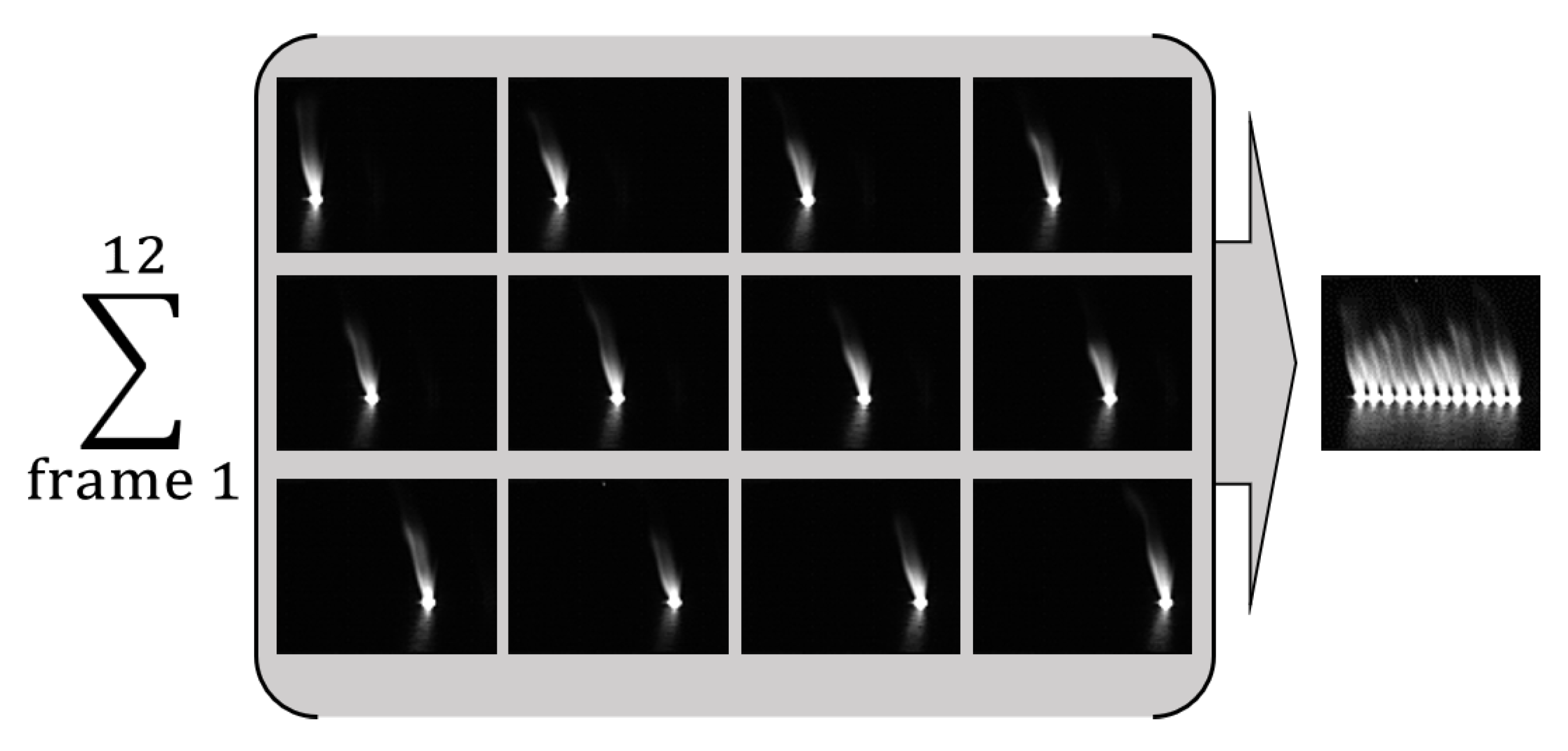
2.2. High-Speed Observation and Image Processing
3. Results
3.1. Single Track Formation
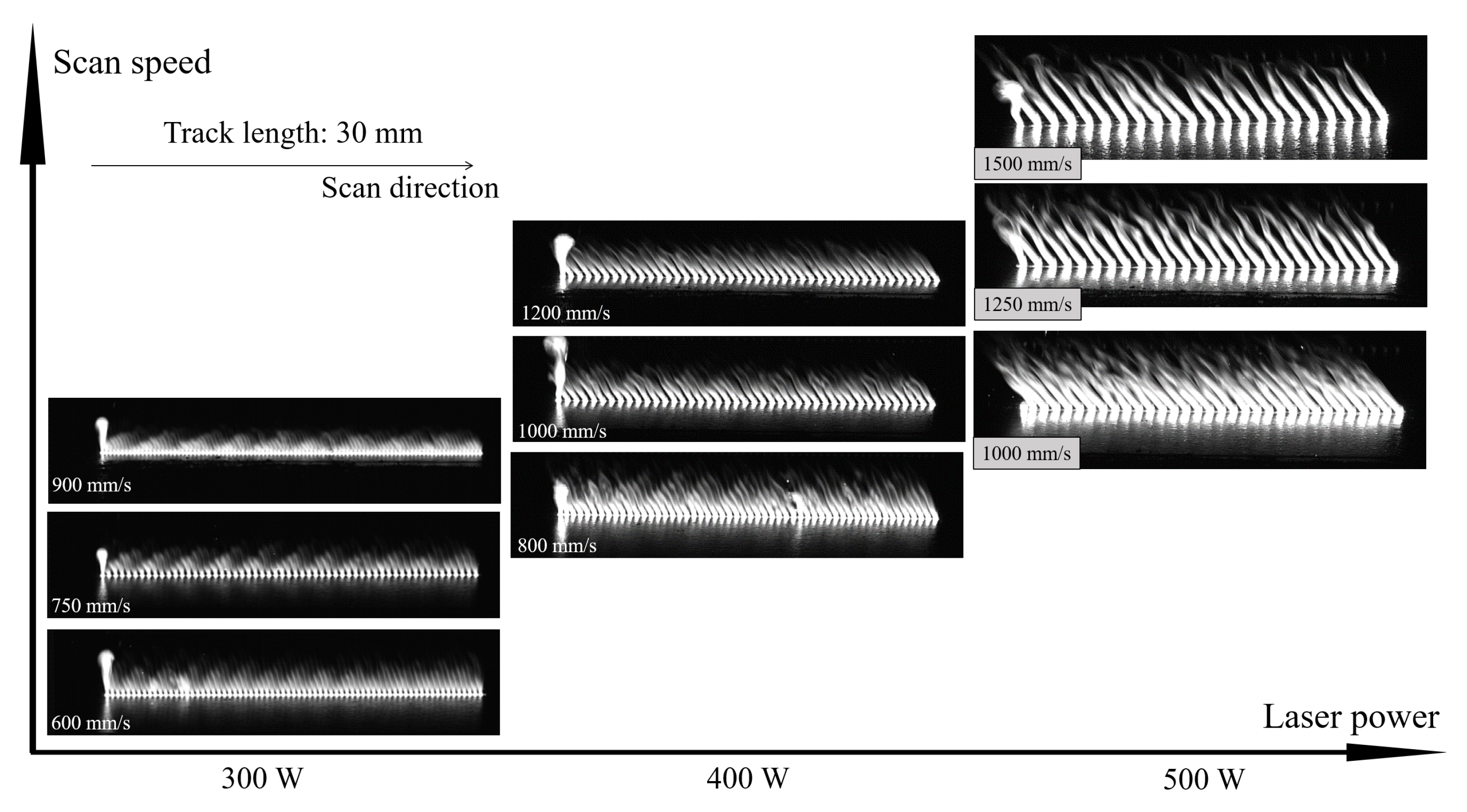
3.1.1. Plume Behavior along the Track
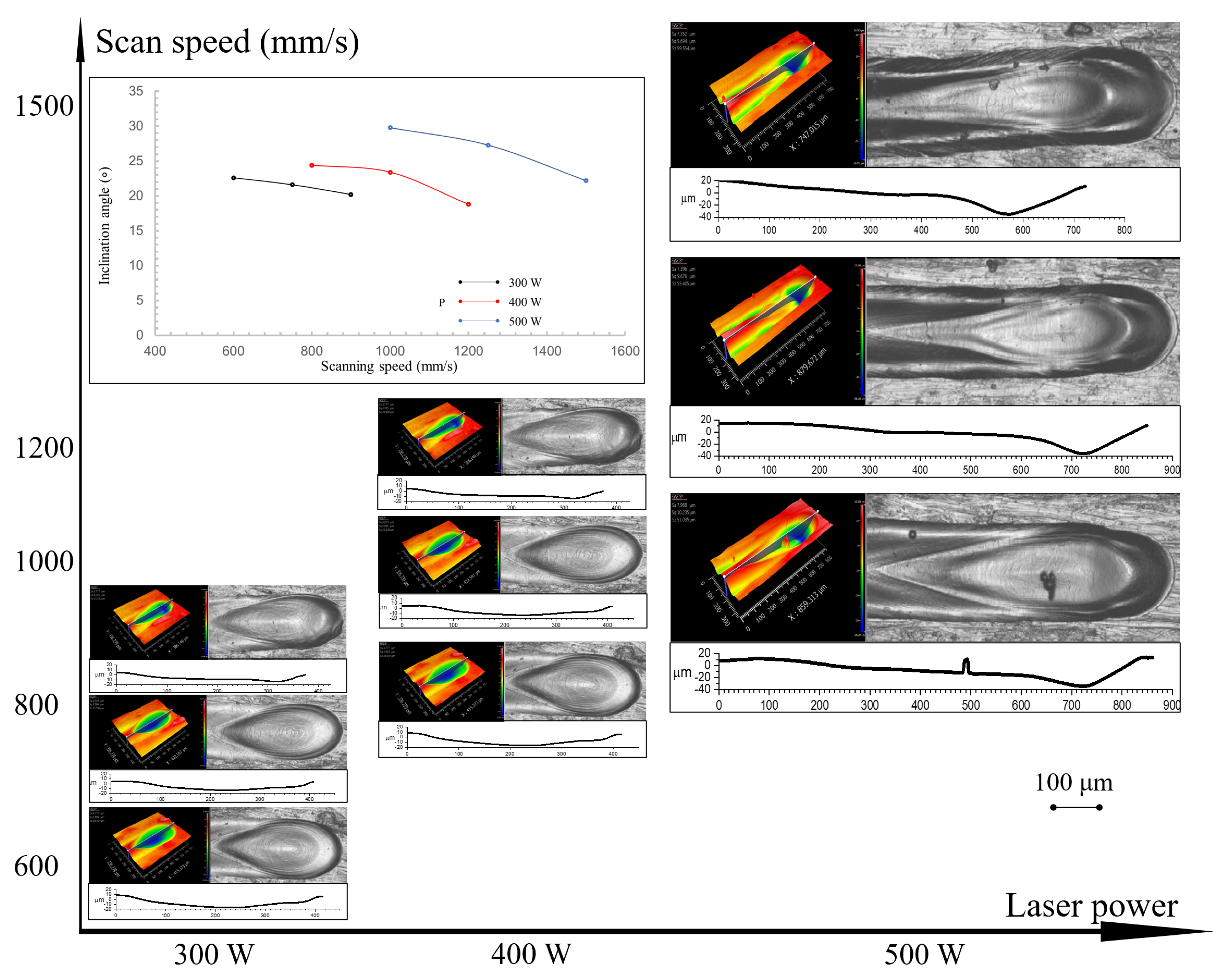
3.1.2. Depression at the Track End
