
Effect of Sulfur on Antimony-Induced High-Temperature Ductility Deterioration of C-Mn Steel



Abstract
:1. Introduction
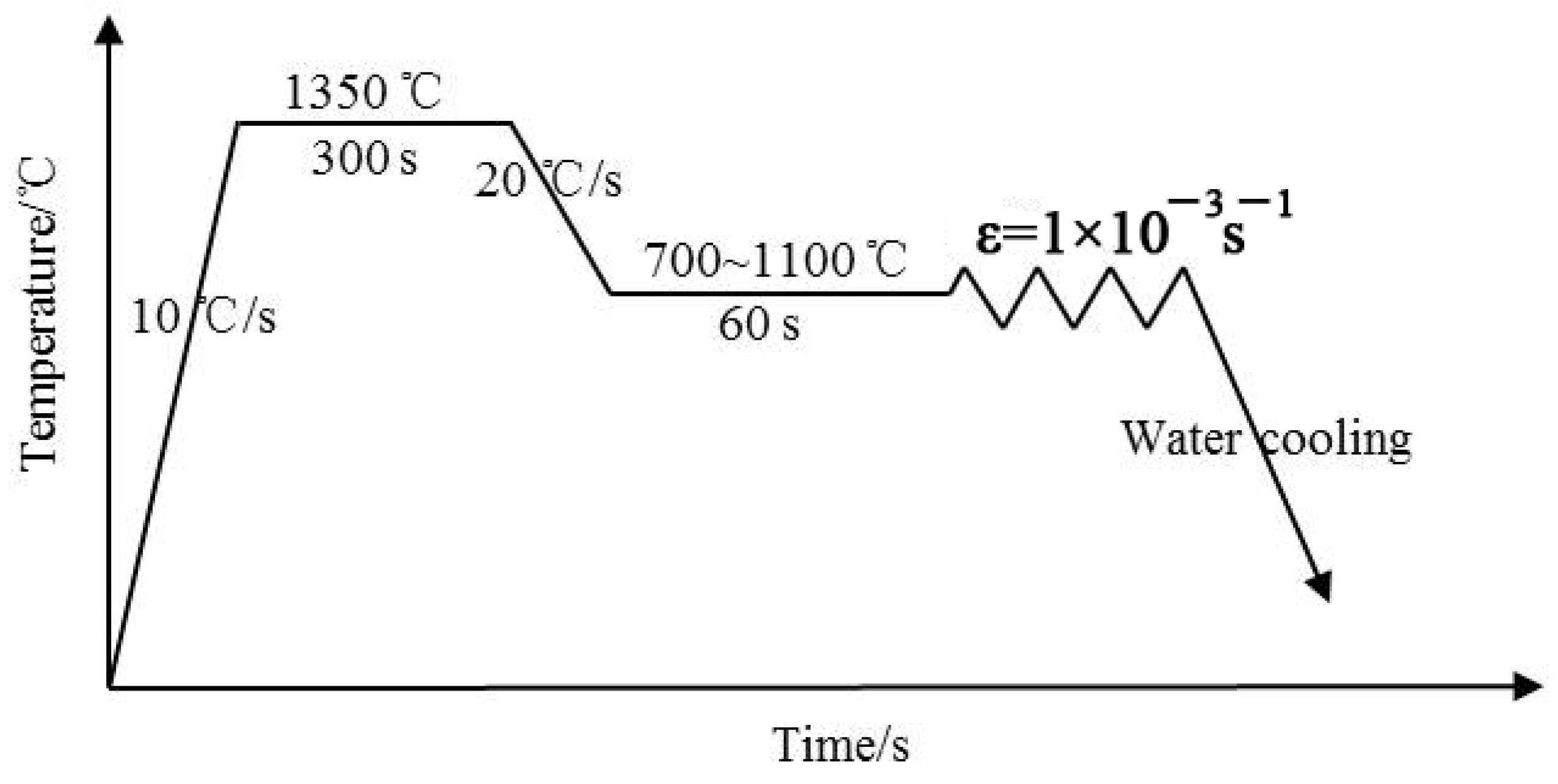
