


Effect of Ca/Mg on Distribution and Morphology of MnS Inclusions in 45MnVS Non-Quenched and Tempered Steel


 ,
, 

Abstract
:1. Introduction
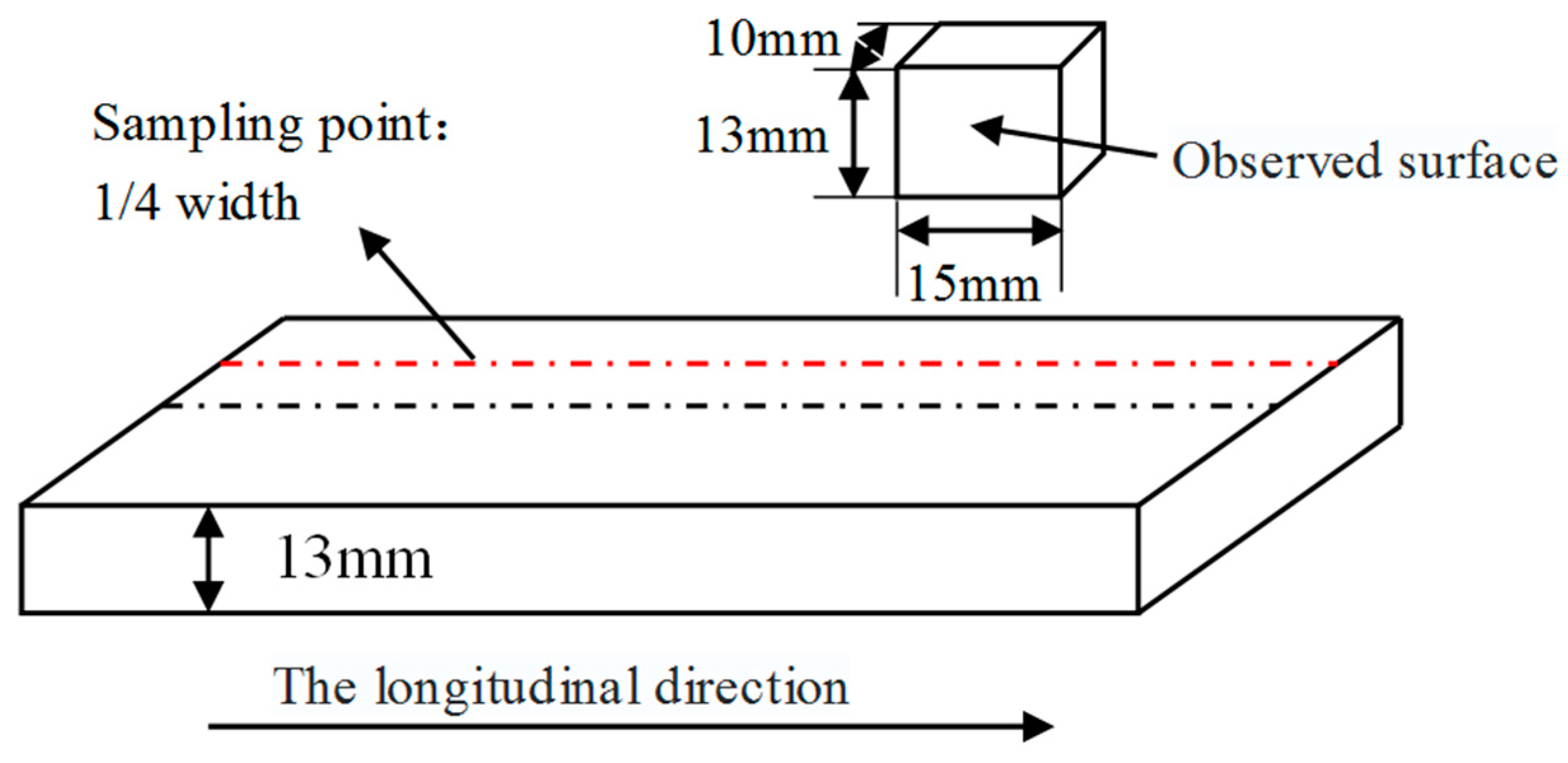
2. Experimental and Analysis Methodology
3. Results