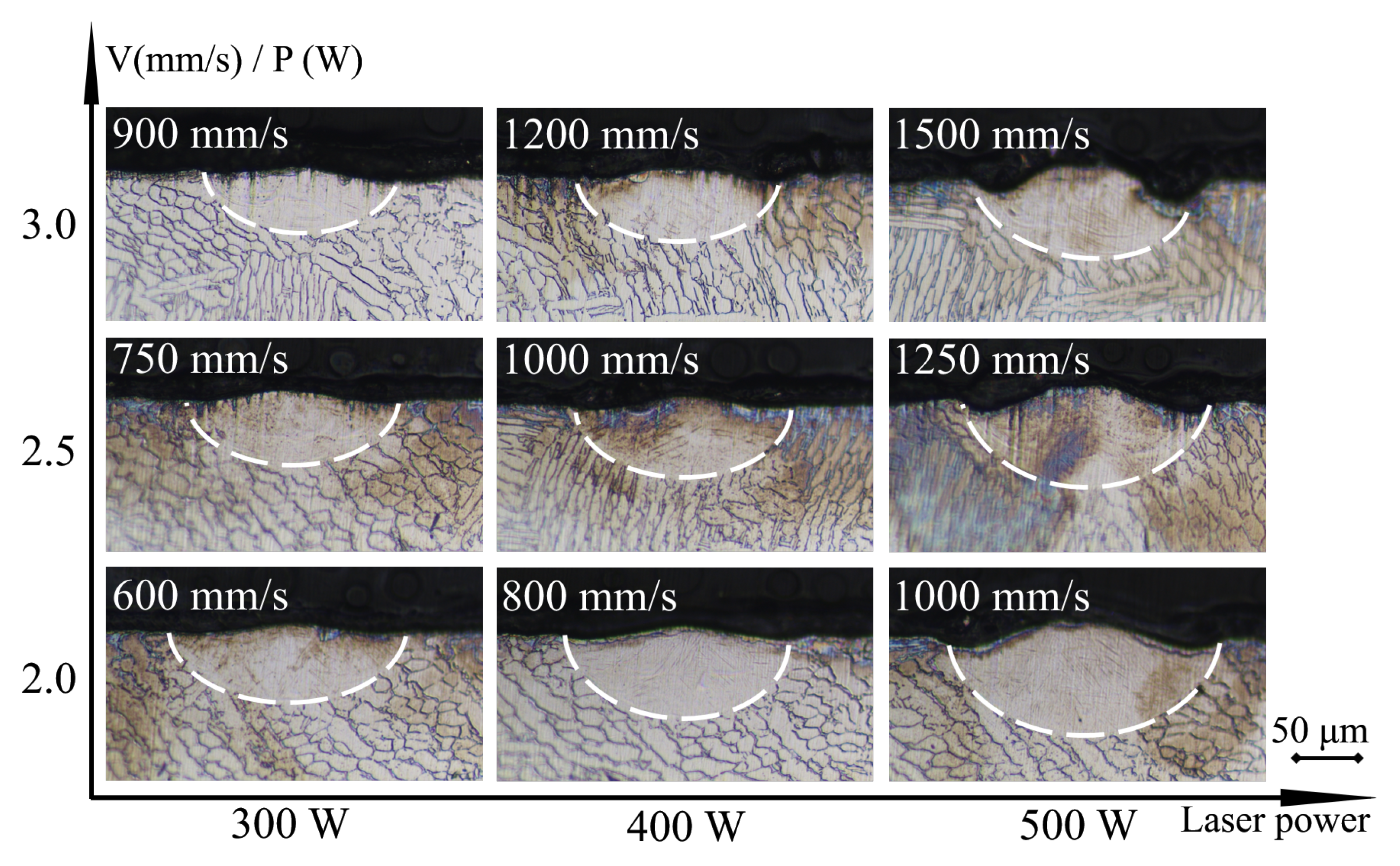
3.1.3. Melt Pool Cross-Section Analysis
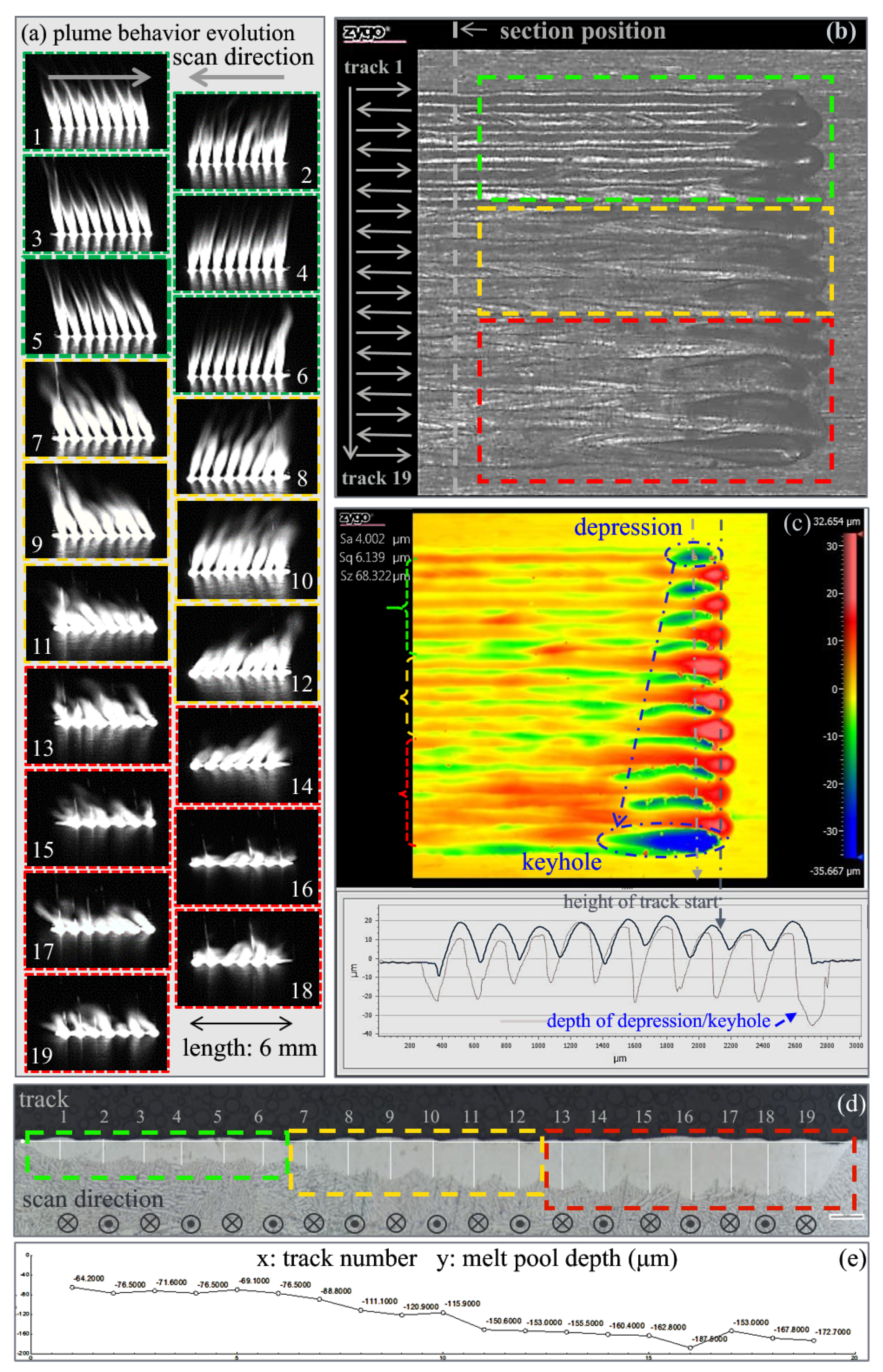
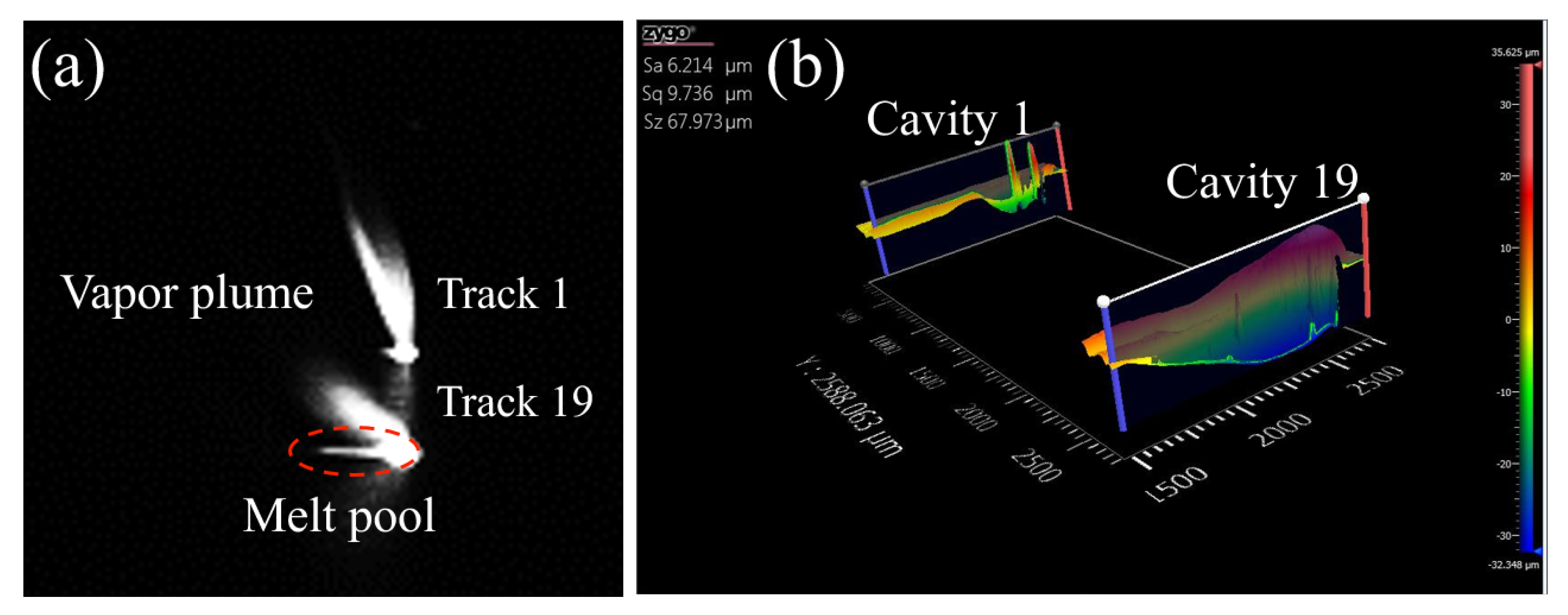
3.2. Multi-Track Laser Scan Observation
- Stage I (track 1–6, marked with green dashed box) refers to the forced conduction regime; the vapor plume showed notable similarity in shape and angle compared with single-track observation. It is obviously shown in the video that vapor ejection remained gentle and stable in this stage. Plume inclination is minor, in the range of less than 45°.
- Stage II (track 7–12, marked with yellow-dashed box) refers to early stage keyhole mode as explained in the next paragraph; the vapor plume assumed a larger inclination angle (approximately 50°) from vertical. The plume ejection became much more intense than in the previous stage while the inclination angle generally remained fixed with minor fluctuations. In this stage, the vapor behavior serves as a signal that laser absorption was enhanced, but one may note that the process was relatively stable.