2. Materials and Methods
3. Results
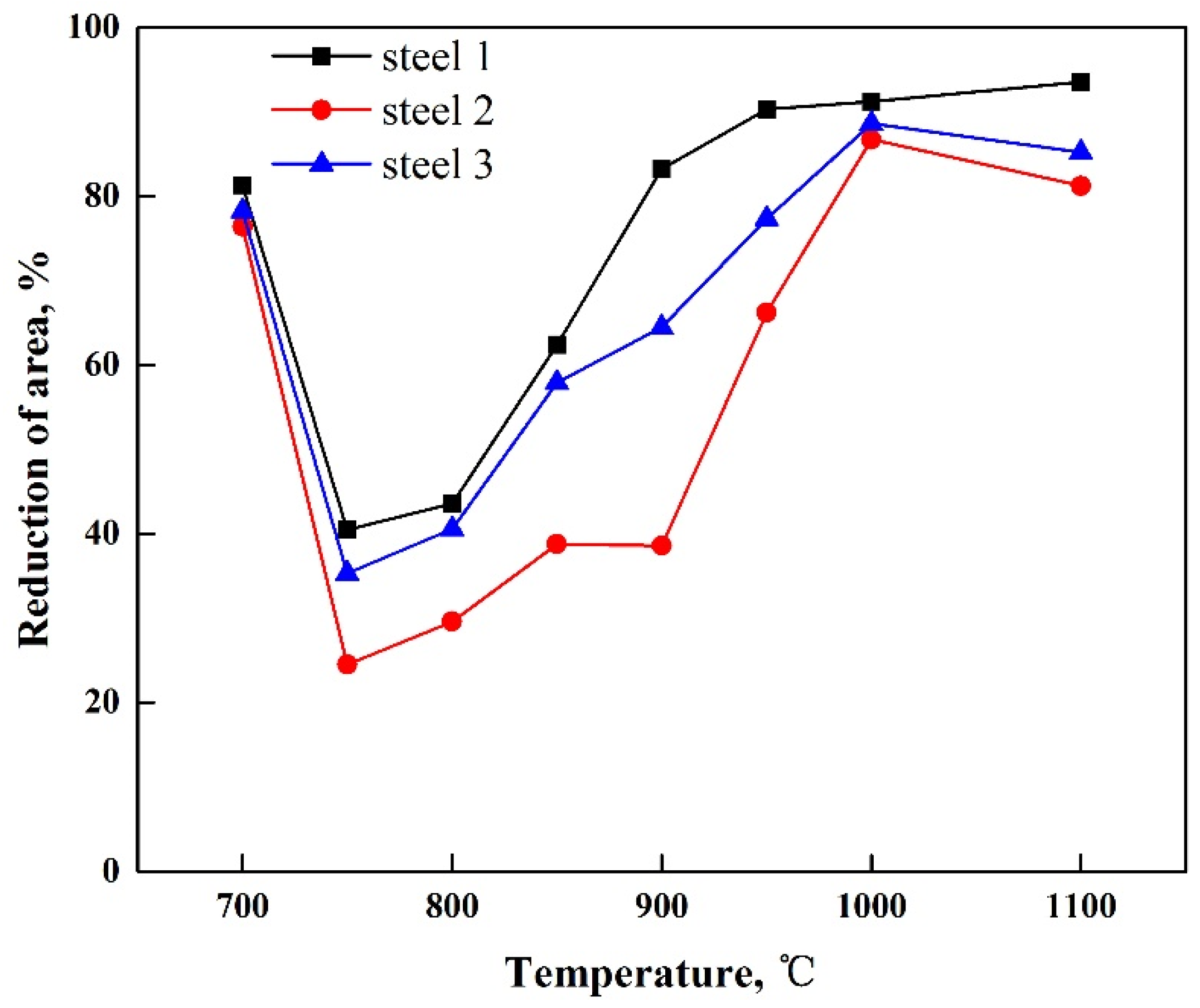
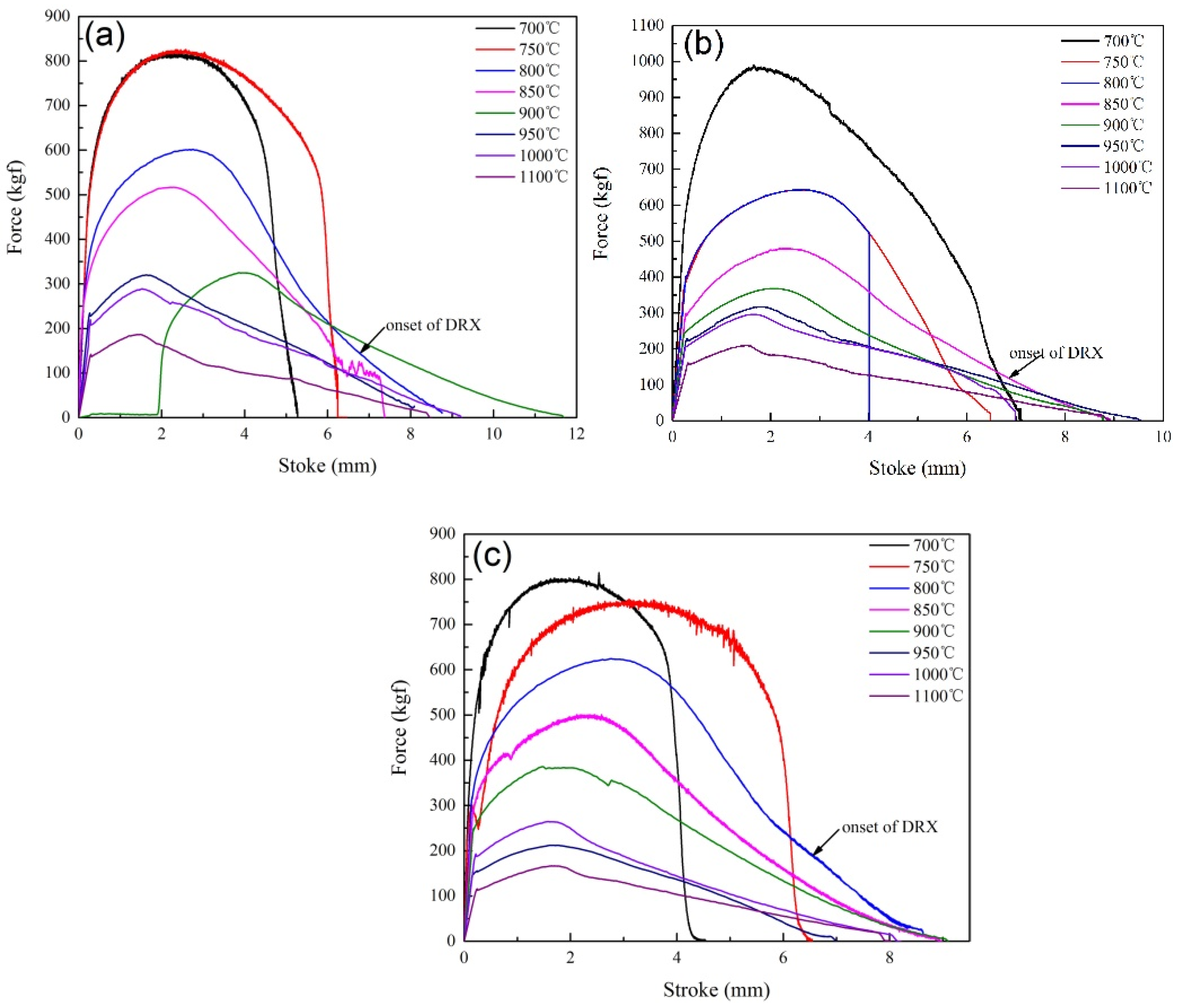
3.1. Hot Ductility Evaluation
