

Effects of Thermal Shock on the Microstructures and Mechanical Properties Evolution of 310S Welded Joints at 1100 °C
Abstract
:1. Introduction
2. Materials and Methods
2.1. Welding Process and Thermal Shock
2.2. Mechanical Property Tests and Microstructure Observations
3. Experimental Results and Analysis
3.1. Microstructures of the Welded Joints
3.1.1. Optical Micrographs
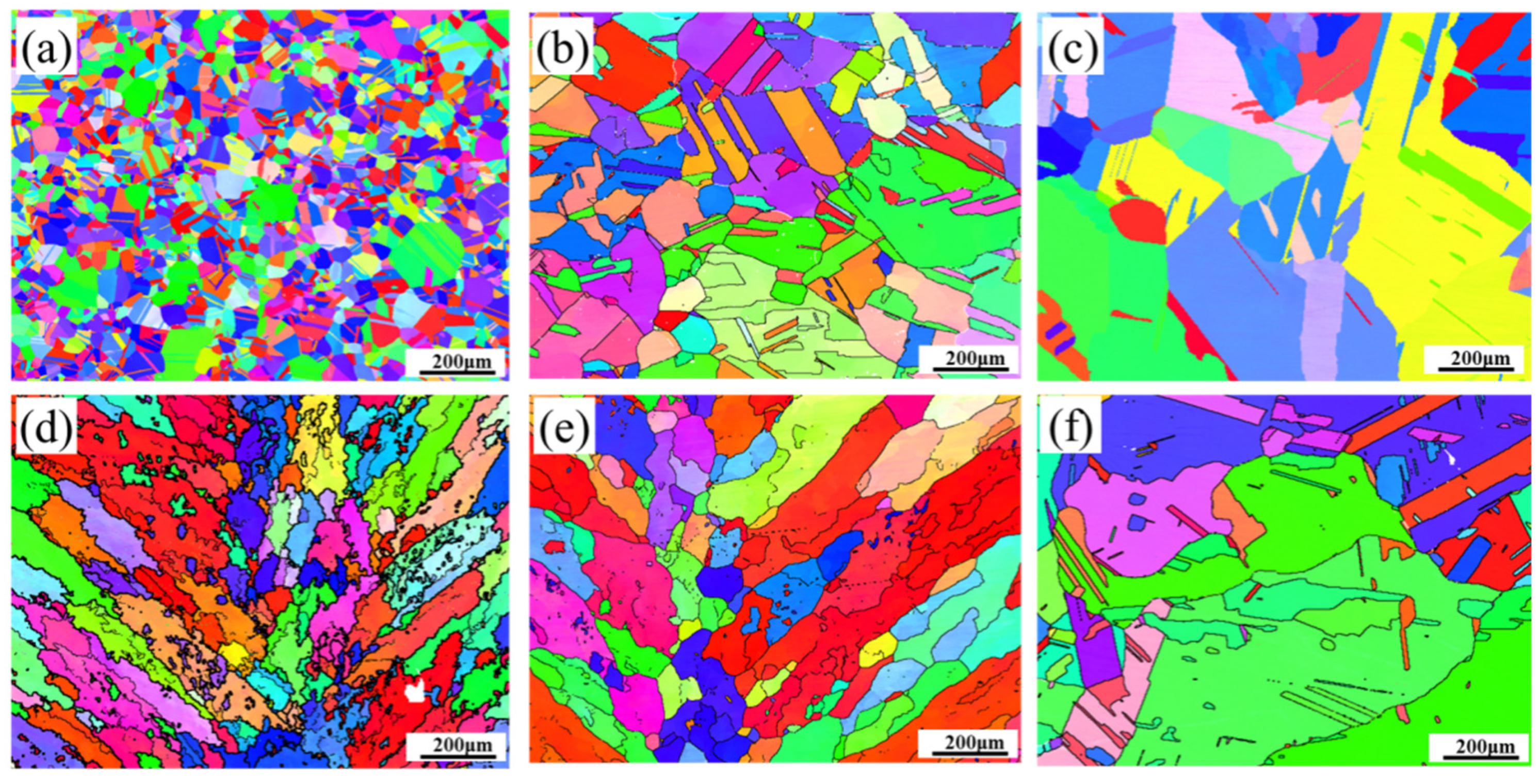
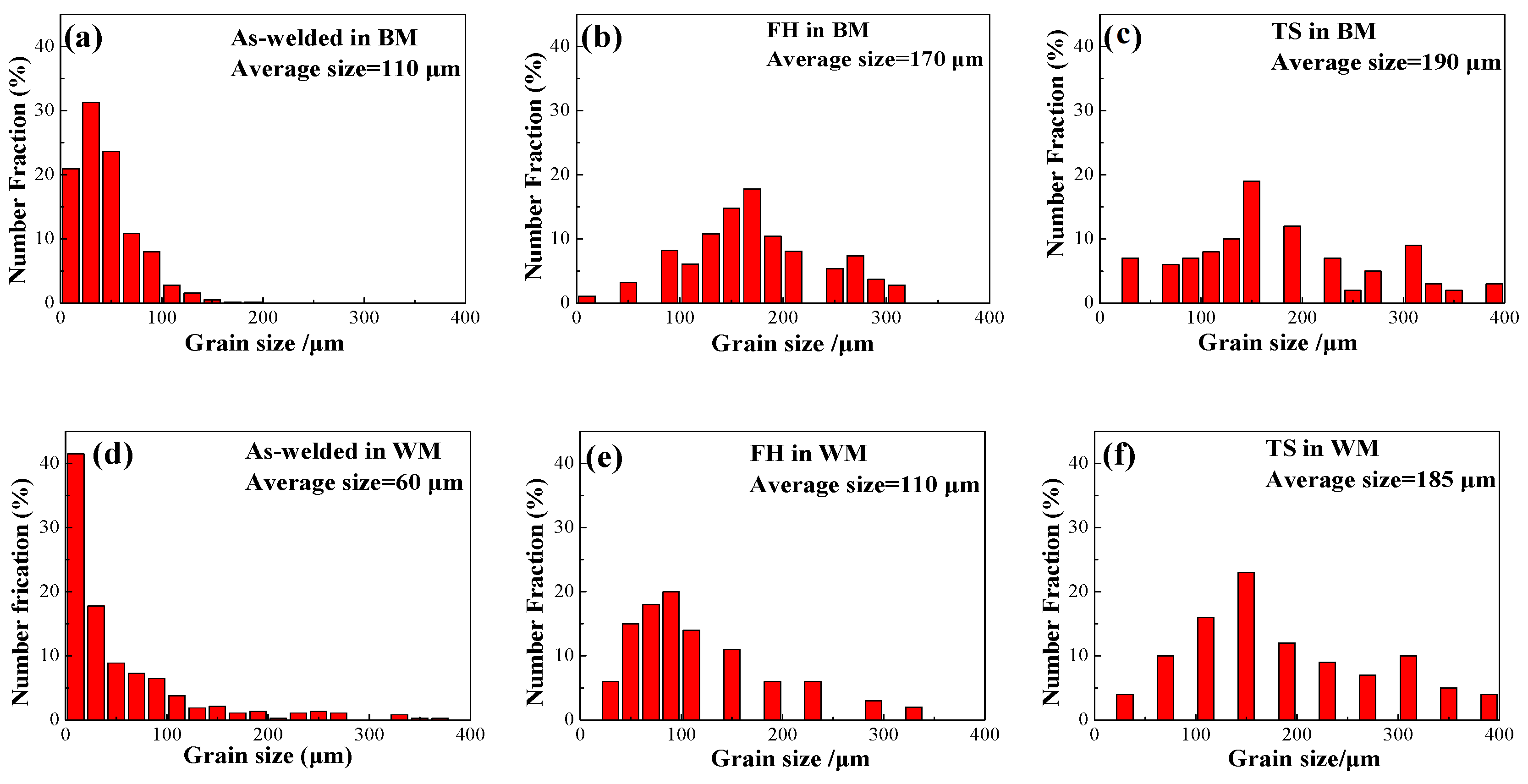
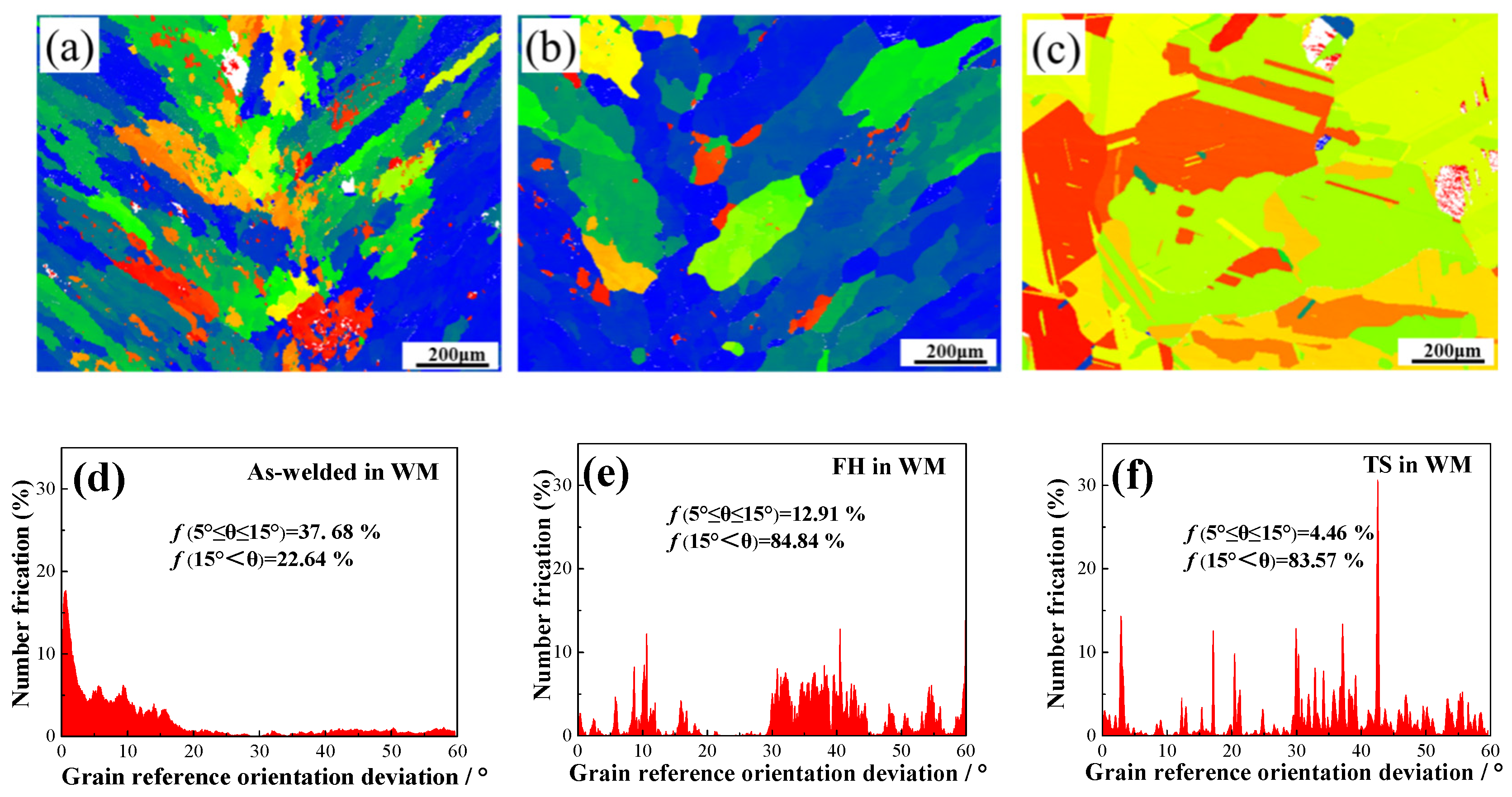
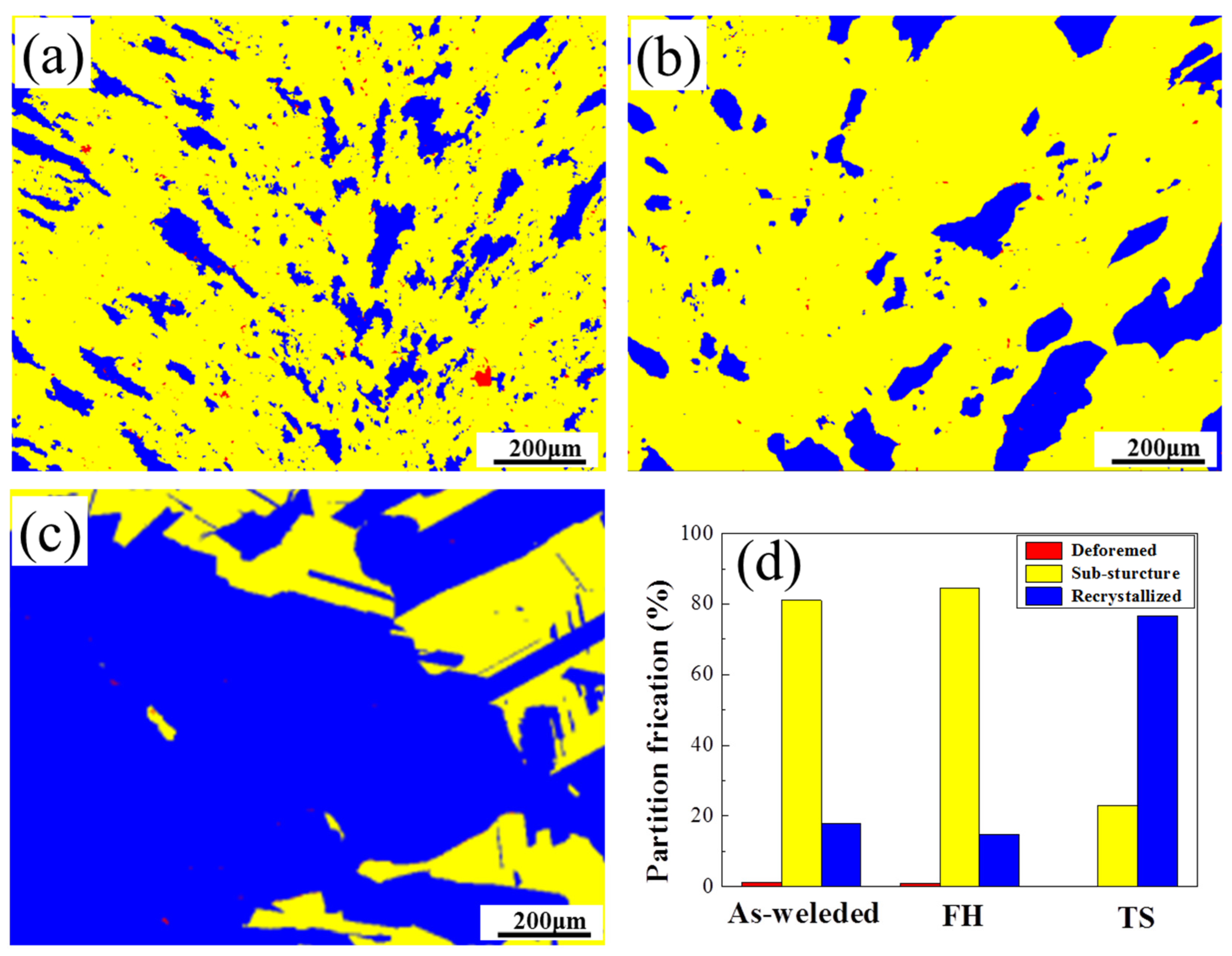
3.1.2. Microstructural Evolution of the Welded Joints
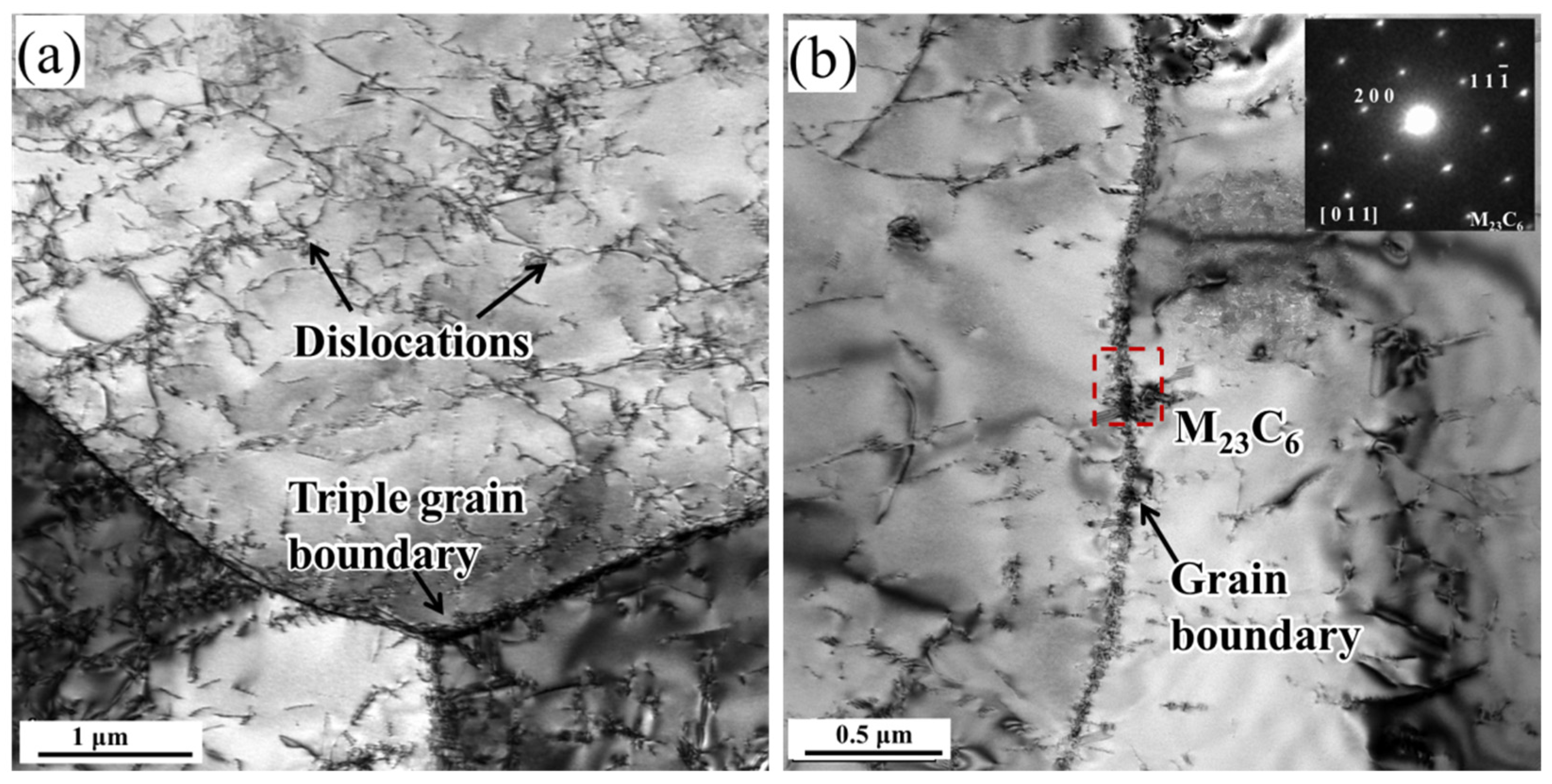
3.1.3. Deep Microstructure Features
3.2. Surface Oxide Scales of the Welded Joints after Exposure to 1100 °C
3.3. Variations in the Mechanical Properties after Thermal Shock
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kearney, S.; Yorkshire, A.S.; Geddes, D.A.; Hanein, T.; Nelson, S.; Provis, J.L.; Walkley, B. Chapter 25—Cement-based stabilization/solidification of radioactive waste. In Low Carbon Stabilization and Solidification of Hazardous Wastes; Tsang, D.C.W., Wang, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 407–431. [Google Scholar] [CrossRef]
- Tan, S. Chapter 26—Glass-based stabilization/solidification of radioactive waste. In Low Carbon Stabilization and Solidification of Hazardous Wastes; Tsang, D.C.W., Wang, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 433–447. