
Optimization of Heavy Reduction Process on Continuous-Casting Bloom

Abstract
:1. Introduction
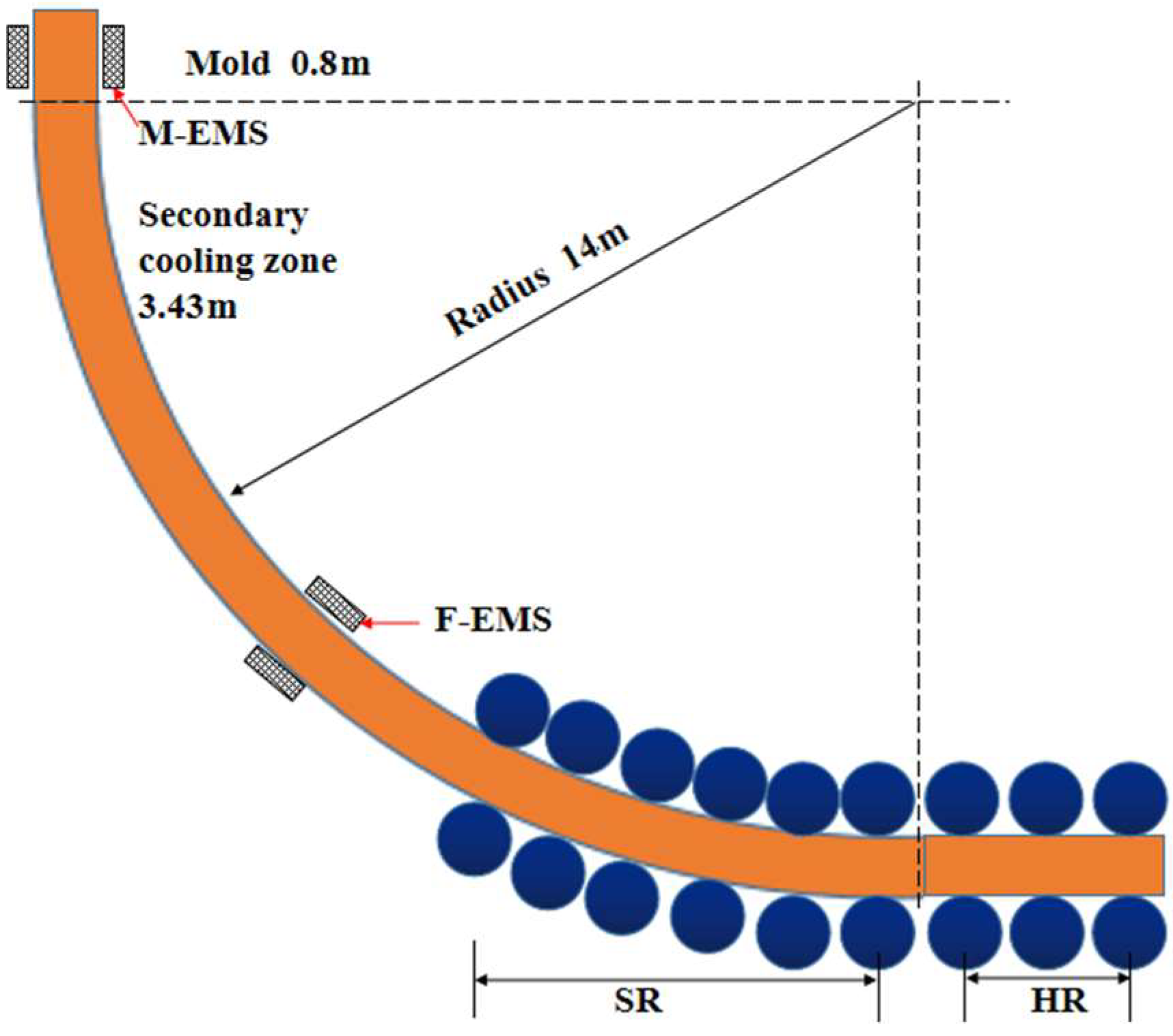
2. Model Description
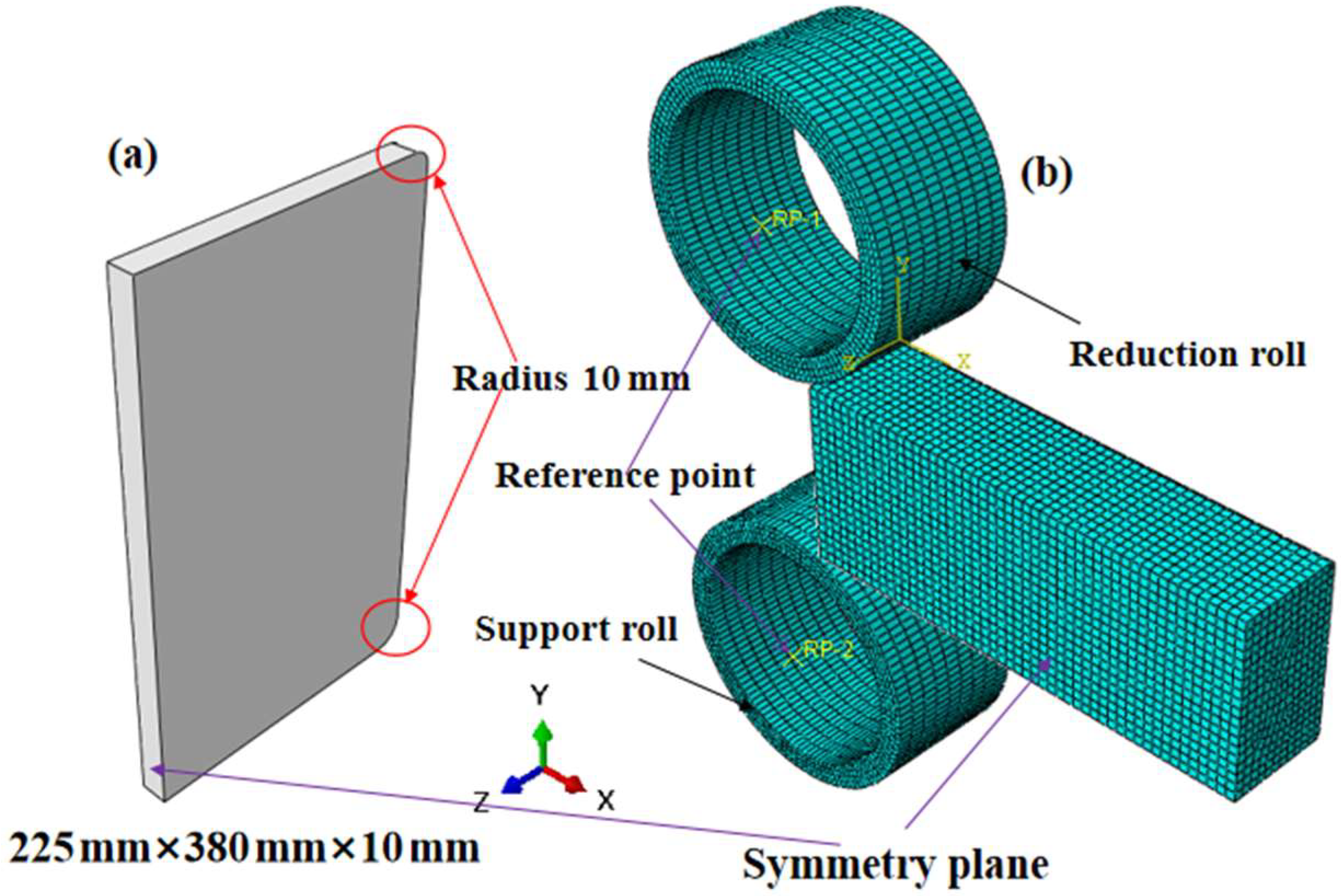
2.1. Model Establishment
2.1.1. Assumption
- (1)
- The heat transfer was neglected in the casting direction and the meniscus.
- (2)
- The convective heat transfer was equivalent to conductive heat transfer.
- (3)
- Deformation at the solidification end of the bloom conforms to the small deformation theory.
- (4)
- The influence of ferrostatic pressure and bending straightening force in casting direction on bloom deformation was ignored.
- (5)
- The high-temperature creep of the bloom is neglected and the reduction process is steady-state process.