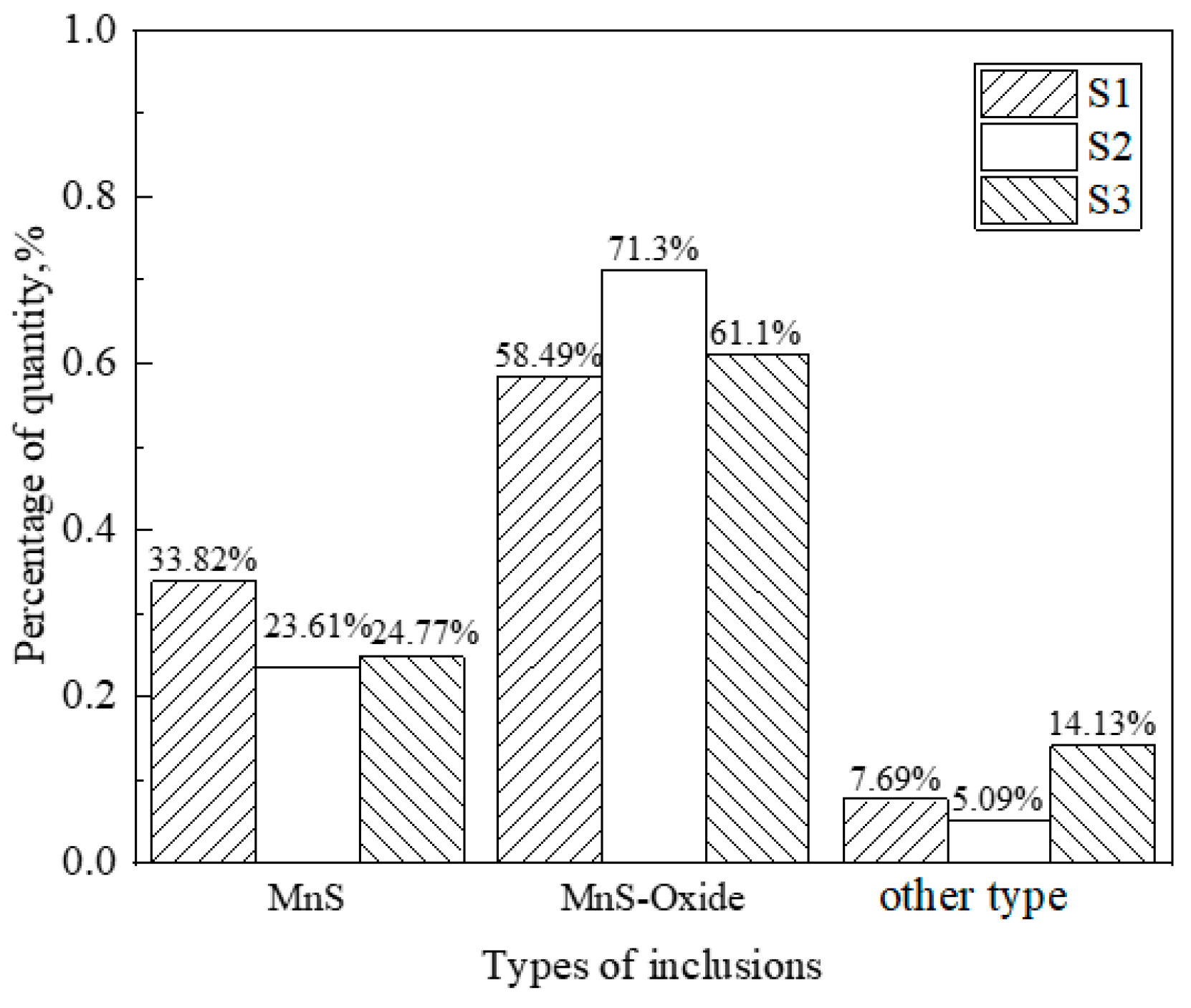
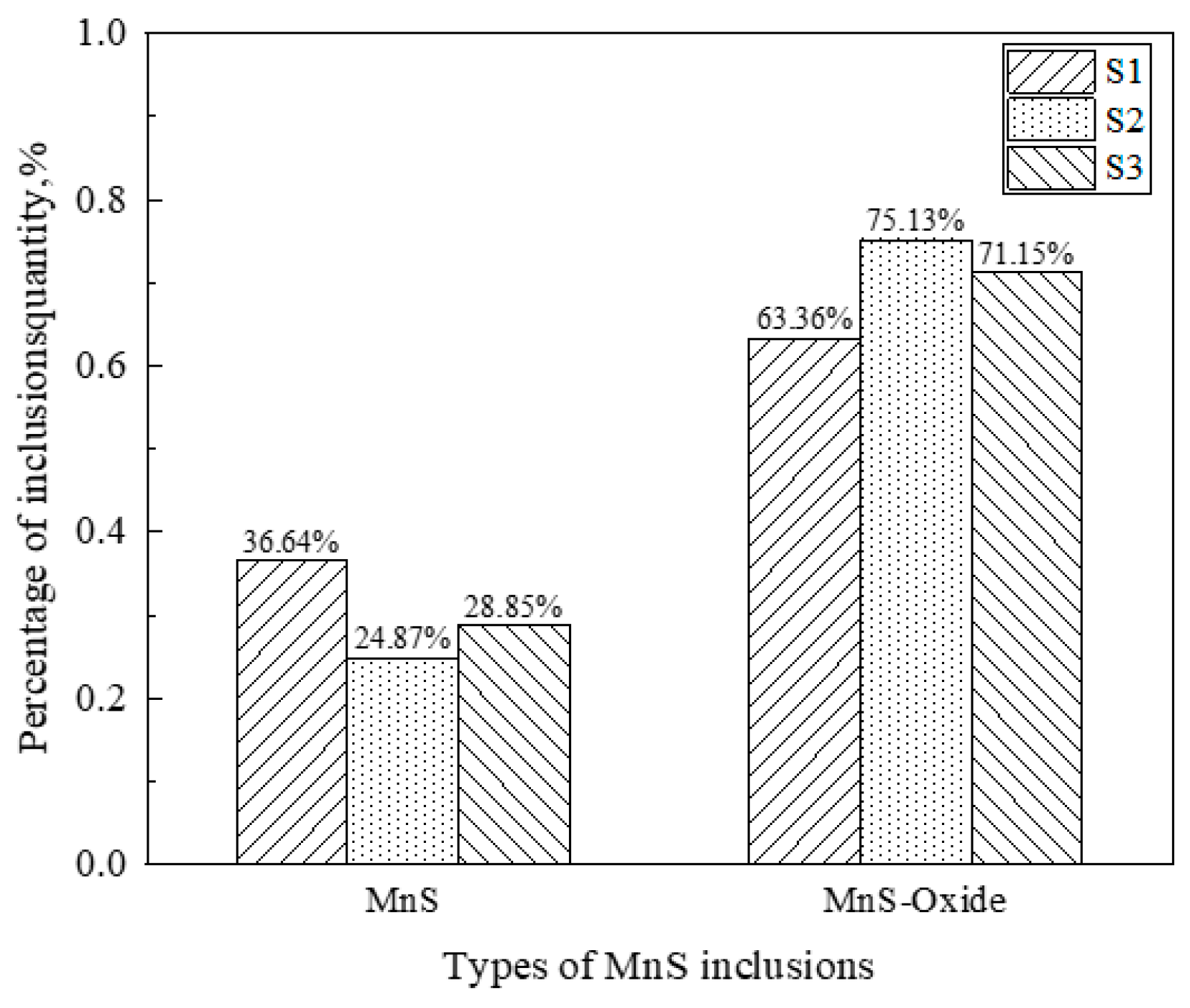
3.1. Types of Inclusions in Rolled Samples
3.2. Morphology and Size of MnS Inclusions in Rolled Samples
4. Discussion
4.1. The Formation of Inclusions in Steel
4.2. Change in Morphology of MnS–Oxide Inclusions