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Zhang, X.; Li, D.; Li, Y.; Lu, S. Effect of aging treatment on the microstructures and mechanical properties evolution of 25Cr-20Ni austenitic stainless steel weldments with different Nb contents. J. Mater. Sci. Technol. 2019, 35, 520–529. [Google Scholar] [CrossRef]
- Nassiraei, H.; Mojtahedi, A.; Lotfollahi-Yaghin, M.A.; Zhu, L. Capacity of tubular X-joints reinforced with collar plates under tensile brace loading at elevated temperatures. Thin-Walled Struct. 2019, 142, 426–443. [Google Scholar] [CrossRef]
- Nassiraei, H. Static strength of tubular T/Y-joints reinforced with collar plates at fire induced elevated temperature. Mar. Struct. 2019, 67, 102635. [Google Scholar] [CrossRef]
- Nassiraei, H.; Lotfollahi-Yaghin, M.A.; Neshaei, S.A.; Zhu, L. Structural behavior of tubular X-joints strengthened with collar plate under axially compressive load at elevated temperatures. Mar. Struct. 2018, 61, 46–61. [Google Scholar] [CrossRef]
- Samanta, S.K.; Mitra, S.K.; Pal, T.K. Effect of rare earth elements on microstructure and oxidation behaviour in TIG weldments of AISI 316L stainless steel. Mater. Sci. Eng. A 2006, 430, 242–247. [Google Scholar] [CrossRef]
- Wei, L.; Zheng, J.; Chen, L.; Misra, R.D.K. High temperature oxidation behavior of ferritic stainless steel containing W and Ce. Corros. Sci. 2018, 142, 79–92. [Google Scholar] [CrossRef]