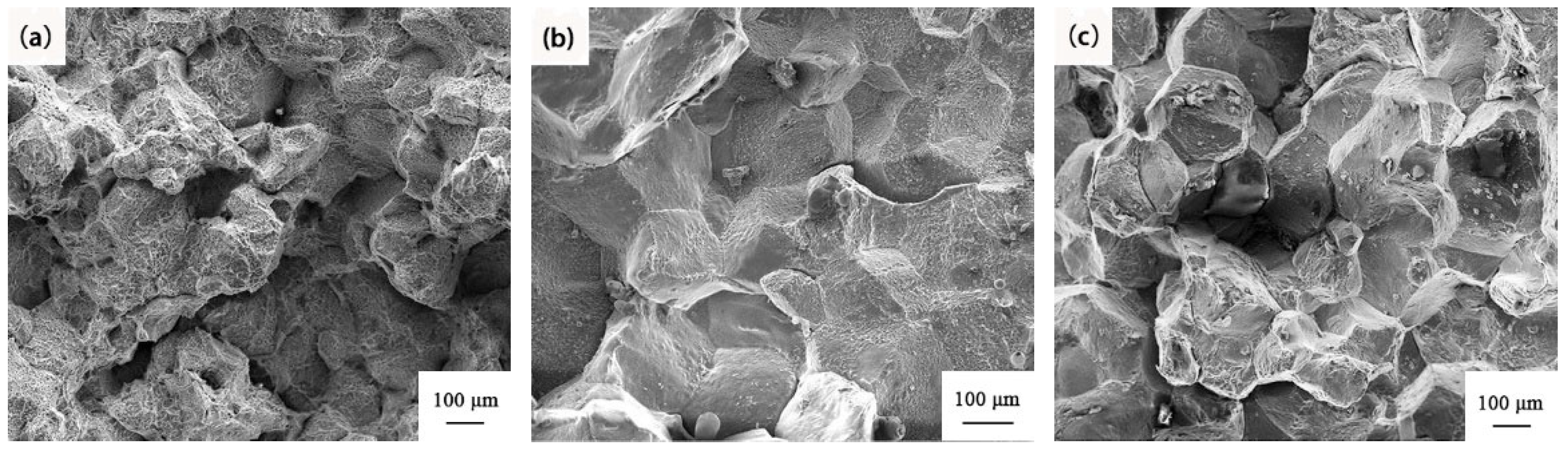
3.2. Fracture Morphology
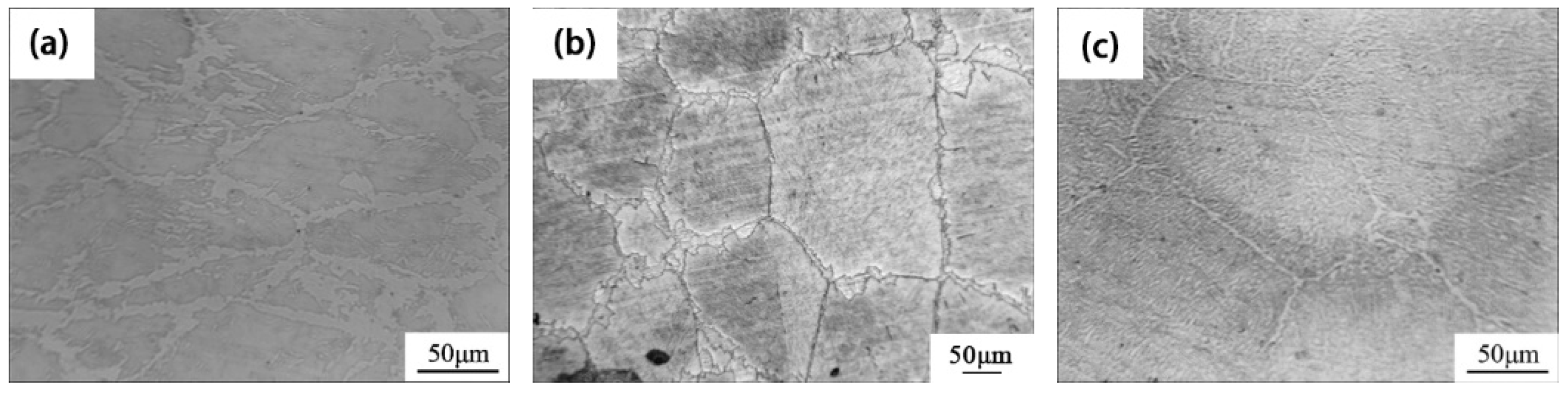
3.3. Microstructure Observation
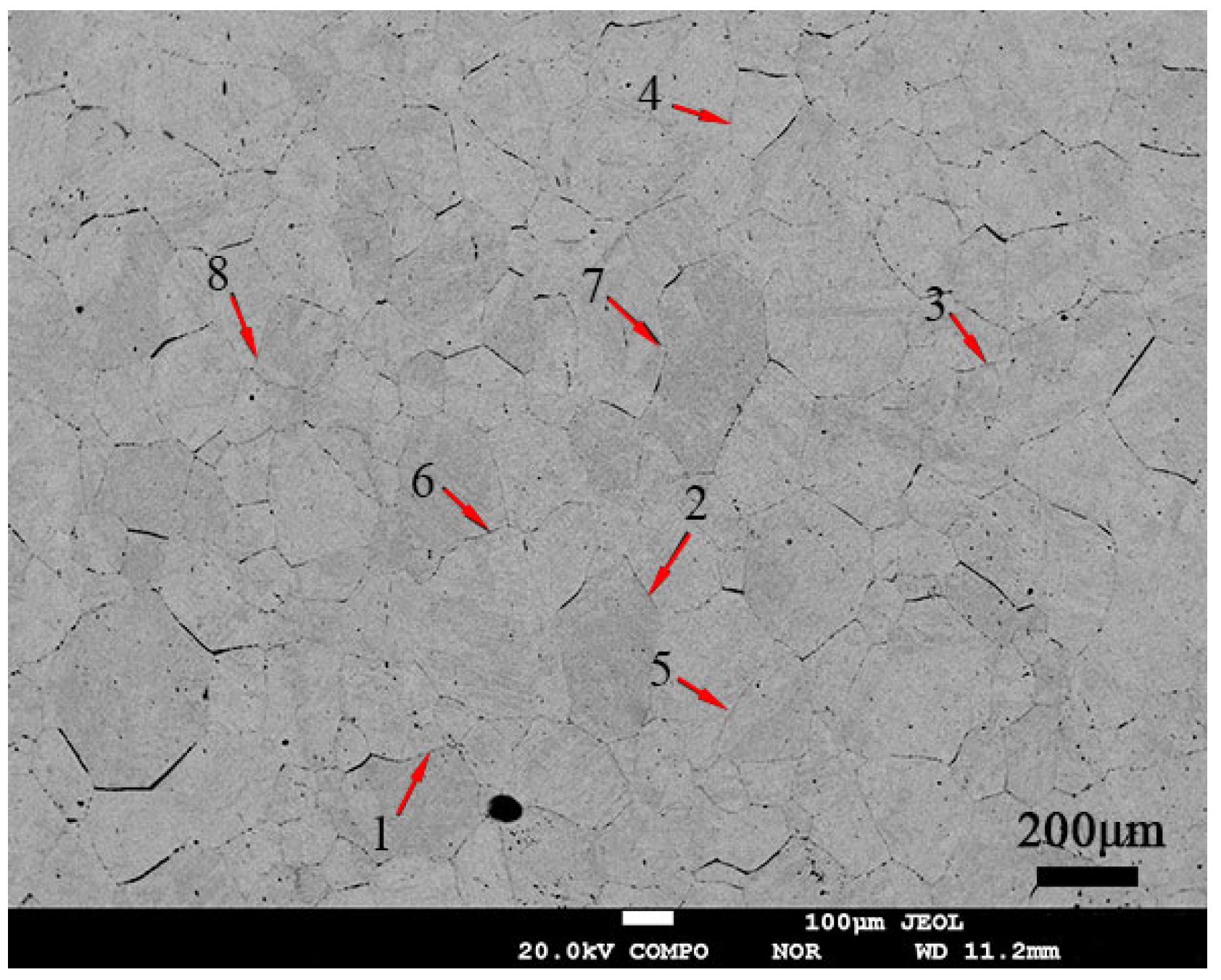
3.4. EPMA Analysis
4. Discussion
5. Conclusions
- (1)
- The influence of sulfur on the high-temperature ductility of C-Mn steel was studied using the Gleeble 1500 thermodynamic simulator. Antimony was found to cause the low ductility region to become large, and there was a trough in the RA%-temperature curve at 750 °C.