- Stage III (track 13–19, marked with red dashed box) refers to keyhole mode with instability; the vapor plume maintained a large inclination angle range, like in Stage II, but exhibited fast fluctuations throughout the melting process. The shape, size, and incline angle of the vapor plume varied so rapidly that even the use of a 50 μs exposure duration failed to capture more details. In this stage, we did a frame-by-frame check and found that the shape and size of vapor plume from two adjacent frames can be completely different, with the inclination angle can be distinguished in the angle range above 45°. In this stage, it is logical to assume that the interplay between laser ray and melt pool became much more complex and intense oscillations occurred on the melt front, resulting in rapid change of inclination angle and plume direction.
4. Discussion
4.1. Heat Transfer Analysis in Forced Conduction Mode
4.2. Melting Mode Transfer in Multi-Track Scenarios
4.3. The Issue of Process Stability in LPBF
5. Conclusions
- 1.
- There is a forced conduction melting mode in LPBF regimes, where the boiling point is reached and a depression is created by the vapor-induced recoil pressure. The depression is not deep enough to trap the laser as in keyhole mode, but it still plays an important role in controlling heat transfer at melt pool surface and to a relatively limited extent, enables the melt pool to penetrate deeper than in conduction mode. In the forced conduction regime, laser power has a stronger effect than scan speed. The plume behavior is stable in this regime, indicating a stable constant interaction between laser and material can be maintained since no multi-reflection is involved.
- 2.
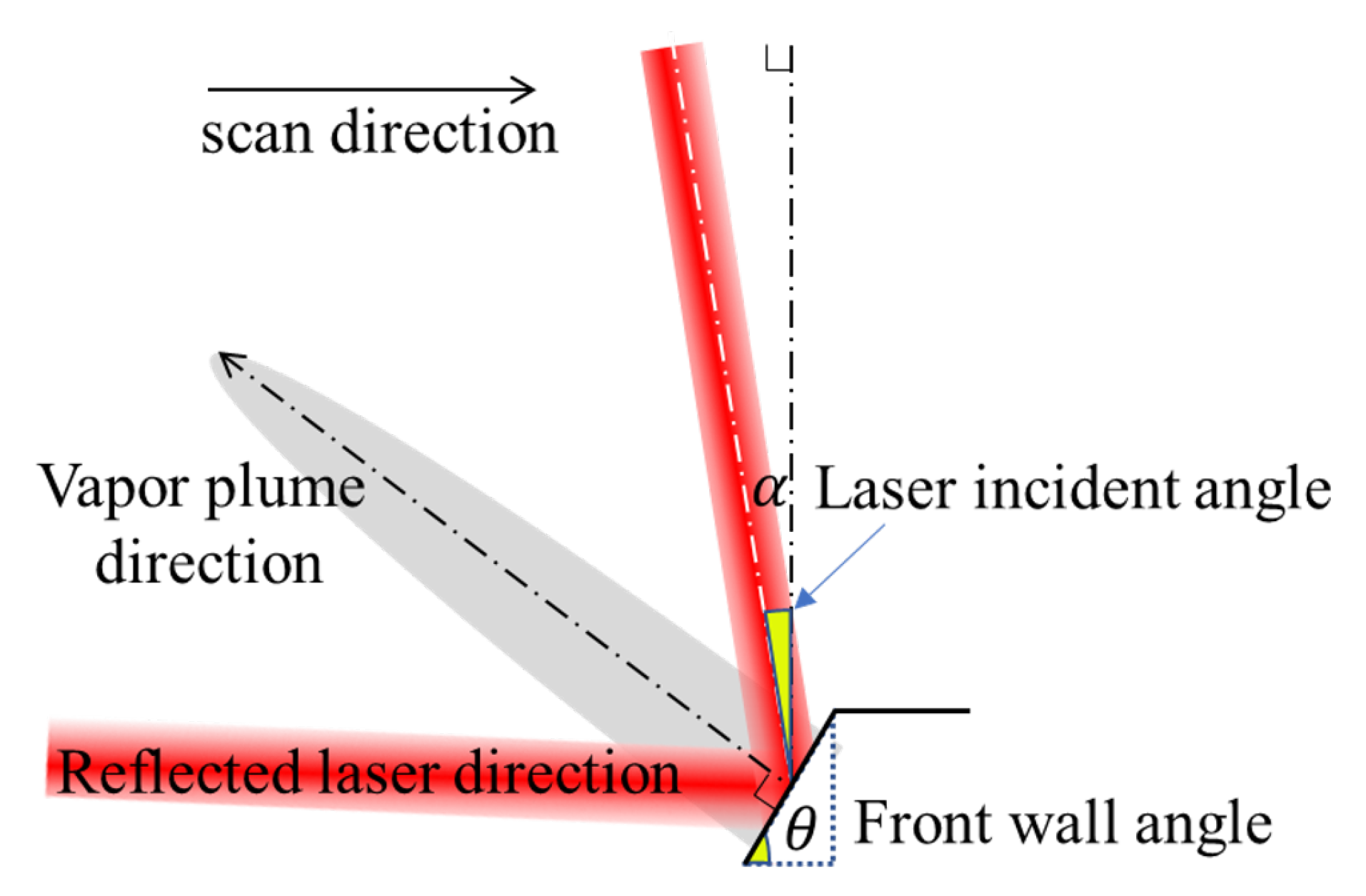
- The heat accumulation along the printing process of LPBF proves an important factor on melting mode and process stability. Under constant laser parameters in this study, the melting mode was observed to begin in the forced conduction regime and evolve through a sharp transition into keyhole formation regime or even further. A sudden jump in vaporization intensity, penetration depth and cavity size on the surface of scanned layers was observed as the result of this melting mode transition. The transition is believed to result from the so-called laser-trap effect at a critical inclination of depression front wall, which means that laser beam can begin to be reflected downward and the laser absorption increases sharply. This critical inclination is therefore used as the separation of a depression from a keyhole. Further, due to the sudden increase of laser absorption, the transition cannot be smooth and the critical inclination will not be an angle that can be maintained stable at even if we progressively change the laser parameters.