- Zahid, H.M.; Xiong, J.T.; Li, J.; Farah, S.; Zhang, L.J.; Zhou, X.R. Effect of Ta microalloying on joint performance by tailoring the microstructure during laser beam welding of Ti-22Al-27Nb. Mater. Sci. Eng. A 2022, 845, 143157. [Google Scholar] [CrossRef]
- Lu, Y.; Wang, Q.; Wen, D.; Dong, C.; Zhang, R.; Liaw, P.K. Microstructural stability of Ta minor-alloying HR3C stainless steel at 973 K. Mater. Chem. Phys. 2020, 239, 122306. [Google Scholar] [CrossRef]
- Ganesh Kumar, J.; Prasad Reddy, G.V.; George, A.; Saikumaran, A.; Mythili, R.; Anil Kumar, P.; Das Gupta, A.; Vasudevan, M. Evaluation of tensile properties of thermally aged 316LN stainless steel with varying nitrogen content using ABI technique. Mater. Sci. Eng. A 2021, 806, 140819. [Google Scholar] [CrossRef]
- Liu, R.; Qiao, Y.; Yan, M.; Fu, Y. Mechanical and corrosion resistant properties of martensitic stainless steel plasma nitrocarburized with rare earths addition. J. Rare Earths 2012, 30, 826–830. [Google Scholar] [CrossRef]
- Kusama, T.; Omori, T.; Saito, T.; Kise, S.; Tanaka, T.; Araki, Y.; Kainuma, R. Ultra-large single crystals by abnormal grain growth. Nat. Commun. 2017, 8, 345. [Google Scholar] [CrossRef] [Green Version]
- Hillert, M. On theory of normal and abnormal grain growth. Acta Metall. 1965, 13, 227–238. [Google Scholar] [CrossRef]
- Frost, H.J.; Thompson, C.V.; Walton, D.T. Simulation of thin-film grain structures—II. abnormal grain-growth. Acta Metall. Mater. 1992, 40, 779–793. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004; pp. 187–194. [Google Scholar]
