
Liquid Formation in Sinters and Its Correlation with Softening Behaviour

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Reheating of Sinters
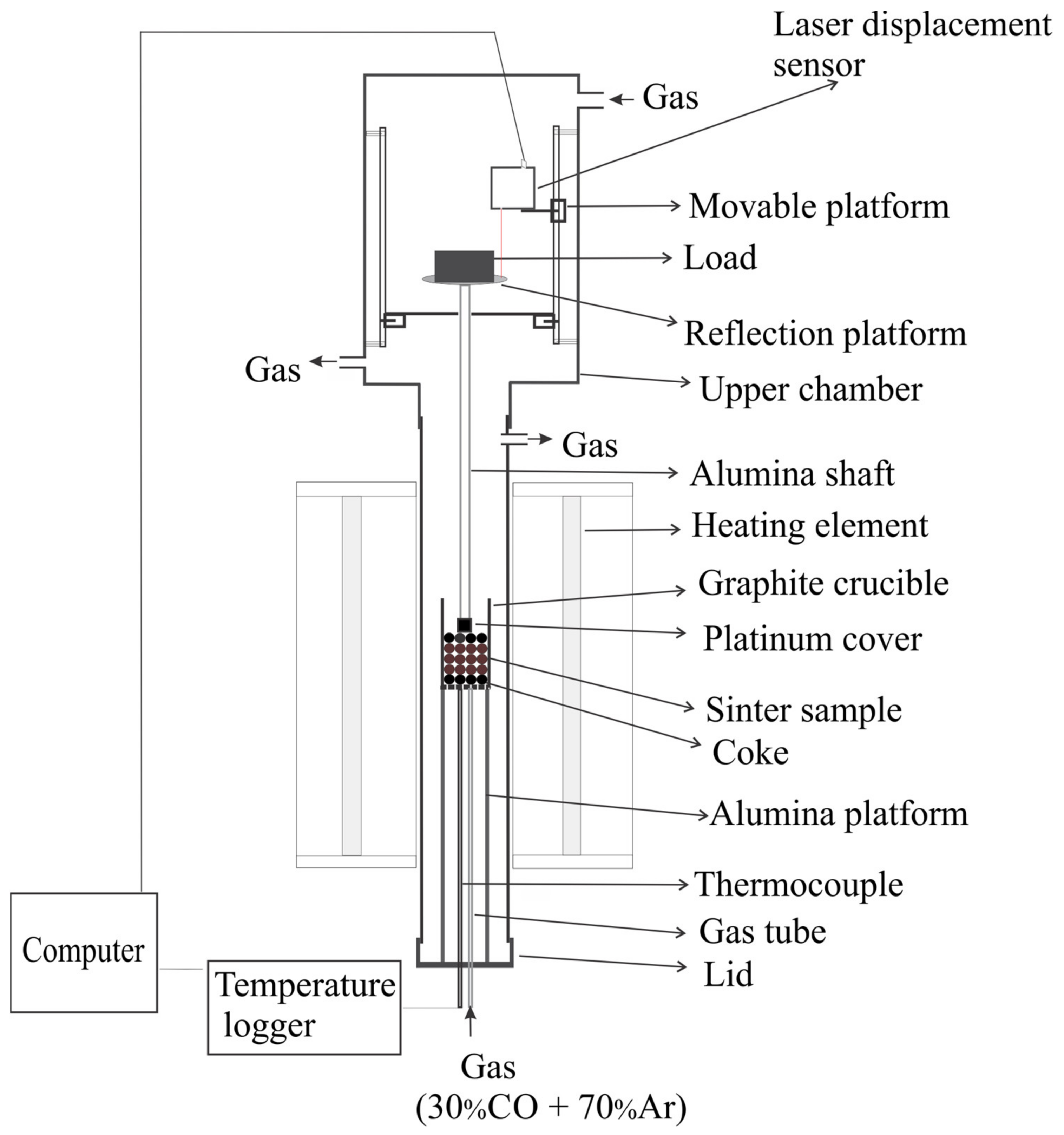
2.2. Sinter Softening Experiments
2.3. Characterization
3. Results & Discussion
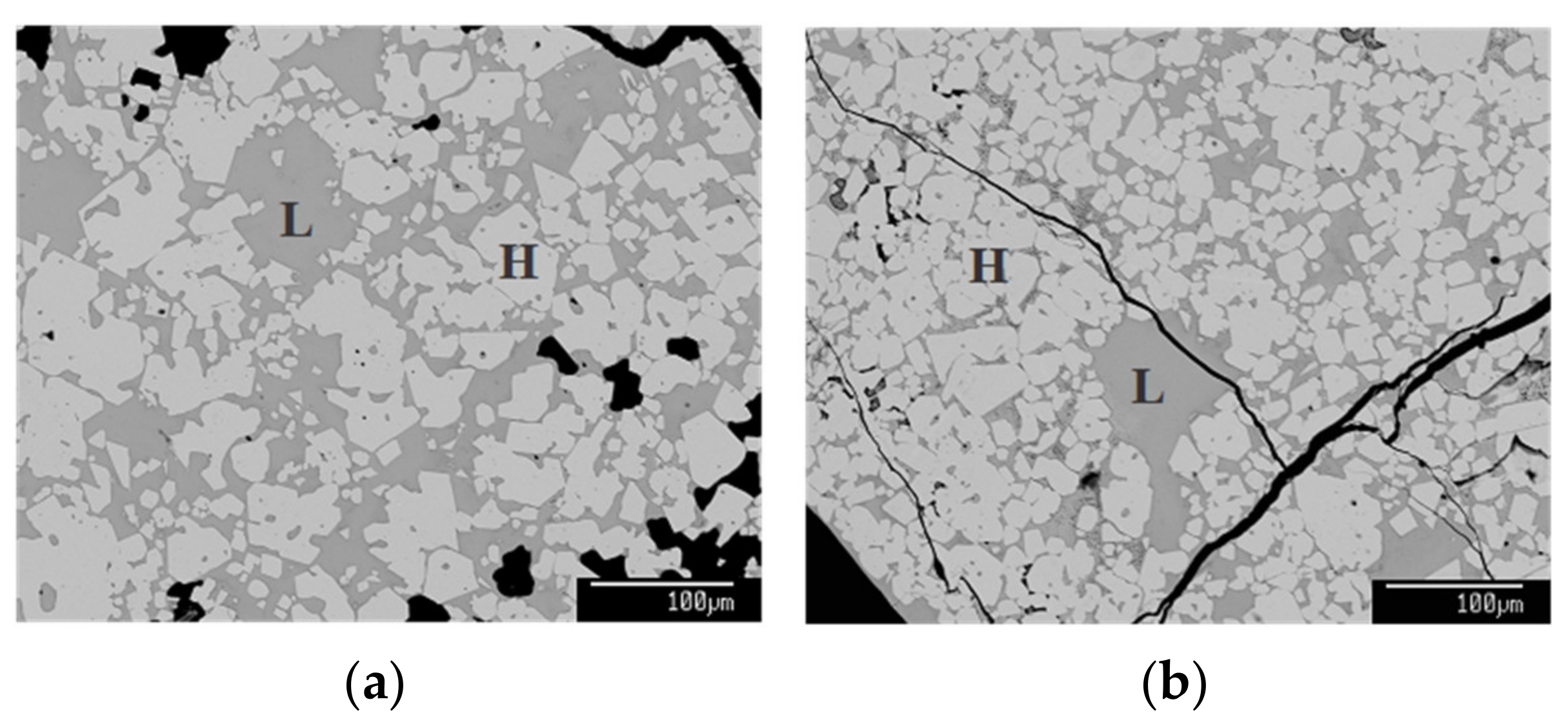
3.1. Reheated and Quenched Sinter Analysis
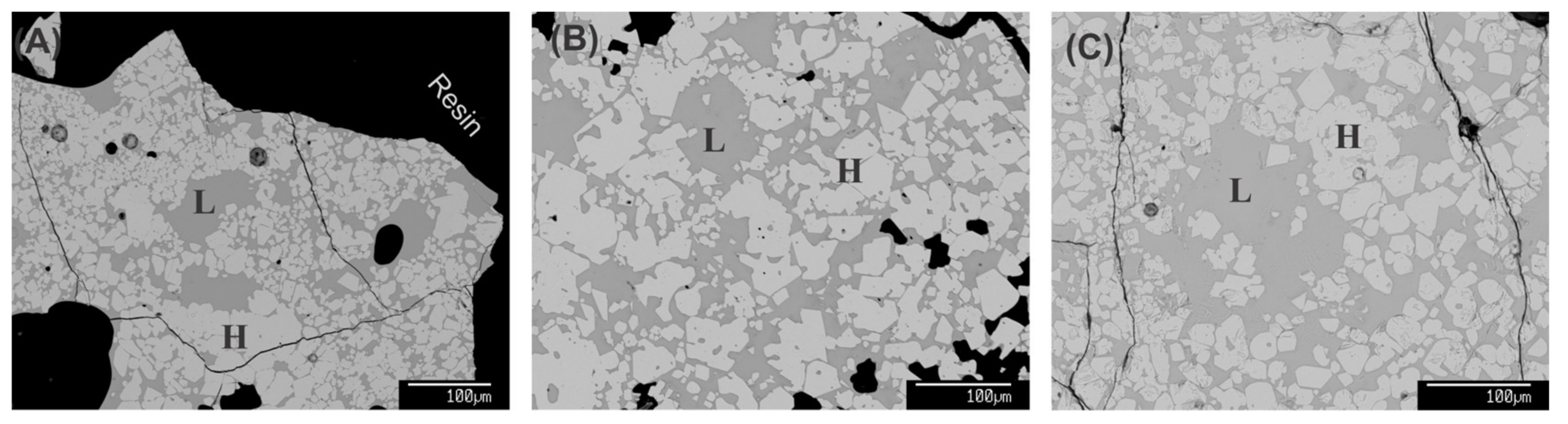
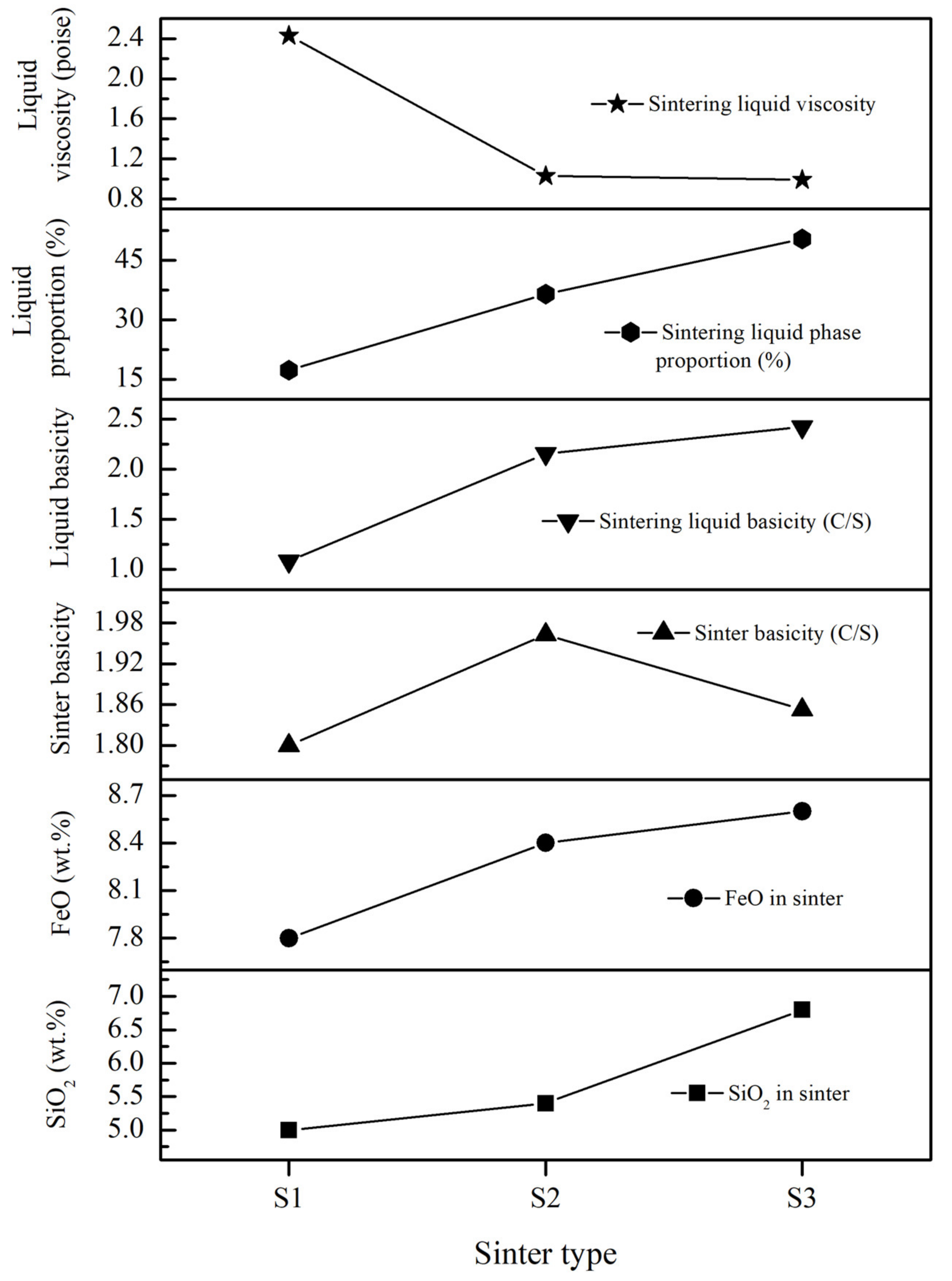
3.1.1. Analysis of Phases and Phase Composition of the Three Sinters
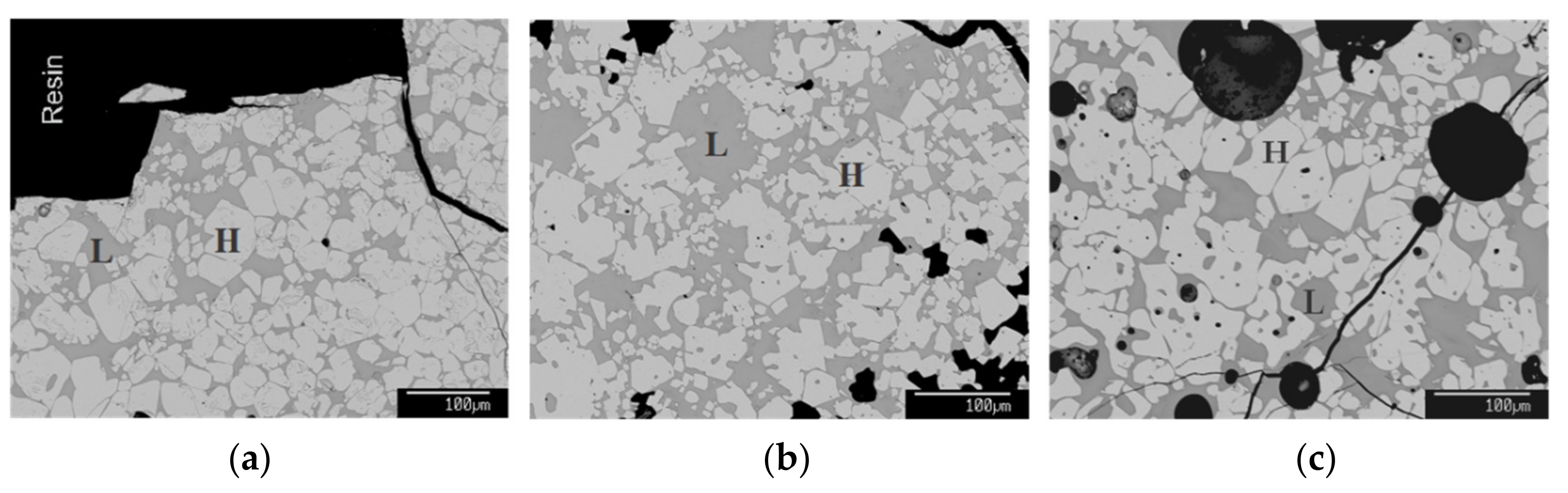
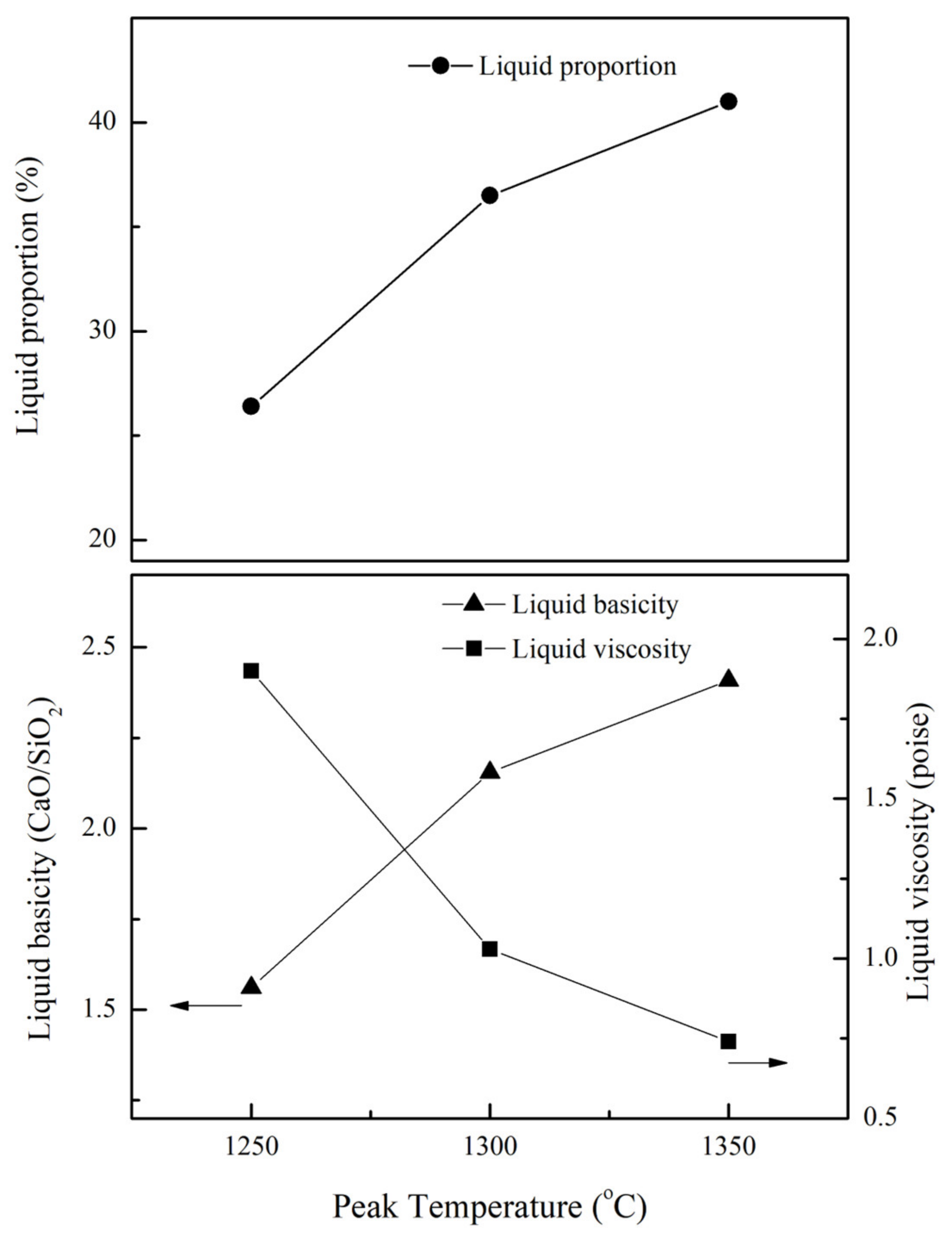
3.1.2. Effect of Peak Temperature
3.1.3. Effect of Holding Time
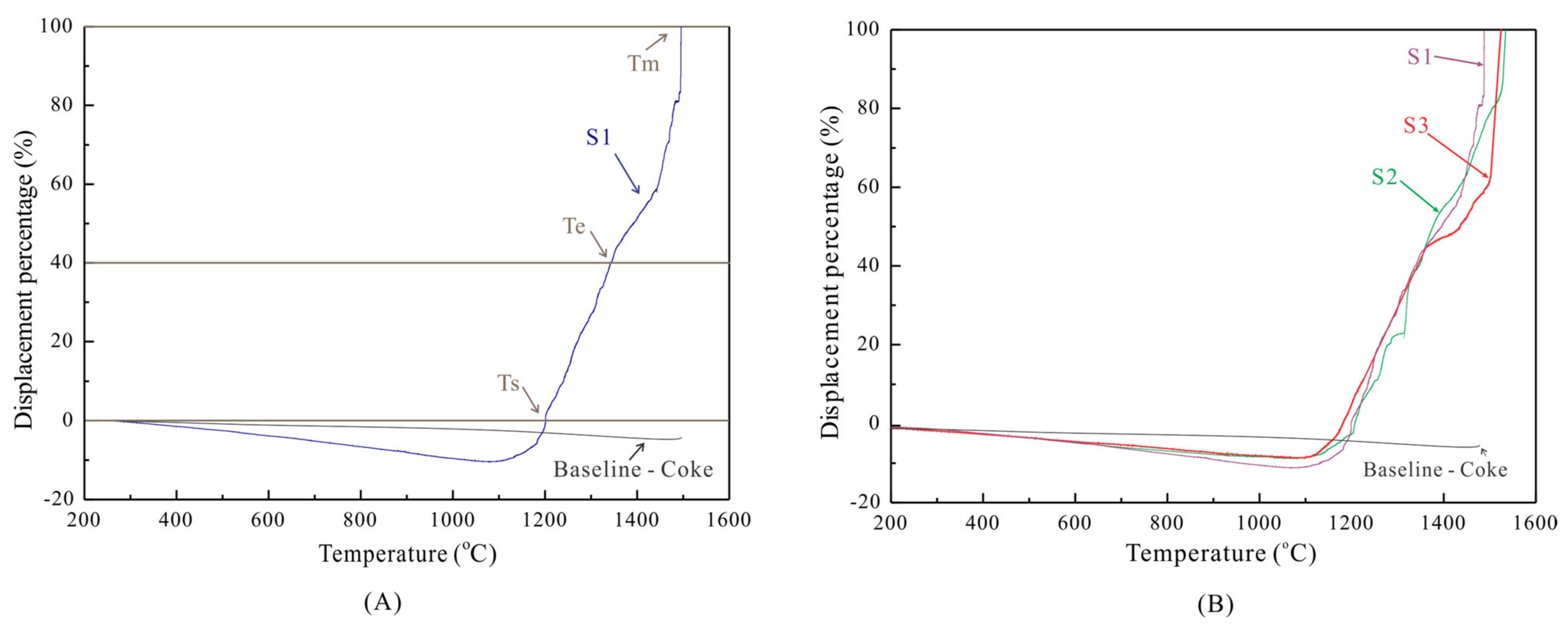
3.2. Softening Behaviour of Sinters
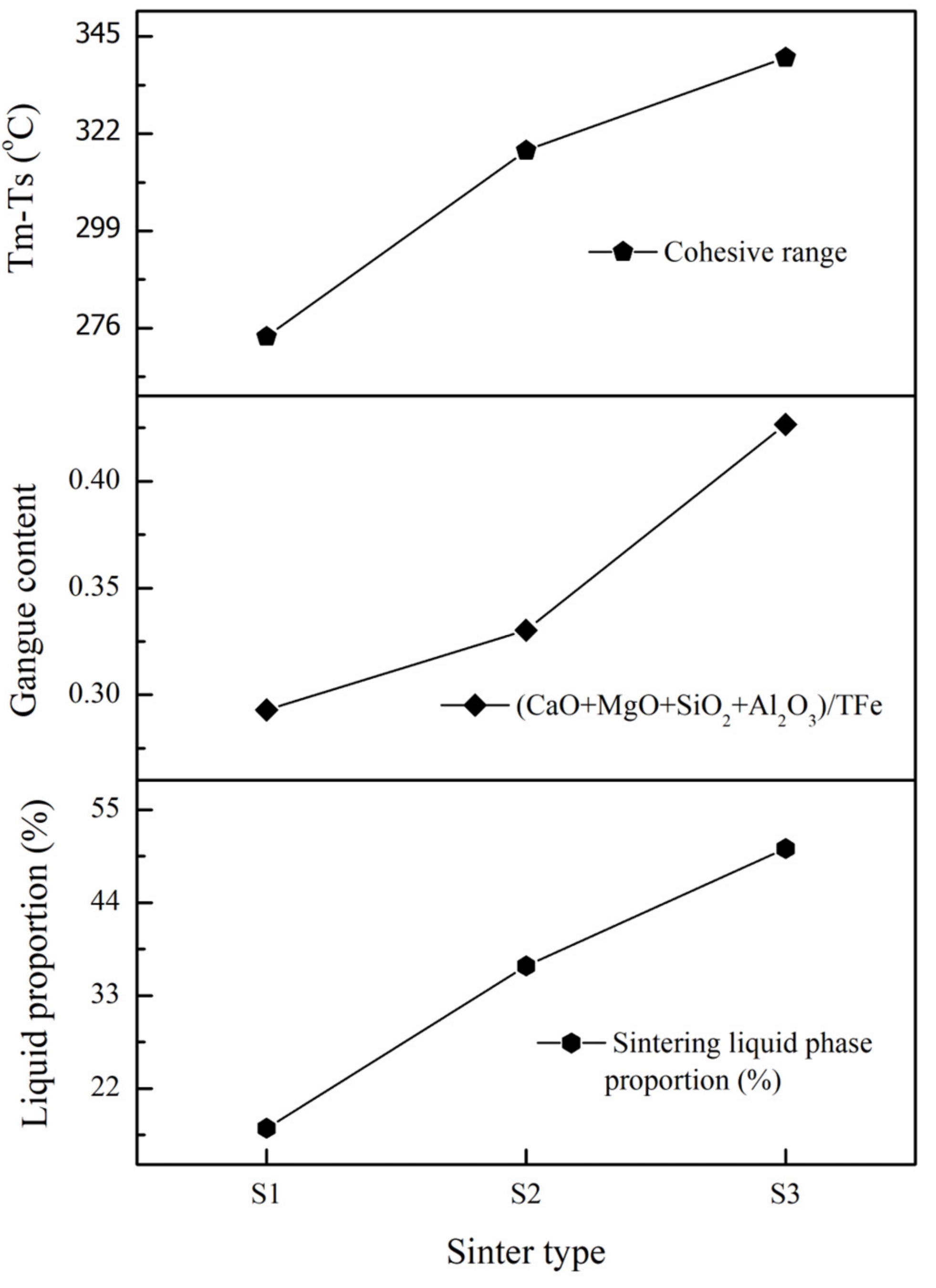
3.3. Correlation of Sinter Liquid Properties to Sinter Softening Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fernández-González, D.; Ruiz-Bustinza, I.; Mochón, J.; González-Gasca, C.; Verdeja, L.F. Iron Ore Sintering: Process. Mineral Process. Extr. Metall. Rev. 2017, 38, 215–227. [Google Scholar] [CrossRef]