- (2)
- The addition of S to C-Mn steel containing residual Sb reduced the degradation caused by the Sb to the thermal ductility of the steel, but it did not eliminate the degradation or even improve the performance.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Task Group for the Strategic Research on Great Power of Ferrous Metal Mineral Resources. Development situation of ferrous metal resources in China. Strateg. Stud. CAE 2019, 21, 1–8. [Google Scholar]
- Yang, R.W.; Chen, C.; Lin, Y.C.; Zhao, Y.; Zhao, J.; Zhu, J.J.; Yang, S.S. Water model experiment on motion and melting of scarp in gas stirred reactors. Chin. J. Process Eng. 2022, 22, 954–962. [Google Scholar]
- Ramadan, A.; Shash, A.Y.; El-Mahallawi, I.S.; Senk, D.; Mattar, T. Effect of tempcore processing on mitigating problems of tramp elements in low C steel produced from recycled material. J. Iron Steel Res. Int. 2015, 22, 582–589. [Google Scholar] [CrossRef]
- Zhang, L. Influence of residual elements in steel on the quality of CSP products. Met. Mater. Metall. Eng. 2009, 37, 12–15. [Google Scholar]
- Yin, L.; Sridhar, S. Effects of residual elements arsenic, antimony, and tin on surface hot shortness. Metall. Mater. Trans. B 2011, 42, 1031–1043. [Google Scholar] [CrossRef]
- Deng, S. The influence of residual elements to steel quality and its controlling. Liu Steel Technol. 2016, 2, 10–15. [Google Scholar]
- Chen, C.; Cheng, G.G. Delta-ferrite distribution in a continuous casting slab of Fe-Cr-Mn austenitic stainless steel. Metall. Mater. Trans. B 2017, 48, 2324–2333. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, G.J.; Liu, M.K.; Li, Z. Removal of residual element tin in the ferrous metallurgy process: A review. Metals 2019, 9, 834. [Google Scholar] [CrossRef] [Green Version]
- Kitamura, K.; Takenouchi, T.; Iwanami, Y. Removal of impurities from molten steel by CaC2. Tetsu-to-Hagane 1985, 71, 220–227. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsukihashi, F.; Kuroda, K.; Arakawa, S.; Shoichiro, A.; Nobuo, S. Activity coefficient of antimony and arsenic in molten iron and carbon saturated iron. Steel Res. 1994, 65, 53–57. [Google Scholar] [CrossRef]
- Min, D.J.; Sano, N. Determination of the standard Gibbs energies of formation of Ca3As2, Ca3Sb2, and Ca3Bi2. Metall. Mater. Trans. B 1989, 20, 863–870. [Google Scholar] [CrossRef]
- Takamura, J.; Mizoguhci, S. Roles of oxides in steel performance. In Proceedings of the Sixth International Iron and Steel Congress, Nagoya, Japan, 21–26 October 1990. [Google Scholar]
- Mizoguchi, S.; Takamura, J. Control of oxides as inoculants-metallurgy of oxides in steels. In Proceedings of the Sixth International Iron and Steel Congress, Nagoya, Japan, 21–26 October 1990. [Google Scholar]
- Yuan, X.B.; Zhong, M.; Wu, Y.W.; Wang, C. Characterizing Inclusions in the Weld Metal of Eh36 Shipbuilding Steel Processed by CaF2-30 Wt Pct TiO2 Flux. Metall. Mater. Trans. B 2022, 53, 656–661. [Google Scholar] [CrossRef]
- Sun, G.L. Fundamentals on Precipitation Behavior of Residual Elements Tin and Antimony in Steel. Ph.D. Thesis, University of Science and Technology Beijing, Beijing, China, 2016. [Google Scholar]