- Li, J.S.; Cao, Y.; Gao, B.; Li, Y.S.; Zhu, Y.T. Superior strength and ductility of 316L stainless steel with heterogeneous lamella structure. J. Mater. Sci. 2018, 53, 10442–10456. [Google Scholar] [CrossRef]
- Li, R.; Fu, B.-G.; Dong, T.-S.; Li, G.-L.; Li, J.-K.; Zhao, X.-B.; Liu, J.-H. Effect of annealing treatment on microstructure, mechanical property and anti-corrosion behavior of X2CrNi12 ferritic stainless steel. J. Mater. Res. Technol. 2022, 18, 448–460. [Google Scholar] [CrossRef]
- Forouzan, F.; Najafizadeh, A.; Kermanpur, A.; Hedayati, A.; Surkialiabad, R. Production of nano/submicron grained AISI 304L stainless steel through the martensite reversion process. Mater. Sci. Eng. A 2010, 527, 7334–7339. [Google Scholar] [CrossRef]
- Rezaei, H.A.; Ghazani, M.S.; Eghbali, B. Effect of post deformation annealing on the microstructure and mechanical properties of cold rolled AISI 321 austenitic stainless steel. Mater. Sci. Eng. A 2018, 736, 364–374. [Google Scholar] [CrossRef]
- Kheiri, S.; Mirzadeh, H.; Naghizadeh, M. Tailoring the microstructure and mechanical properties of AISI 316L austenitic stainless steel via cold rolling and reversion annealing. Mater. Sci. Eng. A 2019, 759, 90–96. [Google Scholar] [CrossRef]
- Sun, G.S.; Hu, J.; Zhang, B.; Du, L.X. The significant role of heating rate on reverse transformation and coordinated straining behavior in a cold-rolled austenitic stainless steel. Mater. Sci. Eng. A 2018, 732, 350–358. [Google Scholar] [CrossRef]