2.1.2. Governing Equation
2.1.3. Boundary Conditions and Initial Condition
- (1)
- Initial condition
- (2)
- Boundary Conditions
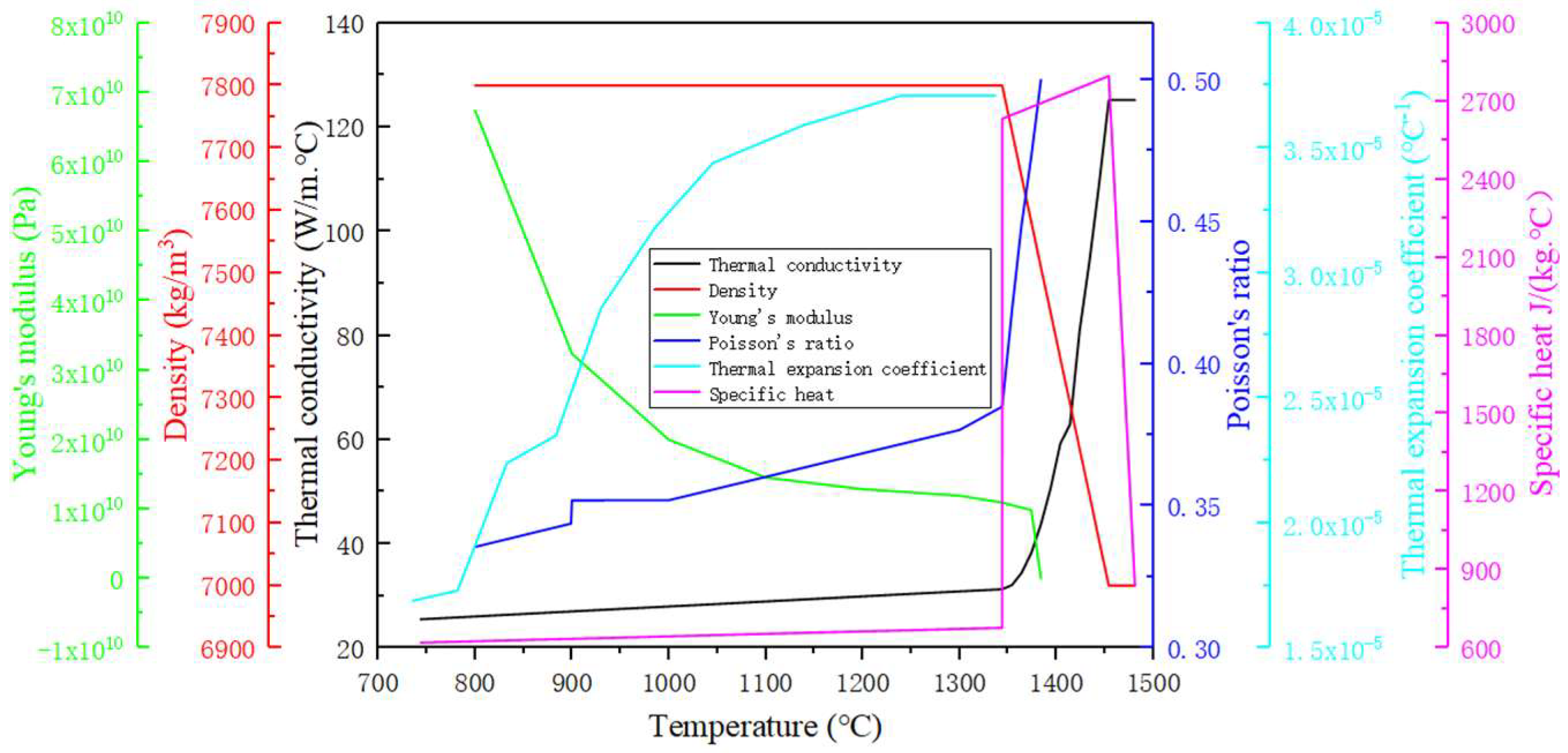
2.2. Material Properties
3. Results and Discussion
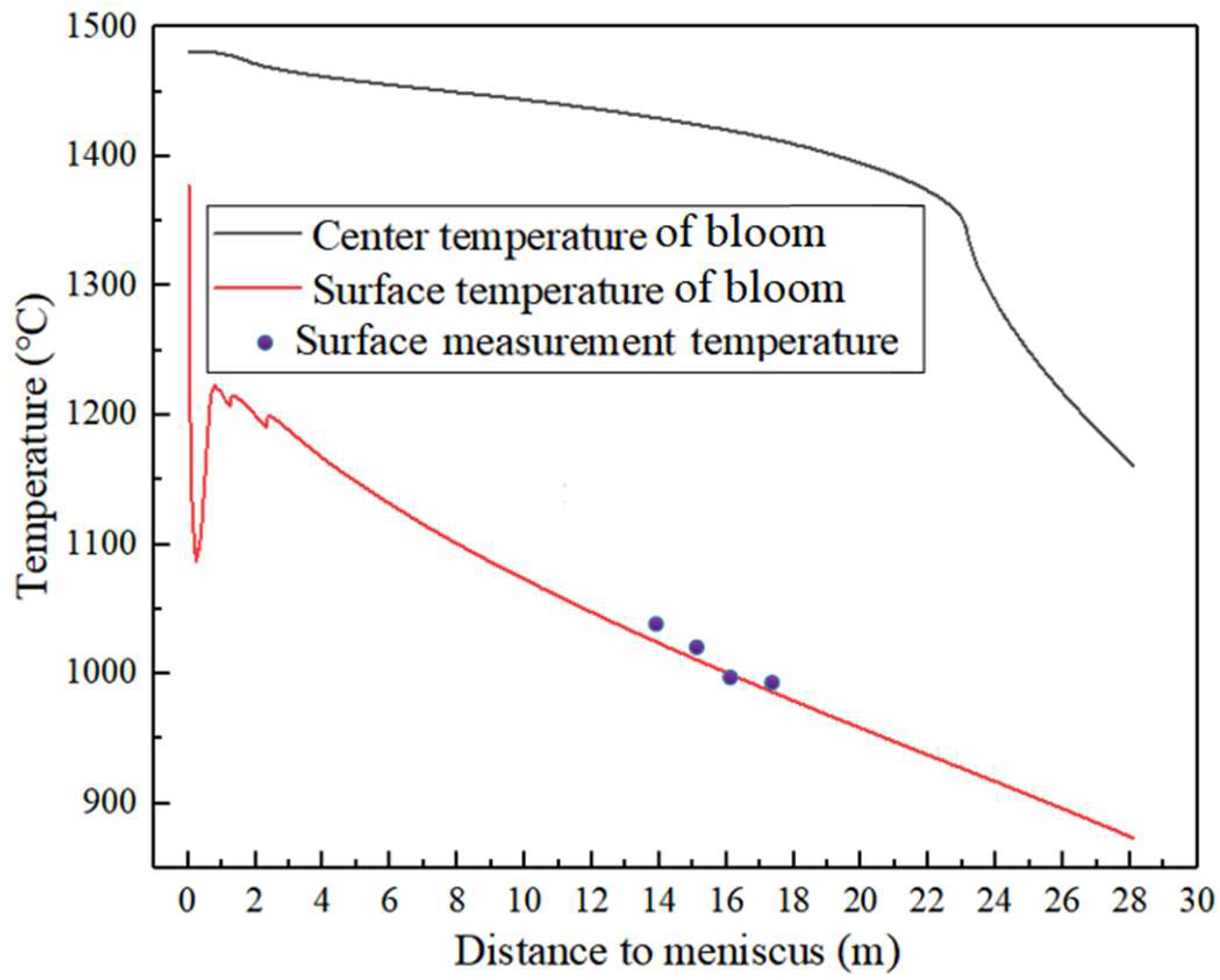
3.1. Model Validation
3.2. Location of HR
3.3. Reduction Amounts of HR
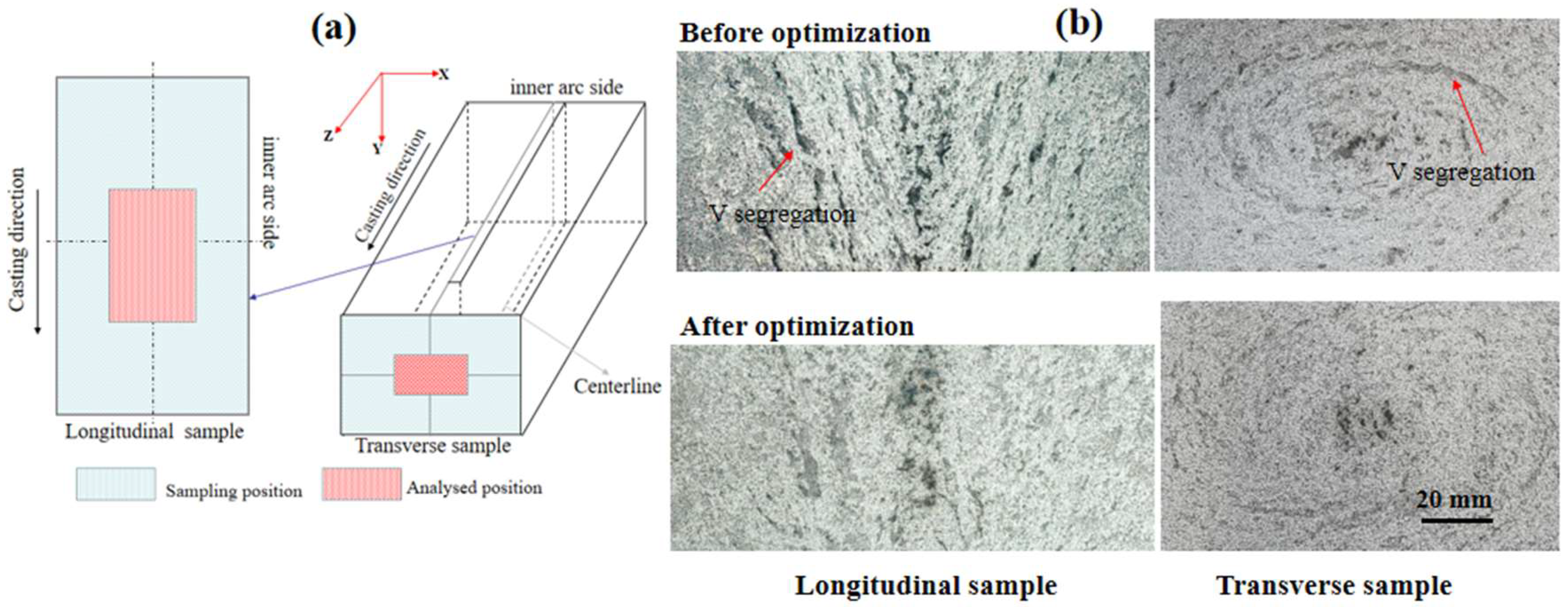
3.4. Plant Trails
4. Conclusions
- (1)