- Suzuki, H.G.; Nishimura, S.; Imamura, J. Embrittlement of steels occurring in the temperature range from 1000 °C to 600 °C. Trans. Iron Steel Inst. Jpn. 1984, 24, 169–177. [Google Scholar] [CrossRef]
- Suzuki, H.G.; Nishimura, S.; Imamura, J.; Nakamura, Y. Hot ductility in steels in the temperature range between 900 and 600 °C. Tetsu-to-Hagane 1981, 67, 1180–1189. [Google Scholar] [CrossRef] [PubMed]
- Yuan, Z.X.; Guo, A.M.; Liu, J.; Shen, D.D.; Jia, J.; Song, S.H. Antimony grain boundary segregation and its suppression by cerium in Fe-2%Mn-Sb structural steels. Acta Metall. Sin. 2003, 16, 175–182. [Google Scholar]
- Faulkner, R.G. Non-equilibrium grain-boundary segregation in austenitic alloys. J. Mater. Sci. 1981, 16, 373–383. [Google Scholar] [CrossRef]
- Suzuki, H.G.; Nishimura, S.; Nakamura, Y. Improvement of hot ductility of continuously cast carbon steels. Trans. Iron Steel Inst. Jpn. 1984, 24, 54–59. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Z.; Kuwabara, M.; Satake, R. Effect of Sn on microstructure and sulfide precipitation in ultra low carbon steel. ISIJ Int. 2009, 49, 1087–1093. [Google Scholar] [CrossRef] [Green Version]
- Sun, G.L.; Fan, D.D.; Tao, S.F. Identification of antimony precipitates in Sb-bearing C-Mn steel. Metall. Mater. Trans. B 2021, 52, 576–579. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | C | Si | Mn | P | Als | N | T.O | S | Sb |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.17 | 0.32 | 1.43 | 0.008 | 0.002 | 0.0010 | 0.0015 | 0.008 | 0 |
| 2 | 0.14 | 0.27 | 1.41 | 0.007 | 0.004 | 0.0011 | 0.0026 | 0.007 | 0.13 |
| 3 | 0.13 | 0.28 | 1.40 | 0.008 | 0.005 | 0.0008 | 0.0025 | 0.027 | 0.13 |
| Point | Average | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
| Grain boundary—steel 2 | 0.264 | 0.258 | 0.272 | 0.249 | 0.253 | 0.262 | 0.258 | 0.266 | 0.2603 |
| Matrix—steel 2 | 0.137 | 0.127 | 0.142 | 0.132 | 0.127 | 0.123 | 0.139 | 0.116 | 0.1304 |
| Grain boundary—steel 3 | 0.178 | 0.161 | 0.183 | 0.222 | 0.164 | 0.224 | 0.151 | 0.212 | 0.1867 |
| Matrix—steel 3 | 0.129 | 0.093 | 0.143 | 0.132 | 0.105 | 0.106 | 0.139 | 0.126 | 0.1216 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, G.; Dong, G.; Tao, S.; Xia, Y.; Chen, C. Effect of Sulfur on Antimony-Induced High-Temperature Ductility Deterioration of C-Mn Steel. Metals 2023, 13, 130. https://doi.org/10.3390/met13010130
Sun G, Dong G, Tao S, Xia Y, Chen C. Effect of Sulfur on Antimony-Induced High-Temperature Ductility Deterioration of C-Mn Steel. Metals. 2023; 13(1):130. https://doi.org/10.3390/met13010130
Chicago/Turabian StyleSun, Guilin, Guochun Dong, Sufen Tao, Yunjin Xia, and Chao Chen. 2023. "Effect of Sulfur on Antimony-Induced High-Temperature Ductility Deterioration of C-Mn Steel" Metals 13, no. 1: 130. https://doi.org/10.3390/met13010130
APA StyleSun, G., Dong, G., Tao, S., Xia, Y., & Chen, C. (2023). Effect of Sulfur on Antimony-Induced High-Temperature Ductility Deterioration of C-Mn Steel. Metals, 13(1), 130. https://doi.org/10.3390/met13010130