- Ghosh, A.; Chatterjee, A. Iron Making and Steelmaking: Theory and Practice; PHI Learning Pvt. Ltd.: New Delhi, India, 2008. [Google Scholar]
- Shatokha, V.; Velychko, O. Study of Softening and Melting Behaviour of Iron Ore Sinter and Pellets. High Temp. Mater. Processes 2012, 31, 215–220. [Google Scholar] [CrossRef]
- Higuchi, K.; Takamoto, Y.; Orimoto, T.; Takehiko, S.; Koizumi, F.; Kazuyuki, S.; Furuta, H. Quality Improvement of Sintered Ore in Relation to Blast Furnace Operation. Nippon Steel Tech. Rep. 2006, 96, 36–41. [Google Scholar]
- Lv, X.; Bai, C.; Deng, Q.; Huang, X.; Qiu, G. Behavior of liquid phase formation during iron ores sintering. ISIJ Int. 2011, 51, 722–727. [Google Scholar] [CrossRef] [Green Version]
- Wu, S.; Zhai, X. Factors influencing melt fluidity of iron ore. Metall. Res. Technol. 2018, 115, 505. [Google Scholar] [CrossRef]
- Wu, S.-L.; Wang, Q.-F.; Bian, M.-L.; Zhu, J.; Long, F.-Y. Influence of iron ore characteristics on FeO formation during sintering. J. Iron Steel Res. Int. 2011, 18, 5–10. [Google Scholar] [CrossRef]
- Murao, R.; Kimura, M. Investigation on reaction schemes of iron ore sintering process by high temperature in-situ x-ray diffraction and micro-texture observation. Nippon. Steel Sumitomo Met. Tech. Rep. 2018, 118, 59–64. [Google Scholar]
- Zhang, G.-L.; Wu, S.-L.; Chen, S.-G.; Su, B.; Que, Z.-G.; Hou, C.-G. Influence of gangue existing states in iron ores on the formation and flow of liquid phase during sintering. Int. J. Miner. Metall. Mater. 2014, 21, 962–968. [Google Scholar] [CrossRef] [Green Version]
- Kasai, E.; Sakano, Y.; Kawaguchi, T.; Nakamura, T. Influence of properties of fluxing materials on the flow of melt formed in the sintering process. ISIJ Int. 2000, 40, 857–862. [Google Scholar] [CrossRef] [Green Version]