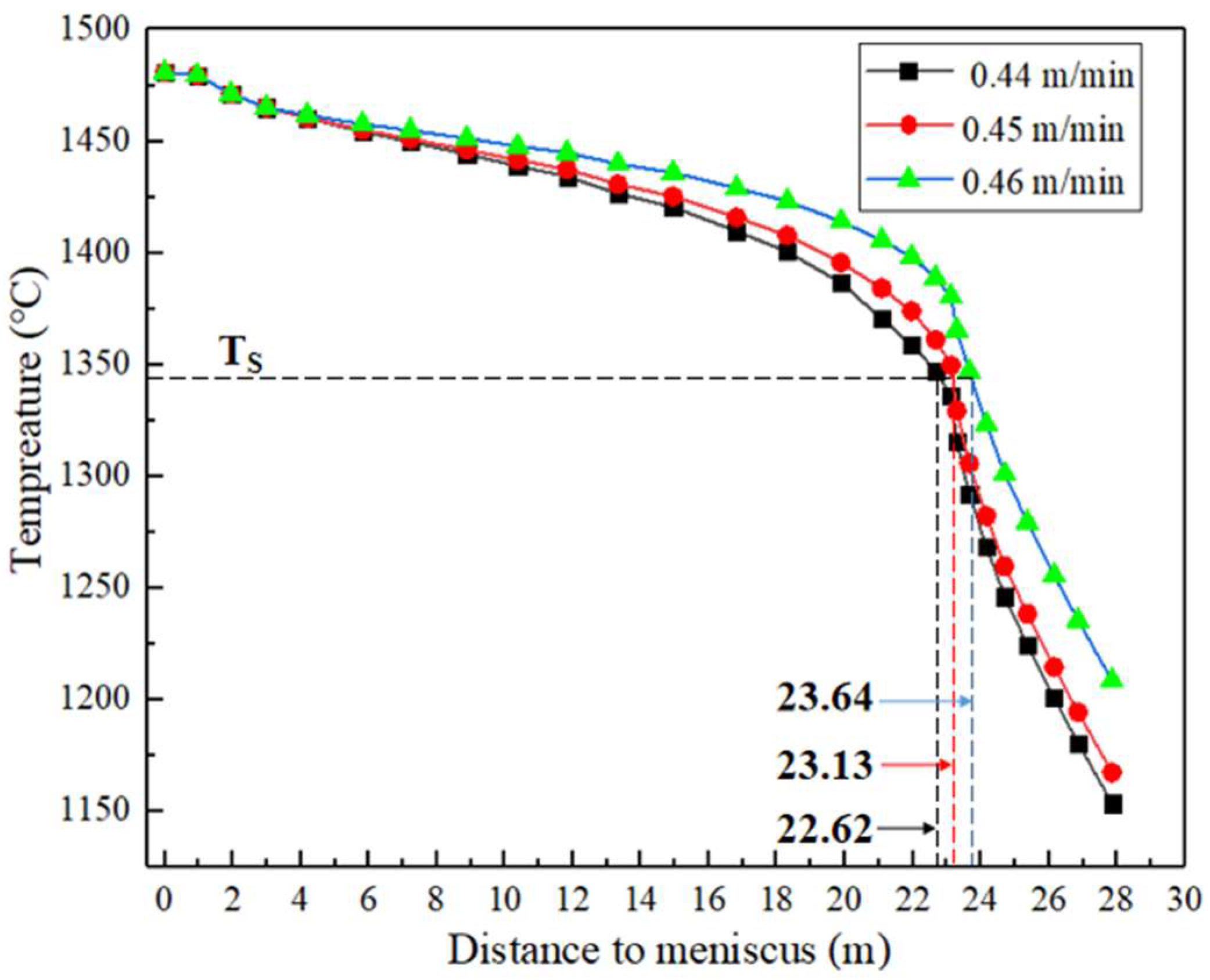
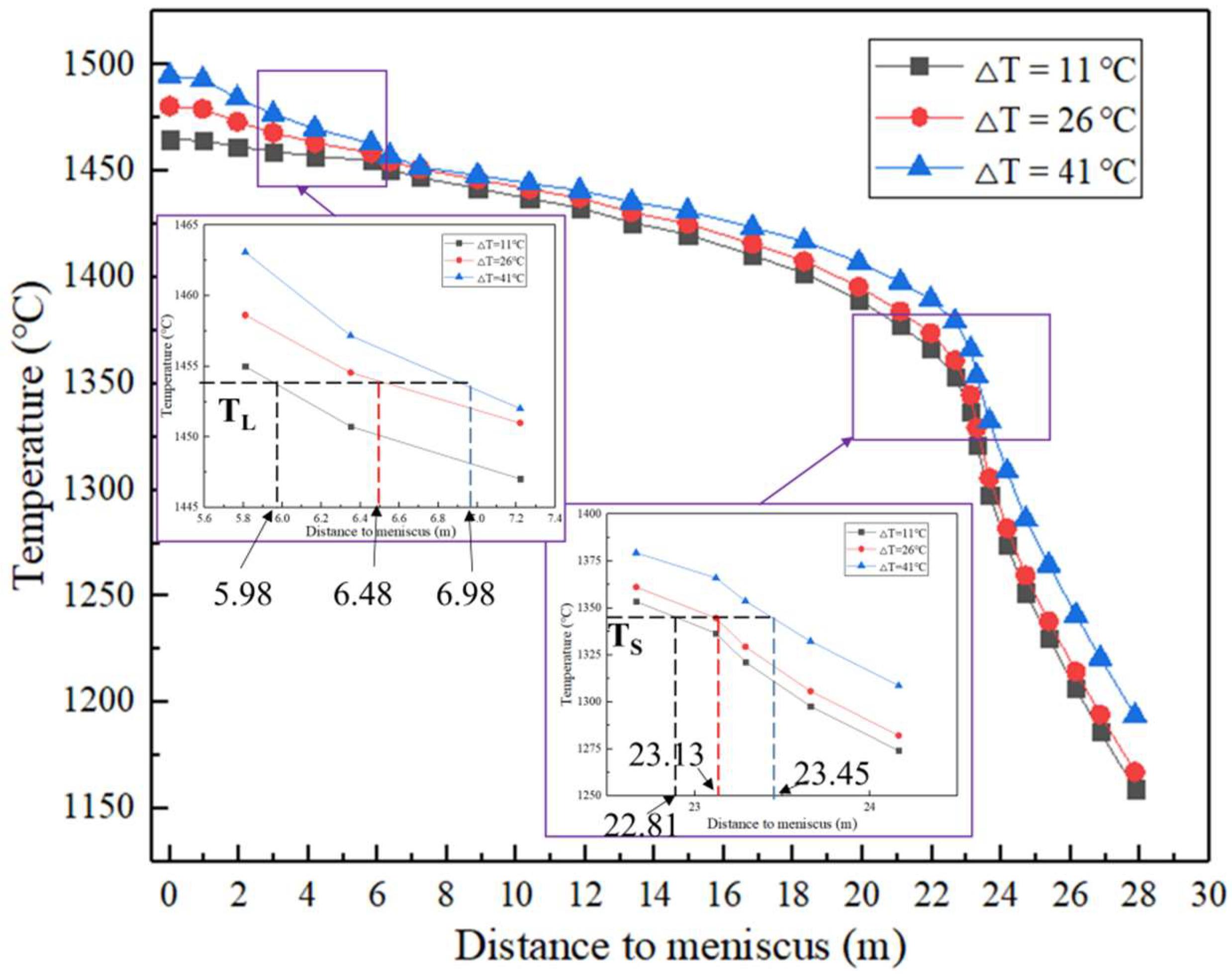
- The solidification end point of 380 mm × 450 mm bearing steel bloom is 23.13 m from the meniscus. When the casting speed changes 0.01 m/min, the solidification end point changes 0.51 m. For every 15 °C change in superheat, the liquidus end-point of the bloom changes by 0.5 m, and the solidification end point changes by 0.32 m.