5. Conclusions
- (1)
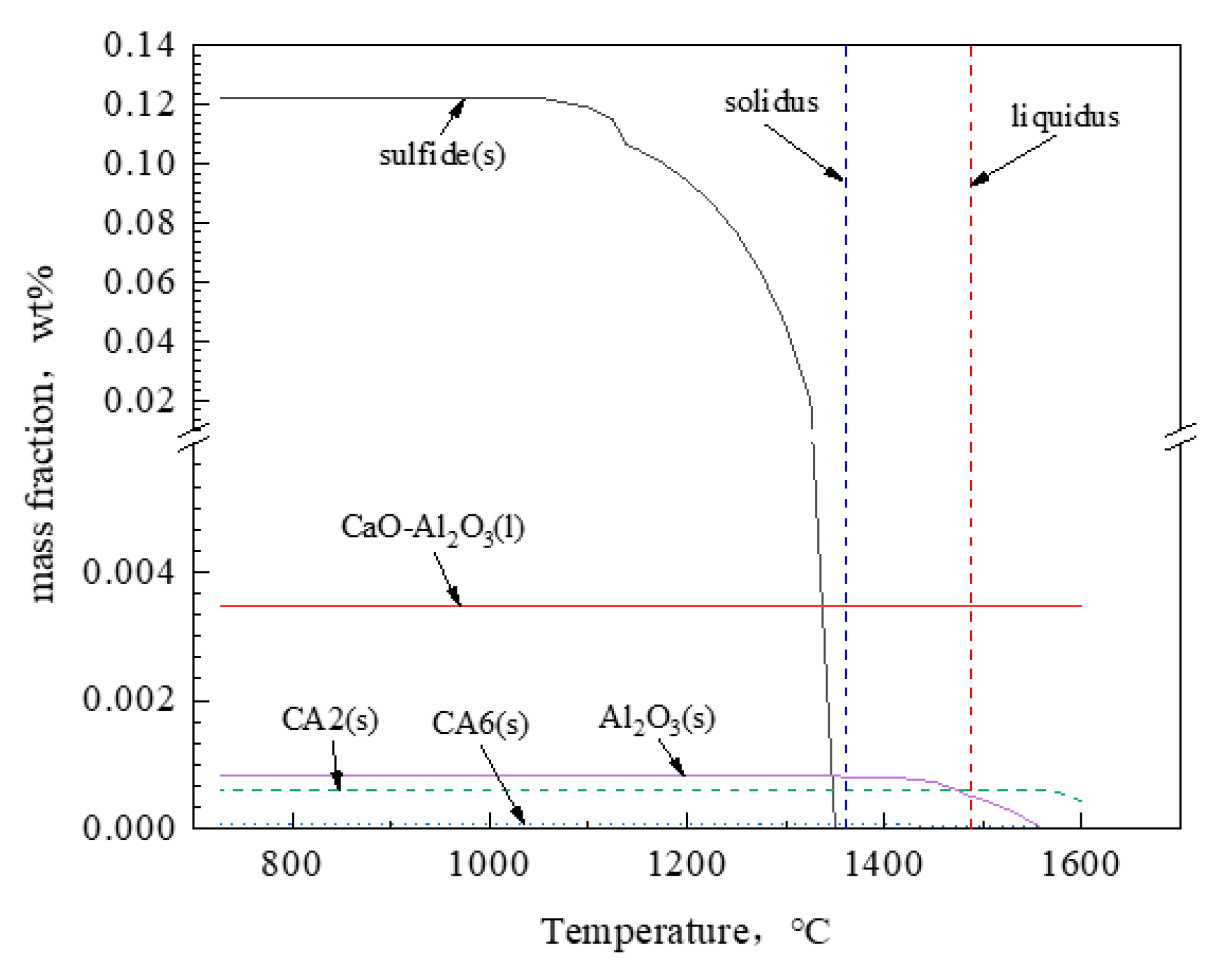
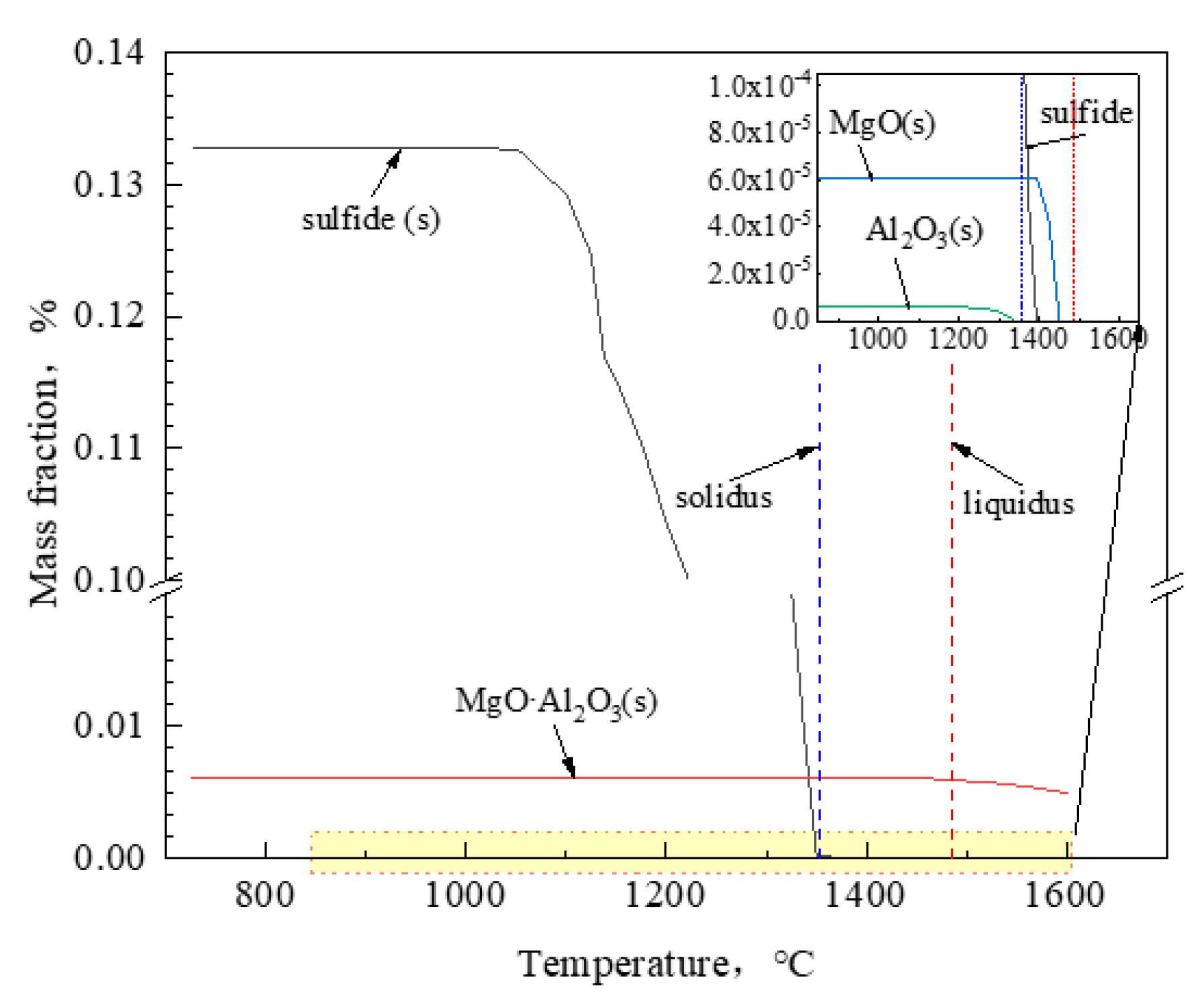
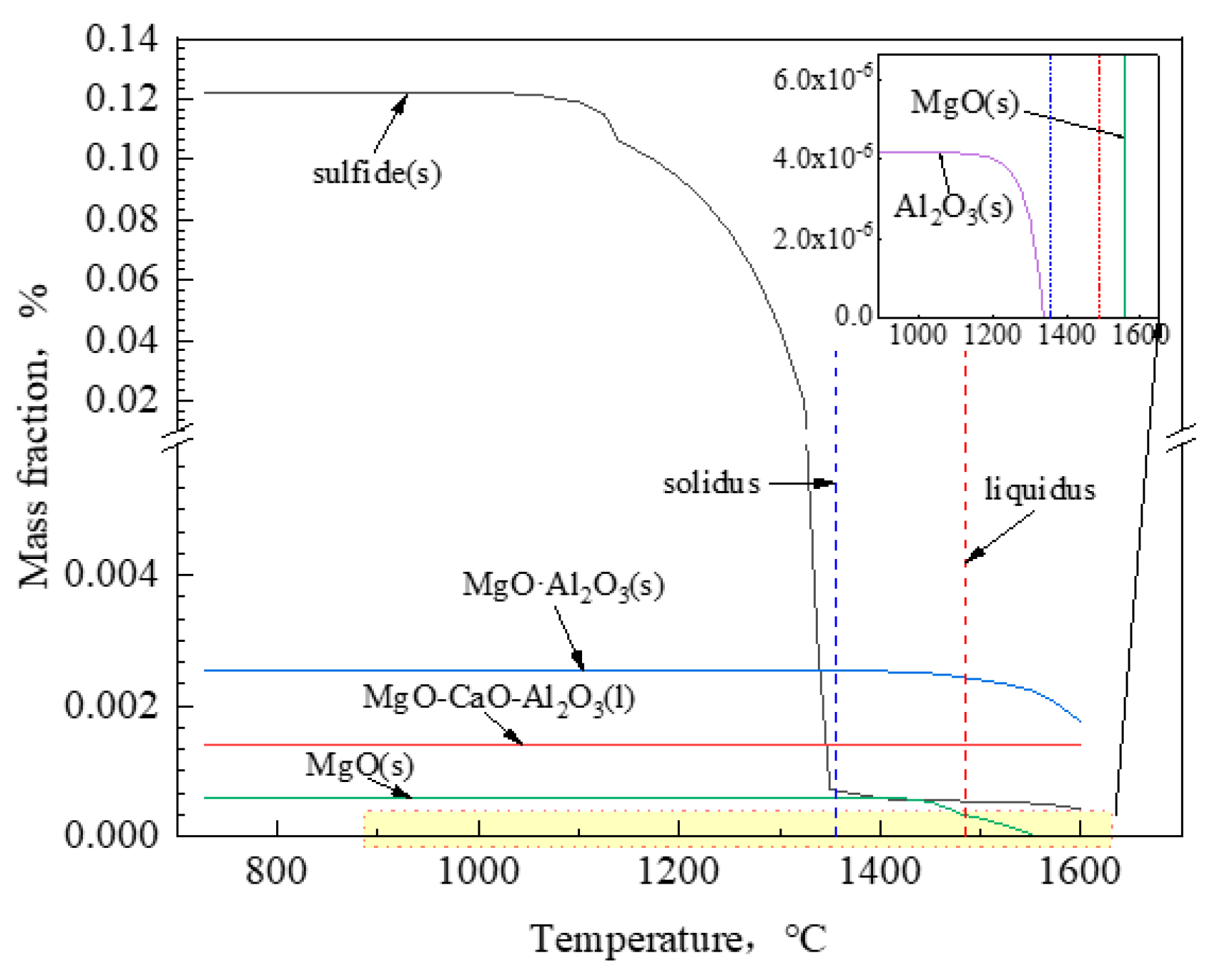
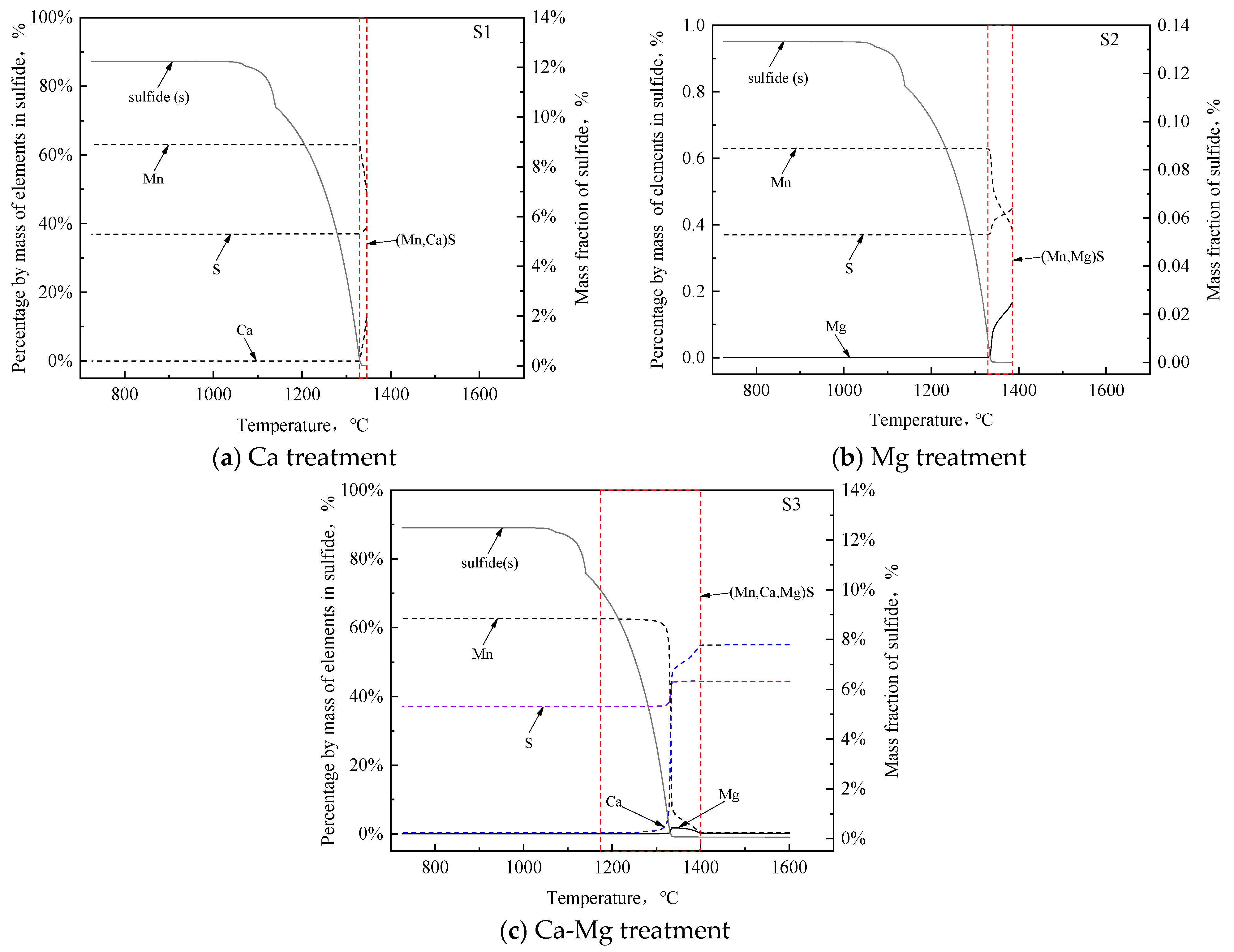
- The inclusions in 45MnVS non-quenched and tempered steel were mainly sulfides and a small amount of oxides. Oxide inclusions were mainly formed above the liquidus temperature and sulfides were formed during solidification. Sulfides could be nucleated and precipitated using oxides as a core during solidification.