- Okazaki, J.; Higuchi, K.; Hosotani, Y.; Shinagawa, K. Influence of Iron Ore Characteristics on Penetrating Behavior of Melt into Ore Layer. ISIJ Int. 2003, 43, 1384–1392. [Google Scholar] [CrossRef] [Green Version]
- Van den Berg, T.; de Villiers, J.; Cromarty, R. Variation of the redox conditions and the resultant phase assemblages during iron ore sintering. Int. J. Mineral Process. 2016, 150, 47–53. [Google Scholar] [CrossRef] [Green Version]
- Nicol, S.; Chen, J.; Qi, W.; Mao, X.; Jak, E.; Hayes, P.C. Measurement of Process Conditions Present in Pilot Scale Iron Ore Sintering. Minerals 2019, 9, 374. [Google Scholar] [CrossRef] [Green Version]
- Nishimura, T.; Higuchi, K.; Naito, M.; Kunitomo, K. Evaluation of Softening, Shrinking and Melting Reduction Behavior of Raw Materials for Blast Furnace. ISIJ Int. 2011, 51, 1316–1321. [Google Scholar] [CrossRef] [Green Version]
- Wang, D.; Chen, M.; Zhang, W.; Zhao, Z.; Zhao, B. Softening Behaviors of High Al2O3 Iron Blast Furnace Feeds. In Proceedings of the 10th CSM Steel Congress & 6th Baosteel Biennial Academic Conference, Shanghai, China, 21–23 October 2015. [Google Scholar]
- Chen, M.; Zhao, B. Phase Equilibrium Studies of “Cu2O”–SiO2–Al2O3 System in Equilibrium with Metallic Copper. J. Am. Ceram. Soc. 2013, 96, 3631–3636. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sinter | Composition (wt.%) | |||||
|---|---|---|---|---|---|---|
| Fe2O3 | FeO | CaO | SiO2 | Al2O3 | MgO | |
| S1 | 74.7 | 7.8 | 9.0 | 5.0 | 1.9 | 1.6 |
| S2 | 72.3 | 8.4 | 10.6 | 5.4 | 1.8 | 1.5 |
| S3 | 67.8 | 8.6 | 12.6 | 6.8 | 2.2 | 2.0 |
| Composition (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Sinter | Phase | Fe2O3 | CaO | SiO2 | Al2O3 | MgO | Phase Proportion (%) | Liquid Basicity | Viscosity (Poise) |
| S1 | Sintering liquid | 38.4 | 31.3 | 28.9 | 1.3 | 0.1 | 17.3 | 1.1 | 2.43 |