- (2)
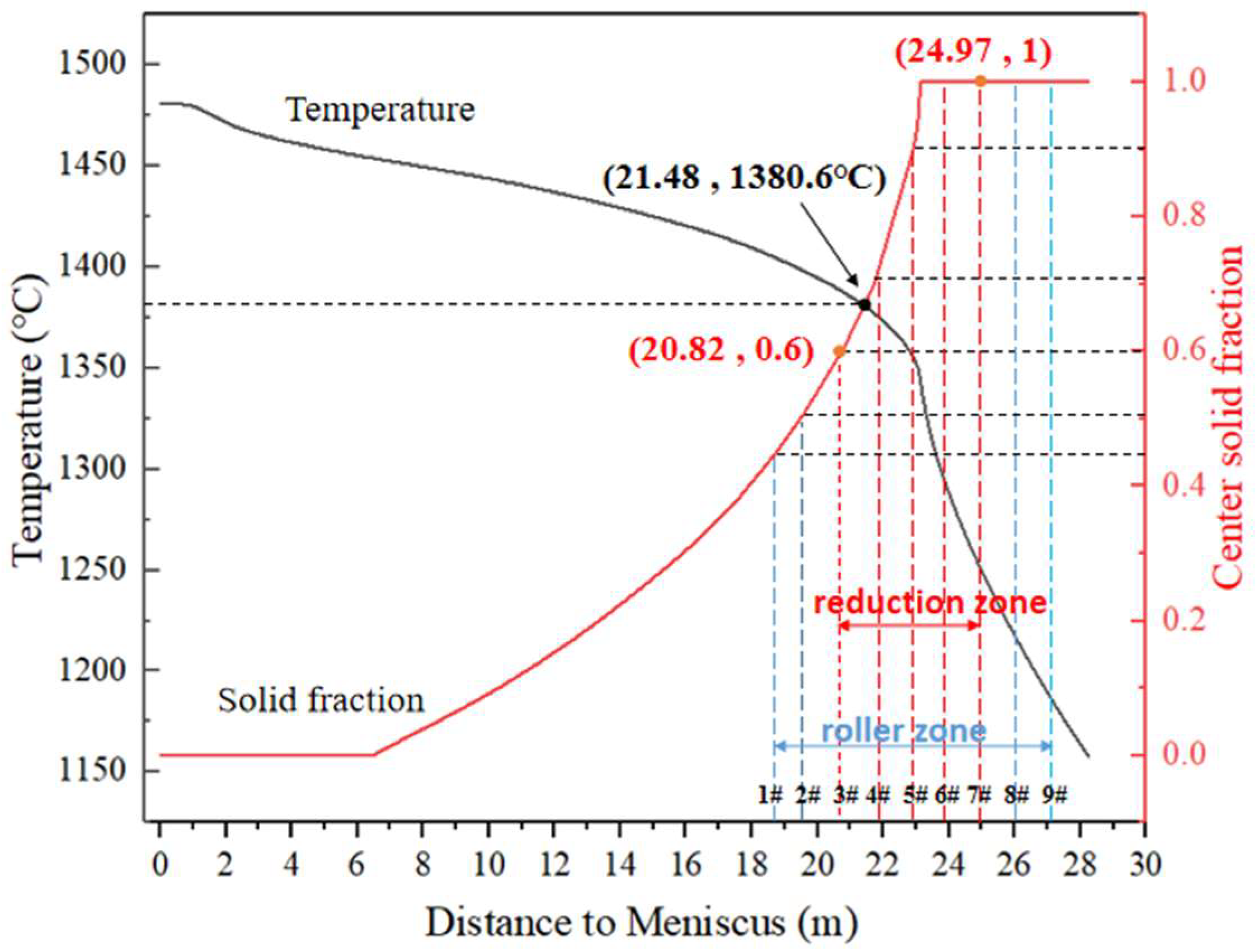
- The central solid fraction of the solidification end of the 380 mm × 450 mm bearing steel bloom at the position of the 1 #~9 # pressure roller is 0.45, 0.51, 0.6, 0.71, 0.9, 1, 1,1, and 1, respectively. After optimizing HR, the central solid fraction range of the bloom reduction position is 0.6~1, the required reduction roller range is 3 #~7 #, and the distance to the meniscus is 20.82 m~24.97 m.