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| LPBF | Laser powder bed fusion |
| AM | Additive manufacturing |
| FPS | Frame per second |
| LED | Linear energy density |
| VED | Volumetric energy density |
References
- Chen, H.; Yan, W. Spattering and denudation in laser powder bed fusion process: Multiphase flow modelling. Acta Mater. 2020, 196, 154–167. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Yan, W.; Guo, Q.; Xiong, L.; Zhao, C.; Qu, M.; Escano, L.I.; Xiao, X.; Fezzaa, K.; et al. Pore elimination mechanisms during 3D printing of metals. Nat. Commun. 2019, 10, 3088. [Google Scholar] [CrossRef] [Green Version]
- King, W.E.; Anderson, A.T.; Ferencz, R.M.; Hodge, N.E.; Kamath, C.; Khairallah, S.A.; Rubenchik, A.M. Laser powder bed fusion additive manufacturing of metals; physics, computational, and materials challenges. Appl. Phys. Rev. 2015, 2, 041304. [Google Scholar] [CrossRef]
- Spears, T.G.; Gold, S.A. In-process sensing in selective laser melting (SLM) additive manufacturing. Integr. Mater. Manuf. Innov. 2016. [Google Scholar] [CrossRef] [Green Version]
- Khairallah, S.A.; Martin, A.A.; Lee, J.R.I.; Guss, G.; Calta, N.P.; Hammons, J.A.; Nielsen, M.H.; Chaput, K.; Schwalbach, E.; Shah, M.N.; et al. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef] [PubMed]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Patel, S.; Vlasea, M. Melting modes in laser powder bed fusion. Materialia 2020, 9. [Google Scholar] [CrossRef]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Zhao, C.; Parab, N.D.; Li, X.; Fezzaa, K.; Tan, W.; Rollett, A.D.; Sun, T. Critical instability at moving keyhole tip generates porosity in laser melting. Science 2020, 370, 1080–1086. [Google Scholar] [CrossRef] [PubMed]
- Bayat, M.; Mohanty, S.; Hattel, J.H. Multiphysics modelling of lack-of-fusion voids formation and evolution in IN718 made by multi-track/multi-layer L-PBF. Int. J. Heat Mass Transf. 2019, 139, 95–114. [Google Scholar] [CrossRef]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 1–12. [Google Scholar] [CrossRef]
- Yin, J.; Wang, D.; Yang, L.; Wei, H.; Dong, P.; Ke, L.; Wang, G.; Zhu, H.; Zeng, X. Correlation between forming quality and spatter dynamics in laser powder bed fusion. Addit. Manuf. 2020, 31, 100958. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Fabbro, R. Analysis of laser–melt pool–powder bed interaction during the selective laser melting of a stainless steel. J. Laser Appl. 2017, 29, 022303. [Google Scholar] [CrossRef]
- Zheng, H.; Li, H.; Lang, L.; Gong, S.; Ge, Y. Effects of scan speed on vapor plume behavior and spatter generation in laser powder bed fusion additive manufacturing. J. Manuf. Process. 2018, 36, 60–67. [Google Scholar] [CrossRef]
- Chen, Y.; Clark, S.J.; Leung, C.L.A.; Sinclair, L.; Marussi, S.; Olbinado, M.P.; Boller, E.; Rack, A.; Todd, I.; Lee, P.D. In-situ Synchrotron imaging of keyhole mode multi-layer laser powder bed fusion additive manufacturing. Appl. Mater. Today 2020, 20, 100650. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Mayi, Y.A.; Dal, M.; Peyre, P.; Bellet, M.; Metton, C.; Moriconi, C.; Fabbro, R. Transient dynamics and stability of keyhole at threshold in laser powder bed fusion regime investigated by finite element modeling. J. Laser Appl. 2021, 33, 012024. [Google Scholar] [CrossRef]