- Thamaraiselvi, K.; Vishnuvardhan, S. Studies on the effect of thermal shock on crack resistance of 20MnMoNi55 steel using compact tension specimens. Nucl. Eng. Technol. 2021, 53, 3112–3121. [Google Scholar] [CrossRef]
- Chapuliot, S.; Lacire, M.H.; Marie, S.; Nédélec, M. Thermomechanical analysis of thermal shock fracture in the brittle/ductile transition zone. Part I: Description of tests. Eng. Fract. Mech. 2005, 72, 661–673. [Google Scholar] [CrossRef]
- Suresh Kumar, T.; Nagesha, A.; Kannan, R. Thermal cycling effects on the creep-fatigue interaction in type 316LN austenitic stainless steel weld joint. Int. J. Press. Vessel. Pip. 2019, 178, 104009. [Google Scholar] [CrossRef]
- Padilha, A.F.; Plaut, R.L.; Rios, P.R. Annealing of Cold-worked Austenitic Stainless Steels. ISIJ Int. 2003, 43, 135–143. [Google Scholar] [CrossRef]
- Shirdel, M.; Mirzadeh, H.; Parsa, M.H. Abnormal grain growth in AISI 304L stainless steel. Mater. Charact. 2014, 97, 11–17. [Google Scholar] [CrossRef]
- Aletdinov, A.; Mironov, S.; Korznikova, G.F.; Konkova, T.; Zaripova, R.G.; Myshlyaev, M.M.; Semiatin, S.L. Martensite-to-Austenite Reversion and Recrystallization in Cryogenically-Rolled Type 321 Metastable Austenitic Steel. Metall. Mater. Trans. A 2019, 50A, 1346–1357. [Google Scholar] [CrossRef] [Green Version]