- (3)
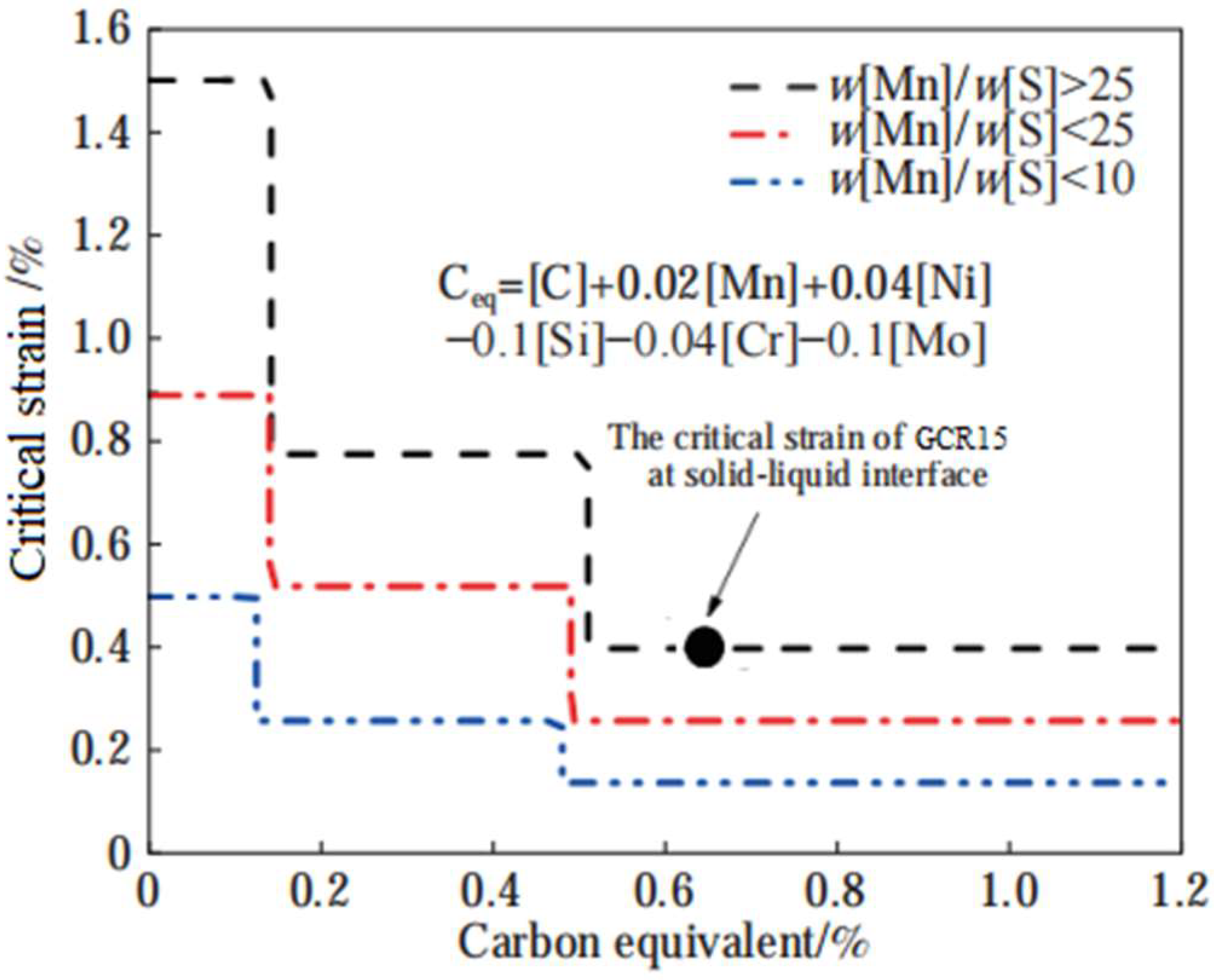
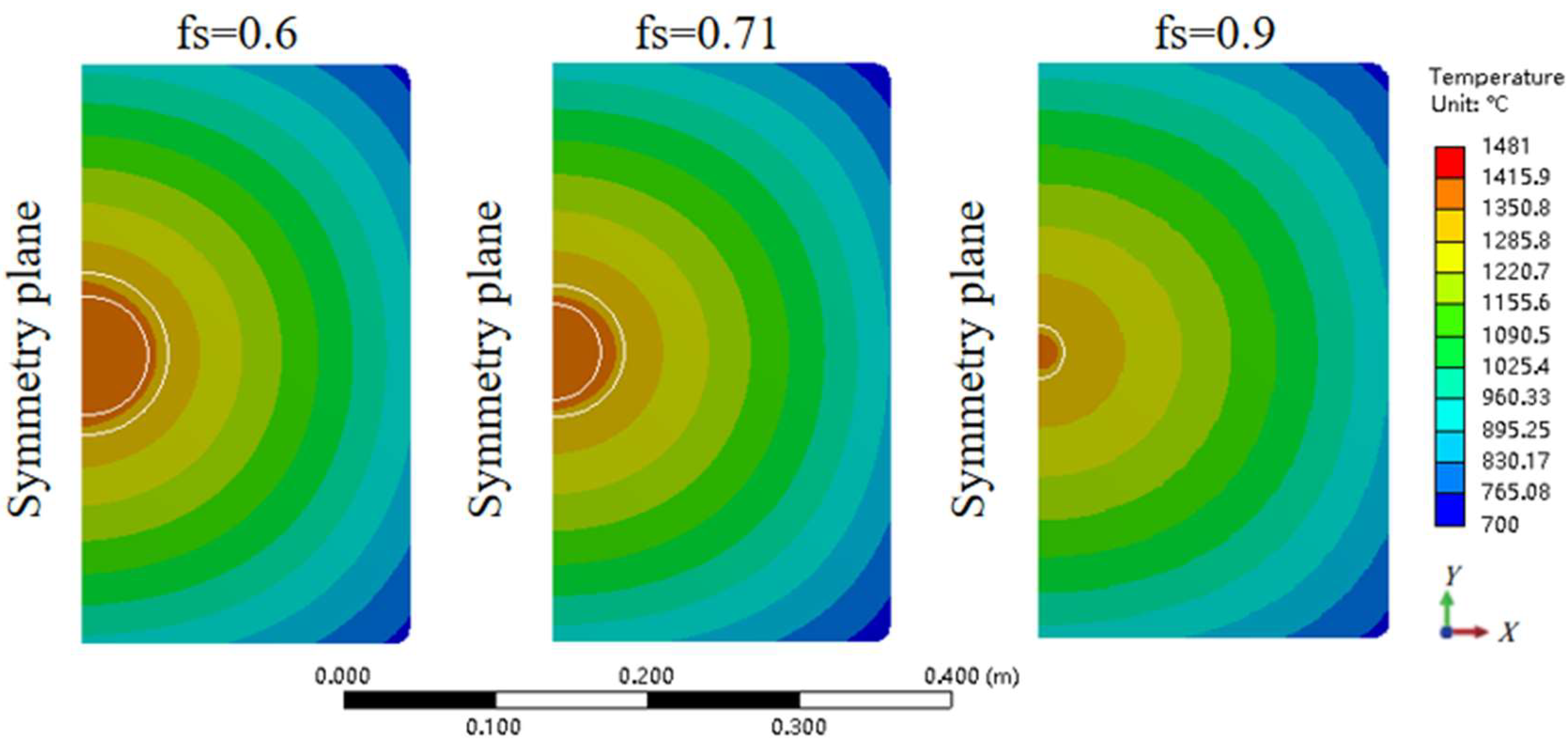
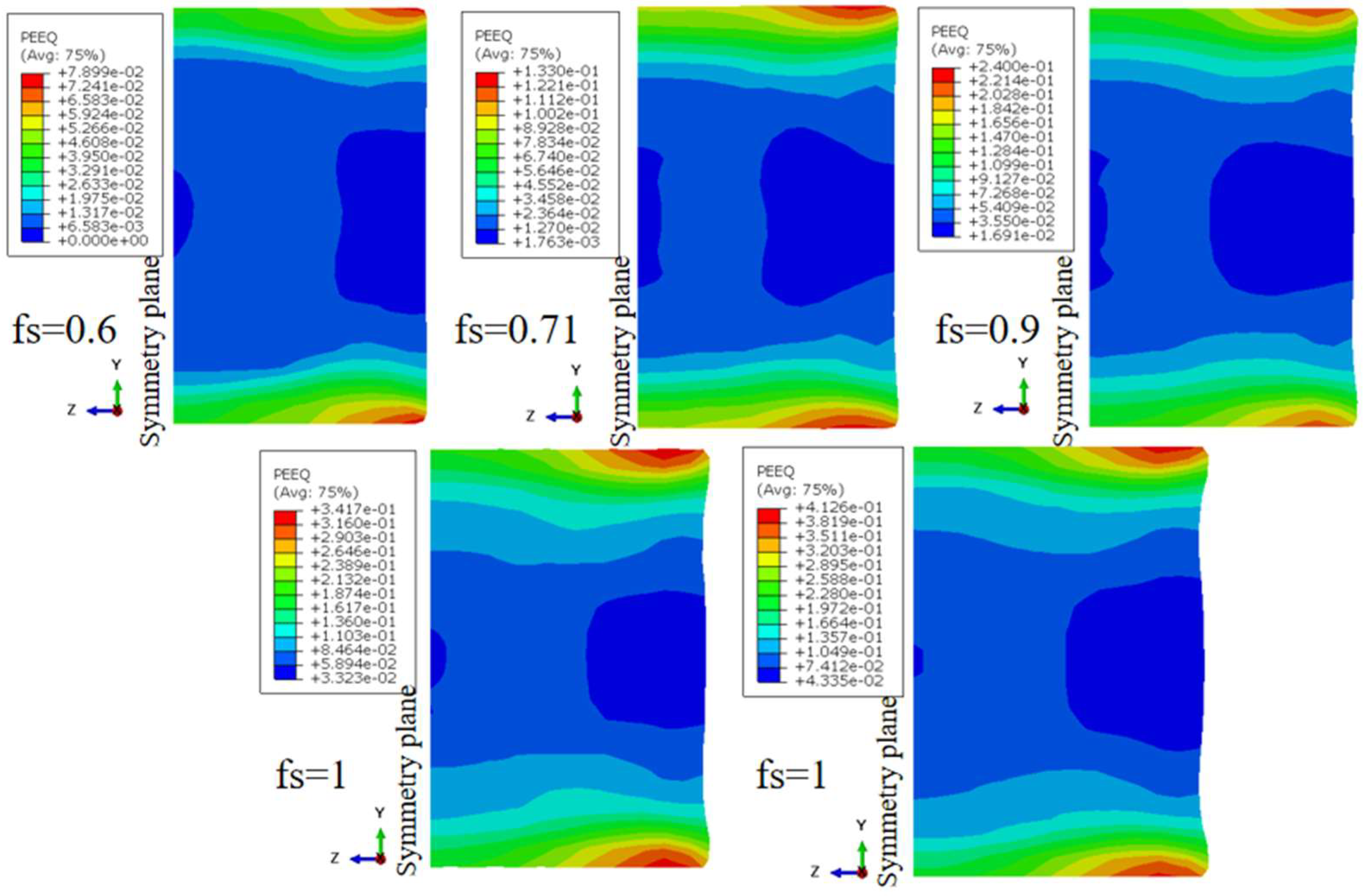
- When the central solid fraction of 380 mm × 450 mm bearing steel bloom is 0.6, 0.71, and 0.9, the radius range of the high-incidence area of solidification front crack is 41 mm ≤ r ≤ 55 mm, 31.6 mm ≤ r ≤ 44.6 mm, and 0 ≤ r ≤ 19 mm, respectively.