- (2)
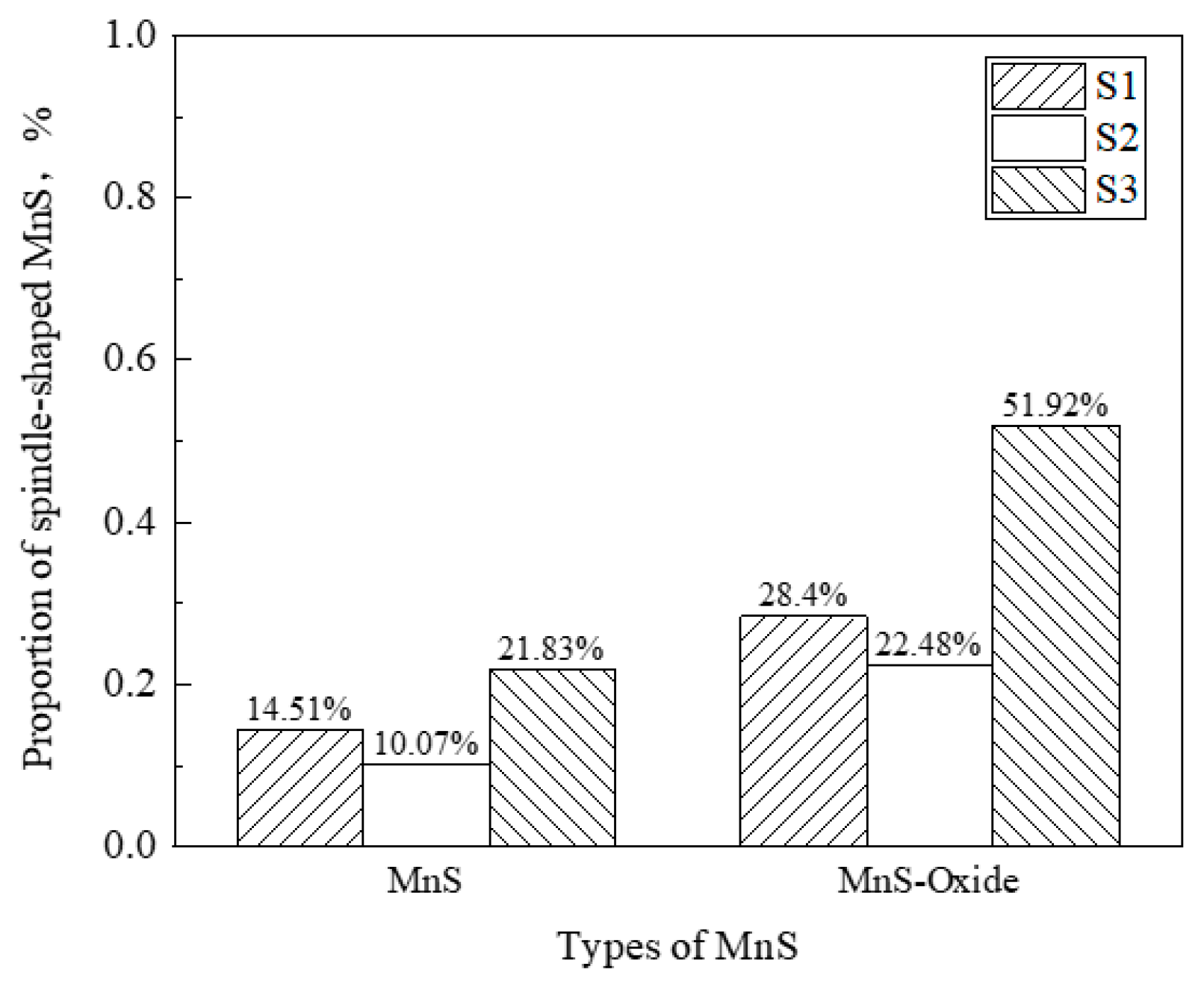
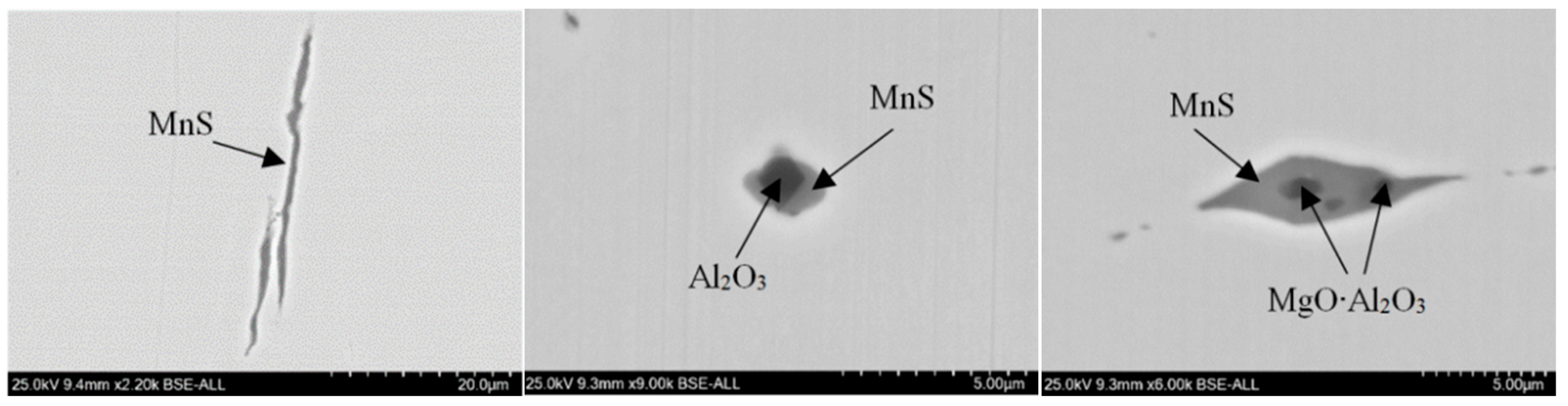
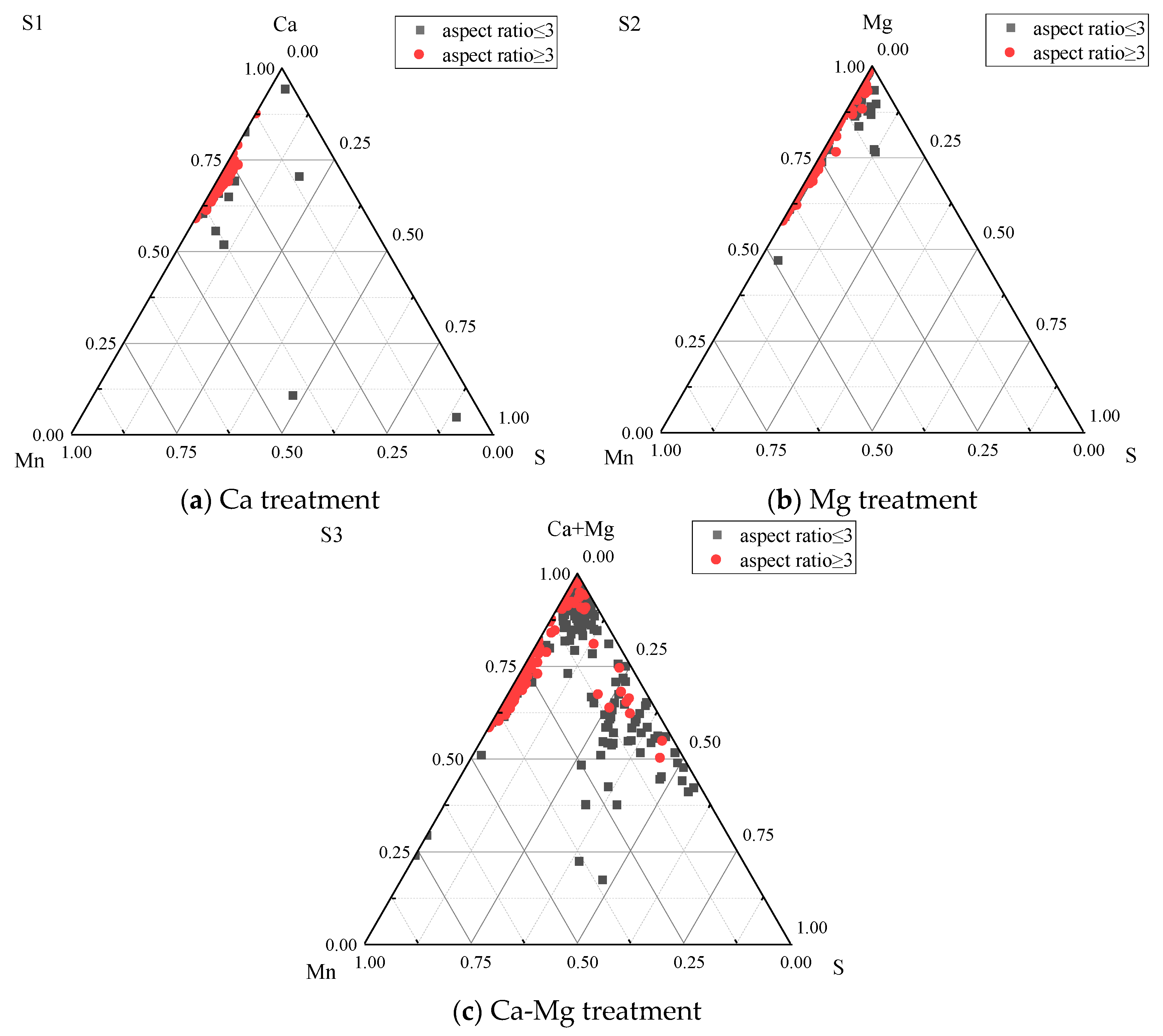
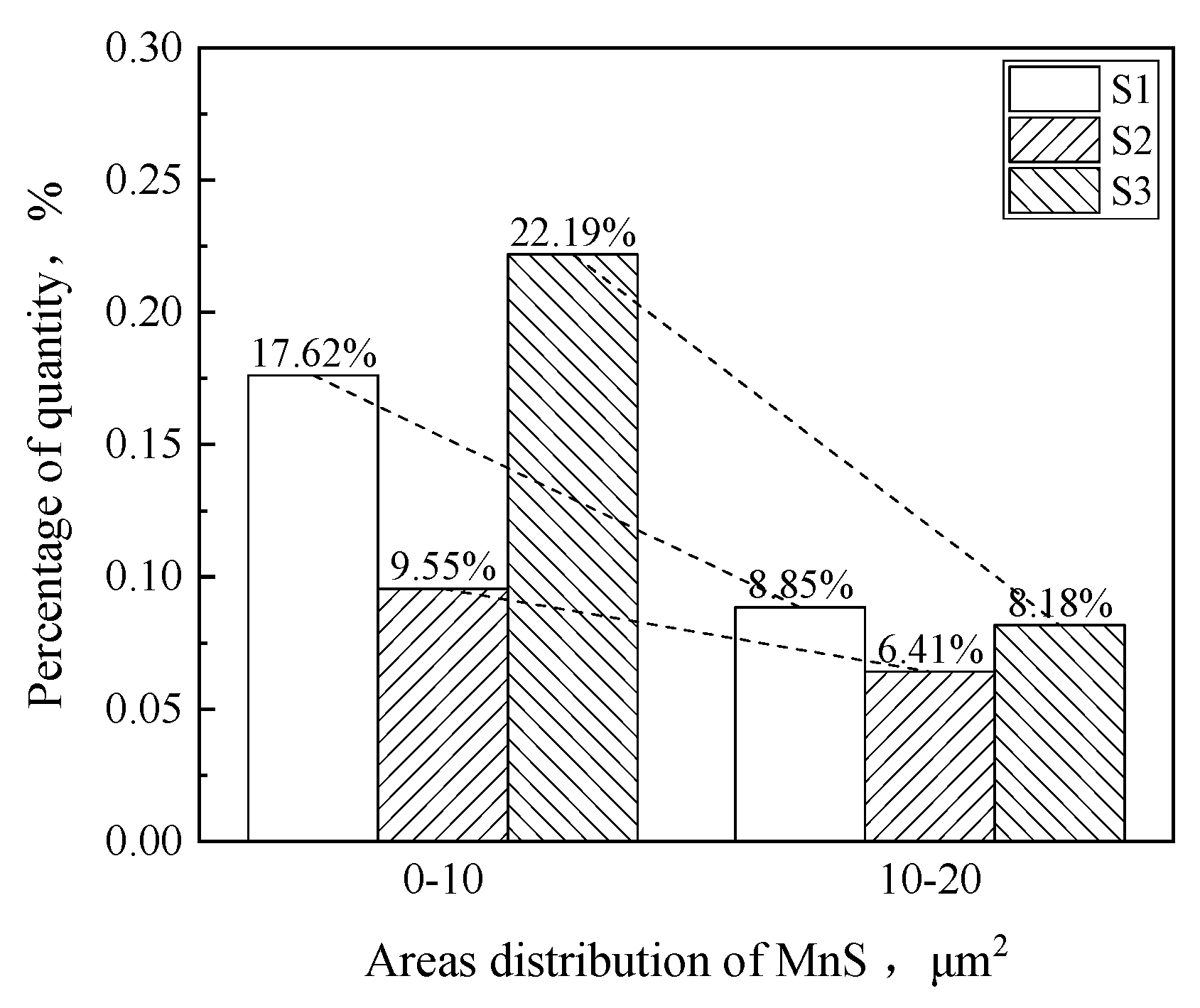
- The proportion of spindle-shaped inclusions in sulfides increases by reducing the sizes of inclusions. The sizes of MnS–oxide inclusions was larger than those of MnS inclusions. The spindle-shaped inclusions were easily formed in MnS, CaS and MgS–(Mn, Me)S complex sulfides and MnS–oxide which contained an oxide core.