- Kouraytem, N.; Li, X.; Cunningham, R.; Zhao, C.; Parab, N.; Sun, T.; Rollett, A.D.; Spear, A.D.; Tan, W. Effect of Laser-Matter Interaction on Molten Pool Flow and Keyhole Dynamics. Phys. Rev. Appl. 2019, 11, 064054. [Google Scholar] [CrossRef]
- Li, M.; Xiao, R.; Zou, J.; Wu, Q.; Xu, J. Correlation between plume fluctuation and keyhole dynamics during fiber laser keyhole welding. J. Laser Appl. 2020, 32, 22010. [Google Scholar] [CrossRef]
- Hebert, R.J. Viewpoint: Metallurgical aspects of powder bed metal additive manufacturing. J. Mater. Sci. 2016, 51, 1165–1175. [Google Scholar] [CrossRef]
- Fabbro, R.; Slimani, S.; Doudet, I.; Coste, F.; Briand, F. Experimental study of the dynamical coupling between the induced vapour plume and the melt pool for Nd–Yag CW laser welding. J. Phys. Appl. Phys. 2006, 39, 394–400. [Google Scholar] [CrossRef]
- Fabbro, R. Depth Dependence and Keyhole Stability at Threshold, for Different Laser Welding Regimes. Appl. Sci. 2020, 10, 1487. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.Y.; Ko, S.H.; Farson, D.F.; Yoo, C.D. Mechanism of keyhole formation and stability in stationary laser welding. J. Phys. Appl. Phys. 2002, 35, 320. [Google Scholar] [CrossRef]
- Cook, P.S.; Murphy, A.B. Simulation of melt pool behaviour during additive manufacturing: Underlying physics and progress. Addit. Manuf. 2020, 31, 100909. [Google Scholar] [CrossRef]
- Semak, V.; Matsunawa, A. The role of recoil pressure in energy balance during laser materials processing. J. Phys. Appl. Phys. 1997, 30, 2541–2552. [Google Scholar] [CrossRef]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef] [Green Version]
- Clijsters, S.; Craeghs, T.; Buls, S.; Kempen, K.; Kruth, J.P. In situ quality control of the selective laser melting process using a high-speed, real-time melt pool monitoring system. Int. J. Adv. Manuf. Technol. 2014, 75, 1089–1101. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Plan | Laser Power | Scan Speed | Beam Diameter |
|---|---|---|---|
| (W) | (mm/s) | (mm) | |
| single track (30 mm) | 300 | 600 | 0.1 |
| 300 | 750 | 0.1 | |
| 300 | 900 | 0.1 | |
| 400 | 800 | 0.1 | |
| 400 | 1000 | 0.1 | |
| 400 | 1200 | 0.1 | |
| 500 | 1000 | 0.1 | |
| 500 | 1250 | 0.1 | |
| 500 | 1500 | 0.1 | |
| multi-track (6 × 2.5 mm) | 300 | 600 | 0.1 |
| 400 | 800 | 0.1 | |
| 500 | 1000 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, H.; Wang, Y.; Xie, Y.; Yang, S.; Hou, R.; Ge, Y.; Lang, L.; Gong, S.; Li, H. Observation of Vapor Plume Behavior and Process Stability at Single-Track and Multi-Track Levels in Laser Powder Bed Fusion Regime. Metals 2021, 11, 937. https://doi.org/10.3390/met11060937
Zheng H, Wang Y, Xie Y, Yang S, Hou R, Ge Y, Lang L, Gong S, Li H. Observation of Vapor Plume Behavior and Process Stability at Single-Track and Multi-Track Levels in Laser Powder Bed Fusion Regime. Metals. 2021; 11(6):937. https://doi.org/10.3390/met11060937
Chicago/Turabian StyleZheng, Hang, You Wang, Yinkai Xie, Shengkun Yang, Rui Hou, Yulong Ge, Lihui Lang, Shuili Gong, and Huaixue Li. 2021. "Observation of Vapor Plume Behavior and Process Stability at Single-Track and Multi-Track Levels in Laser Powder Bed Fusion Regime" Metals 11, no. 6: 937. https://doi.org/10.3390/met11060937
APA StyleZheng, H., Wang, Y., Xie, Y., Yang, S., Hou, R., Ge, Y., Lang, L., Gong, S., & Li, H. (2021). Observation of Vapor Plume Behavior and Process Stability at Single-Track and Multi-Track Levels in Laser Powder Bed Fusion Regime. Metals, 11(6), 937. https://doi.org/10.3390/met11060937