- Hu, B.A.; Zhang, H.Q.; Zhang, J.; Yang, M.J.; Du, Y.; Zhao, D.D. Progress in Interfacial Thermodynamics and Grain Boundary Complexion Diagram. Acta Metall. Sin. 2021, 57, 1199–1214. [Google Scholar] [CrossRef]
- Kang, J.-H.; Kim, S.-J. Critical Assessment 33: Dislocation density-based constitutive modelling for steels with austenite. Mater. Sci. Technol. 2019, 35, 1128–1132. [Google Scholar] [CrossRef]
- Dai, K.; He, P.; Zhu, L.; Zhang, F.; Chen, F.; Zhai, X.; Xiao, W. Effect of solution treatment on microstructure and cryogenic toughness of 316LN austenite stainless steel weld metal welded by NG-MAG arc welding. Fusion Eng. Des. 2017, 125, 178–188. [Google Scholar] [CrossRef]
- Zhang, X.; Li, D.; Li, Y.; Lu, S. Oxidation behaviors of Fe-25Cr-20Ni-χNb austenitic weld metals at 1100 °C in ambient air: Role of elemental niobium. Corros. Sci. 2019, 159, 108137. [Google Scholar] [CrossRef]
- Madern, N.; Monnier, J.; Baddour-Hadjean, R.; Steckmeyer, A.; Joubert, J.-M. Characterization of refractory steel oxidation at high temperature. Corros. Sci. 2018, 132, 223–233. [Google Scholar] [CrossRef]
- Rezaee, A.; Kermanpur, A.; Najafizadeh, A.; Moallemi, M. Production of nano/ultrafine grained AISI 201L stainless steel through advanced thermo-mechanical treatment. Mater. Sci. Eng. A 2011, 528, 5025–5029. [Google Scholar] [CrossRef]
- Kashyap, B.P.; Tangri, K. On the Hall-Petch relationship and substructural evolution in type 316L stainless steel. Acta Metall. Mater. 1995, 43, 3971–3981. [Google Scholar] [CrossRef]