| Hematite | 96 | 2.2 | 0 | 1.4 | 0.4 | 82.7 | N/A | N/A | |
| S2 | Sintering liquid | 49.7 | 31.9 | 14.8 | 3.3 | 0.3 | 36.5 | 2.2 | 1.03 |
| Hematite | 95.7 | 2.3 | 0 | 1.6 | 0.4 | 63.5 | N/A | N/A | |
| S3 | Sintering liquid | 49.7 | 32.7 | 13.5 | 3.7 | 0.4 | 50.4 | 2.4 | 0.99 |
| Hematite | 94.9 | 2.6 | 0 | 1.7 | 0.8 | 49.6 | N/A | N/A | |
| Composition of Liquid (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Peak Temperature (°C) | Holding Time (min) | Phase | Fe2O3 | CaO | SiO2 | Al2O3 | MgO | Phase Proportion (wt.%) | Liquid Basicity | Viscosity (Poise) |
| 1250 | 10 | Sintering liquid | 44.3 | 32.0 | 20.5 | 3.2 | 0.1 | 26.4 | 1.6 | 1.90 |
| Hematite | 97.4 | 1.1 | 0.0 | 1.3 | 0.2 | 73.6 | N/A | N/A | ||
| 1300 | 10 | Sintering liquid | 49.7 | 31.9 | 14.8 | 3.3 | 0.3 | 36.5 | 2.2 | 1.03 |
| Hematite | 95.7 | 2.3 | 0 | 1.6 | 0.4 | 63.5 | N/A | N/A | ||
| 1350 | 10 | Sintering liquid | 51.2 | 31.8 | 13.2 | 3.7 | 0.2 | 41.0 | 2.4 | 0.74 |