- (4)
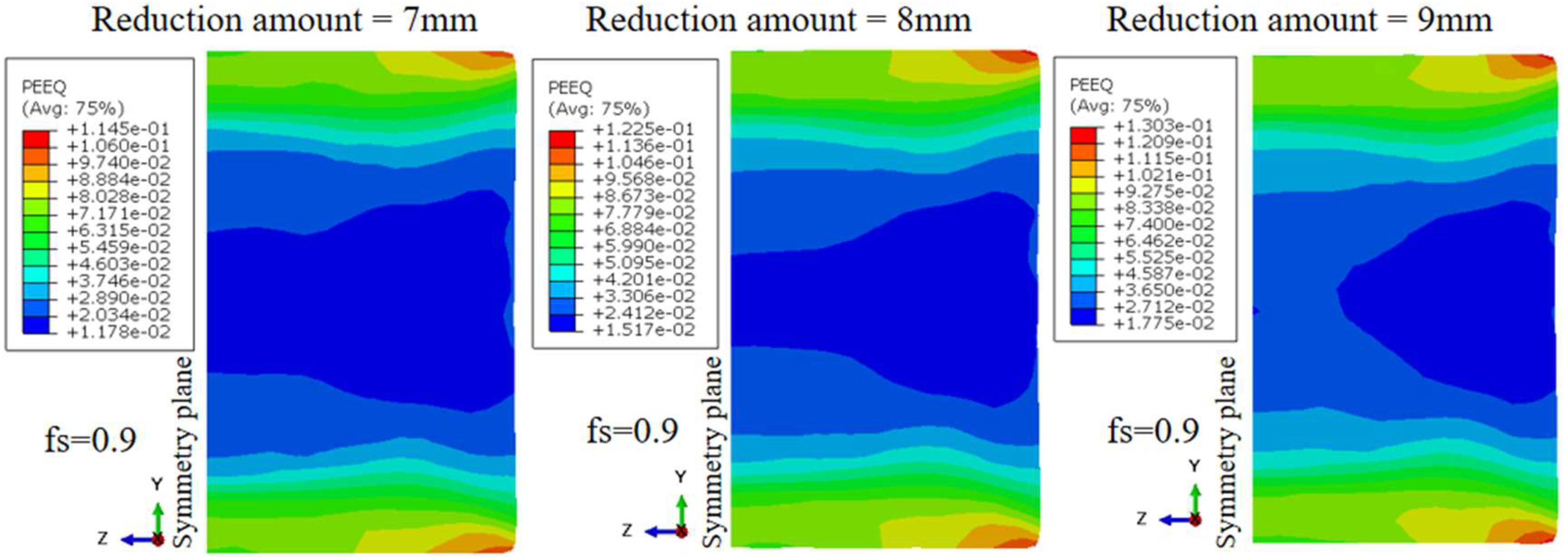
- After optimization, the total reduction amounts of HR is 30 mm, and the reduction of 3 #~7 # rollers are 4 mm, 5 mm, 9 mm, 7 mm, and 5 mm respectively. The reduction will not make the bearing steel bloom solidification front crack.
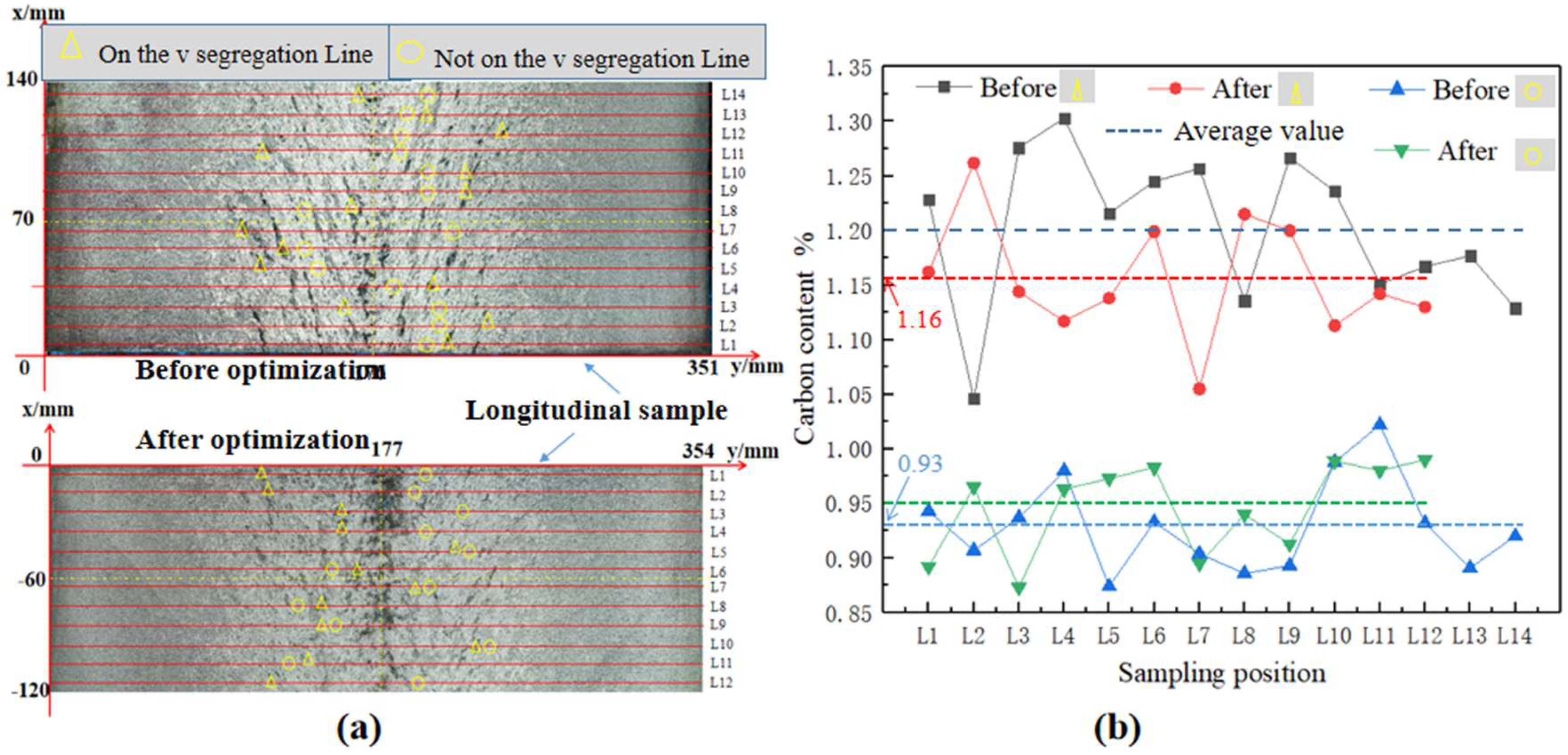
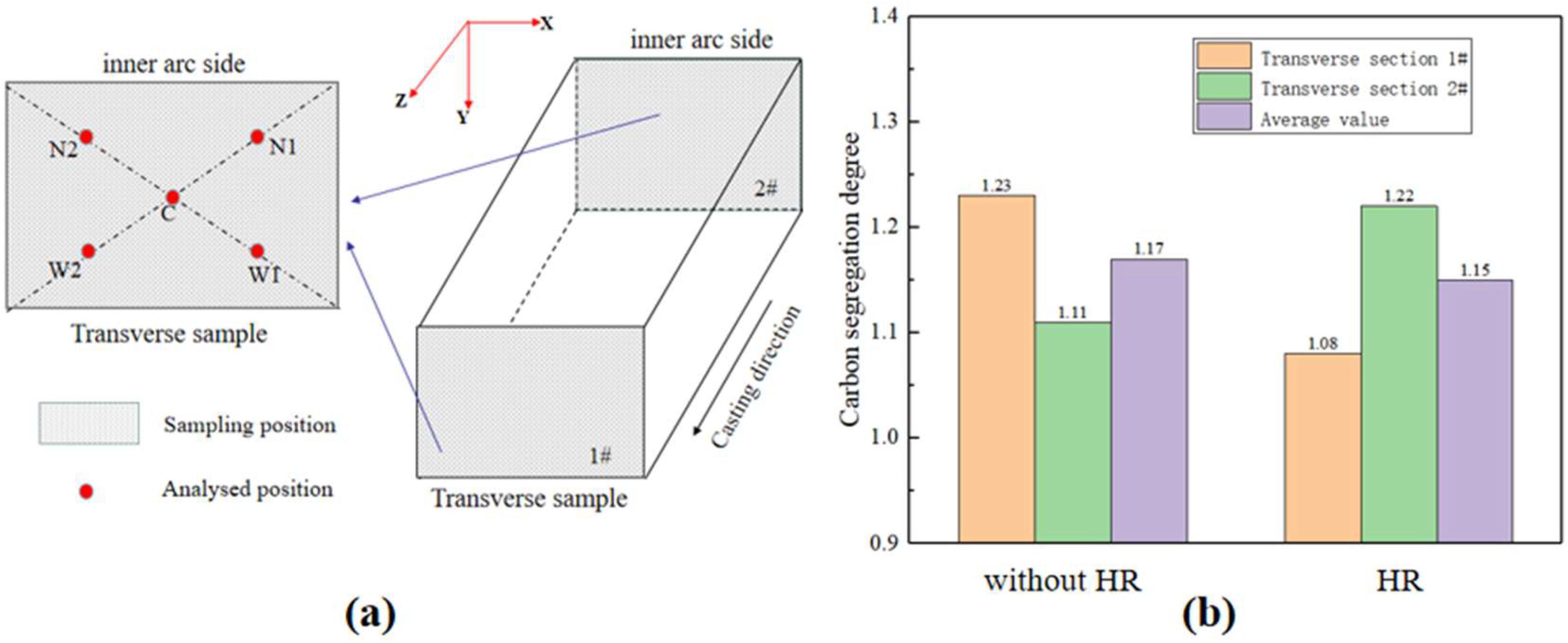
- (5)
- The results of plant experiments show that the optimized HR can effectively improve the macrosegregation of bearing steel GCR15 bloom. The average carbon content in the V segregation channel is reduced from 1.2% to 1.16%, and the average carbon content in the non-channel is increased from 0.93% to 0.95%. Meanwhile, the central carbon segregation degree decreased from 1.17 to 1.15.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Cen, Y.D.; Chen, L.; Dong, R. Effect of self-tempering on fatigue crack growth of heavy rail steel. Mater. Rep. 2021, 35, 12–36. [Google Scholar] [CrossRef]
- Li, H.G.; Ji, C.; Jiang, D.B.; Chen, T.M.; Guan, R.; Chen, L. Formation mechanism and control of semi-micro-segregation in rail steel bloom. Iron Steel 2021, 56, 59. [Google Scholar] [CrossRef]
- Wang, Y.D.; Zhang, L.F.; Zhang, H.J. Simulation of the macrosegregation in the gear steel billet continuous casting process. Chin. J. Eng. 2021, 43, 561. [Google Scholar] [CrossRef]
- Zhai, Y.Y.; Li, Y.; Yan, C.; Zhang, Y. Computational Prediction Model of Macrosegregation in Continuously Casting Steel Blooms. In Proceedings of the Second International Conference on Digital Manufacturing & Automation, Zhangjiajie, China, 5–7 August 2011; pp. 316–319. [Google Scholar]
- Sun, H.; Li, L. Application of swirling flow nozzle and investigation of superheat dissipation casting for bloom continuous casing. Ironmak. Steelmak. 2016, 43, 228. [Google Scholar] [CrossRef]
- Ren, B.; Chen, D.-F.; Wang, H.-D.; Long, M.-J.; Han, Z.-W. Numerical simulation of fluid flow and solidification in bloom continuous casting mould with electromagnetic stirring. Ironmak. Steelmak. 2015, 42, 401. [Google Scholar] [CrossRef]
- Wang, S.; De Toledo, G.A.; Välimaa, K.; Louhenkilpi, S. Magnetohydrodynamic phenomena, fluid control and computational modeling in the continuous casting of billet and bloom. ISIJ Int. 2014, 54, 2273. [Google Scholar] [CrossRef] [Green Version]
- Domitner, J.; Wu, M.; Kharicha, A.; Ludwig, A.; Kaufmann, B.; Reiter, J.; Schaden, T. Modeling the effects of strand surface bulging and mechanical softreduction on the macrosegregation formation in steel continuous casting. Metall. Mater. Trans. A 2014, 45, 1415. [Google Scholar] [CrossRef]
- Han, Y.; Yan, W.; Zhang, J.; Chen, W.; Chen, J.; Liu, Q. Optimization of Thermal Soft Reduction on Continuous-Casting Billet. ISIJ Int. 2022, 60, 106–113. [Google Scholar] [CrossRef] [Green Version]
- Lan, P.; Tie, Z.P.; Zhang, W. Research Progress on Spot Segregation Defects in Continuously Cast semi-products. Iron Steel 2020, 55, 11–20. [Google Scholar]
- Oh, K.S.; Chang, Y.W. Macrosegregation Behavior in Continuously Cast High Carbon Steel Blooms and Billets at the Final Stage of Solidification in Combination Stirring. ISIJ Int. 1995, 35, 866. [Google Scholar] [CrossRef] [Green Version]
- Han, Z.; Chen, D.; Feng, K.; Long, M. Development and Application of Dynamic Soft-reduction Control Model to Slab Continuous Casting Process. ISIJ Int. 2010, 50, 1637. [Google Scholar] [CrossRef]
- Moon, C.H.; Oh, K.S.; Lee, J.D.; Lee, S.J.; Lee, Y. Effect of the Roll Surface Profile on Centerline Segregation in Soft Reduction Process. ISIJ Int. 2012, 52, 1266. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Zhang, J.; Lei, S.; Wang, Y. The Position Study of Heavy Reduction Process for Improving Centerline Segregation or Porosity with Extra-Thickness Slabs. Steel Res. Int. 2014, 85, 645. [Google Scholar] [CrossRef]
- Rogberg, B.; Ek, L. Influence of Soft Reduction on the Fluid Flow, Porosity and Center Segregation in CC High Carbon- and Stainless Steel Blooms. ISIJ Int. 2018, 58, 478. [Google Scholar] [CrossRef] [Green Version]
- Sivesson, P.; Raihle, C.-M.; Konttinen, J. Thermal soft reduction in continuously cast slabs. Mater. Sci. Eng. A 1993, 173, 299. [Google Scholar] [CrossRef]