- Ke, R.; Wan, X.; Zhang, Y.; Hu, C.; Wu, K. The impact of annealing temperature on the microstructure—Properties relationship of reversion-induced austenitic stainless steels. Mater. Sci. Eng. A 2022, 843, 143100. [Google Scholar] [CrossRef]
- Ke, R.; Wan, X.; Zhang, Y.; Hu, C.; Wu, K. Insight in the impact of pre-deformation on structure—Deformation—Property relationship in Cr-Mn-N stainless steel. Mater. Charact. 2022, 184, 111689. [Google Scholar] [CrossRef]
- Hu, J.; Du, L.-X.; Xu, W.; Zhai, J.-H.; Dong, Y.; Liu, Y.-J.; Misra, R.D.K. Ensuring combination of strength, ductility and toughness in medium-manganese steel through optimization of nano-scale metastable austenite. Mater. Charact. 2018, 136, 20–28. [Google Scholar] [CrossRef]
- Giang, N.A.; Kuna, M.; Hütter, G. Influence of carbide particles on crack initiation and propagation with competing ductile-brittle transition in ferritic steel. Theor. Appl. Fract. Mech. 2017, 92, 89–98. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Ni | Mn | Mo | Si | Co | Nb | N | Ce | Ta | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BM | 0.10 | 20.5 | 11.1 | 2.0 | 0.05 | 2.20 | 0.10 | 0.03 | / | 0.04 | / | Bal. |
| Filler material | 0.09 | 26.4 | 21.8 | 2.0 | 0.35 | 0.38 | 0.20 | 0.05 | 0.15 | / | 0.20 | Bal. |
| Welding Mode | Welding Current (A) | Welding Voltage (V) | Welding Speed (mm/s) | Flow Rate (L/min) | Groove Type | Groove Gap (mm) |
|---|---|---|---|---|---|---|