- (3)
- Compared with Ca treatment and Ca–Mg treatment, more oxide inclusions were formed in steel with Mg treatment, which can become a core for sulfide nucleation and precipitation. Thus, the proportion of MnS–oxide inclusions in steel increased in sample S2.
- (4)
- Compared with Ca treatment and Mg treatment, steel with a combined CaMg treatment was more conducive to the formation of complex sulfides and increased the proportion of spindle-shaped sulfides in sample S3.
- (5)
- After Ca treatment, Mg treatment and Ca–Mg combined treatment, the proportion of spindle-shaped sulfides in the samples was 23.31%, 19.39% and 43.24%, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Luo, Y.Z.; Zhang, J.M.; Liu, Z.M.; Wu, S.Z. In situ observation and thermodynamic calculation of MnS in 49MnVS3 non-quenched and tempered steel. Acta Metall. Sin. 2011, 24, 326–334. [Google Scholar] [CrossRef]
- Chen, Y.; Ma, M.; Wang, G. Resent progress of non-quenched and tempered steel for automotive sheet. Eng. Sci. 2014, 2, 41–45. [Google Scholar]
- Zhou, B.; Shen, Y.; Tan, L.; Yang, H.X.; Cao, W.Q.; Bao, Y.Z. Research on a new process of the non-quenched and tempered steel with high strength and high toughness. Phys. Procedia 2013, 50, 25–31. [Google Scholar] [CrossRef] [Green Version]
- Lu, J.L.; Cheng, G.G.; Che, J.L.; Wang, L.S.; Xiong, G.J. Effect of oxides on characteristics of MnS and transverse mechanical properties in commercial Al-Killed non-quenched and tempered steel. Met. Mater. Int. 2019, 25, 473–486. [Google Scholar] [CrossRef]
- Kuz’min, M.P.; Kuz’mina, Y.M.; Kuz’min, P.B. Production of primary silumins ingots modified with strontium. Solid State Phenom. 2021, 316, 490–495. [Google Scholar] [CrossRef]
- Kuz’min, M.P.; Kuz’mina, Y.M.; Kuz’mina, A.S. Production and properties of aluminum-based composites modified with carbon nanotubes. Mater. Today Proc. 2019, 19, 1826–1830. [Google Scholar] [CrossRef]
- Ei Koussy, M.R.; Ei Mahallawi, I.S.; Khalifa, W.; Dawood, M.M.; Bueckins, M. Effects of thermal aging on microstructure and mechanical properties of duplex stainless steel weldments. Mater. Sci. Technol. 2004, 20, 375–381. [Google Scholar] [CrossRef]
- Park, J.H.; Zhang, L.F. Kinetic modeling of nonmetallic inclusions behavior in molten steel: A Review. Metall. Mater. Trans. B 2020, 51, 2453–2482. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Chen, C.; Lin, W.M.; Yu, Y.C.; E, D.Y.; Wang, S.B. Numerical Simulation of Tracers Transport Process in Water Model of a Vacuum Refining Unit: Single Snorkel Refining Furnace. Steel Res. Int. 2020, 91, 2000022. [Google Scholar] [CrossRef]
- Anmark, N.; Karasev, A.; Jonsson, P.G. The Effect of Different Non-Metallic Inclusions on the Machinability of Steels. Materials 2015, 8, 751–783. [Google Scholar] [CrossRef] [Green Version]
- Podder, A.; Coley, K.S.; Phillion, A.B. Modeling Study of Steel-Slag-Inclusion Reactions During the Refining of Si-Mn Killed Steel. Steel Res. Int. 2022, 93, 2100831. [Google Scholar] [CrossRef]
- Fan, J.; Li, Y.; Chen, C.; Ouyang, X.; Wang, T.; Lin, W. Effect of Uniform and Non-Uniform Increasing Casting Flow Rate on Dispersion and Outflow Percentage of Tracers in Four Strand Tundishes under Strand Blockage Conditions. Metals 2022, 12, 1016. [Google Scholar] [CrossRef]
- Chen, C.; Ni, P.Y.; Jonsson, L.T.I.; Tilliander, A.; Cheng, G.G.; Jönsson, P.G. A Model Study of Inclusions Deposition, Macroscopic Transport, and Dynamic Removal at Steel–Slag Interface for Different Tundish Designs. Metall. Mater. Trans. B 2016, 47, 1916–1932. [Google Scholar] [CrossRef]
- Yang, H.X.; Ren, Y.; Ji, S.; Zhang, L.F. Modification of Sulfides in a High Sulfur Steel by Cerium Addition. Metall. Mater. Trans. B 2022, 53, 3992–4005. [Google Scholar] [CrossRef]
- Tinoco, H.A.; Fintove, S.; Heikkila, I.; Heereo, D.; Vuoristo, T.; Dlouhy, I. Experimental and numerical study of micromechanical damage induced by MnS-based inclusions. Mater. Sci. Eng. A 2022, 856, 144009. [Google Scholar] [CrossRef]
- Kang, J.; Yu, Y.C.; Zhang, J.L.; Chen, C.; Wang, S.B. Effect of Rare Earth on Inclusion Evolution in Industrial Production of HRB500E Steel. Metall. Res. Technol. 2021, 118, 220. [Google Scholar] [CrossRef]
- Maciejewski, J. The Effects of Sulfide Inclusions on Mechanical Properties and Failures of Steel Components. J. Fail. Anal. Prev. 2015, 15, 169–178. [Google Scholar] [CrossRef] [Green Version]
- Lv, Z.A.; Ni, H.; Zhang, H.; Liu, C.S. Evolution of MnS inclusions in Ti-bearing X80 pipeline steel. J. Iron Steel Res. Int. 2017, 24, 654–660. [Google Scholar] [CrossRef]
- Xie, J.B.; Hu, D.L.; Fu, J.X.; Liu, H. Numerical analysis of effect of the solutes on formation of MnS in non-tempered steel. Ironmak. Steelmak. 2019, 46, 542–549. [Google Scholar] [CrossRef]
- Diederichs, R.; Bleck, W. Modelling of manganese sulphide formation during solidification, part I: Description of MnS formation parameters. Steel Res. Int. 2006, 77, 202–209. [Google Scholar] [CrossRef]
- Zhang, H.L.; Feng, G.H.; Liu, X.; Wang, B.S.; Liu, X.M. Effect of Sulfur Content on the Composition of Inclusions and MnS Precipitation Behavior in Bearing Steel. Metals 2020, 10, 570. [Google Scholar] [CrossRef]