- Raihle, C.M.; Sivesson, P.; Tukiainen, M.; Fredriksson, H. Improving inner quality in continuously cast billets: Comparison between mould electromagnetic stirring and thermal soft reduction. Ironmak. Steelmak. 1994, 21, 487. [Google Scholar]
- Sivesson, P.; Örtlund, T.; Widell, B. Improvement of inner quality in continuously cast billets through thermal soft reduction and use of multivariate analysis of saved process variables. Ironmak. Steelmak. 1996, 23, 504. [Google Scholar]
- Sivesson, P.; Häilen, G.; Widell, B. Improvement of inner quality of continuously cast billets using electromagnetic stirring and thermal soft reduction. Ironmak. Steelmak. 1998, 25, 239. [Google Scholar]
- Ray, A.; Bhor, P.; Basu, D.; Sahay, S.; Paul, A.; Pradhan, N.; Tiwary, C.; Das, S.; Bandyopadhyay, A.; Bohidar, N. Improvement in internal quality of boiler plates at Bhilai Steel Plant. Ironmak. Steelmak. 2000, 27, 189. [Google Scholar] [CrossRef]
- Jung, Y.J.; Kim, J.J.; Kim, S.K.; Kang, C.G.; Korean, J. Investigated TSR on the centerline macro-segregation of stainless steel slab by numerical simulation and industrial test. Inst. Met. Mater. 2003, 41, 797. [Google Scholar]
- Yim, C.H.; Kil Park, J.; You, B.D.; Yang, S.M. The effect of soft reduction on center segregation in C.C. slab. ISIJ Int. 1996, 36, 231. [Google Scholar] [CrossRef]
- Chiang, L.K. Application of soft reduction technique for improving centerline segregation in continuously cast slab. In Steelmaking Conference Proceeding; Iron and Steel Society: Chicago, IL, USA, 1989; Volume 81. [Google Scholar]
- Engstrom, G.; Fredriksson, H.; Rogberg, B. On the mechanism of macrosegregation formation in continuously cast steels. Scand. J. Metall. 1983, 12, 3. [Google Scholar]
- Raihle, C.M.; Fredriksson, H. On the formation of pipes and centerline segregates in continuously cast billets. Metall. Mater. Trans. B 1994, 25, 123. [Google Scholar] [CrossRef]
- Han, Z.Q.; Lewis, R.W.; Liu, B.C. Modelling of the thermosolutal convection and macrosegregation in the solidification of an Fe-C binary alloy. Int. J. Numer. Methods Heat Fluid Flow 2007, 17, 313–321. [Google Scholar] [CrossRef]
- Jiang, D.; Wang, W.; Luo, S.; Ji, C. Mechanism of Macrosegregation Formation in Continuous Casting Slab: A Numerical Simulation Study. Metall. Mater. Trans. B 2017, 48, 3120–3131. [Google Scholar] [CrossRef]
- Tomono, H.; Hitomi, Y.; Ura, S.; Teraguchi, A.; Iwata, K.; Yasumoto, K. Mechanism of formation of the V-shaped segregation in the large section continuous cast bloom. ISIJ Int. 1984, 24, 917–922. [Google Scholar] [CrossRef]
- Abbott, T.B.; Hoyle, I.B.; Woodyatt, A.S. The 3-dimensional structure of macrosegregation in continuously cast high-carbon steel. Steel Res. 1994, 65, 28–131. [Google Scholar] [CrossRef]
- Ma, X.P.; Li, D.Z. Characterization, Mechanism and Control Measures of V Segregation in Continuous Casting Billet of C-Mn Steel. Metall. Mater. Trans. B 2019, 50, 1161–1170. [Google Scholar] [CrossRef]
- Zeng, Z.; Ji, C.X.; Zhang, H.Y.; Li, X.K.; Li, F.; Yang, X.S. Optimization experiment of soft reduction of continuous casting slab. Contin. Cast. 2018, 43, 23. [Google Scholar]
- Wang, W.; Hu, X.; Ning, L. Improvement of Center Segregation in High Carbon Steel Billets using Soft Reduction. J. Beijing Univ. Sci. Technol. Miner. Metall. Mater. 2006, 13, 490. [Google Scholar] [CrossRef]
- Wang, Z.M.; Wang, Y.H.; Cao, W.Q. Hot deformation behavior and processing maps of GCr15 bearing steel. Trans. Mater. Heat Treat. 2017, 38, 193. [Google Scholar]
- Kojima, S.; Mizota, H.; Kushida, K. Concept of continuous forging process and experimental analysis of forged blooms. Kawasaki Steel Tech. Rep. 1994, 26, 1. [Google Scholar]
- Nabeshima, S.; Nakato, H.; Fujii, T.; Fujimura, T.; Kushida, K.; Mizota, H. Control of centerline segregation of continuously cast billet by continuous forging process. Testu Hagane 1993, 79, 479. [Google Scholar] [CrossRef] [Green Version]