| PAW | 160 | 25 | 15 | 15 | I | 0–0.1 |
| Temperature | UTS/MPa | YS/MPa | Elongation/% |
|---|---|---|---|
| 20 °C | 665 | 362 | 44 |
| 400 °C | 493 | 240 | 36 |
| 600 °C | 410 | 205 | 32 |
| 1000 °C | 77.5 | 74 | 76 |
| 1100 °C | 33.5 | 31 | 80 |
| Sample | Stage I | Stage II | Stage III |
|---|---|---|---|
| As-welded | εT < 0.010 | 0.10 < εT < 0.323 | 0.323 < εT < 0.432 |
| FH | εT < 0.134 | 0.134 < εT < 0.410 | 0.410 < εT < 0.513 |
| TS | εT < 0.008 | 0.008 < εT < 0.404 | 0.404 < εT < 0.451 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Kan, Y.; Wu, C.; Chen, H. Effects of Thermal Shock on the Microstructures and Mechanical Properties Evolution of 310S Welded Joints at 1100 °C. Metals 2022, 12, 1685. https://doi.org/10.3390/met12101685
Jiang Y, Kan Y, Wu C, Chen H. Effects of Thermal Shock on the Microstructures and Mechanical Properties Evolution of 310S Welded Joints at 1100 °C. Metals. 2022; 12(10):1685. https://doi.org/10.3390/met12101685
Chicago/Turabian StyleJiang, Yunlu, Ying Kan, Changzhong Wu, and Huaining Chen. 2022. "Effects of Thermal Shock on the Microstructures and Mechanical Properties Evolution of 310S Welded Joints at 1100 °C" Metals 12, no. 10: 1685. https://doi.org/10.3390/met12101685
APA StyleJiang, Y., Kan, Y., Wu, C., & Chen, H. (2022). Effects of Thermal Shock on the Microstructures and Mechanical Properties Evolution of 310S Welded Joints at 1100 °C. Metals, 12(10), 1685. https://doi.org/10.3390/met12101685