| Hematite | 94.0 | 2.9 | 0.0 | 1.4 | 1.6 | 59.0 | N/A | N/A | ||
| Composition of Liquid (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Peak Temperature (°C) | Holding Time (min) | Phase | Fe2O3 | CaO | SiO2 | Al2O3 | MgO | Phase Proportion (wt.%) | Liquid Basicity | Viscosity (Poise) |
| 1300 | 10 | Sintering liquid | 49.7 | 31.9 | 14.8 | 3.3 | 0.3 | 36.5 | 2.2 | 1.03 |
| Hematite | 95.7 | 2.3 | 0 | 1.6 | 0.4 | 63.5 | N/A | N/A | ||
| 1300 | 60 | Sintering liquid | 49.0 | 32.0 | 15.8 | 3.1 | 0.1 | 34.3 | 2.0 | 1.07 |
| Hematite | 96.1 | 2.2 | 0.0 | 1.2 | 0.5 | 65.7 | N/A | N/A | ||
| Sample | Softening Starting Temperature (Ts, °C) | Softening Ending Temperature (Te, °C) | Melting Temperature (Tm, °C) | Softening Temperature Range (Te-Ts, °C) | Cohesive Range (Tm-Ts, °C) |
|---|---|---|---|---|---|
| S1 | 1205 | 1333 | 1479 | 128 | 274 |
| S2 | 1209 | 1335 | 1527 | 126 | 318 |