- Preßlinger, H.; Ilie, S.; Reisinger, P.; Schiefermüller, A.; Pissenberger, A.; Parteder, E.; Bernhard, C. Methods for assessment of slab center segregation as a tool to control slab continuous casting with soft reduction. ISIJ Int. 2006, 46, 1845. [Google Scholar] [CrossRef] [Green Version]
- Gan, Y.; Ni, M.S.; Yu, Z.X. Handbook of Modern Continuous Casting; Metallurgical Industry Press: Beijing, China, 2010. [Google Scholar]
- Clyne, T.W.; Wolf, M.; Kurz, W. The effect of melt composition on solidification cracking of steel, with particular reference to continuous casting. Metall. Mater. Trans. B 1982, 13, 259. [Google Scholar] [CrossRef]
- Li, C.S.; Thomas, B.G. Thermomechanical finite-element model of shell behavior in continuous casting of steel. Metall. Mater. Trans. B 2004, 35, 1151. [Google Scholar] [CrossRef]
- Kim, K.; Han, H.N.; Yeo, T. Analysis of surface and internal cracks in continuously cast beam blank. Ironmak. Steelmak. 1997, 24, 249. [Google Scholar]
- Won, Y.M.; Yeo, T.J.; Seol, D.J.; Oh, K.H. A new criterion for internal crack formation in continuously cast steels. Metall. Mater. Trans. B 2000, 31, 779. [Google Scholar] [CrossRef]
- Cai, Z.Z.; Ji, C.; Wang, W.L. Study on crack sensitivity of solidified billet shell in thick and wide slab continuous casting mould. In Proceedings of the 2012 Symposium on Crack Control Technology forContinuous Casting of Micro Alloyed Steel, Jiujiang, China, 1 May 2012; Volume 22. [Google Scholar]
- Cai, K.K. The Quality Control of the Continuous Casting Billet; Metallurgical Industry Press: Beijing, China, 2010. [Google Scholar]
- Wu, M.H.; Josef, D.; Andreas, L. Using a Two-Phase Columnar Solidification Model to Study the Principle of Mechanical Soft Reduction in Slab Casting. Metall. Mater. Trans. A 2012, 43, 945–964. [Google Scholar] [CrossRef]
- Zhong, X.D. Research on the Theory and Process of Soft Reduction in 350 mm × 470 mm Billet Continuous Casting; Northeast University: Shenyang, China, 2018. [Google Scholar]
- Kohichi, I. The realities of v segregation and the formation mechanism of segregation of continuously cast billets. Camp-ISIJ 2008, 21, 102–105. [Google Scholar]
- Barber, B.; Perkins, A. Strand deformation in continuous casting. Ironmak. Steelmak. 1989, 16, 406–411. [Google Scholar]
- Moore, J.J.; Shah, N.A. Mechanisms of formation of A- and V-segregation in cast steel. Int. Mater. Rev. 2013, 28, 336–356. [Google Scholar] [CrossRef]
- Santos, R.G.; Melo, M.L.N.M. Permeability of interdendritic channels. Mater. Sci. Eng. A 2005, 391, 151–158. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Si | Mn | P | S | Cr | Ni | V | Cu | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass fraction (%) | 0.98 | 0.28 | 0.35 | 0.009 | 0.002 | 1.46 | 0.02 | 0.007 | 0.03 | 0.019 | 96.76 |
| Item | Value |
|---|---|
| Sectional dimension | 380 mm × 450 mm |
| Casting speed | 0.45 m/min |
| Pouring temperature | 1481 °C |
| Water flux of mold cooling | 222 m3/h |
| Temperature difference between inlet and outlet of mold water | 6 °C |
| Specific water of secondary cooling | 0.11 L/kg |
| E-MES parameters | 2.0 Hz/600 A |
| F-EMS parameters | 6.0 Hz/650 A |
| Distance from the Meniscus (m) | Simulated Temperature (°C) | Measured Temperature (°C) | Error Value |
|---|---|---|---|
| 14.1 | 1023 | 1035 | 1.16% |
| 15 | 1011.8 | 1020 | 0.8% |
| 16.2 | 998 | 995 | 0.3% |
| 17 | 989 | 990 | 0.1% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Wang, M.; Zhang, H.; Liu, S.; Wang, G.; Wang, X. Optimization of Heavy Reduction Process on Continuous-Casting Bloom. Metals 2022, 12, 1873. https://doi.org/10.3390/met12111873
Yang B, Wang M, Zhang H, Liu S, Wang G, Wang X. Optimization of Heavy Reduction Process on Continuous-Casting Bloom. Metals. 2022; 12(11):1873. https://doi.org/10.3390/met12111873
Chicago/Turabian StyleYang, Bao, Minglin Wang, Hui Zhang, Shuai Liu, Guobin Wang, and Xuebing Wang. 2022. "Optimization of Heavy Reduction Process on Continuous-Casting Bloom" Metals 12, no. 11: 1873. https://doi.org/10.3390/met12111873
APA StyleYang, B., Wang, M., Zhang, H., Liu, S., Wang, G., & Wang, X. (2022). Optimization of Heavy Reduction Process on Continuous-Casting Bloom. Metals, 12(11), 1873. https://doi.org/10.3390/met12111873