- Tian, J.; Qu, T.; Wang, D.; Wang, H.; Xu, Z.; E, X.R. Effect of Mg and Ca on the Characteristics of Inclusions in Sulphur Steel. Arch. Metall. Mater. 2018, 63, 1599–1607. [Google Scholar] [CrossRef]
- Chu, J.H.; Zhang, L.Q.; Yang, J.; Bao, Y.P.; Ali, N.; Zhang, C.J. Characterization of precipitation, evolution, and growth of MnS inclusions in medium/high manganese steel during solidification process. Mater. Charact. 2022, 194, 112367. [Google Scholar] [CrossRef]
- Miao, K.Y.; Nabeel, M.; Dogan, N. Coarsening Mechanisms of CaS Inclusions in Ca-Treated Steels. Metals 2022, 12, 707. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, C.; Mu, H.; Li, Y.; Jiang, M. Inclusion evolution after calcium addition in Al-killed steel with different sulphur content. Ironmak. Steelmak. 2018, 45, 447–456. [Google Scholar] [CrossRef]
- Shen, P.; Fu, J. Morphology study on inclusion modifications using Mg-Ca treatment in resulfurized special steel. Materials 2019, 12, 197. [Google Scholar] [CrossRef] [Green Version]
- Zhang, T.; Wang, D.; Liu, C.; Jiang, M.; Lu, M.; Wang, B.; Zhang, S. Modification of inclusions in liquid iron by Mg treatment. J. Iron Steel Res. Int. 2014, 21, 99–103. [Google Scholar] [CrossRef]
- Shi, L.; Zhou, X.; Wang, D.; Qu, T.; Wang, H.; Zhu, J. Evolution of Inclusions in Magnesium-Calcium-Treated Liquid Iron. Metals 2021, 11, 1213. [Google Scholar] [CrossRef]
- Diederichs, R.; Bulte, R.; Pariser, G.; Bleck, W. Modelling of manganese sulphide formation during solidification, part II: Correlation of solidification and MnS formation. Steel Res. Int. 2006, 77, 256–264. [Google Scholar] [CrossRef]
- Lu, J.; Cheng, G.; Chen, L.; Xiong, G.; Wang, L. Distribution and morphology of MnS inclusions in resulfurized non-quenched and tempered steel with Zr addition. ISIJ Int. 2018, 58, 1307–1315. [Google Scholar] [CrossRef] [Green Version]
- Abdelaziz, S.; Megahed, G.; Ei Mahallawi, I.; Ahamed, H. Control of Ca addition for improved cleanness of low C, Al killed steel. Ironmak. Steelmak. 2009, 36, 432–441. [Google Scholar] [CrossRef]
- Yang, J.; Yamasaki, T.; Kuwabara, M. Behavior of inclusions in deoxidation process of molten steel with in situ produced Mg vapor. ISIJ Int. 2007, 47, 699–708. [Google Scholar] [CrossRef] [Green Version]
- Ghosh, A.; Modak, P.; Chakrabarti, D. Effect of MnS inclusion and crystallographic texture on anisotropy in Charpy impact toughness of low carbon ferritic steel. Mater. Sci. Eng. A 2016, 654, 298–308. [Google Scholar] [CrossRef]
- Jiang, L.; Cui, K. Experimental study and thermodynamical calculation on the formation of eutectic phase of MnS-RE2S3 and (Mn,Ca)S-RE2S3 in sulfur-containing free-cutting steel. J. Rare Earths 1992, 10, 114–120. [Google Scholar]
- Suito, H.; Inoue, R. Thermodynamics on control of inclusions composition in ultra-clean steels. ISIJ Int. 1996, 36, 528–536. [Google Scholar] [CrossRef] [Green Version]
- Fu, J.; Yu, Y.G.; Wang, A.R.; Chen, B.P.; Sun, W.S. Inclusion modification with Mg treatment for 35CrNi3MoV steel. J. Mater. Sci. Technol. 1998, 14, 53–56. [Google Scholar]
- Segal, A.; Charles, J. Influence of particle size on deformation characteristics of manganese sulphide inclusions in steel. Met. Technol. 1977, 4, 177. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Si | Mn | P | S | Al | V | Ca | Mg | O |
|---|---|---|---|---|---|---|---|---|---|---|
| S1 | 0.44 | 0.49 | 1.38 | 0.006 | 0.046 | 0.021 | 0.11 | 0.0009 | - | 0.0021 |
| S2 | 0.45 | 0.58 | 1.47 | 0.007 | 0.050 | 0.016 | 0.12 | - | 0.0011 | 0.0028 |
| S3 | 0.45 | 0.51 | 1.43 | 0.005 | 0.047 | 0.024 | 0.10 | 0.0007 | 0.0009 | 0.0019 |
| Steel | Scanning Area, mm2 | Inclusion Quantity | Quantitative Density of Inclusions, /mm2 |
|---|---|---|---|
| S1 | 20.75 | 4666 | 225 |
| S2 | 24.90 | 7617 | 306 |
| S3 | 29.88 | 11,650 | 390 |
| Types of Inclusions | Classification Principle (the Detected Element Content of Inclusions) | Remarks |
|---|---|---|
| MnS | Al = 0, Mn > 0, S > 0 | MnS without an oxide core |
| MnS–oxide | Al > 0, Mn > 0, S > 0 | MnS with an oxide core |
| Other type | Failing to meet the requirements conditions above | Inclusions except MnS or MnS–oxide |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Su, L.; Tian, J.; Hu, S.; Lv, M.; Li, X.; Qu, T.; Wang, D.; Zhan, T. Effect of Ca/Mg on Distribution and Morphology of MnS Inclusions in 45MnVS Non-Quenched and Tempered Steel. Metals 2023, 13, 23. https://doi.org/10.3390/met13010023
Su L, Tian J, Hu S, Lv M, Li X, Qu T, Wang D, Zhan T. Effect of Ca/Mg on Distribution and Morphology of MnS Inclusions in 45MnVS Non-Quenched and Tempered Steel. Metals. 2023; 13(1):23. https://doi.org/10.3390/met13010023
Chicago/Turabian StyleSu, Lijuan, Jun Tian, Shaoyan Hu, Ming Lv, Xianglong Li, Tianpeng Qu, Deyong Wang, and Tianyin Zhan. 2023. "Effect of Ca/Mg on Distribution and Morphology of MnS Inclusions in 45MnVS Non-Quenched and Tempered Steel" Metals 13, no. 1: 23. https://doi.org/10.3390/met13010023
APA StyleSu, L., Tian, J., Hu, S., Lv, M., Li, X., Qu, T., Wang, D., & Zhan, T. (2023). Effect of Ca/Mg on Distribution and Morphology of MnS Inclusions in 45MnVS Non-Quenched and Tempered Steel. Metals, 13(1), 23. https://doi.org/10.3390/met13010023