| S3 | 1178 | 1334 | 1518 | 128 | 340 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamireddy, V.; Wang, D.; Pan, W.; Chen, S.; Evans, T.; Tang, F.; Zhao, B.; Ma, X. Liquid Formation in Sinters and Its Correlation with Softening Behaviour. Metals 2022, 12, 885. https://doi.org/10.3390/met12050885
Kamireddy V, Wang D, Pan W, Chen S, Evans T, Tang F, Zhao B, Ma X. Liquid Formation in Sinters and Its Correlation with Softening Behaviour. Metals. 2022; 12(5):885. https://doi.org/10.3390/met12050885
Chicago/Turabian StyleKamireddy, Vaishak, Dongqing Wang, Wen Pan, Shaoguo Chen, Tim Evans, Fengqiu Tang, Baojun Zhao, and Xiaodong Ma. 2022. "Liquid Formation in Sinters and Its Correlation with Softening Behaviour" Metals 12, no. 5: 885. https://doi.org/10.3390/met12050885
APA StyleKamireddy, V., Wang, D., Pan, W., Chen, S., Evans, T., Tang, F., Zhao, B., & Ma, X. (2022). Liquid Formation in Sinters and Its Correlation with Softening Behaviour. Metals, 12(5), 885. https://doi.org/10.3390/met12050885